



Hysteresis-Free and Bias-Stable Organic Transistors Fabricated by Dip-Coating with a Vertical-Phase-Separation Structure


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Device Fabrication
2.3. Characterization
3. Results and Discussion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
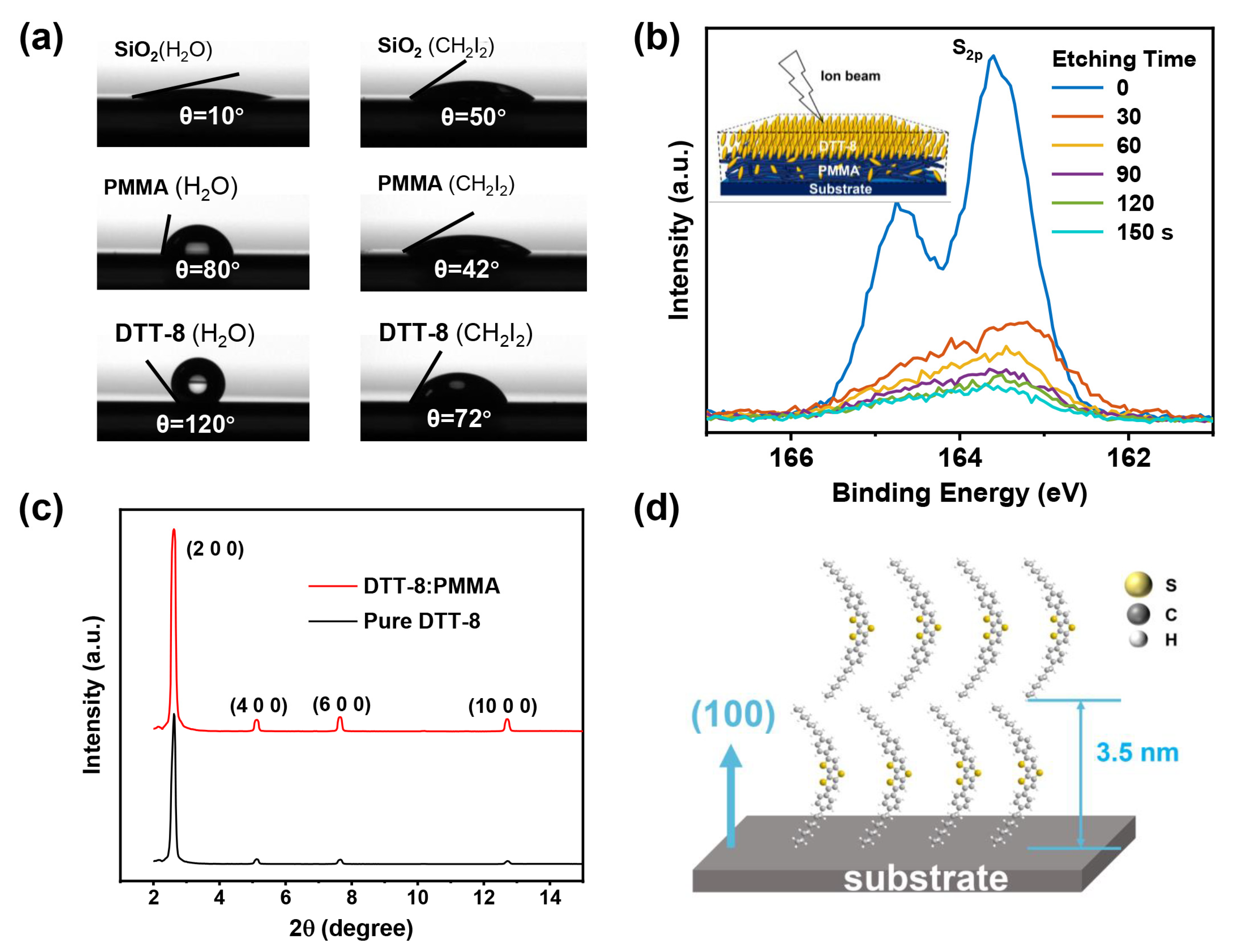
| Surface | Contact Angles (°) | (mJ/m2) | (mJ/m2) | (mJ/m2) | |
|---|---|---|---|---|---|
| Water | Diiodomethane | ||||
| UV radiation SiO2 | 10 | 50 | 19.54 | 51.84 | 71.38 |
| PMMA | 80 | 42 | 34.81 | 4.45 | 39.26 |
| DTT-8 | 130 | 72 | 26.11 | 2.31 | 28.42 |
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, Z.; Liu, K.; Liu, Y.; Guo, Y.; Liu, Y. Intrinsically Flexible Displays: Key Materials and Devices. Natl. Sci. Rev. 2022, 9, nwac090. [Google Scholar] [CrossRef] [PubMed]
- Yin, X.; Yang, J.; Wang, H. Vertical Phase Separation Structure for High-Performance Organic Thin-Film Transistors: Mechanism, Optimization Strategy, and Large-Area Fabrication toward Flexible and Stretchable Electronics. Adv. Funct. Mater. 2022, 32, 2202071. [Google Scholar] [CrossRef]
- Pan, Y.; Yu, G. Multicomponent Blend Systems Used in Organic Field-Effect Transistors: Charge Transport Properties, Large-Area Preparation, and Functional Devices. Chem. Mater. 2021, 33, 2229–2257. [Google Scholar] [CrossRef]
- Smith, J.; Hamilton, R.; McCulloch, I.; Stingelin-Stutzmann, N.; Heeney, M.; Bradley, D.D.C.; Anthopoulos, T.D. Solution-Processed Organic Transistors Based on Semiconducting Blends. J. Mater. Chem. 2010, 20, 2562–2574. [Google Scholar] [CrossRef]
- Xie, Y.; Ding, C.; Jin, Q.; Zheng, L.; Xu, Y.; Xiao, H.; Cheng, M.; Zhang, Y.; Yang, G.; Li, M.; et al. Organic Transistor-Based Integrated Circuits for Future Smart Life. SmartMat 2024, e1261. [Google Scholar] [CrossRef]
- Smith, J.; Hamilton, R.; Heeney, M.; de Leeuw, D.M.; Cantatore, E.; Anthony, J.E.; McCulloch, I.; Bradley, D.D.C.; Anthopoulos, T.D. High-Performance Organic Integrated Circuits Based on Solution Processable Polymer-Small Molecule Blends. Appl. Phys. Lett. 2008, 93, 253301. [Google Scholar] [CrossRef]
- Duan, S.; Geng, B.; Zhang, X.; Ren, X.; Hu, W. Solution-Processed Crystalline Organic Integrated Circuits. Matter 2021, 4, 3415–3443. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, P.; Hu, W. Organic Field-Effect Transistor-Based Gas Sensors. Chem. Soc. Rev. 2015, 44, 2087–2107. [Google Scholar] [CrossRef]
- Yuvaraja, S.; Nawaz, A.; Liu, Q.; Dubal, D.; Surya, S.G.; Salama, K.N.; Sonar, P. Organic Field-Effect Transistor-Based Flexible Sensors. Chem. Soc. Rev. 2020, 49, 3423–3460. [Google Scholar] [CrossRef]
