
Mitigation of Gas Porosity in Additive Manufacturing Using Experimental Data Analysis and Mechanistic Modeling



Abstract
1. Introduction
2. Methodology
2.1. Assumptions
- (1)
- (2)
- The laser beam energy was assumed to be focused at a point on the upper surface of the deposit and was applied at a uniform rate [1,43]. It was assumed that the width of the substrate is significantly larger than the track width, and the substrate is much thicker than the depth of the molten pool [1].
- (3)
- (4)
- Thermophysical properties of alloys were considered to be temperature-independent.
- (5)
- The values of the laser absorptivity were assumed to be constant for a given alloy, even though it is expected to be somewhat influenced by other factors such as processing parameters, the presence of oxide and other surface impurities, surface roughness, and gas composition above the molten pool [64].
- (6)
- (7)
- Effects of gas dissolution [1] in the liquid metal controlled by activity and partial pressure of gas were ignored by assuming the nucleation of gas bubbles on the solidifying interface. The bubble size was estimated by a pressure balance that ignored the effects of the coalescence of bubbles.
2.2. Calculations of Temperature and Molten Pool Geometry
2.3. Gas Porosity Index and Its Calculations
2.3.1. Calculation of Time to Solidify
2.3.2. Calculation of Time to Rise
Calculation of Gas Bubble Size by Pressure Balance
Escape Velocity of Gas Bubbles
2.4. Data Collection and Analysis
3. Results and Discussion
3.1. Comparison of Molten Pool Geometry of Four Alloys
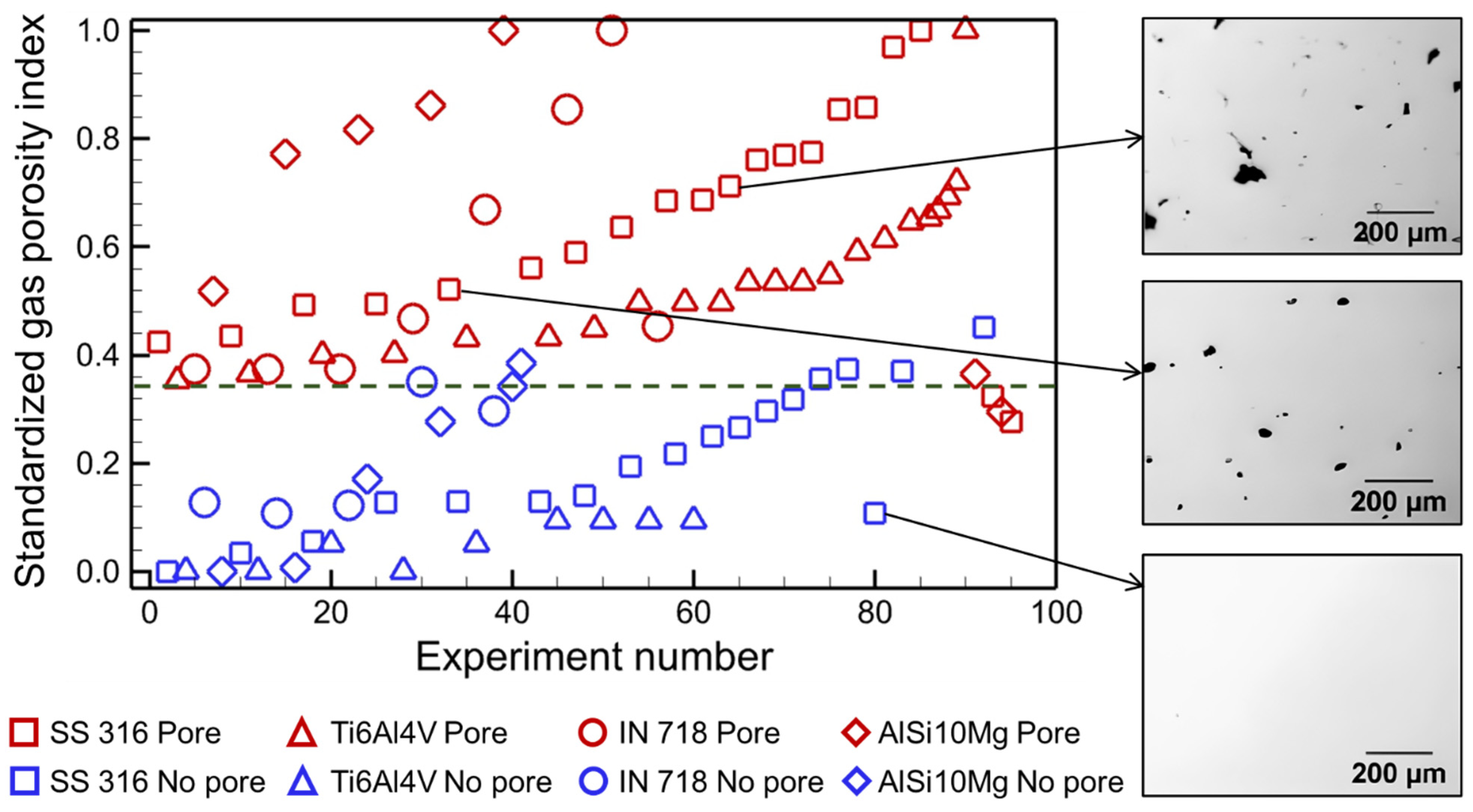
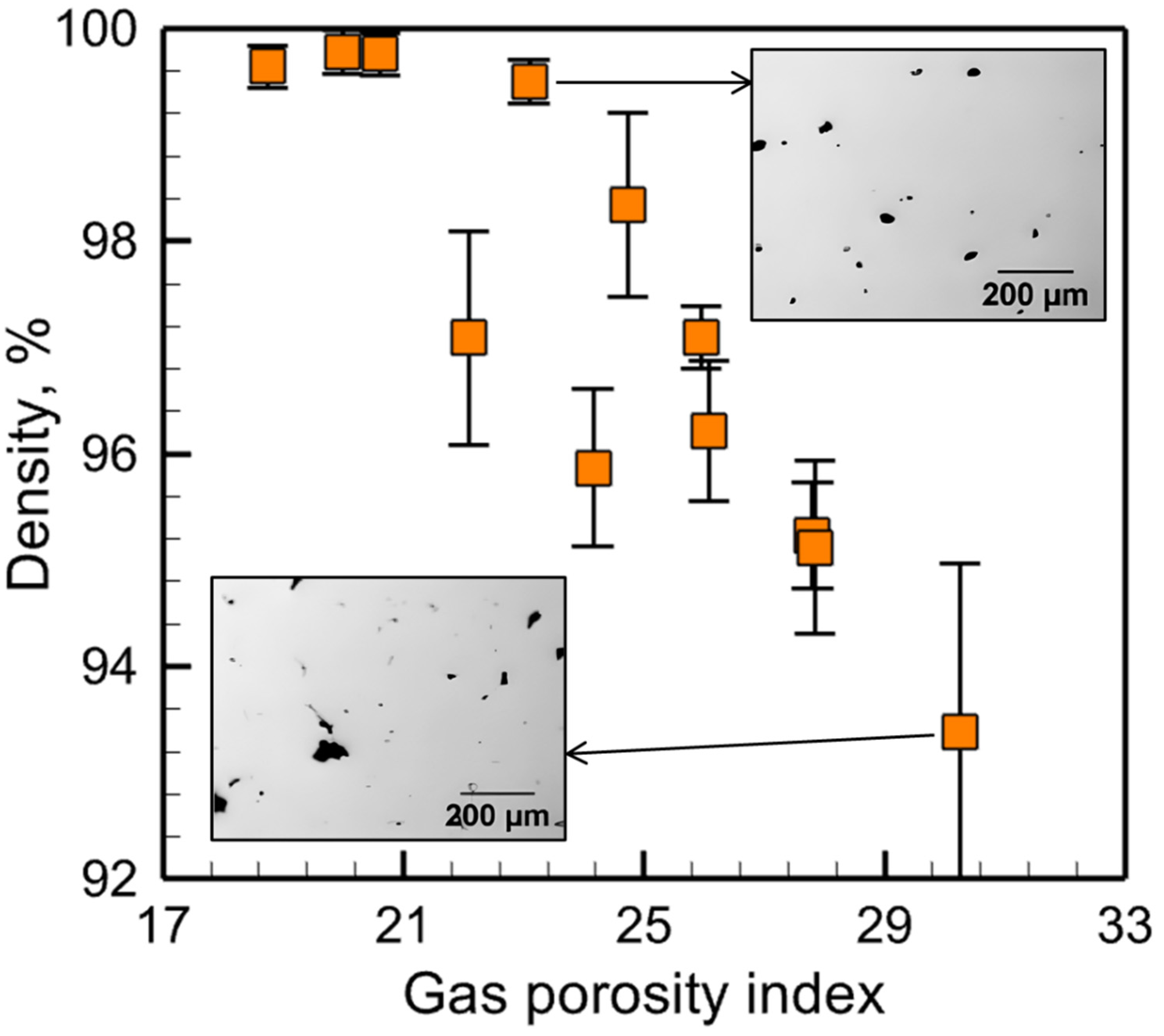
3.2. Prediction of Porosity Using Gas Porosity Index
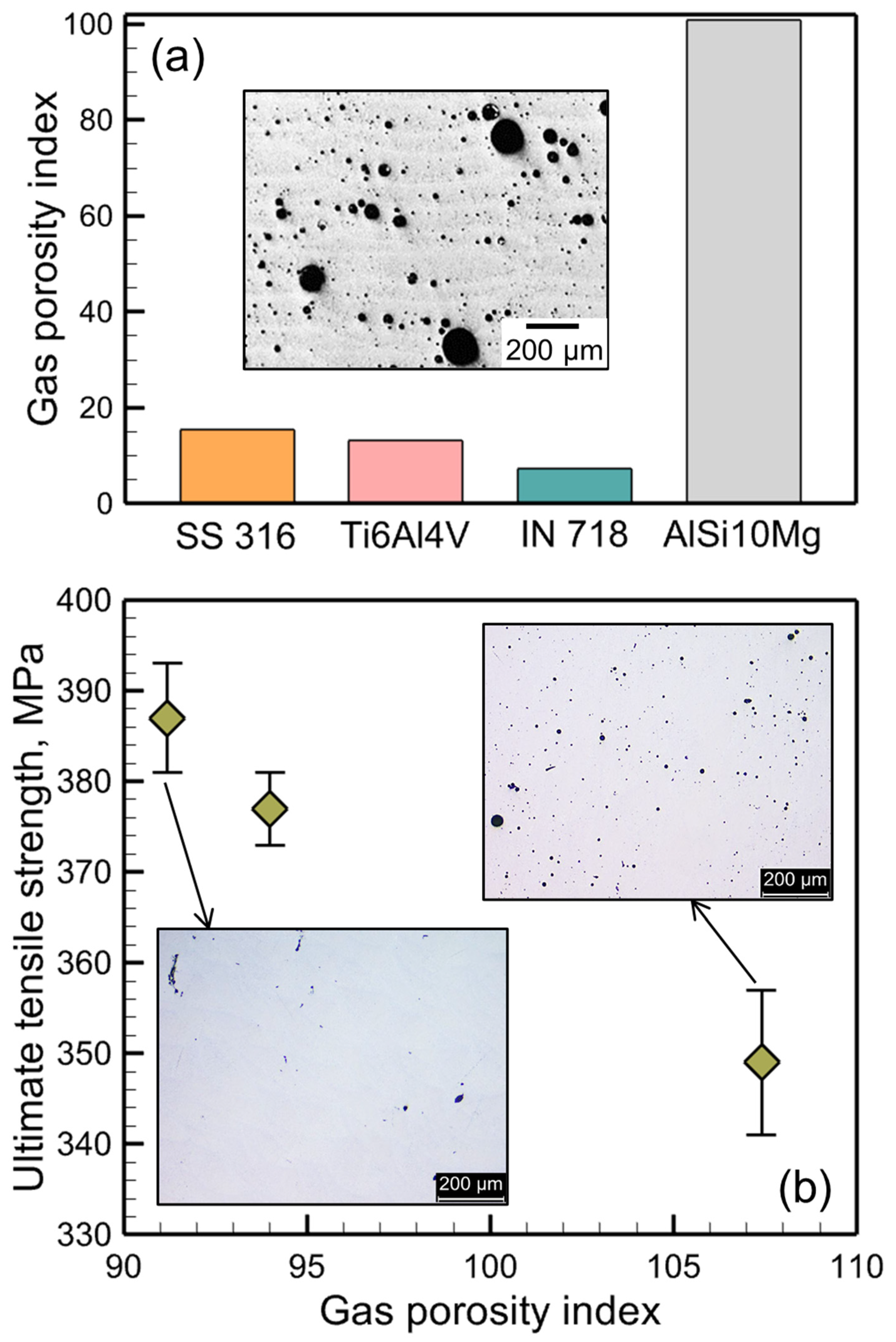
3.3. Relative Susceptibility of Alloys to Gas Porosity
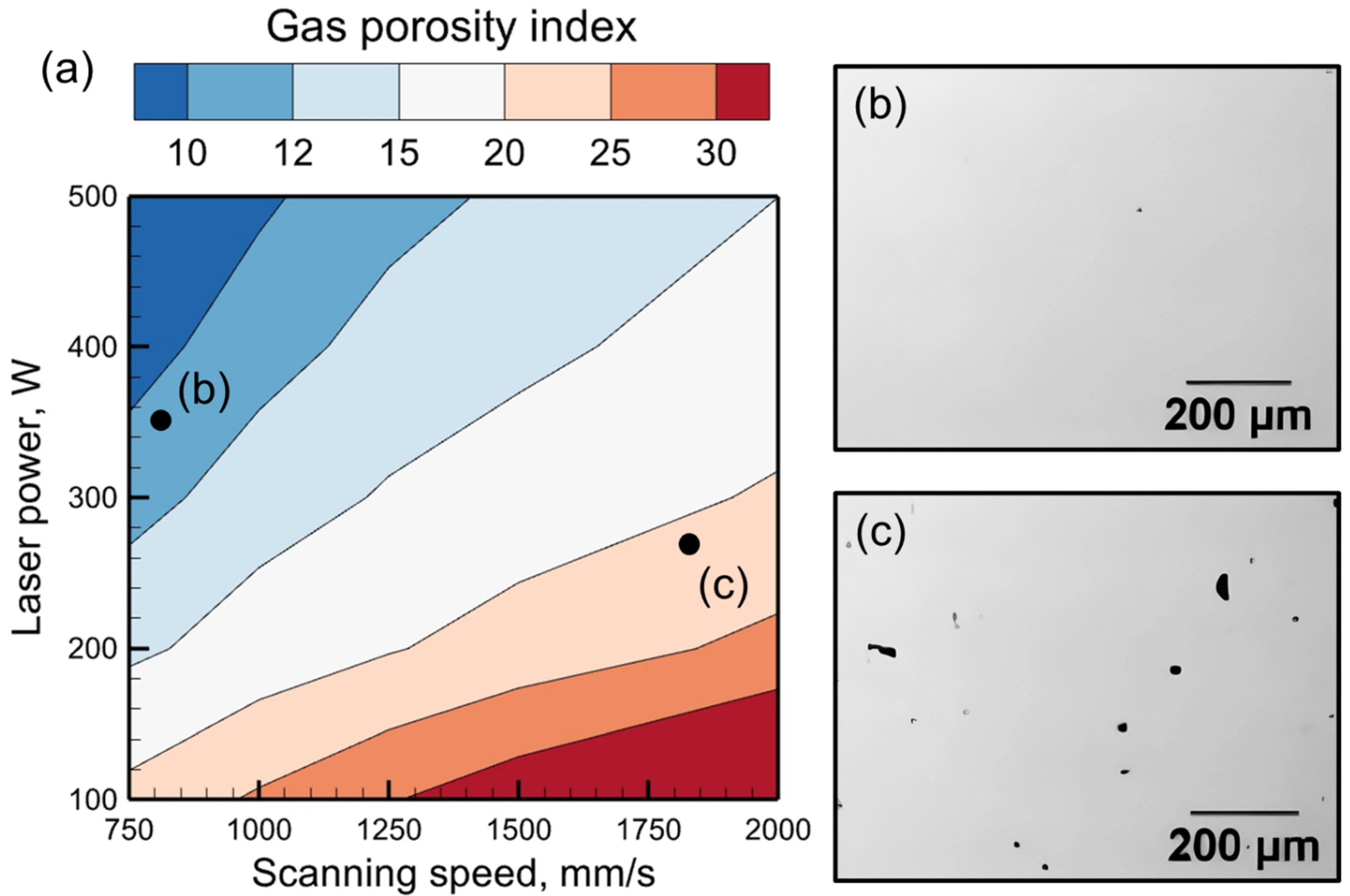
3.4. Gas Porosity Map
4. Summary and Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mukherjee, T.; DebRoy, T. Theory and Practice of Additive Manufacturing; John Wiley & Sons: Hoboken, NJ, USA, 2023. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Wei, H.L.; Mukherjee, T.; Zhang, W.; Zuback, J.S.; Knapp, G.L.; De, A.; DebRoy, T. Mechanistic models for additive manufacturing of metallic components. Prog. Mater. Sci. 2021, 116, 100703. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Additive Manufacturing Handbook; CRC Press: Boca Raton, FL, USA, 2017; pp. 251–253. [Google Scholar]
- Priyadarshi, A.; Shahrani, S.B.; Choma, T.; Zrodowski, L.; Qin, L.; Leung, C.L.A.; Clark, S.J.; Fezzaa, K.; Mi, J.; Lee, P.D.; et al. New insights into the mechanism of ultrasonic atomization for the production of metal powders in additive manufacturing. Addit. Manuf. 2024, 83, 104033. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Yan, W.; Guo, Q.; Xiong, L.; Zhao, C.; Qu, M.; Escano, L.I.; Xiao, X.; Fezzaa, K.; et al. Pore elimination mechanisms during 3D printing of metals. Nat. Commun. 2019, 10, 3088. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Chen, Y.; Marussi, S.; Fan, X.; Fitzpatrick, M.; Bhagavath, S.; Majkut, M.; Lukic, B.; Jakata, K.; Rack, A.; et al. Pore evolution mechanisms during directed energy deposition additive manufacturing. Nat. Commun. 2024, 15, 1715. [Google Scholar] [CrossRef] [PubMed]
