
Effect of Controlling Nb Content and Cooling Rate on the Microstructure, Precipitation Phases, and Mechanical Properties of Rebar


Abstract
1. Introduction
2. Experimental Method
2.1. Experimental Material
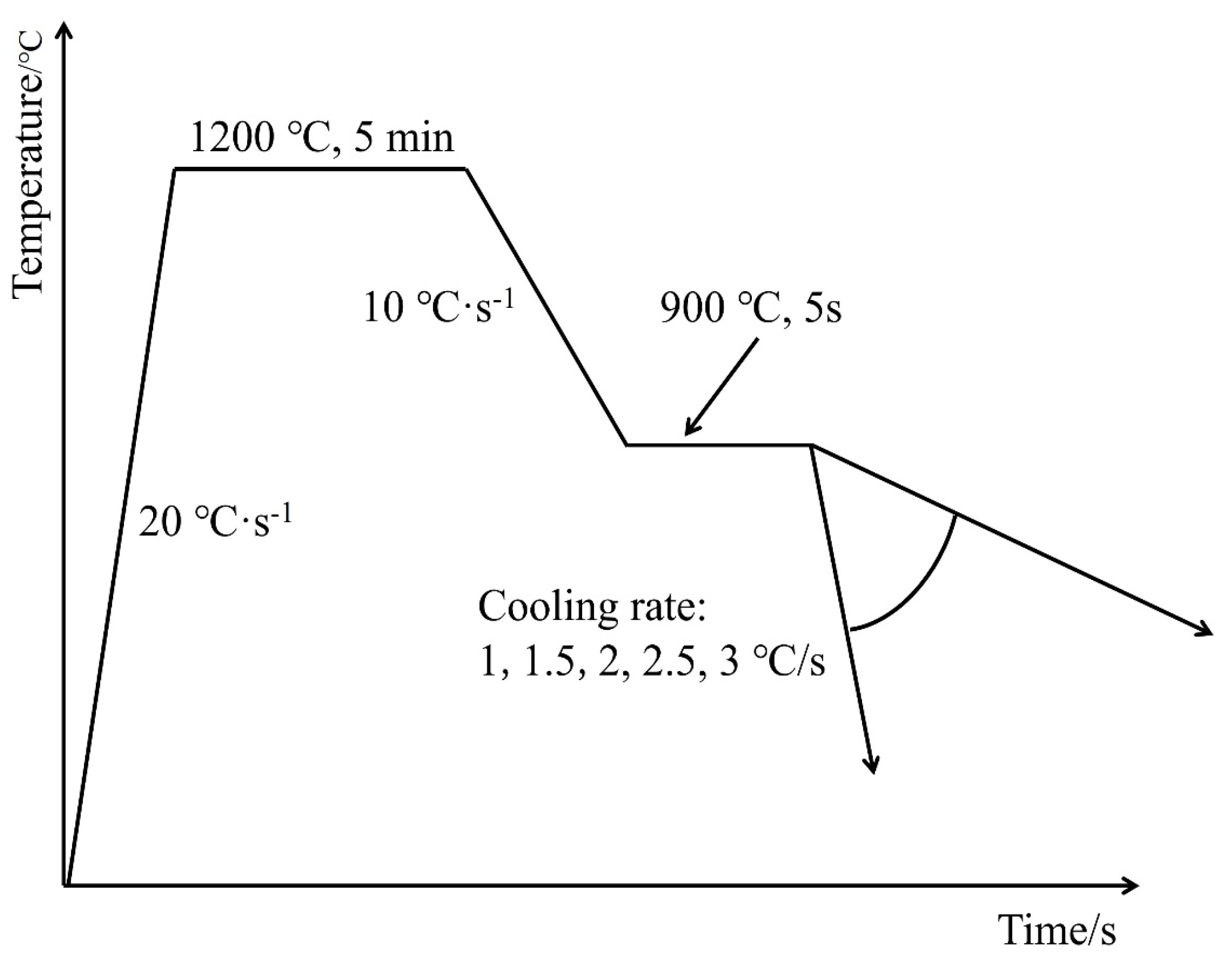
2.2. Thermal Simulation Process
2.3. Characterization Method
3. Results and Analysis
3.1. Effect of Cooling Rate on Microstructure of Experimental Steel
3.2. Effect of Cooling Rate on the Second Phase Precipitation of Experimental Steel
3.3. Effect of Cooling Rate on Mechanical Properties of Experimental Steel
4. Discussion
4.1. Continuous Cooling Transition Curve and Diffusion Coefficient Curve
4.2. Strengthening Mechanisms