- Zhu, Z.; Guo, Y.; Liu, Y. Application of Organic Field-Effect Transistors in Memory. Mater. Chem. Front. 2020, 4, 2845–2862. [Google Scholar] [CrossRef]
- Luo, Z.; Peng, B.; Zeng, J.; Yu, Z.; Zhao, Y.; Xie, J.; Lan, R.; Ma, Z.; Pan, L.; Cao, K.; et al. Sub-Thermionic, Ultra-High-Gain Organic Transistors and Circuits. Nat. Commun. 2021, 12, 1928. [Google Scholar] [CrossRef] [PubMed]
- Ding, Z.; Xing, R.; Fu, Q.; Ma, D.; Han, Y. Patterning of Pinhole Free Small Molecular Organic Light-Emitting Films by Ink-Jet Printing. Org. Electron. 2011, 12, 703–709. [Google Scholar] [CrossRef]
- Okamoto, H.; Hamao, S.; Goto, H.; Sakai, Y.; Izumi, M.; Gohda, S.; Kubozono, Y.; Eguchi, R. Transistor Application of Alkyl-Substituted Picene. Sci. Rep. 2014, 4, 5048. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Zhang, H.; Dong, H.; Meng, L.; Jiang, L.; Jiang, L.; Wang, Y.; Yu, J.; Sun, Y.; Hu, W.; et al. High Mobility Emissive Organic Semiconductor. Nat. Commun. 2015, 6, 10032. [Google Scholar] [CrossRef] [PubMed]
- Lee, W.H.; Park, Y.D. Organic Semiconductor/Insulator Polymer Blends for High-Performance Organic Transistors. Polymers 2014, 6, 1057–1073. [Google Scholar] [CrossRef]
- Liu, C.; Li, Y.; Minari, T.; Takimiya, K.; Tsukagoshi, K. Forming Semiconductor/Dielectric Double Layers by One-Step Spin-Coating for Enhancing the Performance of Organic Field-Effect Transistors. Org. Electron. 2012, 13, 1146–1151. [Google Scholar] [CrossRef]
- Hunter, S.; Chen, J.; Anthopoulos, T.D. Microstructural Control of Charge Transport in Organic Blend Thin-Film Transistors. Adv. Funct. Mater. 2014, 24, 5969–5976. [Google Scholar] [CrossRef]
- Haase, K.; Teixeira da Rocha, C.; Hauenstein, C.; Zheng, Y.; Hambsch, M.; Mannsfeld, S.C.B. High-Mobility, Solution-Processed Organic Field-Effect Transistors from C8-BTBT:Polystyrene Blends. Adv. Electron. Mater. 2018, 4, 1800076. [Google Scholar] [CrossRef]
- Zhang, K.; Marszalek, T.; Wucher, P.; Wang, Z.; Veith, L.; Lu, H.; Räder, H.-J.; Beaujuge, P.M.; Blom, P.W.M.; Pisula, W. Crystallization Control of Organic Semiconductors during Meniscus-Guided Coating by Blending with Polymer Binder. Adv. Funct. Mater. 2018, 28, 1805594. [Google Scholar] [CrossRef]
- Deng, W.; Xiao, Y.; Lu, B.; Zhang, L.; Xia, Y.; Zhu, C.; Zhang, X.; Guo, J.; Zhang, X.; Jie, J. Water-Surface Drag Coating: A New Route Toward High-Quality Conjugated Small-Molecule Thin Films with Enhanced Charge Transport Properties. Adv. Mater. 2021, 33, 2005915. [Google Scholar] [CrossRef]
- Zhou, J.; Ge, T.; Ng, E.; Chang, J.S. Fully Additive Low-Cost Printed Electronics with Very Low Process Variations. IEEE Trans. Electron Devices 2016, 63, 793–799. [Google Scholar] [CrossRef]
