
Metal Laser-Based Powder Bed Fusion Process Development Using Optical Tomography




Abstract
1. Introduction
2. Materials and Methods
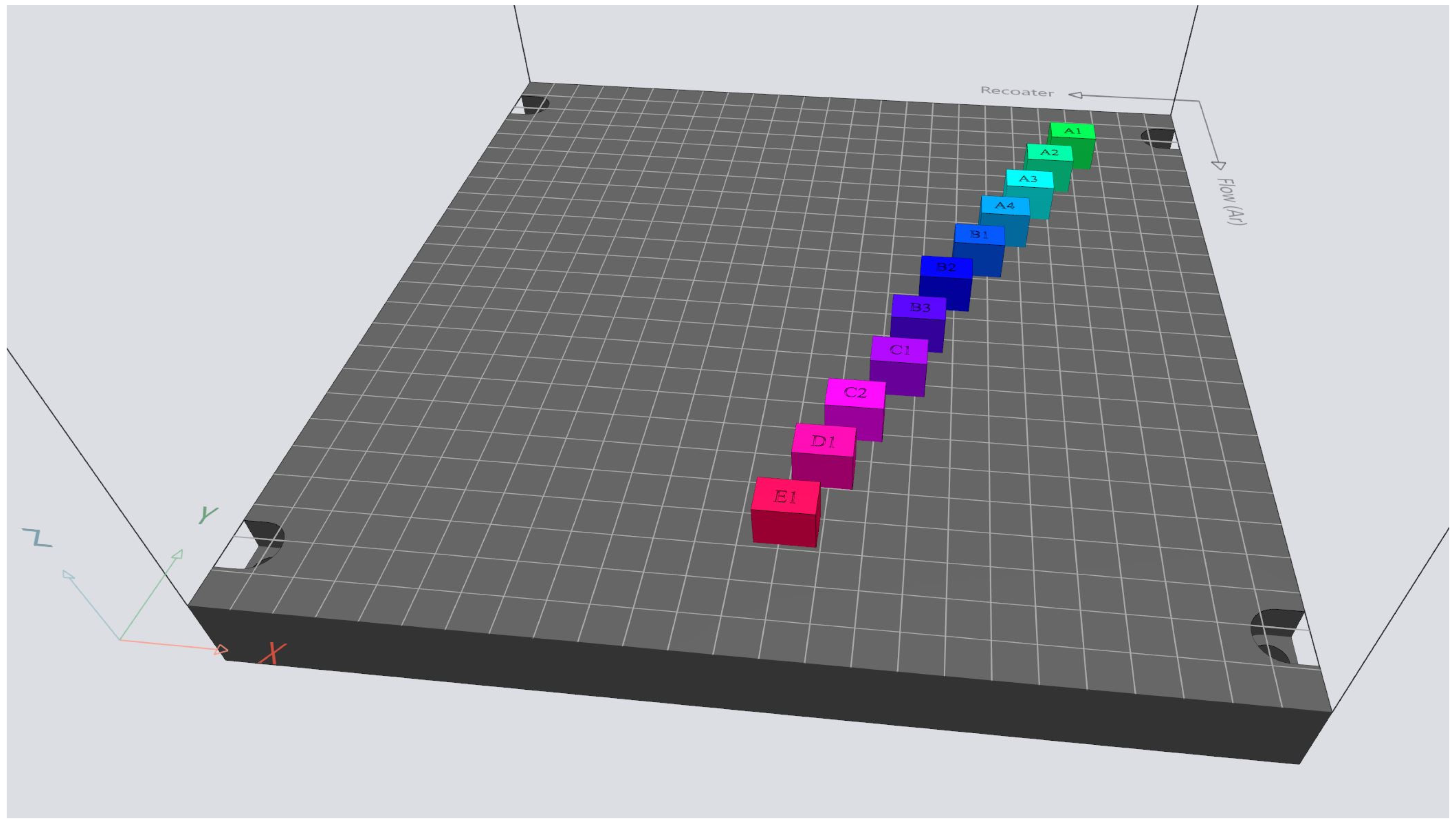
