


Development of Application Customization Toolkit (ACT) for 3D Thermal Elastic-Plastic Welding Analysis



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Methodology
3. Finite Element Model
3.1. T-Joint Fillet Welding
3.1.1. Geometry for T-Joint Fillet Welding
3.1.2. Material Property for T-Joint Fillet Welding
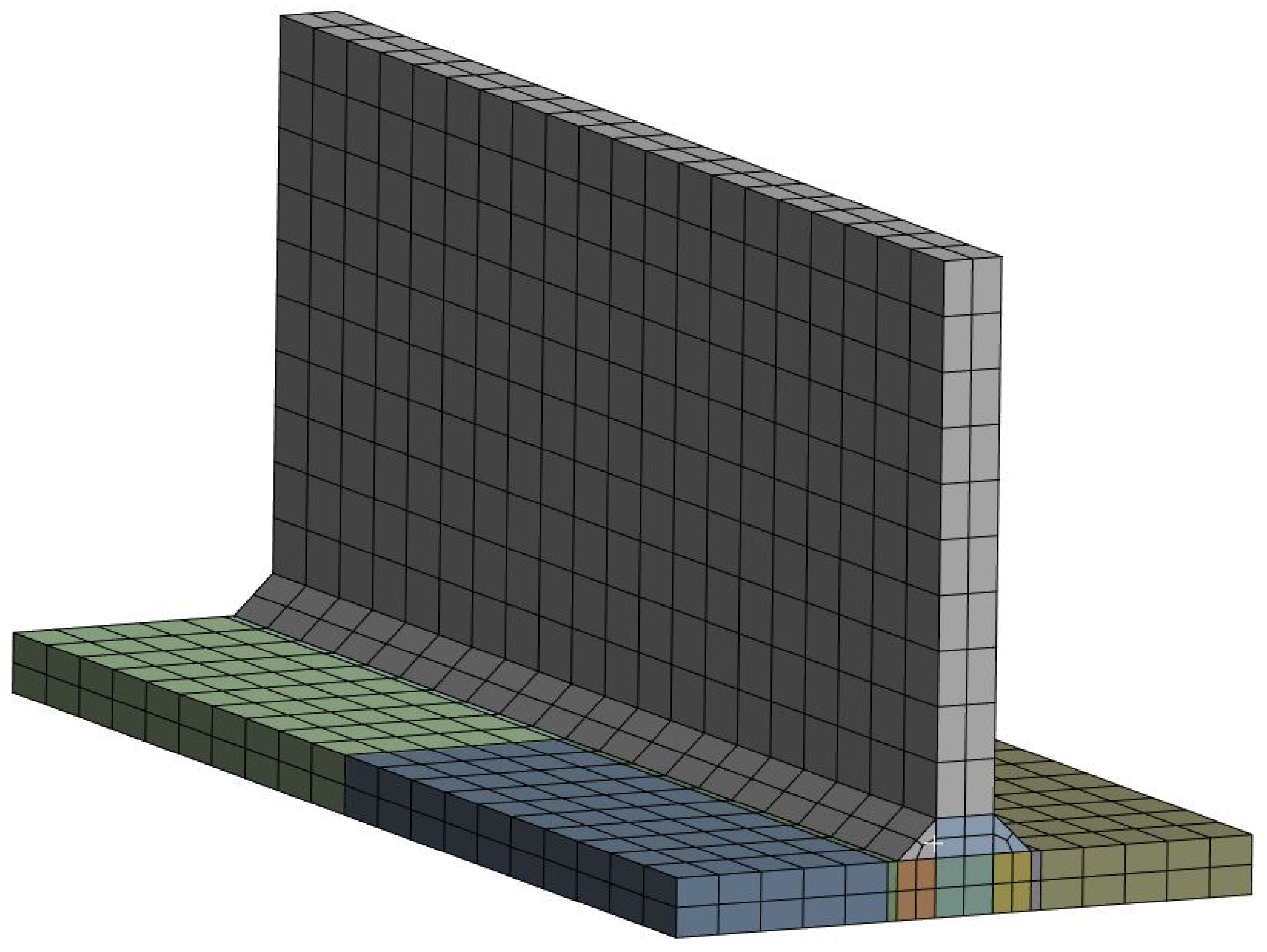
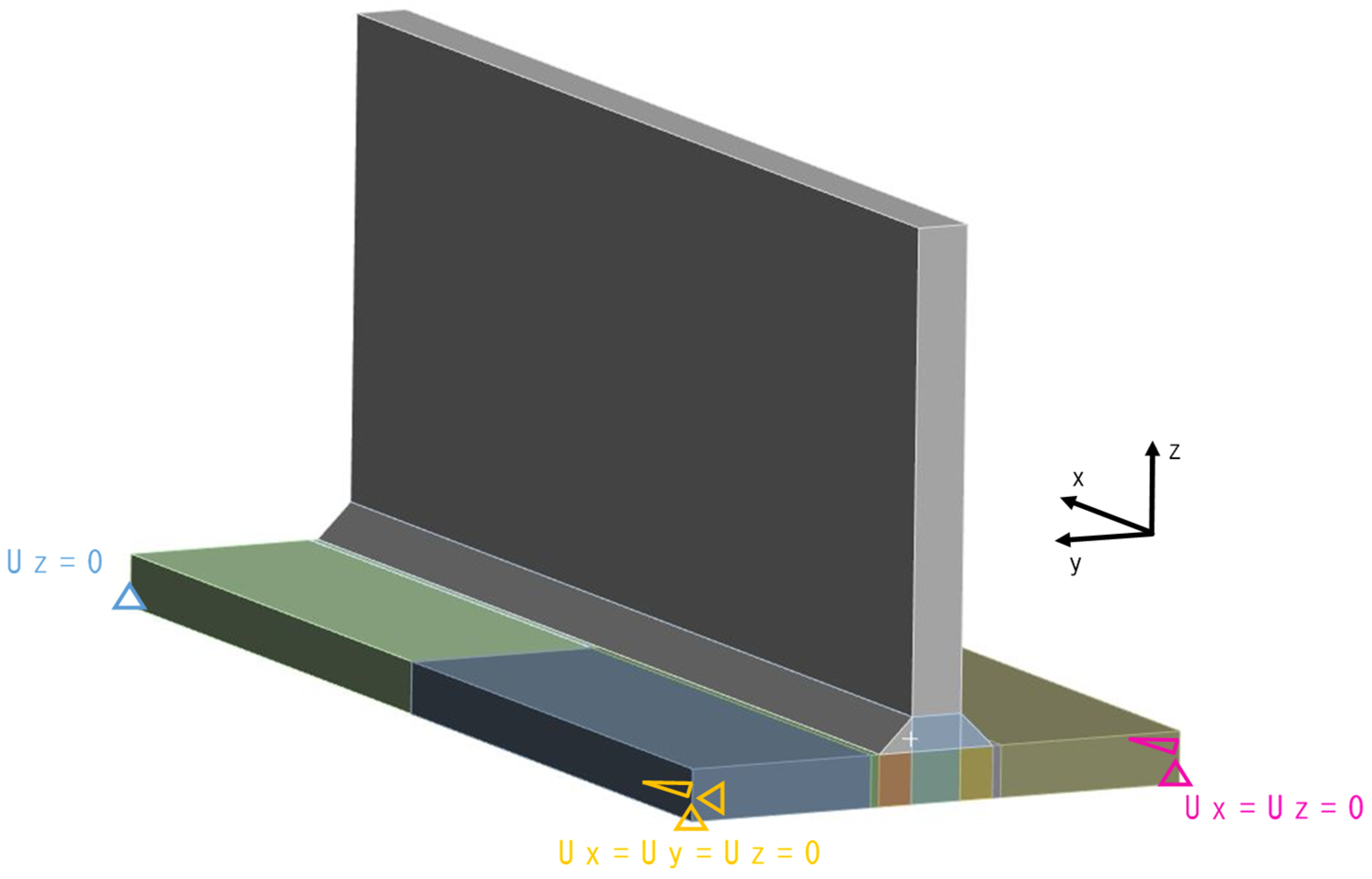
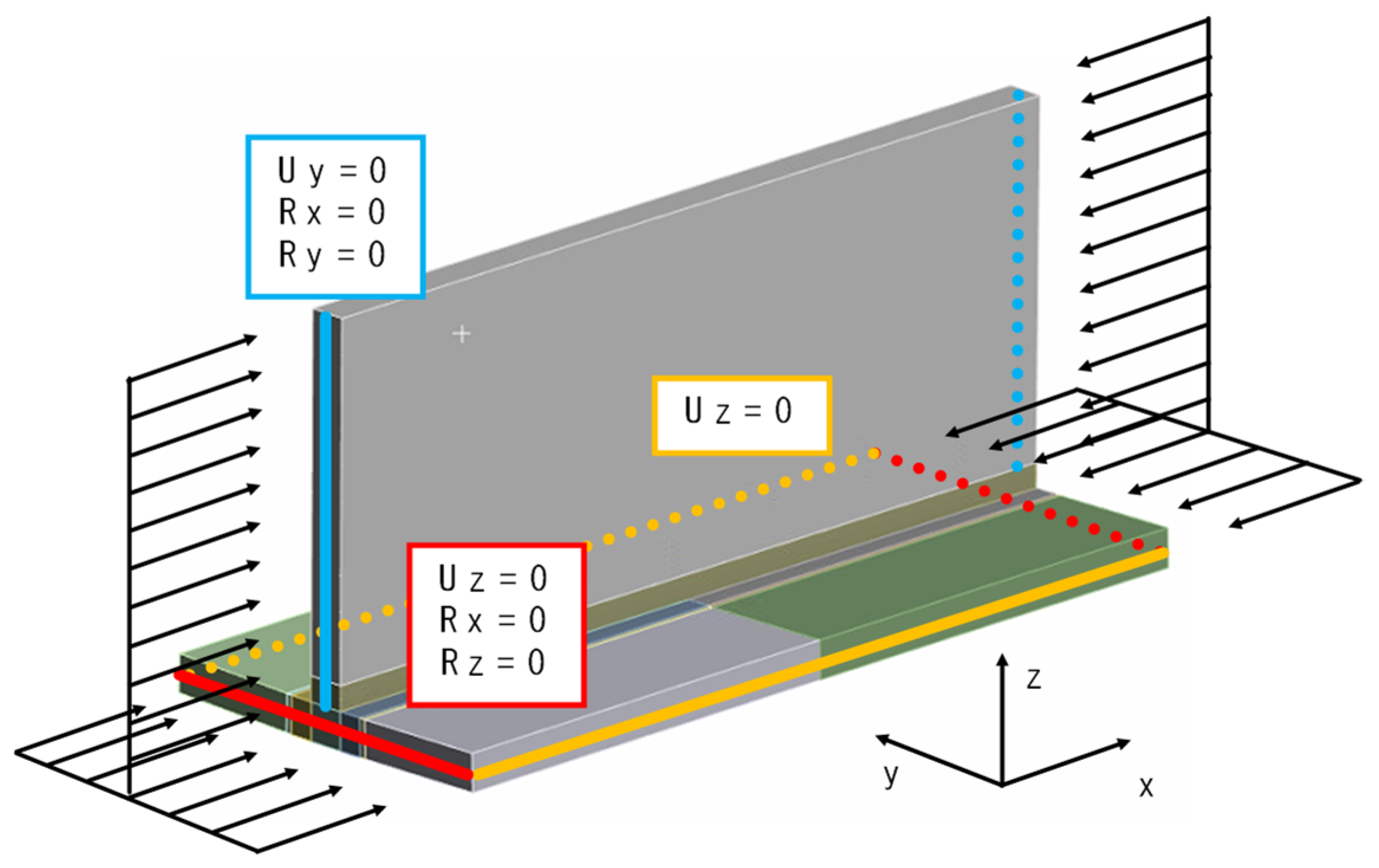
3.1.3. Mesh and Boundary Conditions for T-Joint Fillet Welding
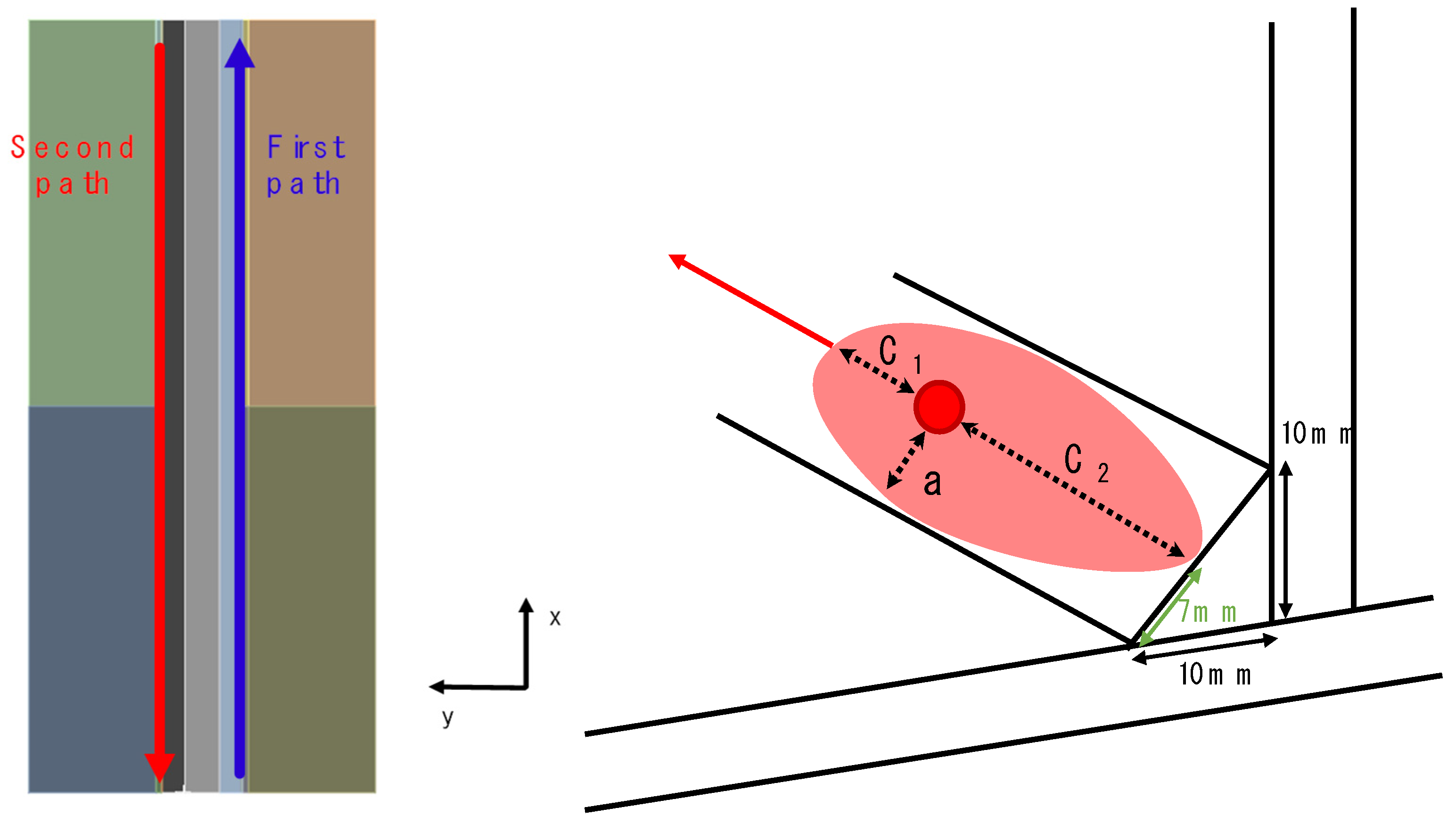
3.1.4. Welding Conditions for T-Joint Fillet Welding
3.2. Butt Welding
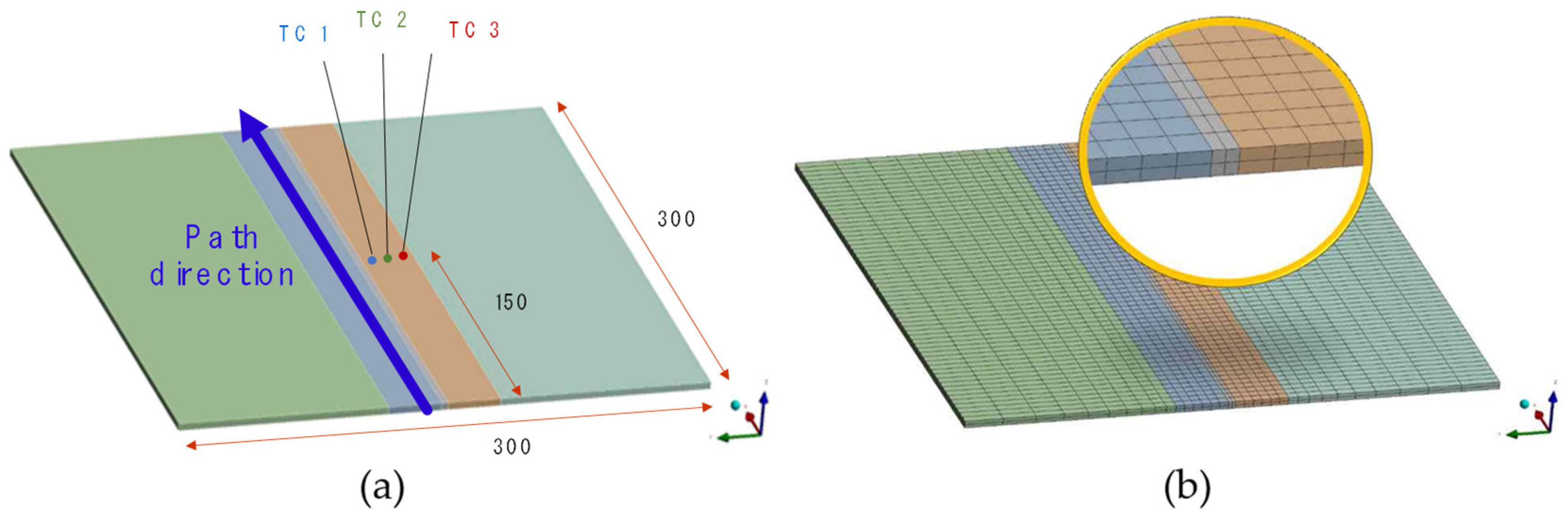
3.2.1. Geometry for Butt Welding
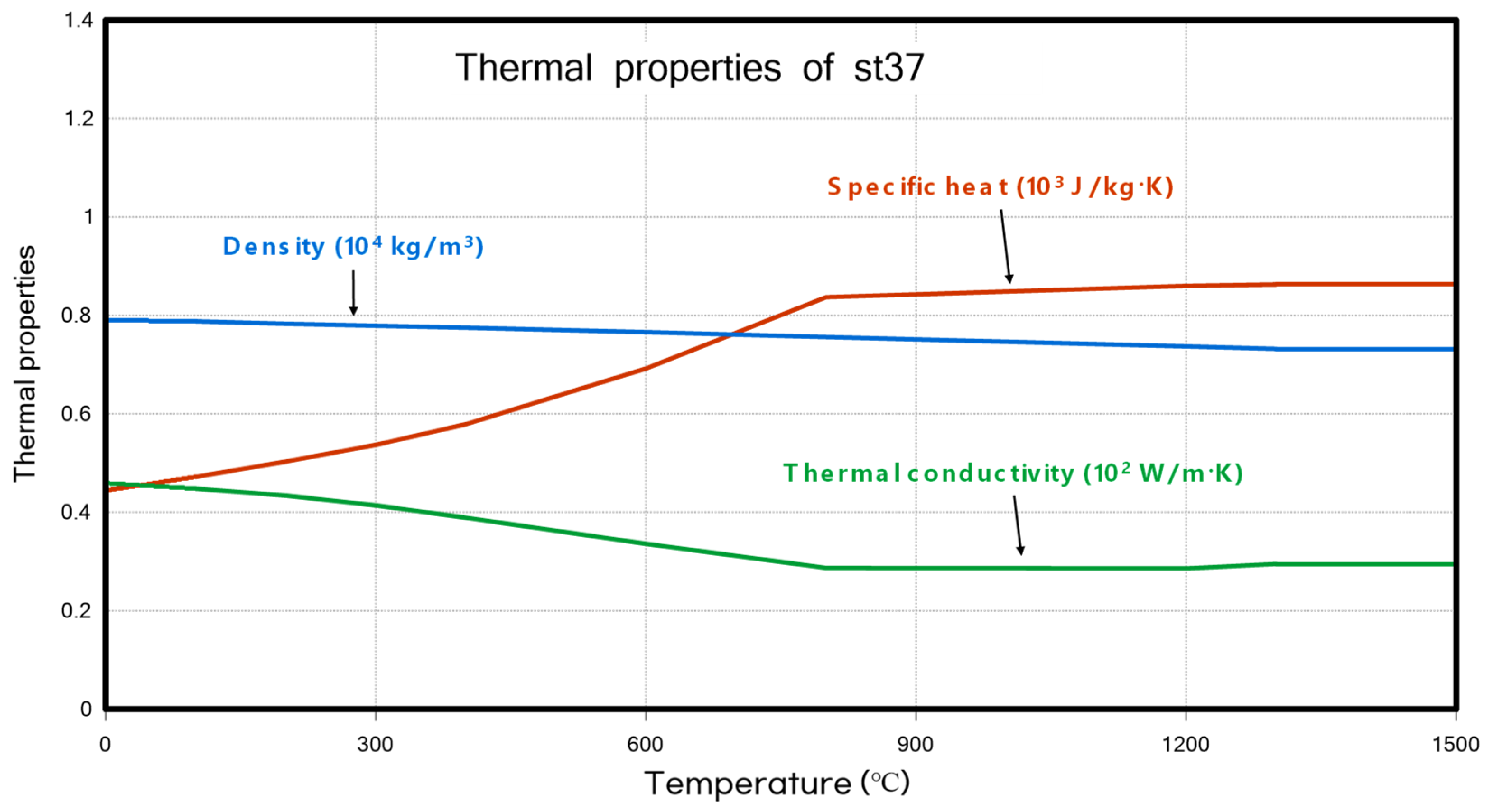
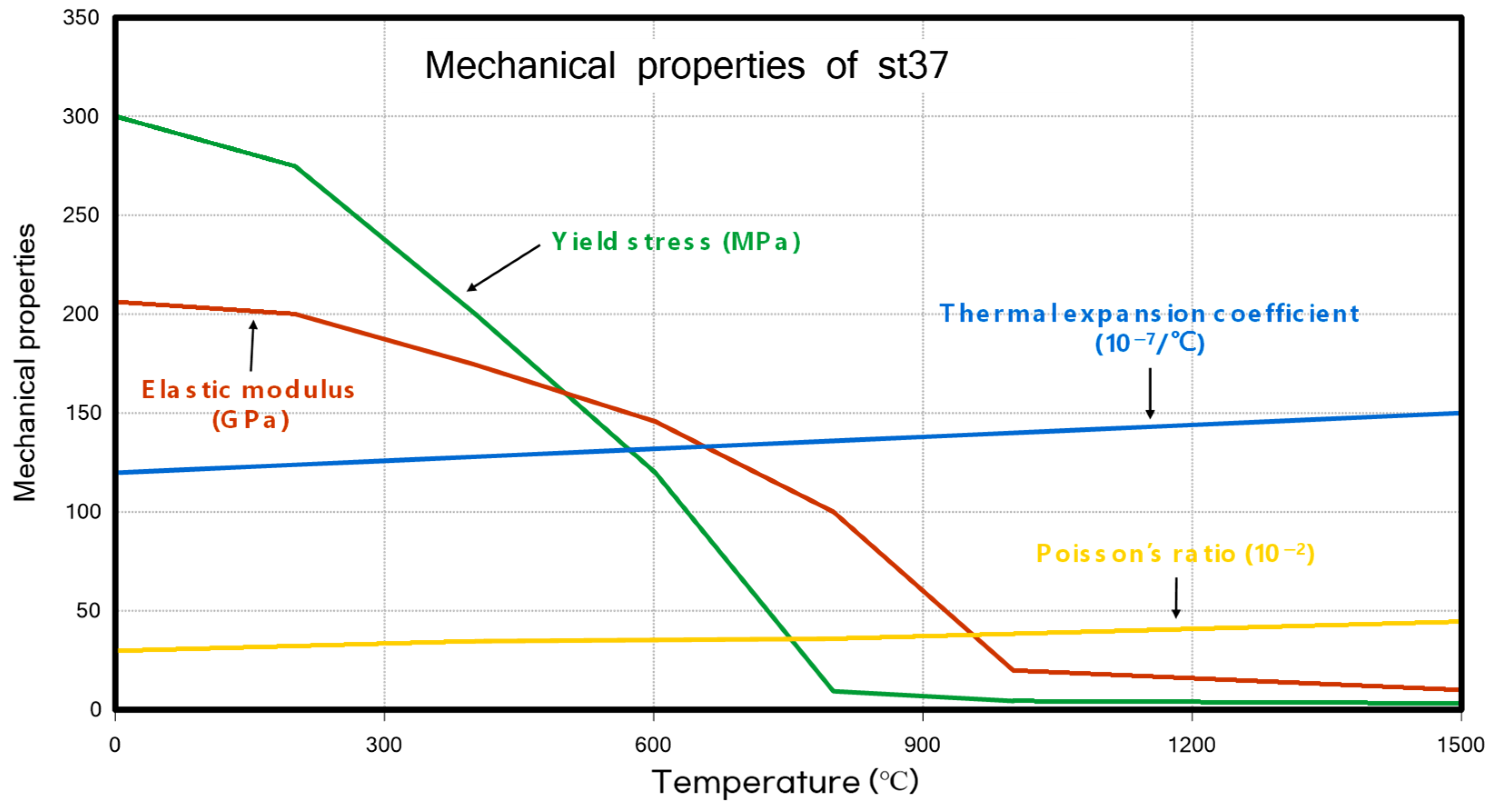
3.2.2. Material Property for Butt Welding
3.2.3. Mesh and Boundary Conditions for Butt Welding
3.2.4. Welding Conditions for Butt Welding
4. Analysis Results
4.1. Thermal Analysis
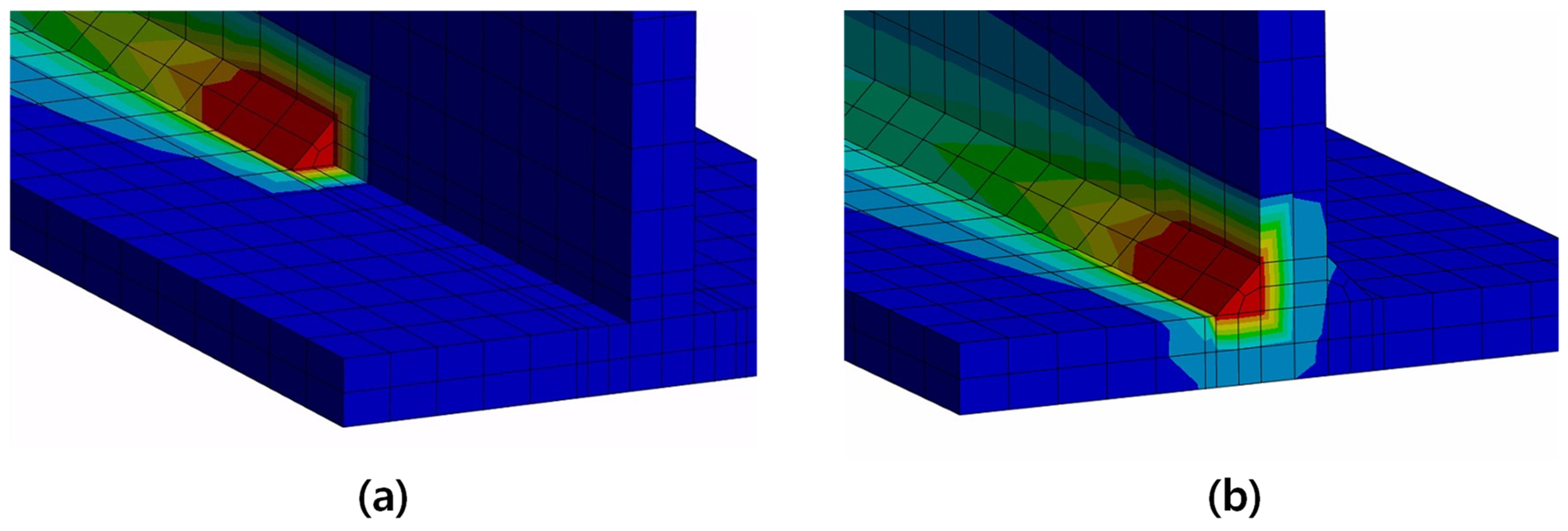
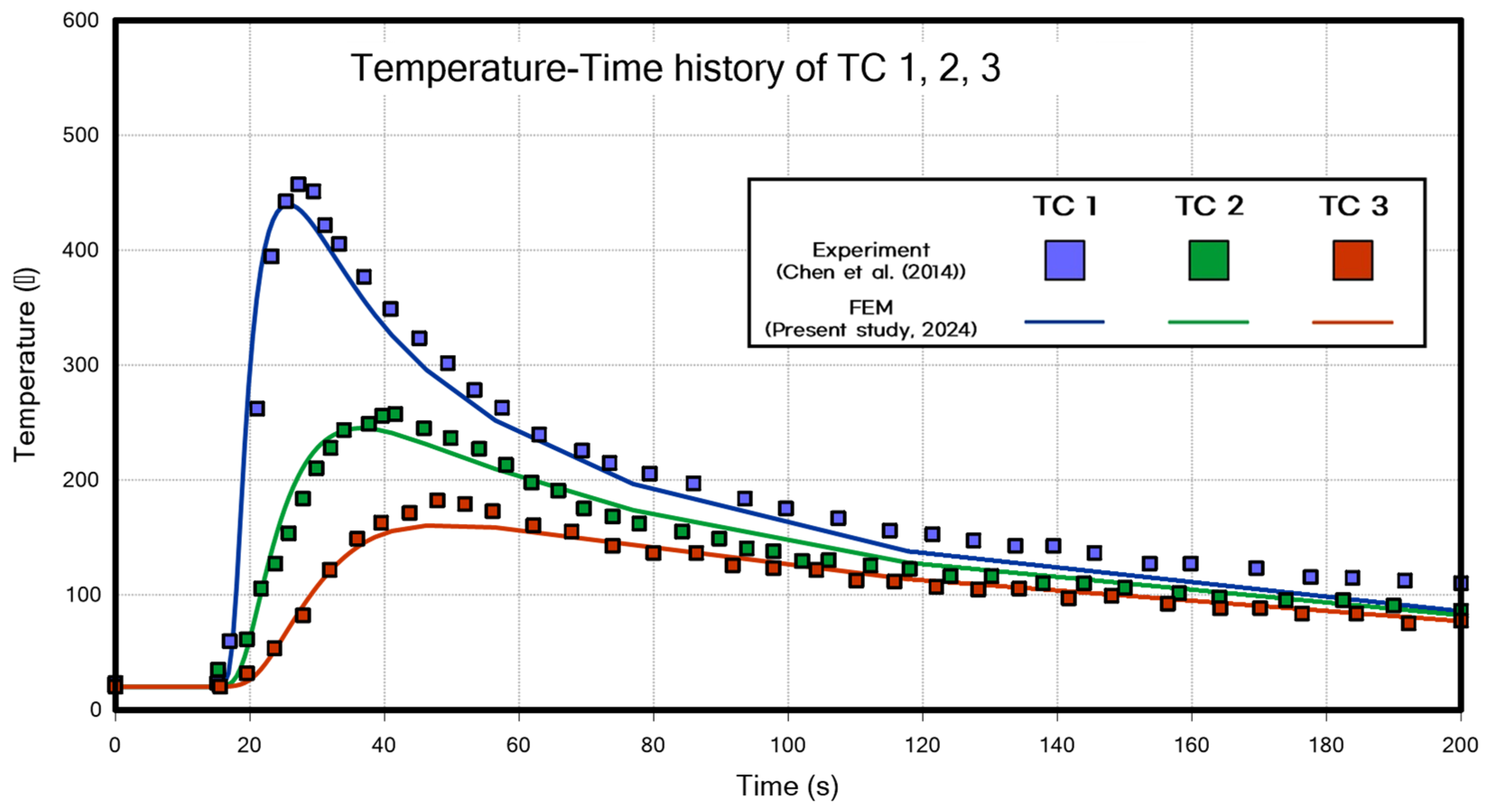
4.1.1. Thermal Analysis Results of T-Joint Fillet Welding
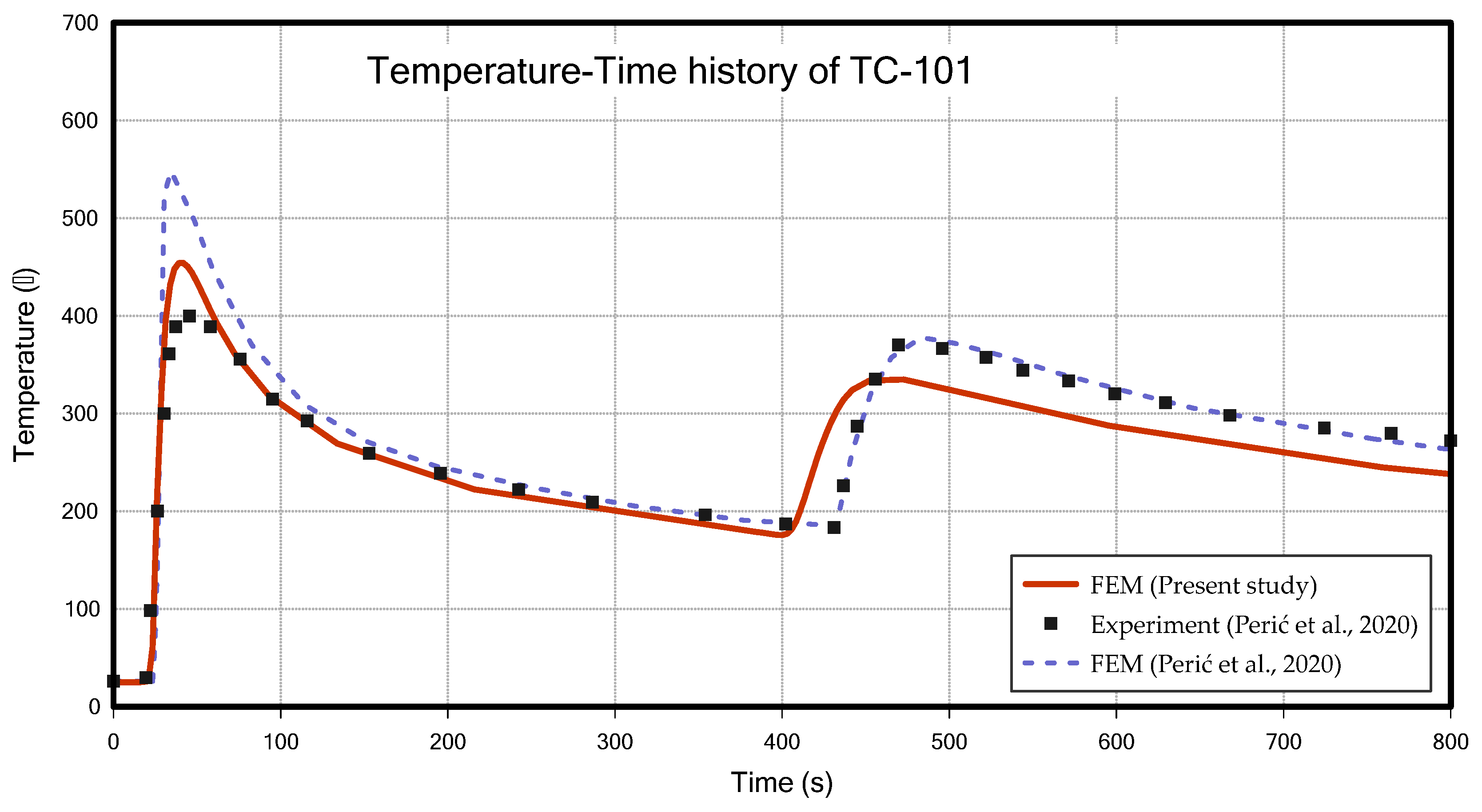
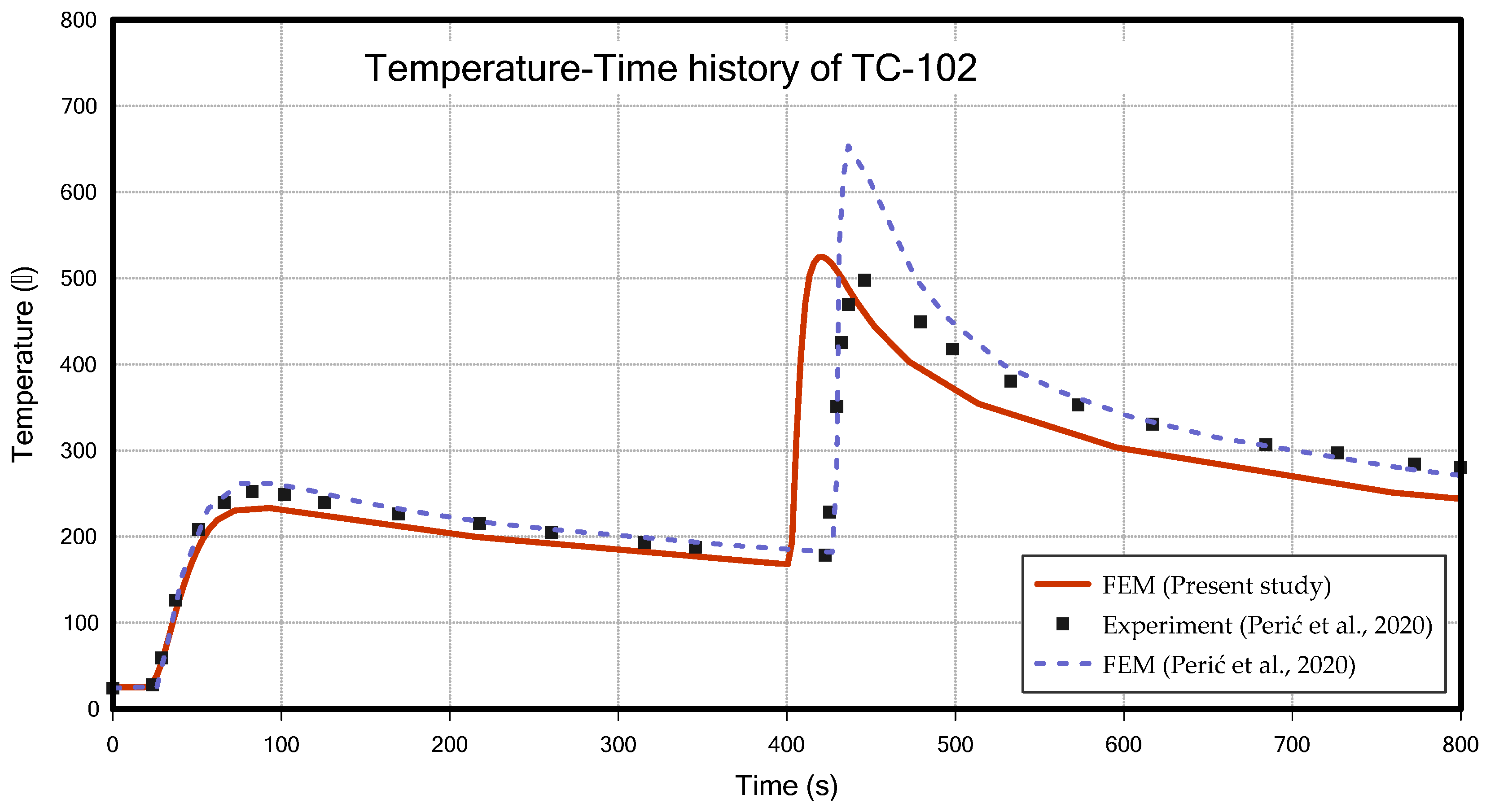
4.1.2. Thermal Analysis Results of Butt Welding
4.2. Structural Analysis
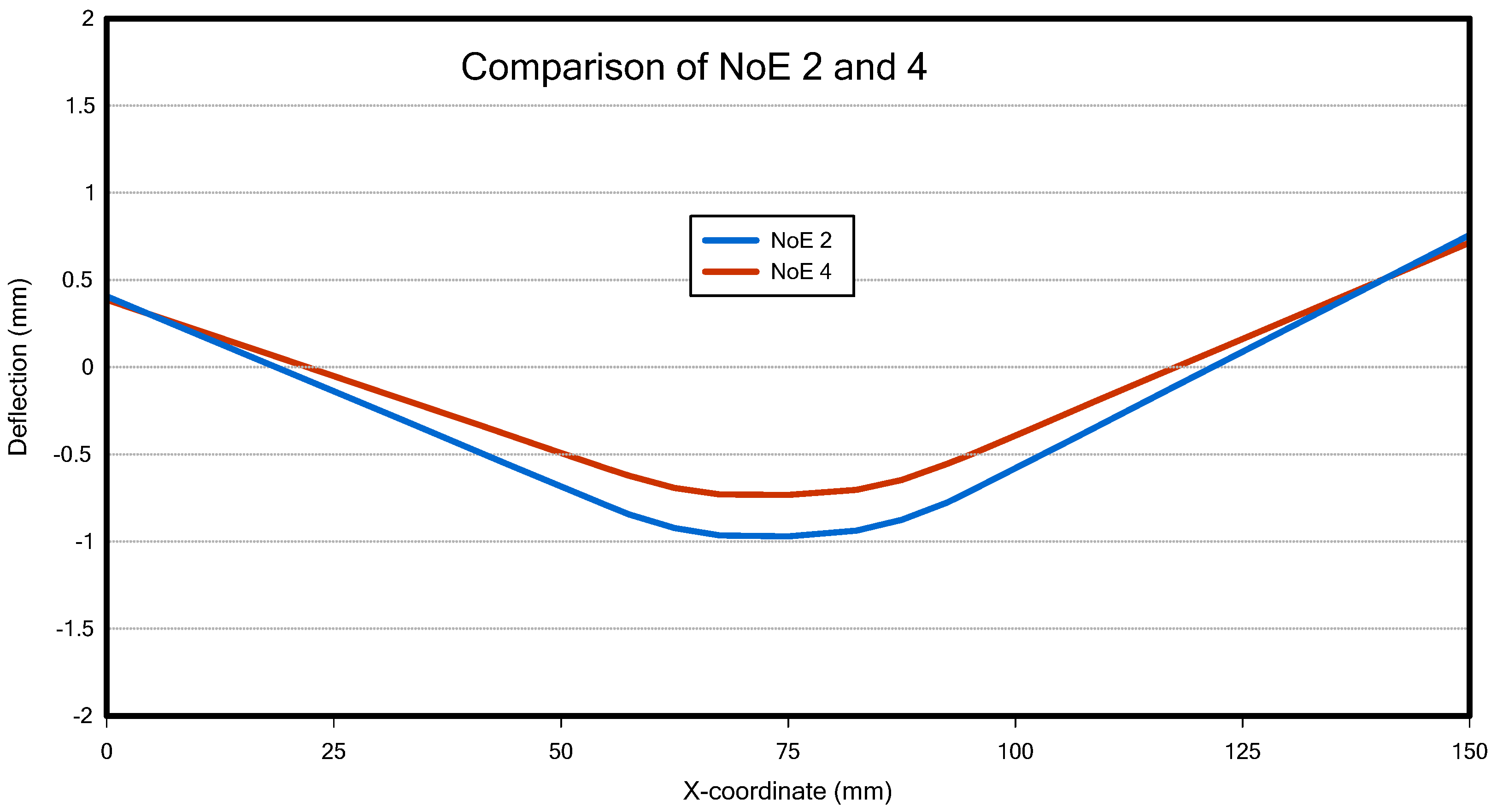
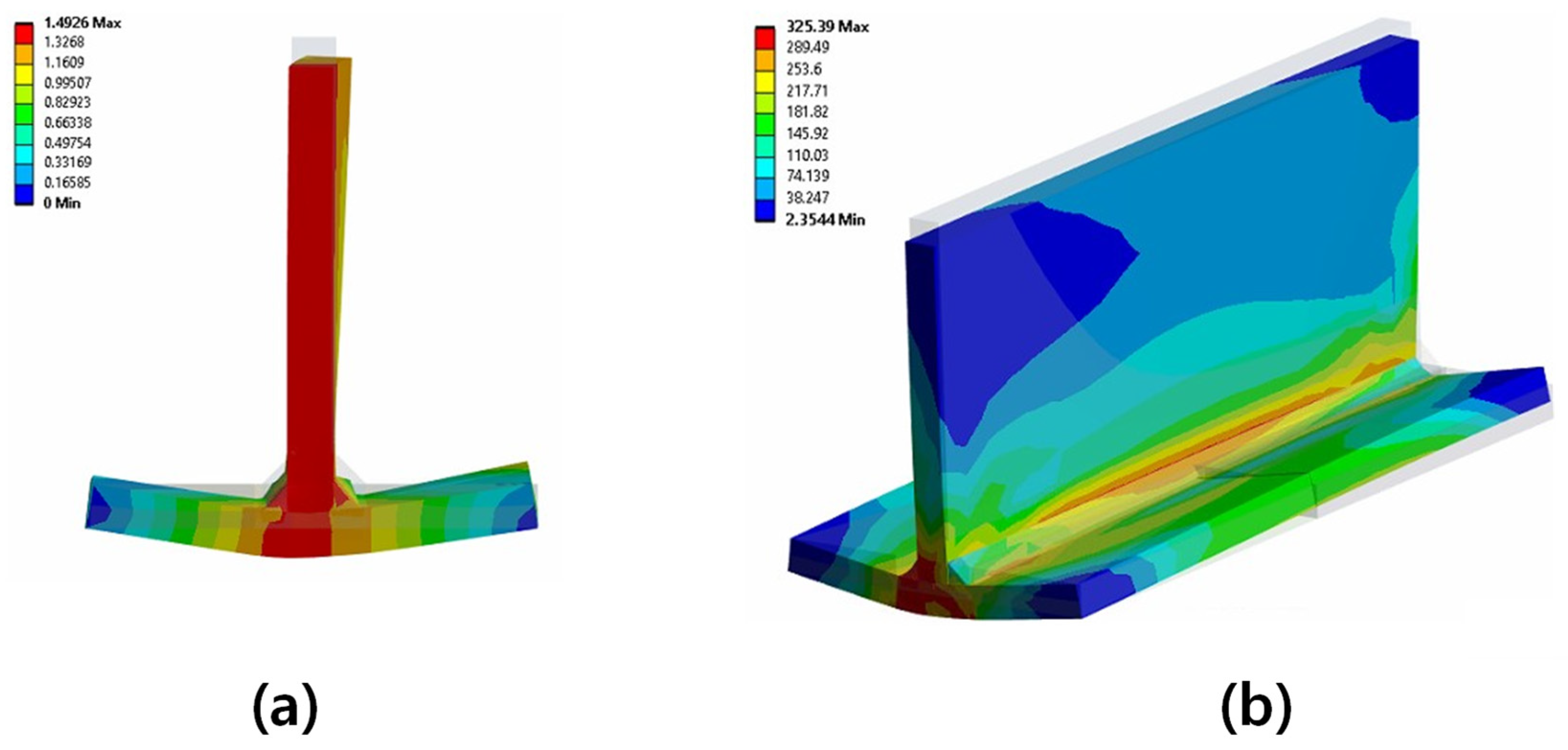
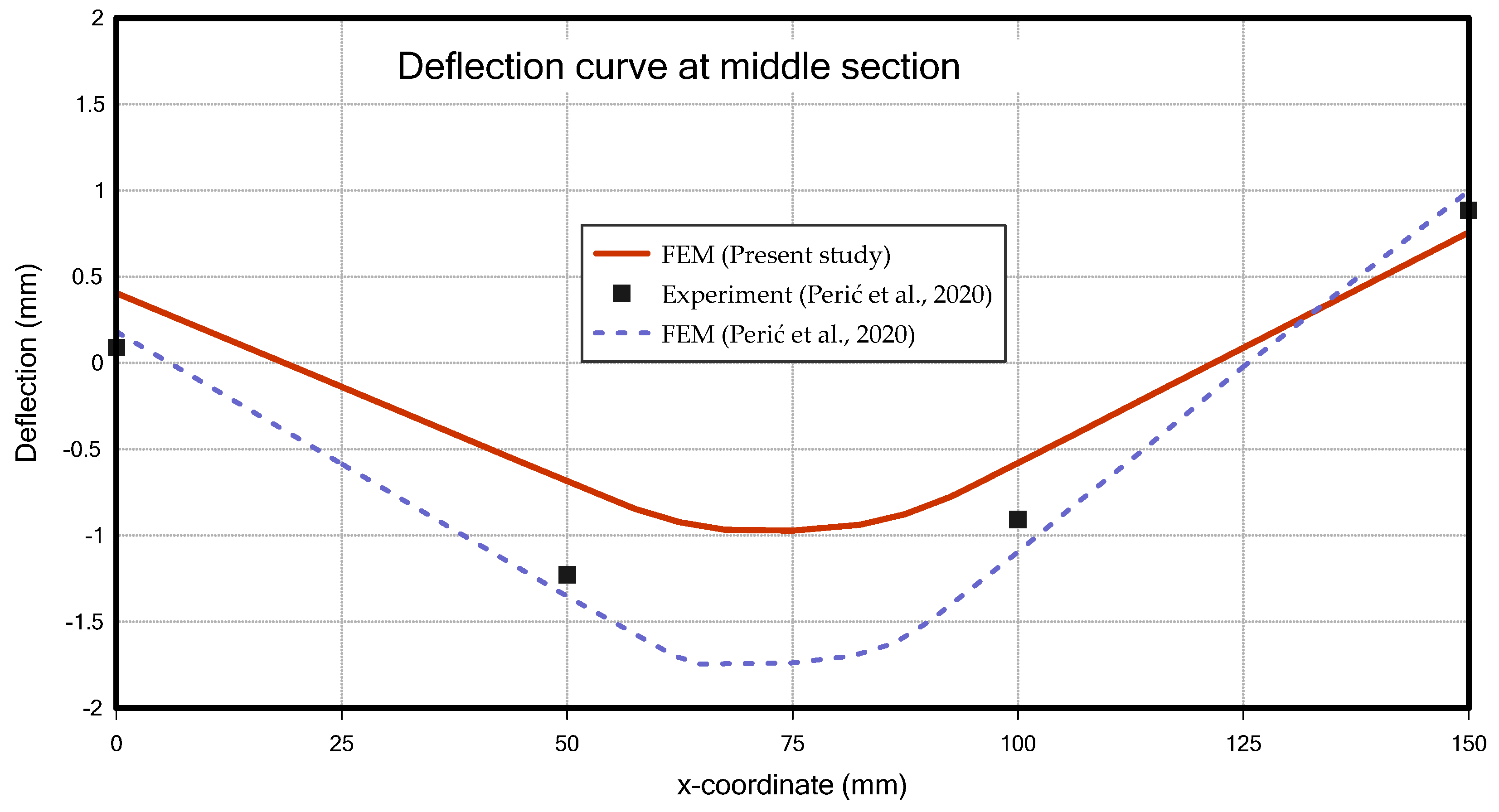
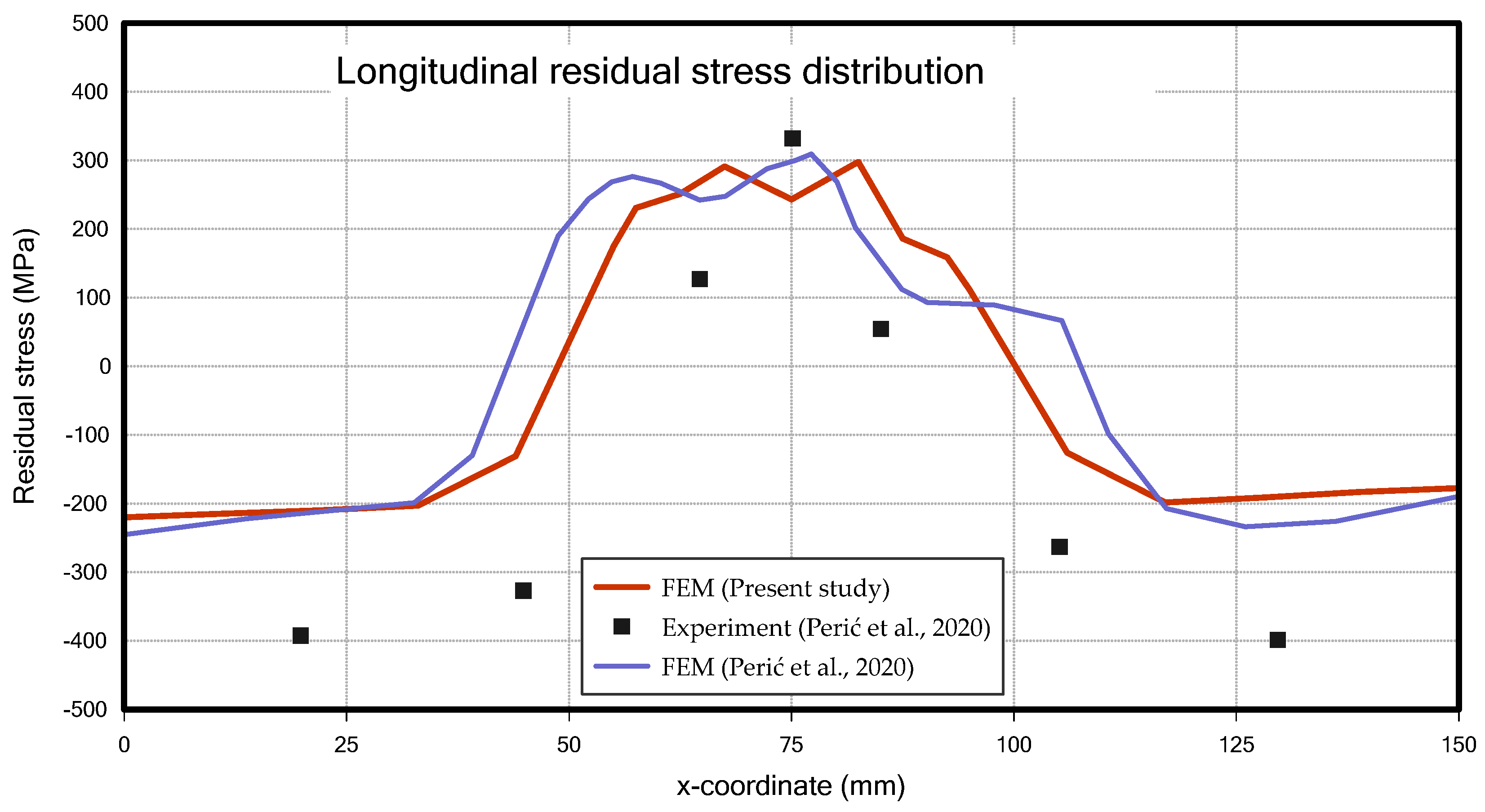
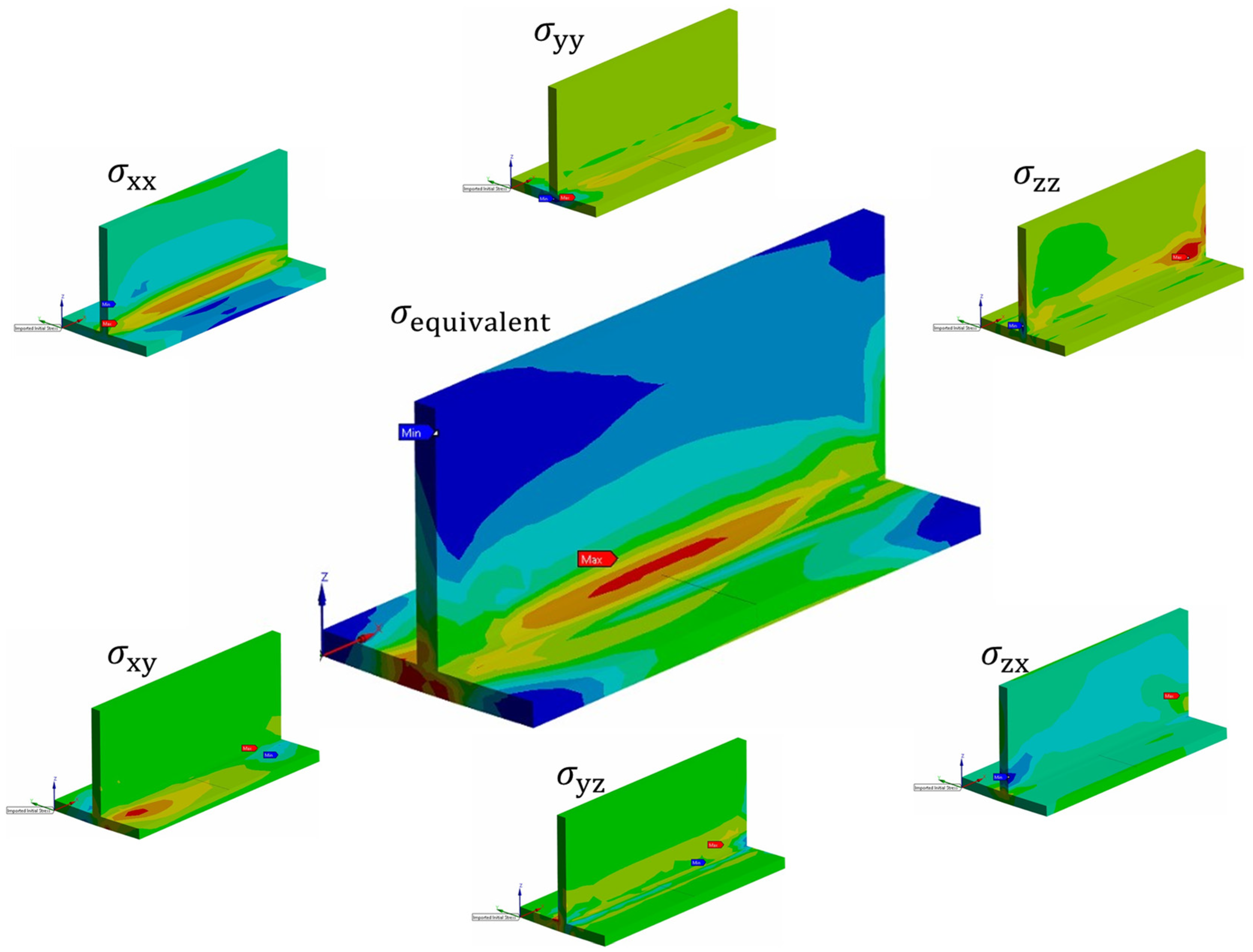
4.2.1. Structural Analysis Results of T-Joint Fillet Welding
4.2.2. Structural Analysis Results of Butt Welding