- Sanaei, N.; Fatemi, A. Defects in additive manufactured metals and their effect on fatigue performance: A state-of-the-art review. Prog. Mater. Sci. 2021, 117, 100724. [Google Scholar] [CrossRef]
- Attar, H.; Löber, L.; Funk, A.; Calin, M.; Zhang, L.C.; Prashanth, K.G.; Eckert, J. Mechanical behavior of porous commercially pure Ti and Ti–TiB composite materials manufactured by selective laser melting. Mater. Sci. Eng. A 2015, 625, 350–356. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Brooks, C.R.; Choudhury, A. Failure Analysis of Engineering Materials; McGraw-Hill Education: New York, NY, USA, 2002. [Google Scholar]
- Siddique, S.; Imran, M.; Wycisk, E.; Emmelmann, C.; Walther, F. Influence of process-induced microstructure and imperfections on mechanical properties of AlSi12 processed by selective laser melting. J. Mater. Process. Technol. 2015, 221, 205–213. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, H.; Qi, T.; Hu, Z.; Zeng, X. Selective laser melting of high strength Al–Cu–Mg alloys: Processing, microstructure and mechanical properties. Mater. Sci. Eng. A 2016, 656, 47–54. [Google Scholar] [CrossRef]
- Murchio, S.; Du Plessis, A.; Luchin, V.; Maniglio, D.; Benedetti, M. Influence of mean stress and building orientation on the fatigue properties of sub-unital thin-strut miniaturized Ti6Al4V specimens additively manufactured via Laser-Powder Bed Fusion. Int. J. Fatigue 2024, 180, 108102. [Google Scholar] [CrossRef]
- Berto, F.; Du Plessis, A. (Eds.) Fatigue in Additive Manufactured Metals; Elsevier: Amsterdam, The Netherlands, 2023. [Google Scholar]
- Pineau, A.; McDowell, D.L.; Busso, E.P.; Antolovich, S.D. Failure of metals II: Fatigue. Acta Mater. 2016, 107, 484–507. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. The influence of porosity on fatigue crack initiation in additively manufactured titanium components. Sci. Rep. 2017, 7, 7308. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Z.; Peng, L.; Wang, D. Defect analysis of 316 L stainless steel prepared by LPBF additive manufacturing processes. Coatings 2021, 11, 1562. [Google Scholar] [CrossRef]
- Boban, J.; Ahmed, A. Improving the surface integrity and mechanical properties of additive manufactured stainless steel components by wire electrical discharge polishing. J. Mater. Process. Technol. 2021, 291, 117013. [Google Scholar] [CrossRef]
- AlFaify, A.; Hughes, J.; Ridgway, K. Controlling the porosity of 316L stainless steel parts manufactured via the powder bed fusion process. Rapid Prototyp. J. 2019, 25, 162–175. [Google Scholar] [CrossRef]
- Shen, B.; Li, H.; Liu, S.; Zou, J.; Shen, S.; Wang, Y.; Qi, H. Influence of laser post-processing on pore evolution of Ti–6Al–4V alloy by laser powder bed fusion. J. Alloys Compd. 2020, 818, 152845. [Google Scholar] [CrossRef]
- Rawn, P. Reducing Porosity in LPBF Ti-6Al-4V Alloy by Parameter Optimization and Low Temperature Hot Isostatic Pressing Cycle. Ph.D. Dissertation, Marquette University, Milwaukee, WI, USA, 2023. [Google Scholar]