2.1. Additive Manufacturing and Monitoring
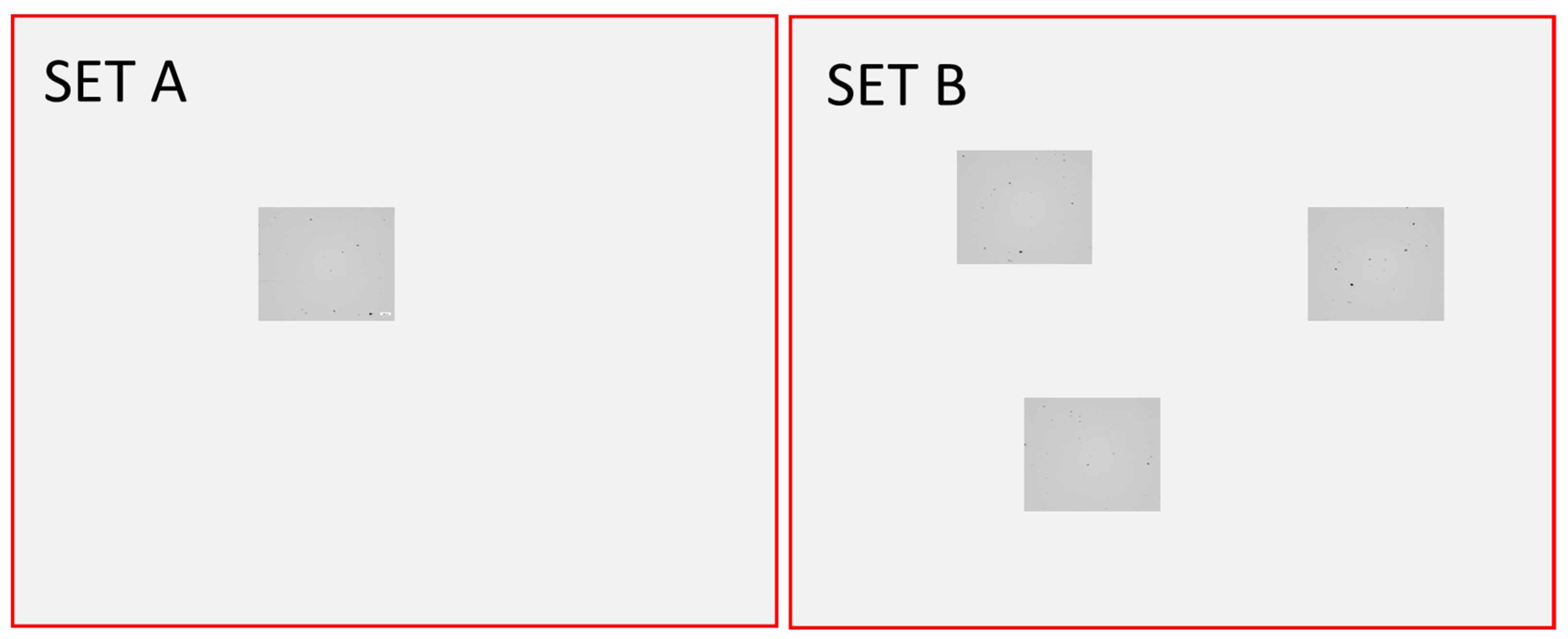
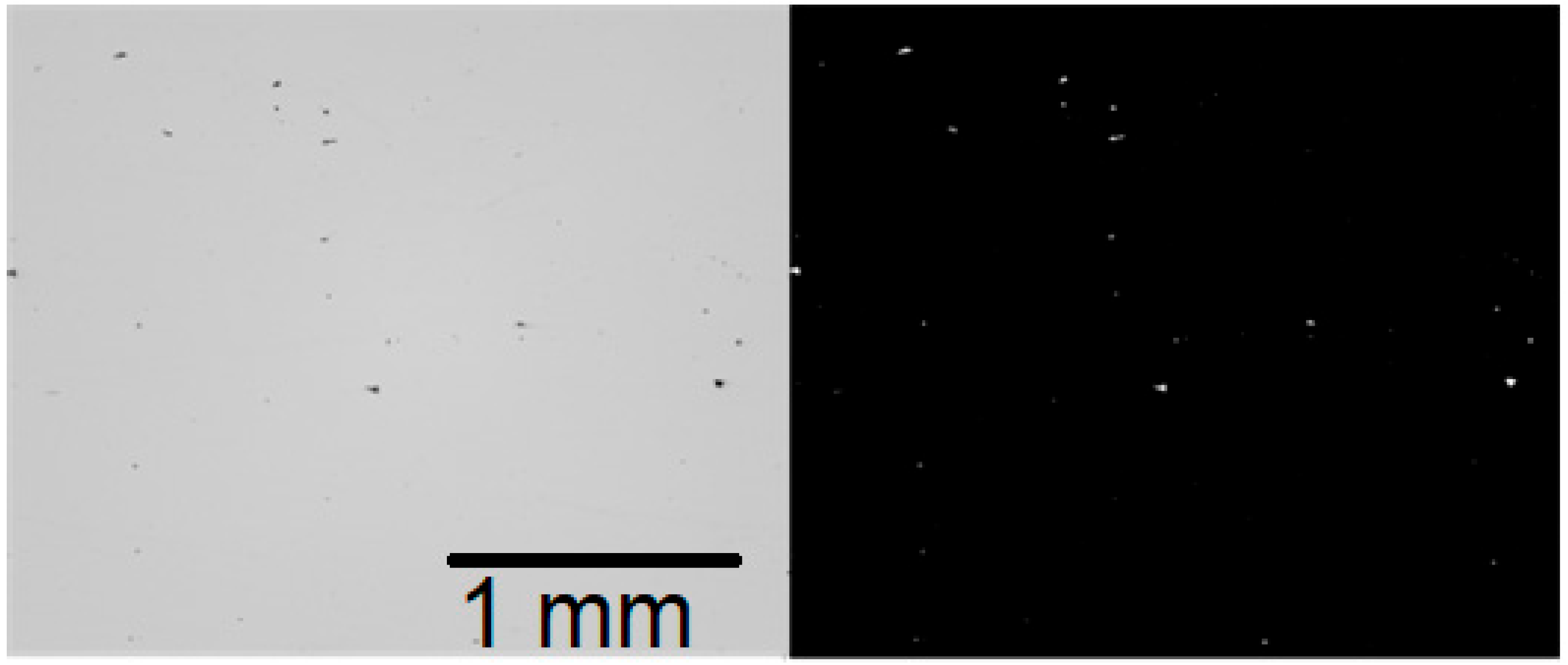
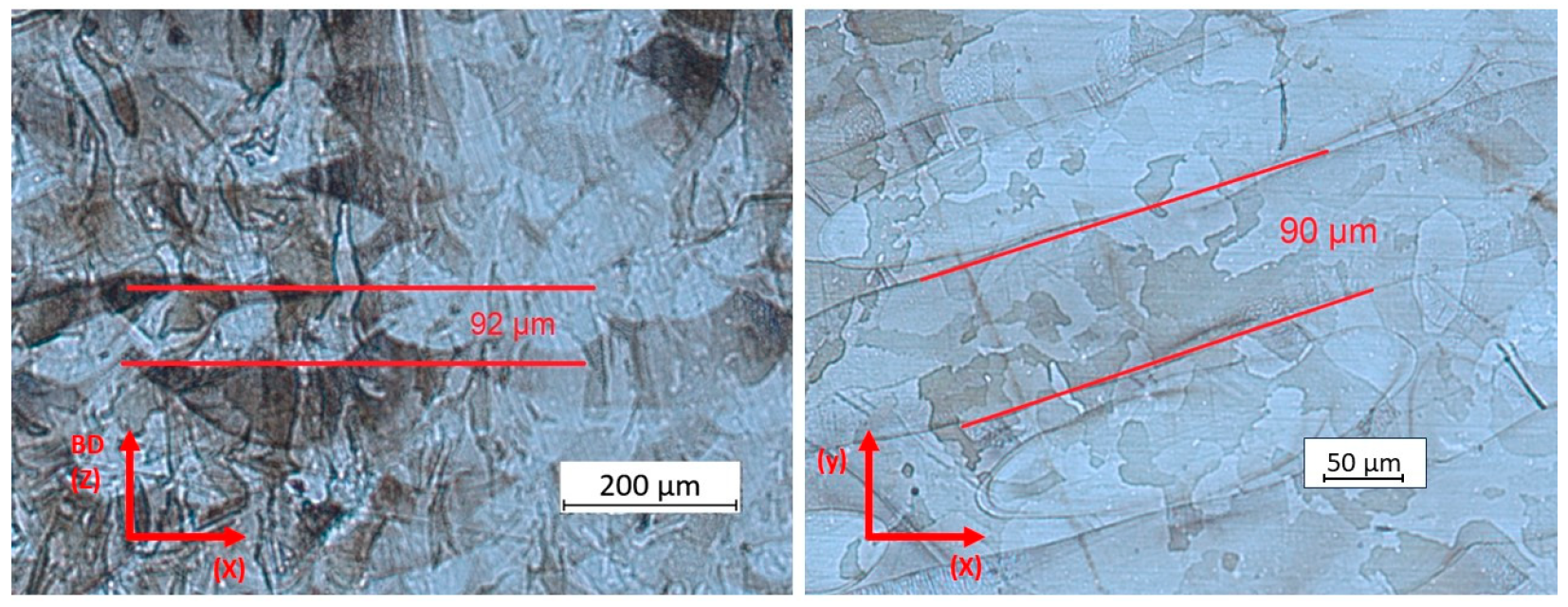
2.2. Micrographs
2.3. Data Analysis
3. Results