4.3. Welding-Induced Residual Stress and Deformation as Initial Deflection
5. Conclusions
- An ACT (Analysis Customization Toolkit) was developed using the commercial FEA program ANSYS to simplify welding analysis. The key features of the ACT include simplified weld path designation, simultaneous and sequential welding functionality, an intercooling function, and a simplified heat source model using the bead’s geometrical features. These features are expected to be advantageous for welding analysis of more complex structures.
- Although the convenience of welding analysis was enhanced, a full 3D solid element thermal elastic-plastic welding analysis was performed to maintain the accuracy of the results. Each analysis took less than 10 min, and the results were verified to be similar to those from previous studies and experiments.
- The ACT-based welding analysis method was applied to two commonly used welding types: T-joint fillet welding and butt welding. The analysis yielded satisfactory results, and these welding methods are expected to be applied to complex and large structures for welding analysis.
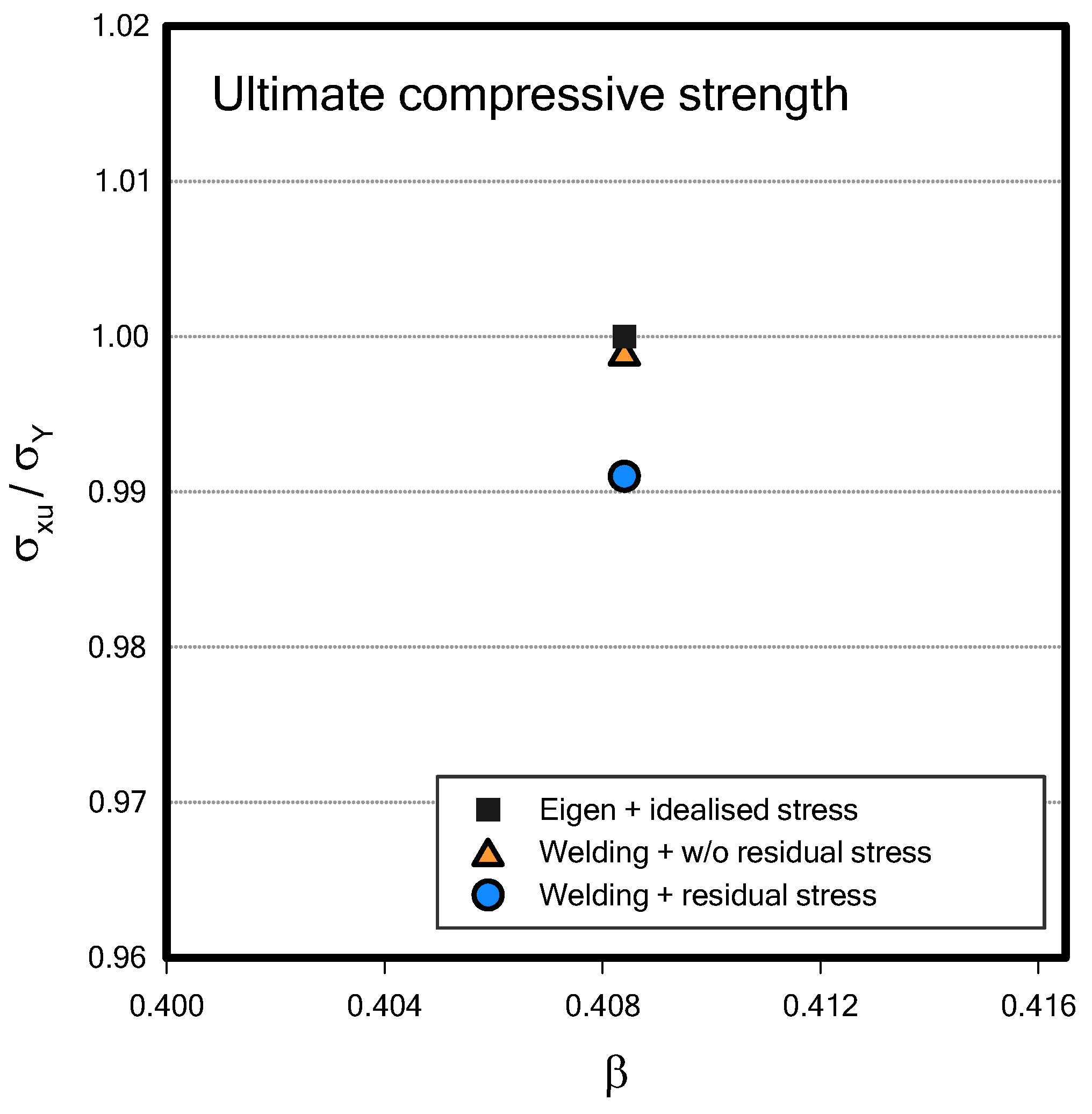
- A compression analysis was performed using the deformation and residual stress distribution obtained from the welding analysis as initial deflections. Moreover, the most conservative result is obtained compared with conventional analysis.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ding, H.; Zhang, W.; Zhang, Z.; Yin, D.; He, W.; Xie, D. Influence of welding sequences and boundary conditions on residual stress and residual deformation in DH36 steel T-joint fillet welds. Thin-Walled Struct. 2024, 204, 112337. [Google Scholar] [CrossRef]