- Santos Macías, J.G.; Zhao, L.; Tingaud, D.; Bacroix, B.; Pyka, G.; van der Rest, C.; Simar, A. Hot isostatic pressing of laser powder bed fusion AlSi10Mg: Parameter identification and mechanical properties. J. Mater. Sci. 2022, 57, 9726–9740. [Google Scholar] [CrossRef]
- Jiang, R.; Mostafaei, A.; Pauza, J.; Kantzos, C.; Rollett, A.D. Varied heat treatments and properties of laser powder bed printed Inconel 718. Mater. Sci. Eng. A 2019, 755, 170–180. [Google Scholar] [CrossRef]
- El Hassanin, A.; Silvestri, A.T.; Napolitano, F.; Scherillo, F.; Caraviello, A.; Borrelli, D.; Astarita, A. Laser-powder bed fusion of pre-mixed Inconel718-Cu powders: An experimental study. J. Manuf. Process. 2021, 71, 329–344. [Google Scholar] [CrossRef]
- Sabzi, H.E.; Maeng, S.; Liang, X.; Simonelli, M.; Aboulkhair, N.T.; Rivera-Díaz-del-Castillo, P.E. Controlling crack formation and porosity in laser powder bed fusion: Alloy design and process optimisation. Addit. Manuf. 2020, 34, 101360. [Google Scholar] [CrossRef]
- Choo, H.; Sham, K.L.; Bohling, J.; Ngo, A.; Xiao, X.; Ren, Y.; Garlea, E. Effect of laser power on defect, texture, and microstructure of a laser powder bed fusion processed 316L stainless steel. Mater. Des. 2019, 164, 107534. [Google Scholar] [CrossRef]
- Bertoli, U.S.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the limitations of volumetric energy density as a design parameter for selective laser melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Ghasemi-Tabasi, H.; Jhabvala, J.; Boillat, E.; Ivas, T.; Drissi-Daoudi, R.; Logé, R.E. An effective rule for translating optimal selective laser melting processing parameters from one material to another. Addit. Manuf. 2020, 36, 101496. [Google Scholar] [CrossRef]
- Thomas, M.; Baxter, G.J.; Todd, I. Normalised model-based processing diagrams for additive layer manufacture of engineering alloys. Acta Mater. 2016, 108, 26–35. [Google Scholar] [CrossRef]
- Van Elsen, M.; Al-Bender, F.; Kruth, J.P. Application of dimensional analysis to selective laser melting. Rapid Prototyp. J. 2008, 14, 15–22. [Google Scholar] [CrossRef]
- Chen, Y.; Qi, H.; Li, H.; Shen, S.; Yang, Y.; Song, C. Molecular dynamics simulations of the formation and evolution of hydrogen pores during laser powder bed fusion manufacturing. MRS Commun. 2021, 11, 590–595. [Google Scholar] [CrossRef]
- Yavari, R.; Smoqi, Z.; Riensche, A.; Bevans, B.; Kobir, H.; Mendoza, H.; Rao, P. Part-scale thermal simulation of laser powder bed fusion using graph theory: Effect of thermal history on porosity, microstructure evolution, and recoater crash. Mater. Des. 2021, 204, 109685. [Google Scholar] [CrossRef]
- Liljestrand, F. Porosity Closure during Hot Isostatic Pressing of Additively Manufactured Ni-Based Superalloy IN718 Produced by LPBF and EBM. Master’s Dissertation, Chalmers University of Technology, Gothernberg, Sweden, 2019. Available online: https://hdl.handle.net/20.500.12380/300734 (accessed on 5 February 2024).
- Oster, S.; Breese, P.P.; Ulbricht, A.; Mohr, G.; Altenburg, S.J. A deep learning framework for defect prediction based on thermographic in-situ monitoring in laser powder bed fusion. J. Intell. Manuf. 2023, 35, 1687–1706. [Google Scholar] [CrossRef]