3.1. Optical Tomography Grey Values
3.2. Grey Value Deviation
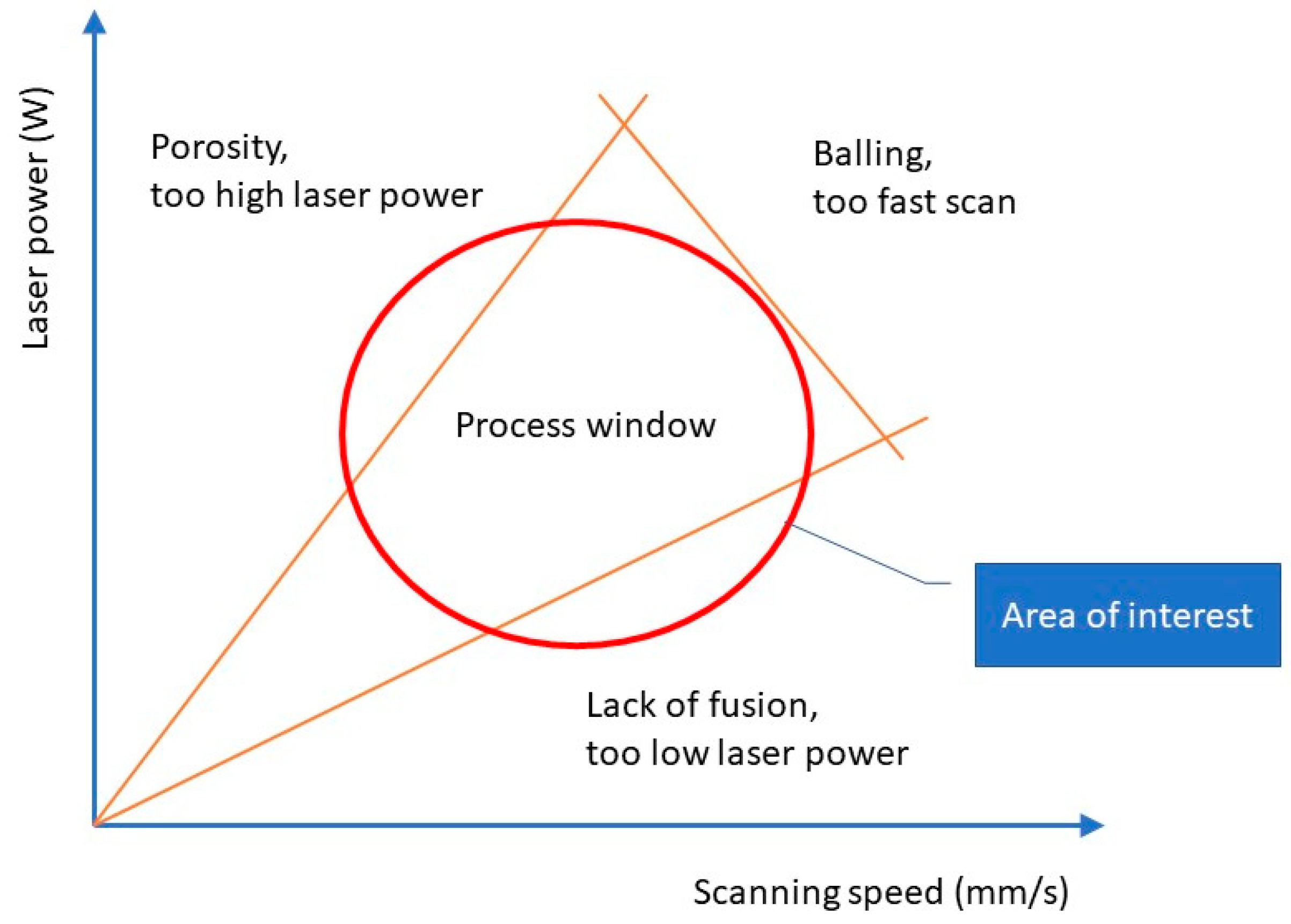
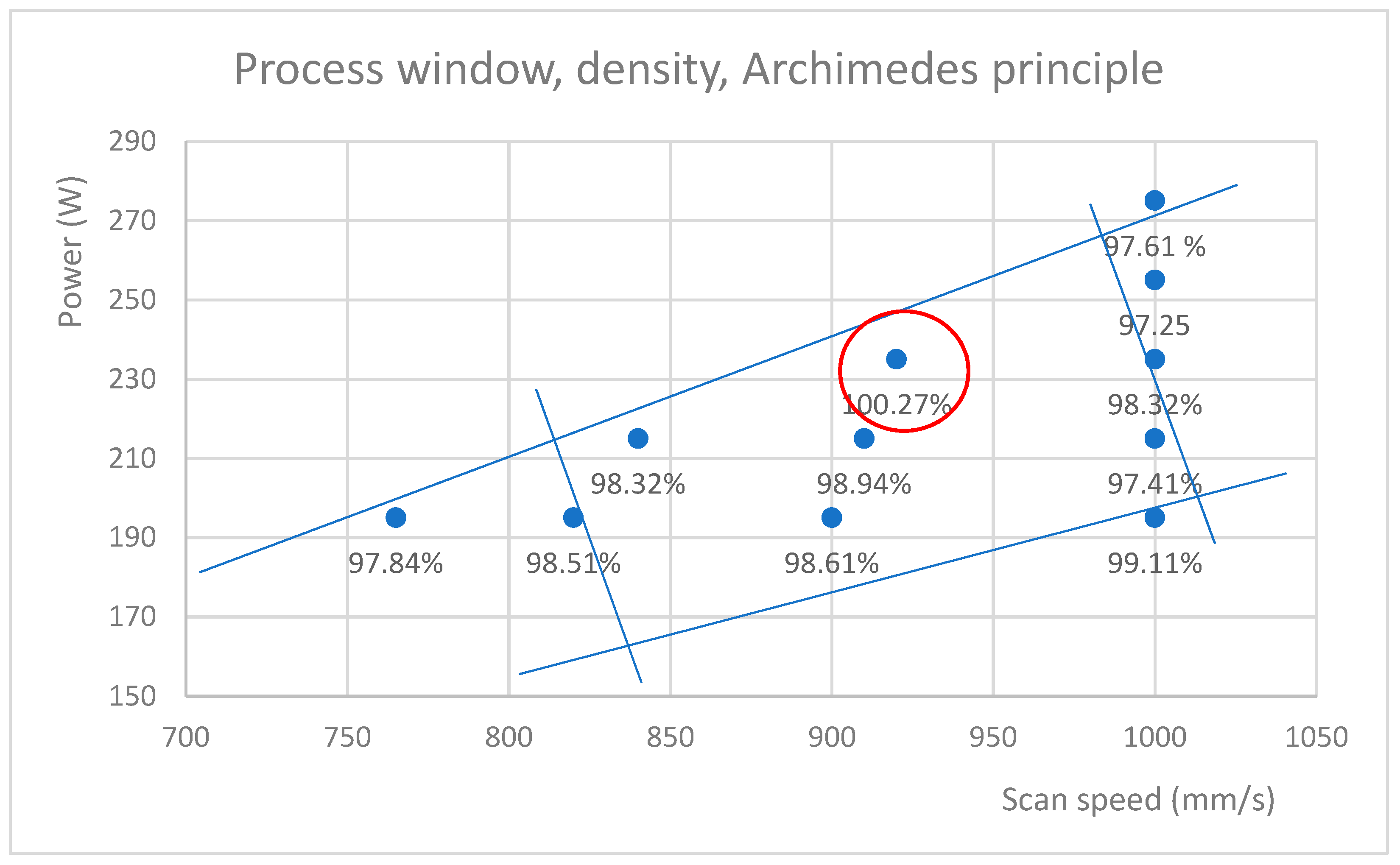
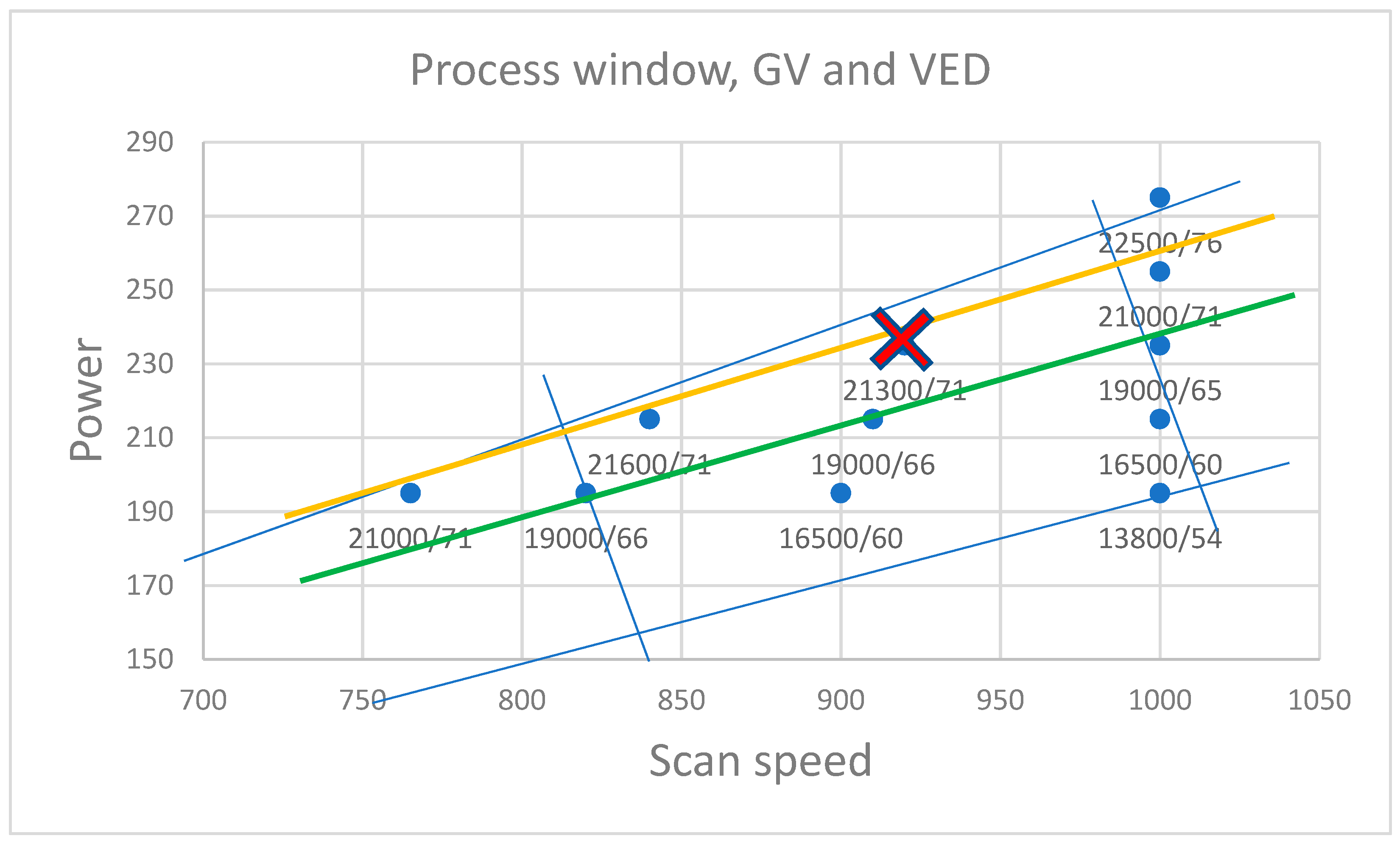