- Tekgoz, M.; Garbatov, Y.; Soares, C.G. Ultimate strength assessment of welded stiffened plates. Eng. Struct. 2015, 84, 325–329. [Google Scholar] [CrossRef]
- Thomas, D.J. Analysing the Failure of Welded Steel Components in Construction Systems. J. Fail. Anal. Prev. 2018, 18, 304–314. [Google Scholar] [CrossRef]
- Deng, D.; Liang, W.; Murakawa, H. Determination of welding deformation in fillet-welded joint by means of numerical simulation and comparison with experimental measurements. J. Mater. Process. Technol. 2007, 183, 219–225. [Google Scholar] [CrossRef]
- Perić, M.; Tonković, Z.; Rodić, A.; Surjak, M.; Garašić, I.; Boras, I.; Švaić, S. Numerical analysis and experimental investigation of welding residual stresses and distortions in a T-joint fillet weld. Mater. Des. 2014, 53, 1052–1063. [Google Scholar] [CrossRef]
- Perić, M.; Nižetić, S.; Garašić, I.; Gubeljak, N.; Vuherer, T.; Tonković, Z. Numerical calculation and experimental measurement of temperatures and welding residual stresses in a thick-walled T-joint structure. J. Therm. Anal. Calorim. 2020, 141, 313–322. [Google Scholar] [CrossRef]
- Jang, C.D.; Seo, S.I. A Study on the Prediction of Deformations of Plates Due to Line Heating Using a Simplified Thermal Elasto-Plastic Analysis. J. Ship. Prod. 1997, 13, 22–27. [Google Scholar] [CrossRef]
- HA, Y.S. Development of Thermal Distortion Analysis Method on Large Shell Structure Using Inherent Strain as Boundary Condition. J. Soc. Nav. Archit. Korea 2008, 45, 93–100. [Google Scholar] [CrossRef]