- Alamri, N.M.H.; Packianather, M.; Bigot, S. Predicting the porosity in selective laser melting parts using hybrid regression convolutional neural network. Appl. Sci. 2022, 12, 12571. [Google Scholar] [CrossRef]
- Mao, Y.; Lin, H.; Yu, C.X.; Frye, R.; Beckett, D.; Anderson, K.; Agrawal, A. A deep learning framework for layer-wise porosity prediction in metal powder bed fusion using thermal signatures. J. Intell. Manuf. 2023, 34, 315–329. [Google Scholar] [CrossRef]
- Zhang, B.; Liu, S.; Shin, Y.C. In-Process monitoring of porosity during laser additive manufacturing process. Addit. Manuf. 2019, 28, 497–505. [Google Scholar] [CrossRef]
- Massey, C.E.; Moore, D.G.; Saldana, C.J. Porosity Determination and Classification of Laser Powder Bed Fusion AlSi10Mg Dogbones Using Machine Learning. In Challenges in Mechanics of Time Dependent Materials, Mechanics of Biological Systems and Materials & Micro-and Nanomechanics, Volume 2: Proceedings of the 2021 Annual Conference & Exposition on Experimental and Applied Mechanics; Springer International Publishing: Berlin/Heidelberg, Germany, 2022; pp. 53–56. [Google Scholar]
- Klein, J.; Jaretzki, M.; Schwarzenberger, M.; Ihlenfeldt, S.; Drossel, W.G. Automated porosity assessment of parts produced by Laser Powder Bed Fusion using Convolutional Neural Networks. Procedia CIRP 2021, 104, 1434–1439. [Google Scholar] [CrossRef]
- Mohsin, S.I.; Farhang, B.; Wang, P.; Yang, Y.; Shayesteh, N.; Badurdeen, F. Deep Learning Based Automatic Porosity Detection of Laser Powder Bed Fusion Additive Manufacturing. In Proceedings of the International Conference on Flexible Automation and Intelligent Manufacturing, Porto, Portugal, 18–22 June 2023; Springer Nature Switzerland: Cham, Switzerland, 2023; pp. 328–335. [Google Scholar]
- Beuth, J.; Fox, J.; Gockel, J.; Montgomery, C.; Yang, R.; Qiao, H.; Klingbeil, N. Process mapping for qualification across multiple direct metal additive manufacturing processes. In 2013 International Solid Freeform Fabrication Symposium; University of Texas at Austin: Austin, TX, USA, 2013. [Google Scholar]
- Rosenthal, D. Mathematical theory of heat distribution during welding and cutting. Weld. J. 1941, 20, 220s–234s. [Google Scholar]
- Reijonen, J.; Revuelta, A.; Riipinen, T.; Ruusuvuori, K.; Puukko, P. On the effect of shielding gas flow on porosity and melt pool geometry in laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 32, 101030. [Google Scholar] [CrossRef]
- Diaz Vallejo, N.; Lucas, C.; Ayers, N.; Graydon, K.; Hyer, H.; Sohn, Y. Process optimization and microstructure analysis to understand laser powder bed fusion of 316l stainless steel. Metals 2021, 11, 832. [Google Scholar] [CrossRef]
- Riener, K.; Oswald, S.; Winkler, M.; Leichtfried, G.J. Influence of storage conditions and reconditioning of AlSi10Mg powder on the quality of parts produced by laser powder bed fusion (LPBF). Addit. Manuf. 2021, 39, 101896. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.P. Processing AlSi10Mg by selective laser melting: Parameter optimisation and material characterisation. Mater. Sci. Technol. 2015, 31, 917–923. [Google Scholar] [CrossRef]