- Niazi, M.R.; Li, R.; Qiang Li, E.; Kirmani, A.R.; Abdelsamie, M.; Wang, Q.; Pan, W.; Payne, M.M.; Anthony, J.E.; Smilgies, D.-M.; et al. Solution-Printed Organic Semiconductor Blends Exhibiting Transport Properties on Par with Single Crystals. Nat. Commun. 2015, 6, 8598. [Google Scholar] [CrossRef] [PubMed]
- Park, B.; Bae, I.-G.; Kwon, O.E.; Jeon, H.G. Organic Thin-Film Transistors Fabricated Using a Slot-Die-Coating Process and Related Sensing Applications. RSC Adv. 2016, 6, 101613–101621. [Google Scholar] [CrossRef]
- Pitsalidis, C.; Pappa, A.M.; Hunter, S.; Laskarakis, A.; Kaimakamis, T.; Payne, M.M.; Anthony, J.E.; Anthopoulos, T.D.; Logothetidis, S. High Mobility Transistors Based on Electrospray-Printed Small-Molecule/Polymer Semiconducting Blends. J. Mater. Chem. C 2016, 4, 3499–3507. [Google Scholar] [CrossRef]
- Onojima, N.; Ozawa, T.; Sugai, T.; Obata, S.; Miyazawa, Y.; Yamanaka, J. Sharp Phase-Separated Interface of 6,13-Bis(Triisopropylsilylethynyl) Pentacene/Polystyrene Blend Films Prepared by Electrostatic Spray Deposition. Org. Electron. 2019, 66, 206–210. [Google Scholar] [CrossRef]
- Ren, C.; Cao, L.; Wu, T. Meniscus-Guided Deposition of Organic Semiconductor Thin Films: Materials, Mechanism, and Application in Organic Field-Effect Transistors. Small 2023, 19, 2300151. [Google Scholar] [CrossRef]
- Wu, Z.; Yan, Y.; Zhao, Y.; Liu, Y. Recent Advances in Realizing Highly Aligned Organic Semiconductors by Solution-Processing Approaches. Small Methods 2022, 6, 2200752. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.-Y.; Yao, Z.-F.; Lu, Y.; Zhang, S.; Ahmad, Z.; Wang, J.-Y.; Gu, X.; Pei, J. Achieving High Alignment of Conjugated Polymers by Controlled Dip-Coating. Adv. Electron. Mater. 2020, 6, 2000080. [Google Scholar] [CrossRef]
- Li, L.; Gao, P.; Wang, W.; Müllen, K.; Fuchs, H.; Chi, L. Growth of Ultrathin Organic Semiconductor Microstripes with Thickness Control in the Monolayer Precision. Angew. Chem. Int. Ed. 2013, 52, 12530–12535. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, S.; Huang, L.; Li, L.; Chi, L. Microstructured Ultrathin Organic Semiconductor Film via Dip-Coating: Precise Assembly and Diverse Applications. Acc. Mater. Res. 2020, 1, 201–212. [Google Scholar] [CrossRef]
- Wang, Z.; Guo, H.; Li, J.; Wang, L.; Dong, G. Marangoni Effect-Controlled Growth of Oriented Film for High Performance C8-BTBT Transistors. Adv. Mater. Interfaces 2019, 6, 1801736. [Google Scholar] [CrossRef]
- Zhao, H.; Wang, Z.; Dong, G.; Duan, L. Fabrication of Highly Oriented Large-Scale TIPS Pentacene Crystals and Transistors by the Marangoni Effect-Controlled Growth Method. Phys. Chem. Chem. Phys. 2015, 17, 6274–6279. [Google Scholar] [CrossRef] [PubMed]