- Liang, W.; Murakawa, H. Predicting Welding Distortion in a Panel Structure with Longitudinal Stiffeners Using Inherent Deformations Obtained by Inverse Analysis Method. Sci. World J. 2014, 2014, 601417. [Google Scholar] [CrossRef]
- Wang, J.; Ma, N.; Murakawa, H. An efficient FE computation for predicting welding induced buckling in production of ship panel structure. Mar. Struct. 2015, 41, 20–52. [Google Scholar] [CrossRef]
- Tewari, S.P.; Gupta, A.; Prakash, J. Effect of Welding Parameters on the Weldability of Material. Int. J. Eng. Sci. Technol. 2010, 2, 512–516. [Google Scholar]
- Ibrahim, I.A.; Mohamat, S.A.; Amir, A.; Ghalib, A. The Effect of Gas Metal Arc Welding(GMAW) processes on different welding parameters. Procedia Eng. 2012, 41, 1502–1506. [Google Scholar] [CrossRef]
- Tham, G.; Yaakub, M.Y.; Abas, S.K.; Manurung, Y.H.P.; Jalil, B.A. Predicting the GMAW 3F T-Fillet Geometry and Its Welding Parameter. Procedia Eng. 2012, 41, 1794–1799. [Google Scholar] [CrossRef]
- Fu, G.; Lourenço, M.I.; Duan, M.; Estefen, S.F. Influence of the welding sequence on residual stress and distortion of fillet welded structures. Mar. Struct. 2016, 46, 30–55. [Google Scholar] [CrossRef]
- Sirisatien, T.; Mahabunphachai, S.; Sojiphan, K. Effect of submerged arc welding process with one-side one-pass welding technique on distortion behavior of shipbuilding steel plate ASTM A131 grade A. Mater. Today Proc. 2018, 5, 9543–9551. [Google Scholar] [CrossRef]