- Masiagutova, E.; Cabanettes, F.; Sova, A.; Cici, M.; Bidron, G.; Bertrand, P. Side surface topography generation during laser powder bed fusion of AlSi10Mg. Addit. Manuf. 2021, 47, 102230. [Google Scholar] [CrossRef]
- Engelhardt, A.; Kahl, M.; Richter, J.; Krooß, P.; Kroll, A.; Niendorf, T. Investigation of processing windows in additive manufacturing of AlSi10Mg for faster production utilizing data-driven modeling. Addit. Manuf. 2022, 55, 102858. [Google Scholar] [CrossRef]
- Khademzadeh, S.; Gennari, C.; Zanovello, A.; Franceschi, M.; Campagnolo, A.; Brunelli, K. Development of micro laser powder bed fusion for additive manufacturing of Inconel 718. Materials 2022, 15, 5231. [Google Scholar] [CrossRef] [PubMed]
- Tran, H.C.; Lo, Y.L.; Le, T.N.; Lau, A.K.T.; Lin, H.Y. Multi-scale simulation approach for identifying optimal parameters for fabrication ofhigh-density Inconel 718 parts using selective laser melting. Rapid Prototyp. J. 2022, 28, 109–125. [Google Scholar] [CrossRef]
- Vastola, G.; Pei, Q.X.; Zhang, Y.W. Predictive model for porosity in powder-bed fusion additive manufacturing at high beam energy regime. Addit. Manuf. 2018, 22, 817–822. [Google Scholar] [CrossRef]
- Narra, S.P.; Rollett, A.D.; Ngo, A.; Scannapieco, D.; Shahabi, M.; Reddy, T.; Lewandowski, J.J. Process qualification of laser powder bed fusion based on processing-defect structure-fatigue properties in Ti-6Al-4V. J. Mater. Process. Technol. 2023, 311, 117775. [Google Scholar] [CrossRef]
- Gordon, J.V.; Narra, S.P.; Cunningham, R.W.; Liu, H.; Chen, H.; Suter, R.M.; Rollett, A.D. Defect structure process maps for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 36, 101552. [Google Scholar] [CrossRef]
- Cunningham, R.; Narra, S.P.; Montgomery, C.; Beuth, J.; Rollett, A.D. Synchrotron-based X-ray microtomography characterization of the effect of processing variables on porosity formation in laser power-bed additive manufacturing of Ti-6Al-4V. JOM 2017, 69, 479–484. [Google Scholar] [CrossRef]
- Wu, Z.; Asherloo, M.; Jiang, R.; Delpazir, M.H.; Sivakumar, N.; Paliwal, M.; Mostafaei, A. Study of printability and porosity formation in laser powder bed fusion built hydride-dehydride (HDH) Ti-6Al-4V. Addit. Manuf. 2021, 47, 102323. [Google Scholar] [CrossRef]
- Jaber, H.; Tünde, K. Development of Selective Laser Melting of Ti6Al4V Alloy for Tissue Engineering. Bánki Közlemények 2020, 3, 19–23. [Google Scholar]
- Sanaei, N.; Fatemi, A. Analysis of the effect of internal defects on fatigue performance of additive manufactured metals. Mater. Sci. Eng. A 2020, 785, 139385. [Google Scholar] [CrossRef]
- Emminghaus, N.; Paul, J.; Hoff, C.; Hermsdorf, J.; Kaierle, S. Development of an empirical process model for adjusted porosity in laser-based powder bed fusion of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2022, 118, 1239–1254. [Google Scholar] [CrossRef]
- Simchi, A.; Pohl, H. Effects of laser sintering processing parameters on the microstructure and densification of iron powder. Mater. Sci. Eng. A 2003, 359, 119–128. [Google Scholar] [CrossRef]