5. Conclusions
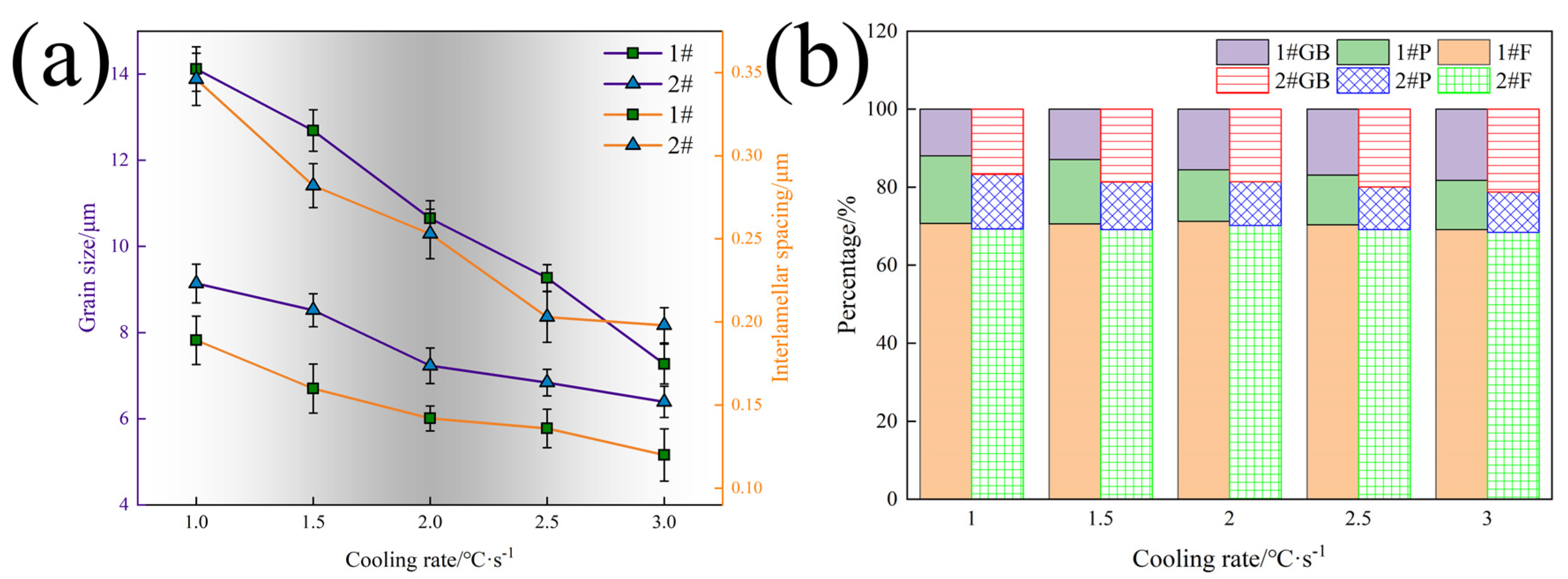
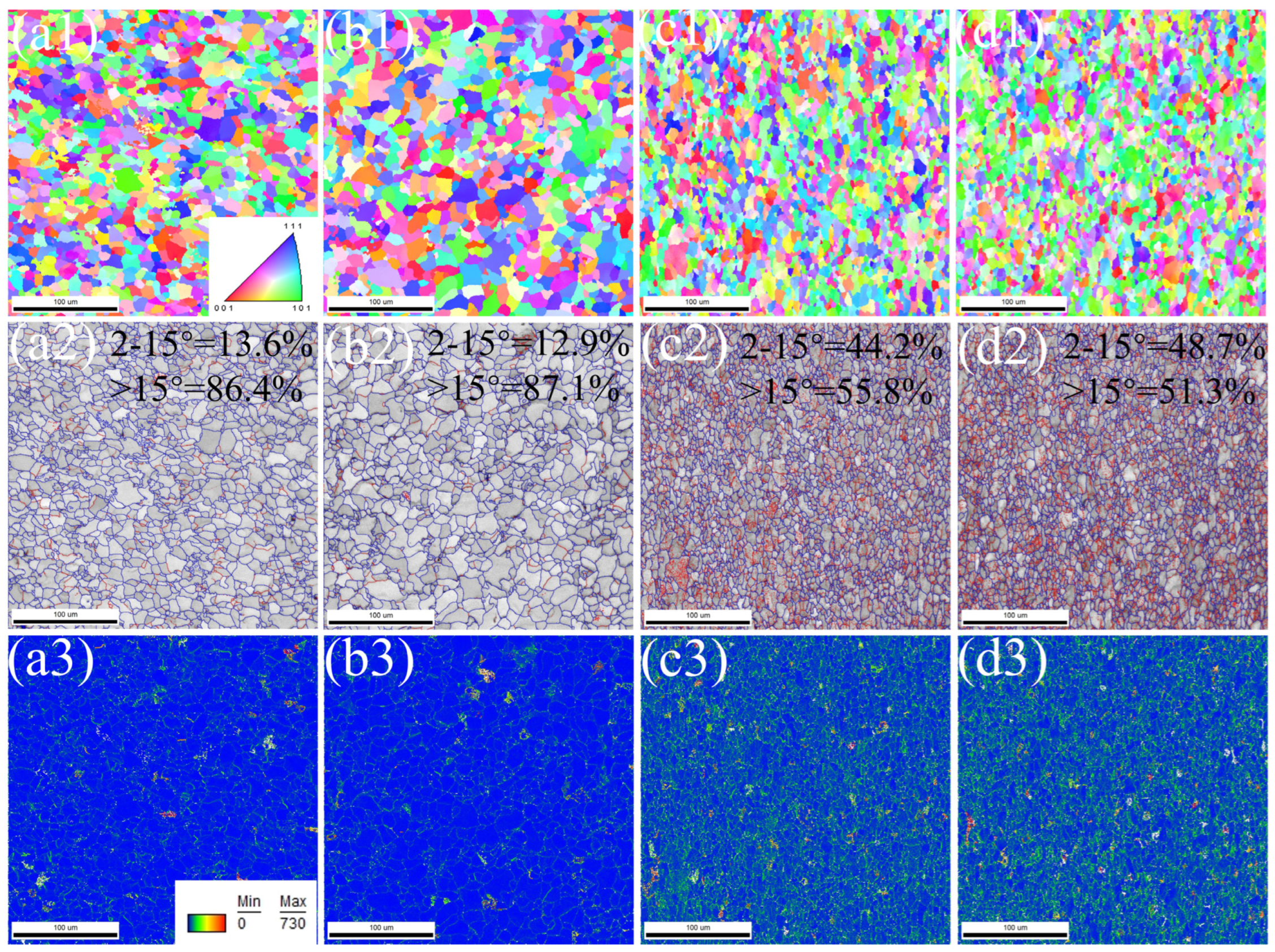
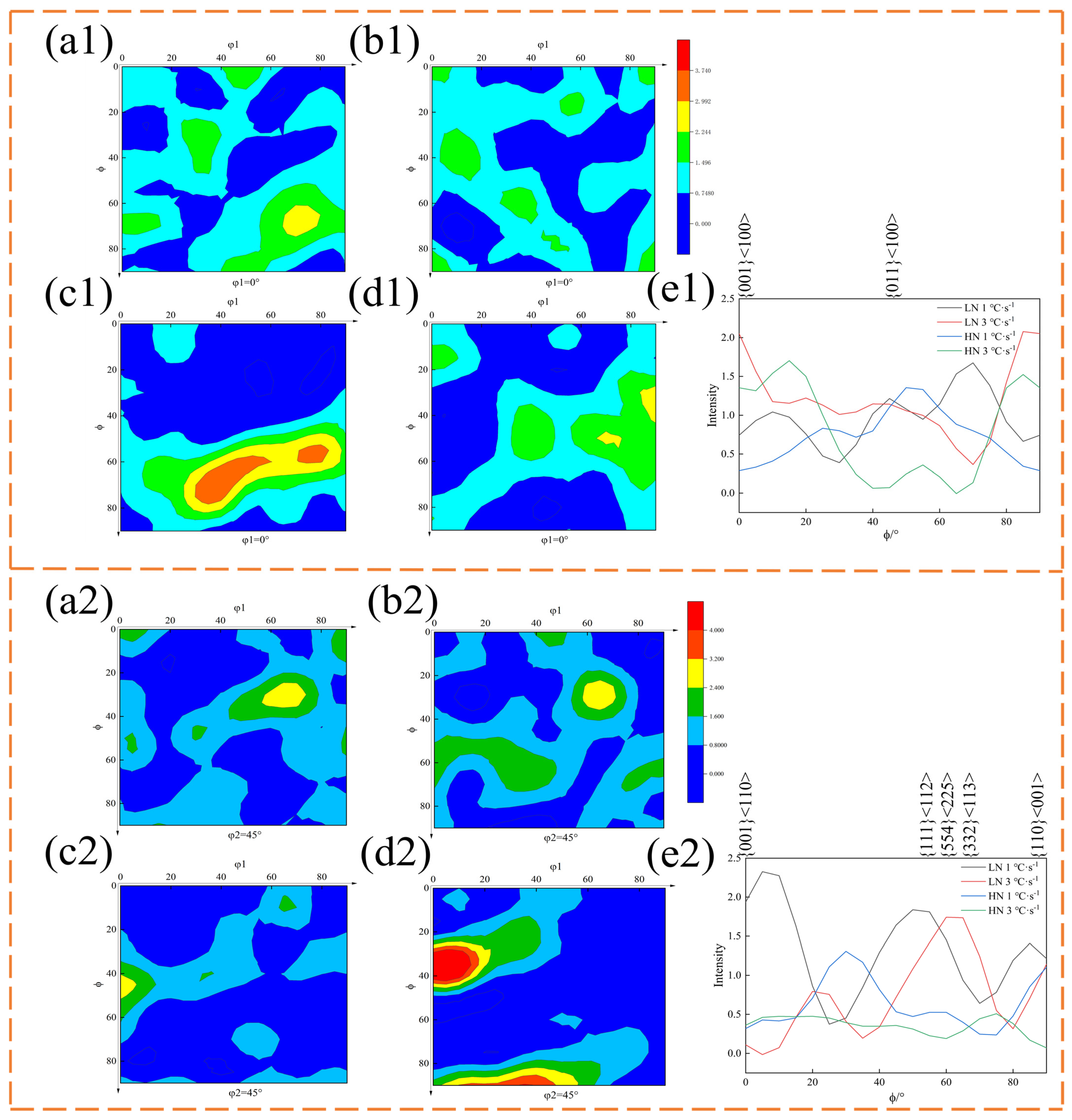
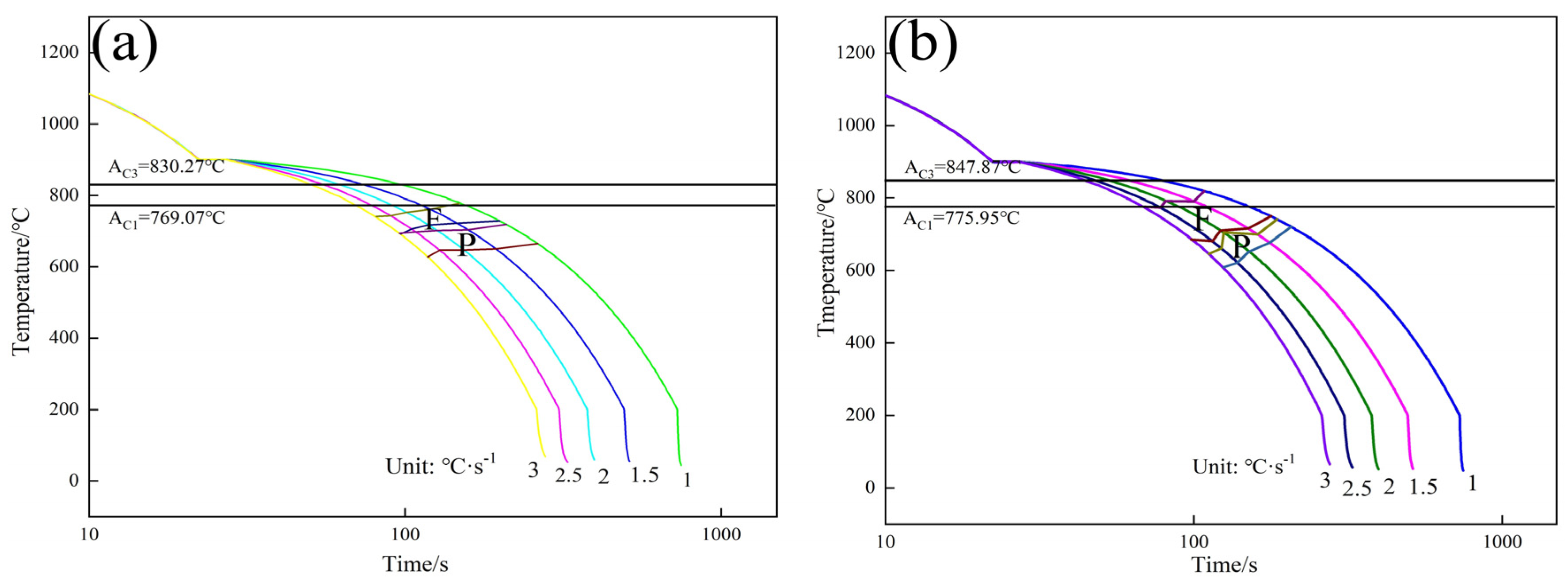
- As the Nb content increased from 0.017 to 0.023 wt.%, the ferrite grain size of the experimental steels decreased to 9.14, 8.52, 7.23, 6.84, and 6.39 μm for the five cooling rates (1, 1.5, 2, 2.5, and 3 °C·s−1, respectively), and the ILS decreased to 0.189, 0.160, 0.142, 0.136, and 0.12 μm, respectively. The {332}<113>α texture strength of HN steel increased, and the carbon diffusion coefficient decreased.
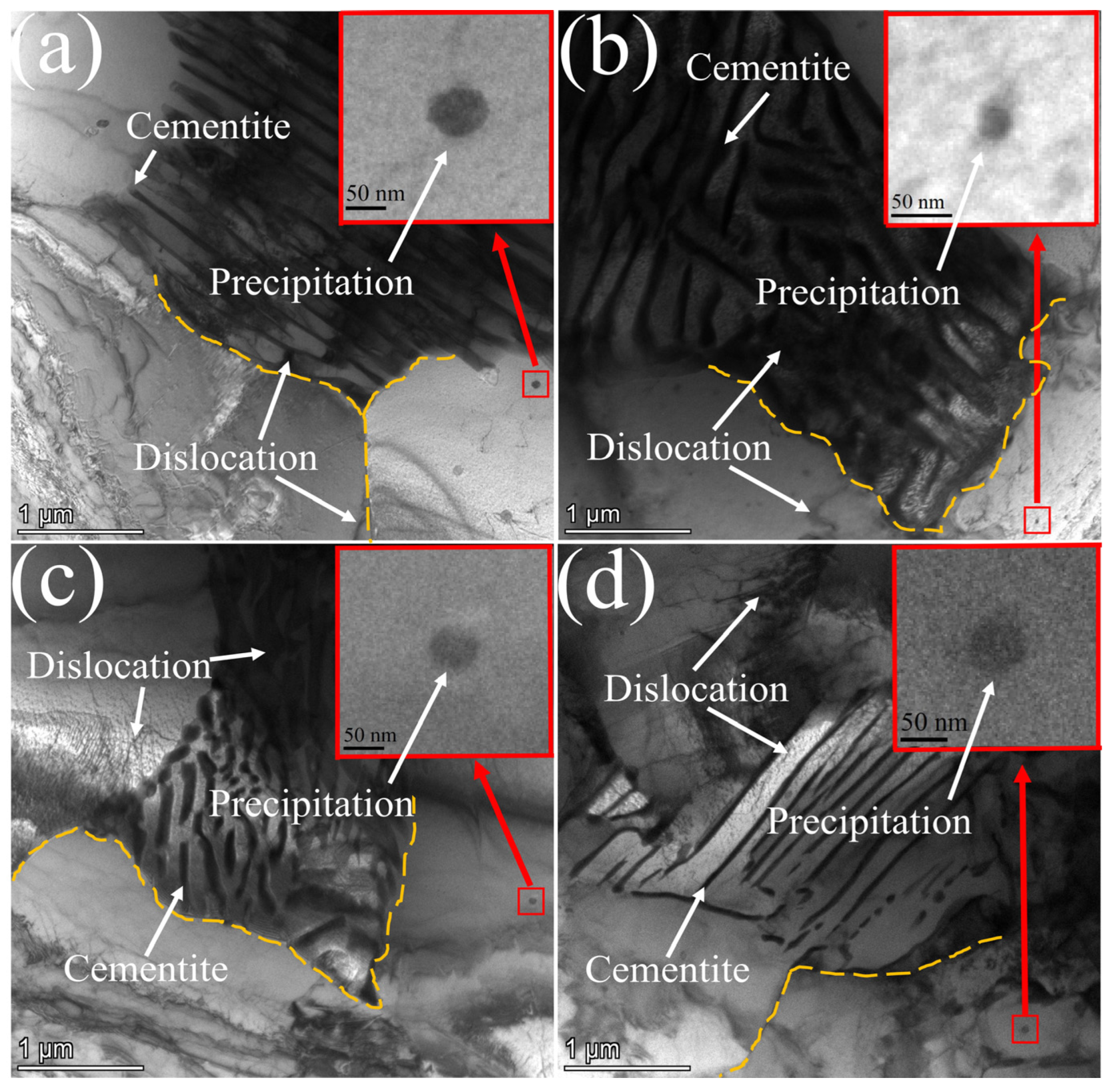
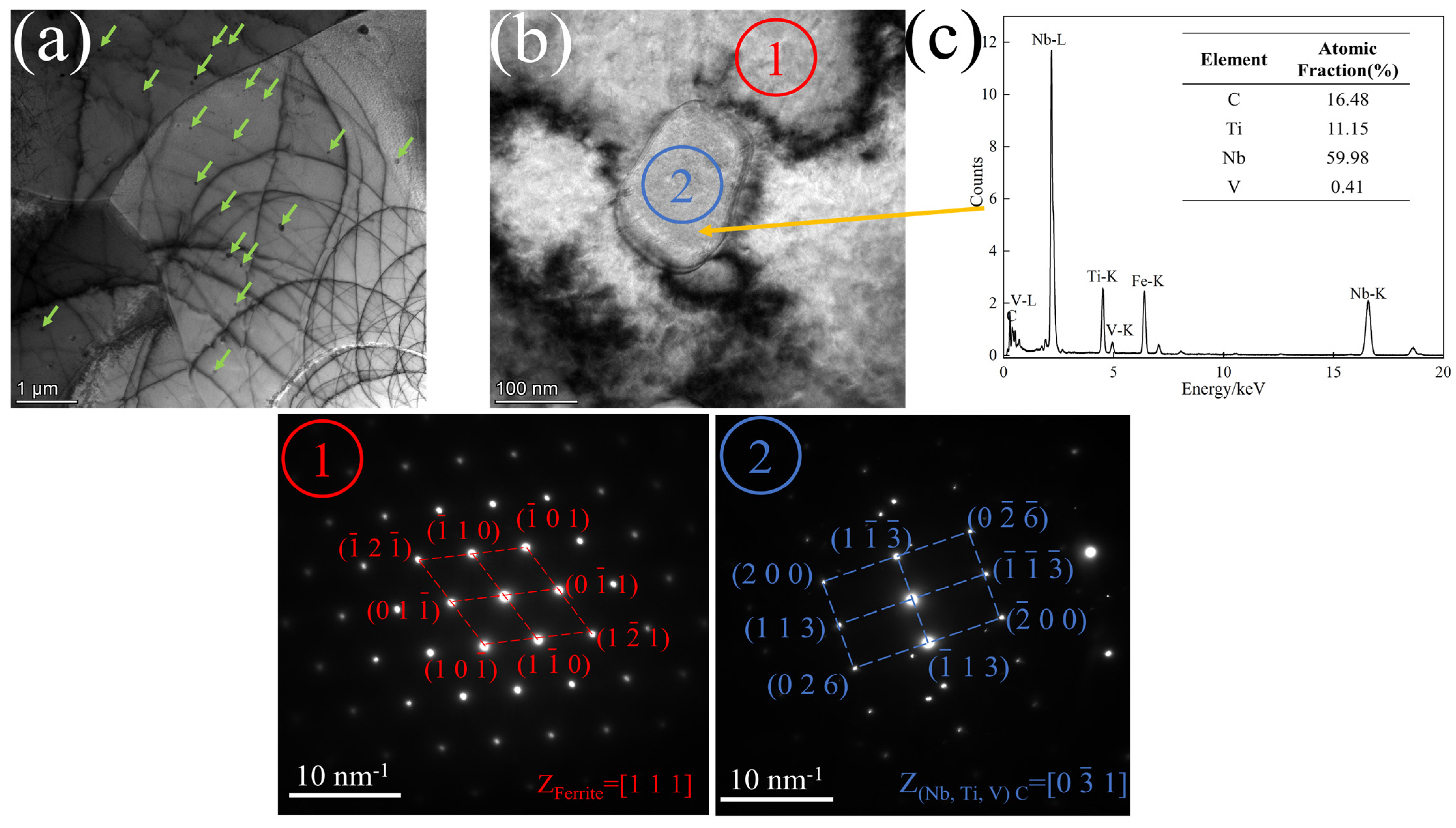