- Xie, Y.; Zhuang, J.; Huang, B.; Chen, Q.; Li, G. Effect of different welding parameters on residual stress and deformation of 20/0Cr18Ni9 dissimilar metal arc-welding joint. J. Adhes. Sci. Technol. 2020, 34, 1628–1652. [Google Scholar] [CrossRef]
- Rubio-Ramirez, C.; Giarollo, D.F.; Mazzaferro, J.E.; Mazzaferro, C.P. Prediction of angular distortion due GMAW process of thin-sheets Hardox 450® steel by numerical model and artificial neural network. J. Manuf. Process. 2021, 68, 1202–1213. [Google Scholar] [CrossRef]
- Nguyen, K.; Nasouri, R.; Bennett, C.; Matamoros, A.; Li, J.; Montoya, A. Sensitivity of Predicted Temperature in a Fillet Weld T-joint to Parameters Used in Welding Simulation with Prescribed Temperature Approach. In Proceedings of the 2017 Science in the Age of Experience, Chicago, IL, USA, 15–18 May 2017. [Google Scholar]
- Totemeier, T.C.; Simpson, J.A.; Tian, H. Effect of weld intercooling temperature on the structure and impact strength of ferritic-martensitic steels. Mater. Sci. Eng. 2006, 426, 323–331. [Google Scholar] [CrossRef]
- Pyo, C.; Kim, J.; Kim, J. Estimation of Heat Source Model’s Parameters for GMAW with Non-linear Global Optimization-Part I: Application of Multi-island Genetic Algorithm. Metals 2020, 10, 885. [Google Scholar] [CrossRef]
- Chujutalli, J.H.; Lourenço, M.I.; Estefen, S.F. Experimental-based methodology for the double ellipsoidal heat source parameters in welding simulations. Mar. Syst. Ocean Technol. 2020, 15, 110–123. [Google Scholar] [CrossRef]
- Ahmad, S.N.; Manurung, Y.H.P.; Mat, M.F.; Minggu, Z.; Jaffar, A.; Pruller, S.; Leitner, M. FEM Simulation Procedure for Distortion and Residual Stress Analysis of Wire Arc Additive Manufacturing. Mater. Sci. Eng. 2020, 834, 012083. [Google Scholar] [CrossRef]