3.3. Optical Tomography Values and Process Window
4. Discussion
5. Conclusions
- Process parameters, including laser power and scan speed, define material properties and can be monitored via OT. The correlation between VEDs and GVs was complete correlation with a value of 0.99.
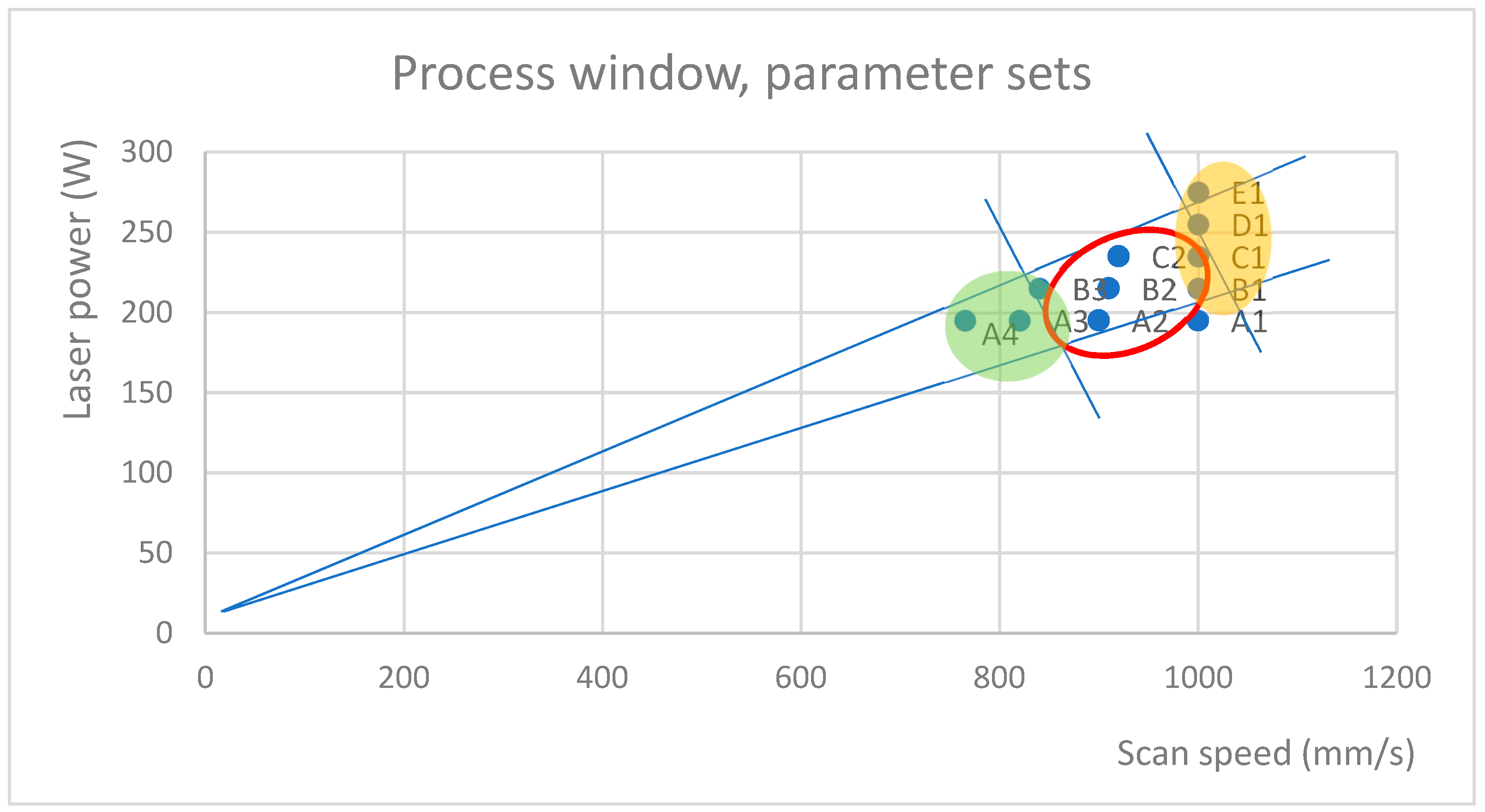
- High exposure parameters—here, D1 and E1 (255 W, 1000 mm/s and 275 W, 1000 mm/s)—define a