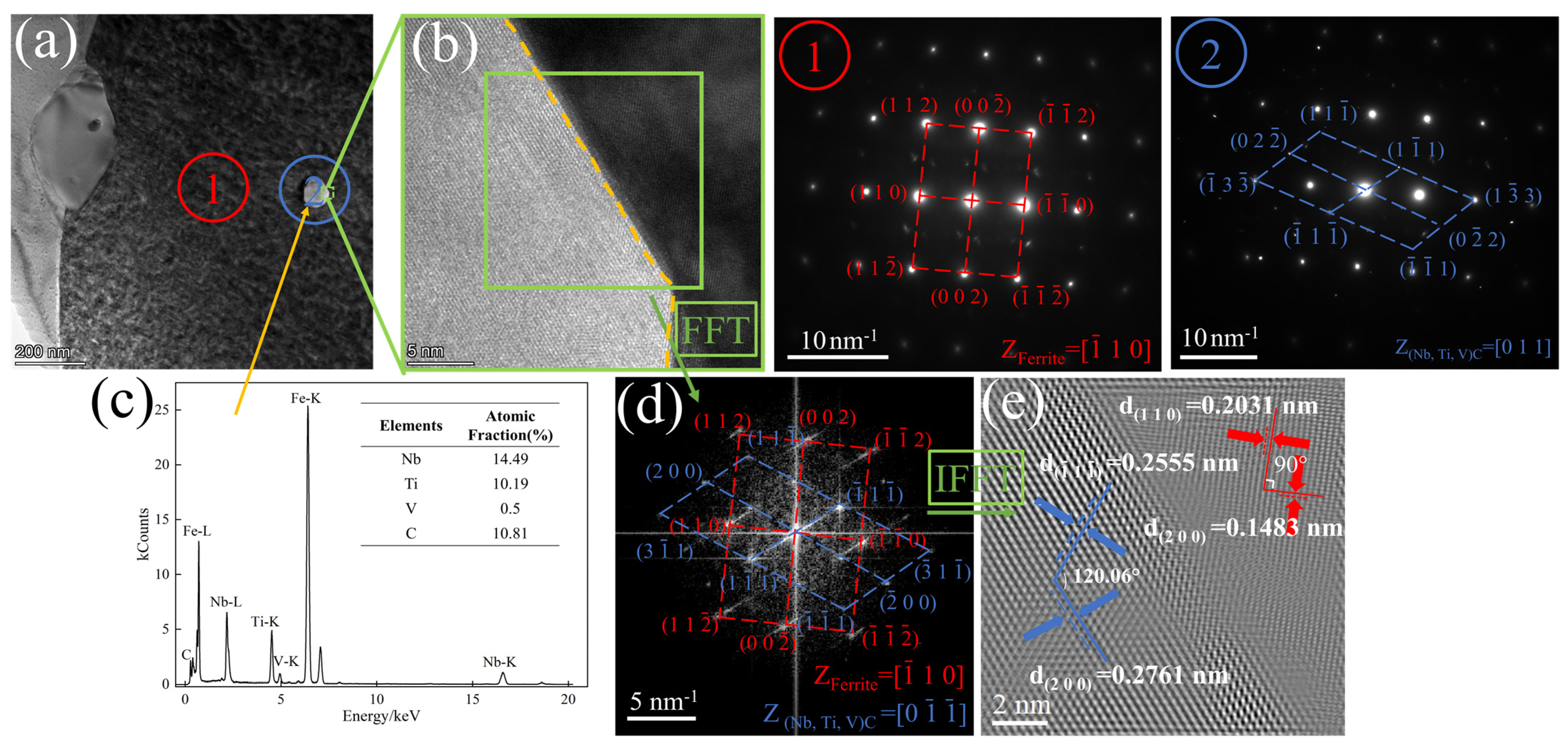
- A large number of nanoscale precipitated phases are distributed on the grain boundaries and dislocations of ferrite, which provide a non-uniform nucleation core for the precipitates. The precipitates are mainly (Nb, Ti, V)C carbides with a diameter of ~50 nm. The mismatch between the matrix and the precipitated phase is 8.16%. Both matched crystal faces are (200). A semicommon-lattice interface is formed between the two.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, W.; Cao, J.C.; Shi, Z. Effects of Different Microalloying and Controlled Cooling Technology on Microstructure and Properties of 500MPa High-Strength Rebars. Appl. Mech. Mater. 