- Chai, Z.; Abbasi, S.A.; Busnaina, A.A. Scalable Directed Assembly of Highly Crystalline 2,7-Dioctyl[1]Benzothieno[3,2-b][1]Benzothiophene (C8-BTBT) Films. ACS Appl. Mater. Interfaces 2018, 10, 18123–18130. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Zhang, Y.; Zhang, X.; Li, R.; Hu, W. Continuous and Highly Ordered Organic Semiconductor Thin Films via Dip-Coating: The Critical Role of Meniscus Angle. Sci. China Mater. 2020, 63, 1257–1264. [Google Scholar] [CrossRef]
- Seok Yang, Y.; Yasuda, T.; Kakizoe, H.; Mieno, H.; Kino, H.; Tateyama, Y.; Adachi, C. High Performance Organic Field-Effect Transistors Based on Single-Crystal Microribbons and Microsheets of Solution-Processed Dithieno[3,2-B:2′,3′-d]Thiophene Derivatives. Chem. Commun. 2013, 49, 6483–6485. [Google Scholar] [CrossRef] [PubMed]
- del Campo, V.; Homm, P.; Ferrari, P.; Diama, A.; Wagner, C.; Taub, H.; Knorr, K.; Deutsch, M.; Retamal, M.J.; Volkmann, U.G.; et al. Spontaneous Formation of Nanopatterns in Velocity-Dependent Dip-Coated Organic Films: From Dragonflies to Stripes. ACS Nano 2014, 8, 9954–9963. [Google Scholar] [CrossRef]
- Tong, Y.; Tang, Q.; Lemke, H.T.; Moth-Poulsen, K.; Westerlund, F.; Hammershøj, P.; Bechgaard, K.; Hu, W.; Bjørnholm, T. Solution-Based Fabrication of Single-Crystalline Arrays of Organic Nanowires. Langmuir 2010, 26, 1130–1136. [Google Scholar] [CrossRef] [PubMed]
- Faustini, M.; Louis, B.; Albouy, P.A.; Kuemmel, M.; Grosso, D. Preparation of Sol−Gel Films by Dip-Coating in Extreme Conditions. J. Phys. Chem. C 2010, 114, 7637–7645. [Google Scholar] [CrossRef]
- Stingelin-Stutzmann, N.; Smits, E.; Wondergem, H.; Tanase, C.; Blom, P.; Smith, P.; De Leeuw, D. Organic Thin-Film Electronics from Vitreous Solution-Processed Rubrene Hypereutectics. Nat. Mater. 2005, 4, 601–606. [Google Scholar] [CrossRef]
- Zhao, H.; Li, D.; Dong, G.; Duan, L.; Liu, X.; Wang, L. Volatilize-Controlled Oriented Growth of the Single-Crystal Layer for Organic Field-Effect Transistors. Langmuir 2014, 30, 12082–12088. [Google Scholar] [CrossRef]
- Uemura, T.; Hirose, Y.; Uno, M.; Takimiya, K.; Takeya, J. Very High Mobility in Solution-Processed Organic Thin-Film Transistors of Highly Ordered [1]Benzothieno[3,2-b]Benzothiophene Derivatives. Appl. Phys. Express 2009, 2, 111501. [Google Scholar] [CrossRef]
- Zhu, X.; Gao, C.; Ren, Y.; Zhang, X.; Li, E.; Wang, C.; Yang, F.; Wu, J.; Hu, W.; Chen, H. High-Contrast Bidirectional Optoelectronic Synapses Based on 2D Molecular Crystal Heterojunctions for Motion Detection. Adv. Mater. 2023, 35, 2301468. [Google Scholar] [CrossRef] [PubMed]
- Qiu, Y.; Gao, H.; Cao, S.; Zhang, Y.; Wei, Y.; Wei, X.; Li, X.; Zhang, X.; Jiang, L.; Zhao, Z.; et al. Interface-Confined Assembly of Layered Molecular Crystal Arrays toward Wearable UV-Radiation Monitor. Adv. Funct. Materi. 2024, 2313990. [Google Scholar] [CrossRef]