boundary where material turns from dense to include defects typical for keyhole and balling regimes. Similarly, a low density achieved with lower WEDs assigns a lower bound.
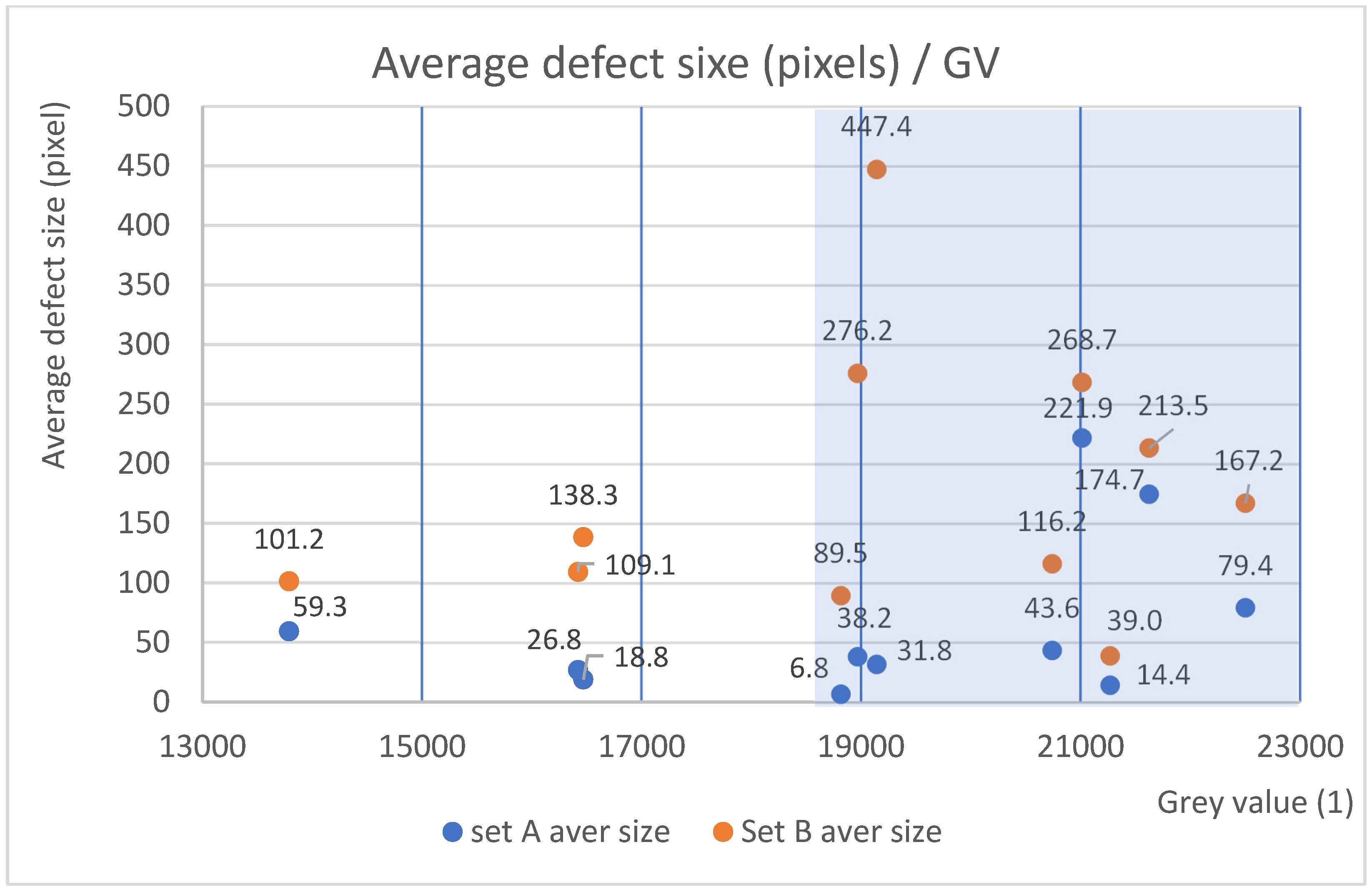
- There is a threshold for GVs, after which the defect size increases. Defect size was found to increase significantly at 19,000 GV, but it increased more slowly below this threshold.