2014, 633–634, 168–175. [Google Scholar] [CrossRef]
- Misra, R.D.K.; Nathani, H.; Hartmann, J.E. Microstructural evolution in a new 770 MPa hot rolled Nb–Ti microalloyed steel. Mater. Sci. Eng. A 2005, 394, 339–352. [Google Scholar] [CrossRef]
- Shi, R.; Ma, Y.; Wang, Z. Atomic-scale investigation of deep hydrogen trapping in NbC/α-Fe semi-coherent interfaces. Acta Mater. 2020, 200, 686–698. [Google Scholar] [CrossRef]
- Hsissou, R.; El, H.A.; El, B.M. Elaboration and viscosimetric, viscoelastic and rheological studies of a new hexafunctional polyepoxide polymer: Hexaglycidyl ethylene of methylene dianiline. J. Mater. Environ. Sci. 2017, 12, 4349–4361. [Google Scholar] [CrossRef]
- El, A.N.; Hsissou, R.; Azzaoui, J.E.; El Bouchti, M.; Elharfi, A. Synthesis rheological and thermal studies of epoxy polymer and its composite. Chem. Data Collect. 2020, 30, 100584. [Google Scholar]
- Hsissou, R.; El, H.A.; Bekhta, A. Viscosimetric and rheological studies of a new trifunctional epoxy pre-polymer with noyan ethylene: Triglycidyl Ether of Ethylene of Bisphenol A (TGEEBA). J. Mater. Environ. Sci. 2017, 2, 603–610. [Google Scholar]
- Zeng, Z.Y.; Li, C.; Li, Z. Effect of Nb content and thermal deformation on the microstructure and mechanical properties of high-strength anti-seismic rebar. Mater. Sci. Eng. A 2022, 840, 142929. [Google Scholar] [CrossRef]