- Wang, D.; Han, H.; Sa, B.; Li, K.; Yan, J.; Zhang, J.; Liu, J.; He, Z.; Wang, N.; Yan, M. A review and a statistical analysis of porosity in metals additively manufactured by laser powder bed fusion. Opto-Electron Adv. 2022, 5, 210058–210061. [Google Scholar] [CrossRef]
- Du Plessis, A. Effects of process parameters on porosity in laser powder bed fusion revealed by X-ray tomography. Addit. Manuf. 2019, 30, 100871. [Google Scholar] [CrossRef]
- Mundra, K.; DebRoy, T. Toward understanding alloying element vaporization during laser beam welding of stainless steel. Weld. J. 1993, 72, 1. [Google Scholar]
- Tang, M.; Pistorius, P.C.; Beuth, J. Geometric model to predict porosity of part produced in powder bed system. Mater. Sci. Technol. Proc. (MS&T) 2015, 2015, 129–136. [Google Scholar]
- Ren, Z.; Gao, L.; Clark, S.J.; Fezzaa, K.; Shevchenko, P.; Choi, A.; Everhart, W.; Rollett, A.D.; Chen, L.; Sun, T. Machine learning–aided real-time detection of keyhole pore generation in laser powder bed fusion. Science 2023, 379, 89–94. [Google Scholar] [CrossRef] [PubMed]
- Gan, Z.; Kafka, O.L.; Parab, N.; Zhao, C.; Fang, L.; Heinonen, O.; Sun, T.; Liu, W.K. Universal scaling laws of keyhole stability and porosity in 3D printing of metals. Nat. Commun. 2021, 12, 2379. [Google Scholar] [CrossRef] [PubMed]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead Publishing: Thorston, UK, 2002. [Google Scholar]
- Tang, M.; Pistorius, P.C.; Narra, S.; Beuth, J.L. Rapid solidification: Selective laser melting of AlSi10Mg. JOM 2016, 68, 960–966. [Google Scholar] [CrossRef]
- Rombouts, M.; Froyen, L.; Gusarov, A.V.; Bentefour, E.H.; Glorieux, C. Photopyroelectric measurement of thermal conductivity of metallic powders. J. Appl. Phys. 2005, 97, 024905. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Nath, P.; Mahadevan, S. Probabilistic predictive control of porosity in laser powder bed fusion. J. Intell. Manuf. 2021, 34, 1085–1103. [Google Scholar] [CrossRef]
- Vukkum, V.B.; Gupta, R.K. Review on corrosion performance of laser powder-bed fusion printed 316L stainless steel: Effect of processing parameters, manufacturing defects, post-processing, feedstock, and microstructure. Mater. Des. 2022, 221, 110874. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef]
- Zhou, J.; Tsai, H. Porosity Formation and Prevention in Pulsed Laser Welding. ASME J. Heat Transfer. 2007, 129, 1014–1024. [Google Scholar] [CrossRef]
- Zhao, H.; DebRoy, T. Pore formation during laser beam welding of die-cast magnesium alloy AM60B-mechanism and remedy. Weld. J. 2001, 80, 204–210. [Google Scholar]
- Mukherjee, T.; Elmer, J.W.; Wei, H.L.; Lienert, T.J.; Zhang, W.; Kou, S.; DebRoy, T. Control of grain structure, phases, and defects in additive manufacturing of high-performance metallic components. Prog. Mater. Sci. 2023, 138, 101153. [Google Scholar] [CrossRef]
- Iantaffi, C.; Leung, C.L.A.; Chen, Y.; Guan, S.; Atwood, R.C.; Lertthanasarn, J.; Pham, M.S.; Meisnar, M.; Rohr, T.; Lee, P.D. Oxidation induced mechanisms during directed energy deposition additive manufactured titanium alloy builds. Addit. Manuf. Lett. 2021, 1, 100022. [Google Scholar] [CrossRef]