- Yi, M.; Park, J. Study of Heat Source Model and Residual Stress Caused by Welding in GMAW of Al Alloy. Metals 2022, 12, 891. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A New Finite Element Model for Welding Heat Sources. Metall. Trans. B 1984, 15B, 299–305. [Google Scholar] [CrossRef]
- Chen, B.; Hashemzadeh, M.; Soares, C.G. Numerical and experimental studies on temperature and distortion patterns in butt-welded plates. Int. J. Adv. Manuf. Technol. 2014, 72, 1121–1131. [Google Scholar] [CrossRef]
- Kim, D.K.; Ban, I.; Poh, B.Y.; Shin, S.C. A useful guide of effective mesh-size decision in predicting the ultimate strength of flat-and curved plates in compression. J. Ocean Eng. Sci. 2023, 8, 401–417. [Google Scholar] [CrossRef]
- Wang, Z.; Kong, X.; Wu, W.; Li, S.; Kim, D.K. A guidance of solid element application in predicting the ultimate strength of flat plates in compression. J. Ocean Eng. Sci. 2024, in press. [Google Scholar] [CrossRef]
- Khan, I.; Zhang, S. Effects of welding-induced residual stress on ultimate strength of plates and stiffened panels. Ships Offshore Struct. 2011, 6, 297–309. [Google Scholar] [CrossRef]
- Paik, J.K.; Sohn, J.M. Effects of Welding Residual Stresses on High Tensile Steel Plate Ultimate Strength: Nonlinear Finite Element Method Investigations. J. Offshore Mech. Arct. Eng. 2012, 134, 1–6. [Google Scholar] [CrossRef]
- Smith, C.S.; Davidson, P.C.; Chapman, J.C.; Dowling, J.P. Strength and stiffness of ships’ plating under in-plane compression and tension. R. Inst. Nav. Archit. Trans. 1988, 130, 277–296. [Google Scholar]