- Li, X.; Lei, C.; Deng, X. Carbide Precipitation in Ferrite in Nb–V-Bearing Low-Carbon Steel During Isothermal Quenching Process. Acta Metall. Sin. 2017, 30, 1067–1079. [Google Scholar] [CrossRef]
- Gan, X.; Yuan, Q.; Zhao, G. Quantitative Analysis of Microstructures and Strength of Nb-Ti Microalloyed Steel with Different Ti Additions. Mater. Sci. Eng. A 2020, 51, 2084–2096. [Google Scholar] [CrossRef]
- Yong, Q.L. Second Phase in Steel Materials; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Webel, J.; Herges, A.; Britz, D. Tracing Microalloy Precipitation in Nb-Ti HSLA Steel during Austenite Conditioning. Metals 2020, 10, 243. [Google Scholar] [CrossRef]
- Liu, G.; Li, Y.; Liao, T. Revealing the precipitation kinetics and strengthening mechanisms of a 450 MPa grade Nb-bearing HSLA steel. Mater. Sci. Eng. A 2023, 884, 145506. [Google Scholar] [CrossRef]
- Lu, J.; Omotoso, O.; Wiskel, J.B. Strengthening Mechanisms and Their Relative Contributions to the Yield Strength of Microalloyed Steels. Metall. Mater. Trans. A 2012, 43, 3043–3061. [Google Scholar] [CrossRef]
- GB/T 1499.2-2018; Steel for the reinforcement of concrete—Part 2:Hot rolled ribbed bars. The State Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2018.