- Raveendran, R.; Namboothiry, M.A.G. Bias Stress Stability and Hysteresis in Elastomeric Dielectric Based Solution Processed OFETs. Mater. Res. Bull. 2022, 146, 111596. [Google Scholar] [CrossRef]
- Park, B.; In, I.; Gopalan, P.; Evans, P.G.; King, S.; Lyman, P.F. Enhanced Hole Mobility in Ambipolar Rubrene Thin Film Transistors on Polystyrene. Appl. Phys. Lett. 2008, 92, 133302. [Google Scholar] [CrossRef]
- Yuan, Y.; Giri, G.; Ayzner, A.L.; Zoombelt, A.P.; Mannsfeld, S.C.B.; Chen, J.; Nordlund, D.; Toney, M.F.; Huang, J.; Bao, Z. Ultra-High Mobility Transparent Organic Thin Film Transistors Grown by an off-Centre Spin-Coating Method. Nat. Commun. 2014, 5, 3005. [Google Scholar] [CrossRef] [PubMed]
- Baeg, K.-J.; Noh, Y.-Y.; Sirringhaus, H.; Kim, D.-Y. Controllable Shifts in Threshold Voltage of Top-Gate Polymer Field-Effect Transistors for Applications in Organic Nano Floating Gate Memory. Adv. Funct. Mater. 2010, 20, 224–230. [Google Scholar] [CrossRef]
| Cycles | Forward | Backward | Δμ | ΔVT | ||
|---|---|---|---|---|---|---|
| μ (cm2 V−1 s−1) | VT (V) | μ (cm2 V−1 s−1) | VT (V) | |||
| initial | 0.074 | 3.00 | 0.076 | 3.28 | 0.002 | 0.27 |
| 20 | 0.078 | 3.92 | 0.083 | 4.31 | 0.006 | 0.39 |
| 40 | 0.079 | 4.31 | 0.083 | 4.54 | 0.004 | 0.23 |
| 60 | 0.080 | 4.61 | 0.084 | 4.85 | 0.004 | 0.24 |
| 80 | 0.081 | 4.86 | 0.085 | 5.12 | 0.005 | 0.26 |
| 100 | 0.081 | 5.05 | 0.084 | 5.23 | 0.003 | 0.18 |
| 120 | 0.081 | 5.20 | 0.088 | 5.67 | 0.007 | 0.47 |
| 140 | 0.082 | 5.37 | 0.088 | 5.81 | 0.006 | 0.44 |
| 160 | 0.082 | 5.58 | 0.089 | 6.05 | 0.007 | 0.47 |
| 180 | 0.083 | 5.89 | 0.090 | 6.23 | 0.007 | 0.34 |
| 200 | 0.093 | 6.62 | 0.091 | 6.42 | −0.002 | −0.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Yin, X.; Yu, S.; Wang, H. Hysteresis-Free and Bias-Stable Organic Transistors Fabricated by Dip-Coating with a Vertical-Phase-Separation Structure. Materials 2024, 17, 1465. https://doi.org/10.3390/ma17071465
Wang B, Yin X, Yu S, Wang H. Hysteresis-Free and Bias-Stable Organic Transistors Fabricated by Dip-Coating with a Vertical-Phase-Separation Structure. Materials. 2024; 17(7):1465. https://doi.org/10.3390/ma17071465
Chicago/Turabian StyleWang, Bingxi, Xiaowen Yin, Shuwen Yu, and Haibo Wang. 2024. "Hysteresis-Free and Bias-Stable Organic Transistors Fabricated by Dip-Coating with a Vertical-Phase-Separation Structure" Materials 17, no. 7: 1465. https://doi.org/10.3390/ma17071465
APA StyleWang, B., Yin, X., Yu, S., & Wang, H. (2024). Hysteresis-Free and Bias-Stable Organic Transistors Fabricated by Dip-Coating with a Vertical-Phase-Separation Structure. Materials, 17(7), 1465. https://doi.org/10.3390/ma17071465