- Kim, D.K.; Li, S.; Lee, J.R.; Poh, B.Y.; Benson, S.; Cho, N.K. An empirical formula to assess ultimate strength of initially deflected plate: Part 1 = propose the general shape and application to longitudinal compression. Ocean Eng. 2022, 252, 111151. [Google Scholar] [CrossRef]
- Kim, D.K.; Li, S.; Yoo, K.; Danasakaran, K.; Cho, N.K. An empirical formula to assess ultimate strength of initially deflected plate: Part 2 = combined longitudinal compression and lateral pressure. Ocean Eng. 2022, 252, 111112. [Google Scholar] [CrossRef]
- Kim, D.K.; Wong, A.M.K.; Hwang, J.; Li, S.; Cho, N.K. A novel formula for predicting the ultimate compressive strength of the cylindrically curved plates. Int. J. Nav. Archit. Ocean Eng. 2024, 16, 100562. [Google Scholar] [CrossRef]
- Li, S.; Kim, D.K. Ultimate strength characteristics of unstiffened cylindrical shell in axial compression. Ocean Eng. 2022, 243, 110253. [Google Scholar] [CrossRef]
- Kim, D.K.; Lim, H.L.; Kim, M.S.; Hwang, O.J.; Park, K.S. An empirical formulation for predicting the ultimate strength of stiffened panels subjected to longitudinal compression. Ocean Eng. 2017, 140, 270–280. [Google Scholar] [CrossRef]
- Kim, D.K.; Lim, H.L.; Yu, S.Y. A technical review on ultimate strength prediction of stiffened panels in axial compression. Ocean Eng. 2018, 170, 392–406. [Google Scholar] [CrossRef]
- Kim, D.K.; Lim, H.L.; Yu, S.Y. Ultimate strength prediction of T-bar stiffened panel under longitudinal compression by data processing: A refined empirical formulation. Ocean Eng. 2019, 192, 106522. [Google Scholar] [CrossRef]