- Zaky, A.I.; El-Morsy, A.; El-Bitar, T. Effect of different cooling rates on thermomechanically processed high-strength rebar steel. J. Mater. Process. Technol. 2009, 209, 1565–1569. [Google Scholar] [CrossRef]
- Pan, H.; Cao, J.; Fu, B. An investigation on microstructure evolution and mechanical properties of cryogenic steel rebars under different cooling conditions. Mater. Res. Express 2019, 6, 106592. [Google Scholar] [CrossRef]
- Olasolo, M.; Uranga, P.; Rodriguez-Ibabe, J.M. Effect of Coiling Temperature on Microstructure and Mechanical Properties of a Nb-V Microalloyed Steel. Mater. Sci. Forum. 2010, 638–642, 3350–3355. [Google Scholar] [CrossRef]
- Zhang, Z.; Cao, J.; Zhong, Z. Tensile deformation behavior of high strength anti-seismic steel with multi-phase microstructure. J. Iron Steel Res. Int. 2017, 24, 111–120. [Google Scholar] [CrossRef]
- Bakshi, S.D.; Javed, N.; Sasidhar, K.N. Effect of microstructure and crystallographic texture on mechanical anisotropy of Ti-Nb microalloyed hot rolled 800 MPa HSLA steel. Mater. Charact. 2018, 136, 346–357. [Google Scholar] [CrossRef]
- Wang, X.; Li, Z.; Zhou, S. Precipitation behavior of Ti–Nb–V–Mo quaternary microalloyed high strength fire-resistant steel and its influence on mechanical properties. Mater. Sci. Eng. A 2021, 807, 140865. [Google Scholar] [CrossRef]
- Bramfitt, B.L. The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron. Metall. Trans. 1970, 1, 1987–1995. [Google Scholar] [CrossRef]
- Lee, K.J.; Lee, J.K. Modelling of γ/α transformation in niobium-containing microalloyed steels. Scr. Mater. 1999, 40, 831–836. [Google Scholar] [CrossRef]
- Feng, H.; Cai, L.; Wang, L.; Zhang, X.; Fang, F. Microstructure and strength in ultrastrong cold-drawn medium carbon steel. J. Mater. Sci. Technol. 2022, 97, 89–100. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Singh, P.P.; Ghosh, S.; Mula, S. Strengthening behaviour and failure analysis of hot-rolled Nb+V microalloyed steel processed at various coiling temperatures. Mater. Sci. Eng. A 2022, 859, 144210. [Google Scholar] [CrossRef]
- Zhang, X.; Hansen, N.; Godfrey, A. Dislocation-based plasticity and strengthening mechanisms in sub-20 nm lamellar structures in pearlitic steel wire. Acta Mater. 2016, 114, 176–183. [Google Scholar] [CrossRef]
- Huang, H.; Yang, G.; Zhao, G. Effect of Nb on the microstructure and properties of Ti-Mo microalloyed high-strength ferritic steel. Mater. Sci. Eng. A 2018, 736, 148–155. [Google Scholar] [CrossRef]
- Pickering, F.B. Physical Metallurgy Snd the Design of Steels; Applied Science Publishers Ltd.: London, UK, 1978. [Google Scholar]
- Pavlina, E.J.; Speer, J.G.; Tyne, C.J.V. Equilibrium solubility products of molybdenum carbide and tungsten carbide in iron. Scr. Mater. 2012, 66, 243–246. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Nb | V | Ti | N |
|---|---|---|---|---|---|---|---|---|---|
| LN | 0.16 | 0.30 | 1.31 | 0.019 | 0.013 | 0.017 | 0.085 | 0.007 | 0.009 |
| HN | 0.17 | 0.34 | 1.35 | 0.019 | 0.012 | 0.023 | 0.085 | 0.007 | 0.009 |
| dmatrix/nm | dprecipation/nm | θ/° | dprecipationcosθ | δ/% |
|---|---|---|---|---|
| 0.1483 | 0.2761 | 22.67 | 0.2547 | 23.9 |
| 0.2013 | 0.2555 | 53.47 | 0.1520 | 8.16 |
| Cooling Rate/°C·s−1 | ReL/MPa | Rm/MPa | Rm/ReL | A/% |
|---|---|---|---|---|
| LN-1.0 °C·s−1 | 473 ± 9 | 641 ± 7 | 1.24 | 27.66 ± 1.6 |
| LN-2.0 °C·s−1 | 508 ± 6 | 719 ± 6 | 1.34 | 26.85 ± 1.8 |
| LN-3.0 °C·s−1 | 546 ± 6 | 747 ± 6 | 1.34 | 32.73 ± 1.6 |
| HN-1.0 °C·s−1 | 518 ± 6 | 675 ± 7 | 1.42 | 36.15 ± 1.7 |
| HN-2.0 °C·s−1 | 536 ± 7 | 704 ± 5 | 1.39 | 38.99 ± 1.7 |
| HN-3.0 °C·s−1 | 556 ± 6 | 764 ± 6 | 1.40 | 32.44 ± 1.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, B.; Gu, S.; Wang, J.; Wei, F.; Li, Z.; Zeng, Z.; Zhang, J.; Li, C. Effect of Controlling Nb Content and Cooling Rate on the Microstructure, Precipitation Phases, and Mechanical Properties of Rebar. Materials 2024, 17, 1545. https://doi.org/10.3390/ma17071545
Shen B, Gu S, Wang J, Wei F, Li Z, Zeng Z, Zhang J, Li C. Effect of Controlling Nb Content and Cooling Rate on the Microstructure, Precipitation Phases, and Mechanical Properties of Rebar. Materials. 2024; 17(7):1545. https://doi.org/10.3390/ma17071545
Chicago/Turabian StyleShen, Bin, Shangjun Gu, Jie Wang, Fulong Wei, Zhiying Li, Zeyun Zeng, Junxiang Zhang, and Changrong Li. 2024. "Effect of Controlling Nb Content and Cooling Rate on the Microstructure, Precipitation Phases, and Mechanical Properties of Rebar" Materials 17, no. 7: 1545. https://doi.org/10.3390/ma17071545
APA StyleShen, B., Gu, S., Wang, J., Wei, F., Li, Z., Zeng, Z., Zhang, J., & Li, C. (2024). Effect of Controlling Nb Content and Cooling Rate on the Microstructure, Precipitation Phases, and Mechanical Properties of Rebar. Materials, 17(7), 1545. https://doi.org/10.3390/ma17071545