- Brooks, J.A.; Baskes, M.I.; David, S.A. Advances in welding science and technology. Met. Park OH ASM Int. 1986, 198, 93. [Google Scholar]
- DebRoy, T.; David, S.A. Physical processes in fusion welding. Rev. Mod. Phys. 1995, 67, 85. [Google Scholar] [CrossRef]
- Hastie, J.C.; Kartal, M.E.; Carter, L.N.; Attallah, M.M.; Mulvihill, D.M. Classifying shape of internal pores within AlSi10Mg alloy manufactured by laser powder bed fusion using 3D X-ray micro computed tomography: Influence of processing parameters and heat treatment. Mater. Charact. 2020, 163, 110225. [Google Scholar] [CrossRef]
- Finfrock, C.B.; Exil, A.; Carroll, J.D.; Deibler, L. Effect of hot isostatic pressing and powder feedstock on porosity, microstructure, and mechanical properties of selective laser melted AlSi10Mg. Metallogr. Microstruct. Anal. 2018, 7, 443–456. [Google Scholar] [CrossRef]
- Weingarten, C.; Buchbinder, D.; Pirch, N.; Meiners, W.; Wissenbach, K.; Poprawe, R. Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J. Mater. Process. Technol. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Stugelmayer, E.J. Characterization of Process-Induced Defects in Laser Powder Bed Fusion Processed AlSi10Mg Alloy. Ph.D. Dissertation, Montana Tech of The University of Montana, Butte, MT, USA, 2018. [Google Scholar]
- Mukherjee, T.; Wei, H.L.; De, A.; DebRoy, T. Heat and fluid flow in additive manufacturing—Part I: Modeling of powder bed fusion. Comput. Mater. Sci. 2018, 150, 304–313. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Approach | Alloy | Example | Ref. |
|---|---|---|---|
| Experimental approach | SS 316 | Porosities were eliminated by changing energy density guided by X-ray CT, Optical Microscopy, and Archimedes method. | [16] |
| SS 316 | Porosities were successfully removed by wire electrical discharge polishing-based post-processing. | [17] | |
| SS 316 | Adjustment of the process variables such as point distance, exposure time, and layer thickness during experiments lowered porosity. | [18] | |
| Ti6Al4V | Laser post-processing decreased gas pores which was confirmed by micro-CT examination. | [19] | |
| Ti6Al4V | Gas pores were eliminated by post-process hot isostatic pressing at different temperatures and pressures. | [20] | |
| AlSi10Mg | A low temperature (350 °C) hot isostatic pressing minimized gas porosity in the manufactured parts. | [21] | |
| Inconel 718 | To reduce the gas porosity, different heat-treatment procedures including aging treatments were used. | [22] | |
| Inconel 718 | Gas porosities were prevented by implementing a high-energy-intensity laser beam that resulted in a larger molten pool. | [23] | |
| Mechanistic modeling approach | SS 316 | Gas pores were eliminated by identifying appropriate conditions through thermodynamic calculations and genetic algorithms. | [24] |
| SS 316 | To reduce gas porosities laser power was varied guided by mechanistic modeling. | [25] | |
| SS 316 | Porosities were successfully removed by varying the volumetric energy density assisted by a numerical model. | [26] | |