- Kim, D.K.; Yu, S.Y.; Lim, H.L.; Cho, N.K. Ultimate compressive strength of stiffened panel: An empirical formulation for flat-bar type. J. Mar. Sci. Eng. 2020, 8, 605. [Google Scholar] [CrossRef]
- Li, S.; Kim, D.K.; Benson, S. The influence of residual stress on the ultimate strength of longitudinally compressed stiffened panels. Ocean Eng. 2021, 231, 108839. [Google Scholar] [CrossRef]
- Wang, Z.; Kong, X.; Wu, W.; Kim, D.K. An advanced design diagram of stiffened plate subjected to combined in-plane and lateral loads considering initial deflection effects. Thin-Walled Struct. 2024, 203, 1121444. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.; Park, D.H.; Park, J.; Kim, D.K. Development of Application Customization Toolkit (ACT) for 3D Thermal Elastic-Plastic Welding Analysis. Materials 2025, 18, 57. https://doi.org/10.3390/ma18010057
Lee J, Park DH, Park J, Kim DK. Development of Application Customization Toolkit (ACT) for 3D Thermal Elastic-Plastic Welding Analysis. Materials. 2025; 18(1):57. https://doi.org/10.3390/ma18010057
Chicago/Turabian StyleLee, Jaeyong, Dong Hee Park, Juhyeon Park, and Do Kyun Kim. 2025. "Development of Application Customization Toolkit (ACT) for 3D Thermal Elastic-Plastic Welding Analysis" Materials 18, no. 1: 57. https://doi.org/10.3390/ma18010057
APA StyleLee, J., Park, D. H., Park, J., & Kim, D. K. (2025). Development of Application Customization Toolkit (ACT) for 3D Thermal Elastic-Plastic Welding Analysis. Materials, 18(1), 57. https://doi.org/10.3390/ma18010057