| SS 316 | A calculation scheme was introduced that included normalized enthalpy and powder absorptivity measurements to decrease porosity. | [27] | |
| Ti6Al4V | Process maps were introduced that utilized normalized energy density to reduce porosity. | [28] | |
| Ti6Al4V | A dimensional analysis helped to reduce porosity and explained variability in defect behavior. | [29] | |
| AlSi10Mg | A molecular dynamics analysis showed that decreasing the hydrogen content and maximizing the cooling/heating times reduced porosity. | [30] | |
| AlSi10Mg | Thermal history and graph theory helped to identify appropriate conditions to reduce porosity. | [31] | |
| AlSi10Mg | Dynamics and mechanisms of pore motion were simulated using a multi-physics model to identify conditions for pore reduction. | [6] | |
| Inconel 718 | A modeling technique was used that coupled laser powder interaction to examine spatter interaction and decreased porosity. | [32] | |
| Machine learning approach | SS 316 | A novel approach using thermography and deep learning was used to anticipate and reduce local porosity. | [33] |
| SS 316 | Improved Regression along with Convolutional Neural Networks were used to reduce porosity. | [34] | |
| Ti6Al4V | A deep learning architecture was employed using heat signals to predict and minimize porosity. | [35] | |
| Ti6Al4V | A deep learning technique was used for porosity reduction and monitoring that used Convolutional Neural Networks. | [36] | |
| AlSi10Mg | Effective reduction efforts were aided by porosity-type classification through machine learning. | [37] | |
| AlSi10Mg | Porosity was reduced through the use of Convolutional Neural Networks that were trained using the molten pool data. | [38] | |
| Inconel 718 | Defect detection in SEM pictures was automated by deep learning, which promoted stochastic development and lowered porosity. | [39] |
| Parameters | Range |
|---|---|
| Laser power (W) | 30–331 |
| Scanning speed (mm/s) | 50–3400 |
| Pool length (micron) | 149–2298 |
| Pool width (micron) | 64–664 |
| Time to rise (ms) | 5.15–69.75 |
| Time to solidify (ms) | 0.18–29.34 |
| Thermal conductivity (W/m-K) | 28.1–113.0 |
| Specific heat (J/Kg-K) | 409.6–2894.2 |
| Viscosity (Kg/m-s) | 0.0013–0.007 |
| Surface tension (N/m) | 0.82–1.82 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sinha, S.; Mukherjee, T. Mitigation of Gas Porosity in Additive Manufacturing Using Experimental Data Analysis and Mechanistic Modeling. Materials 2024, 17, 1569. https://doi.org/10.3390/ma17071569
Sinha S, Mukherjee T. Mitigation of Gas Porosity in Additive Manufacturing Using Experimental Data Analysis and Mechanistic Modeling. Materials. 2024; 17(7):1569. https://doi.org/10.3390/ma17071569
Chicago/Turabian StyleSinha, Satyaki, and Tuhin Mukherjee. 2024. "Mitigation of Gas Porosity in Additive Manufacturing Using Experimental Data Analysis and Mechanistic Modeling" Materials 17, no. 7: 1569. https://doi.org/10.3390/ma17071569
APA StyleSinha, S., & Mukherjee, T. (2024). Mitigation of Gas Porosity in Additive Manufacturing Using Experimental Data Analysis and Mechanistic Modeling. Materials, 17(7), 1569. https://doi.org/10.3390/ma17071569