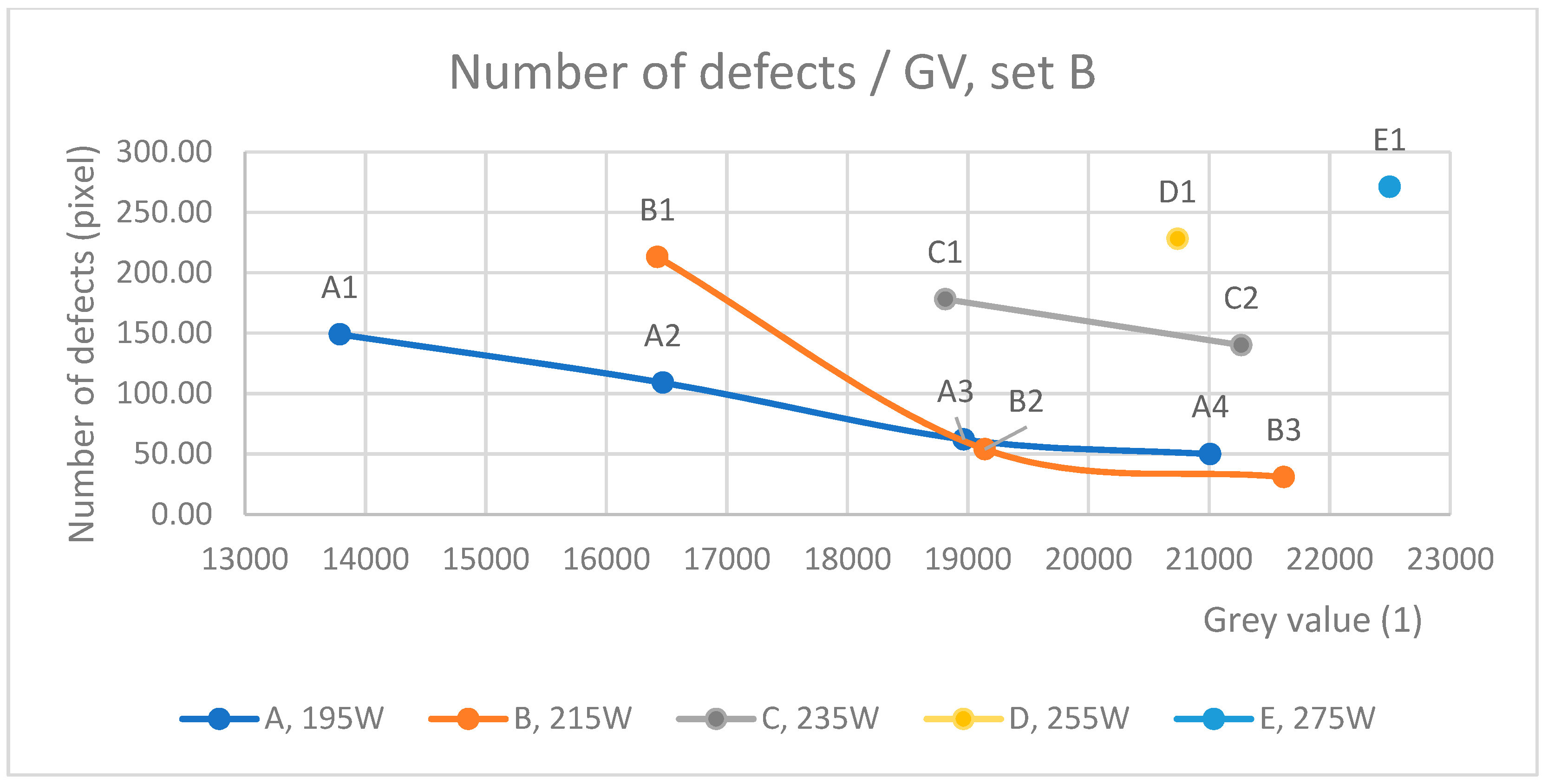
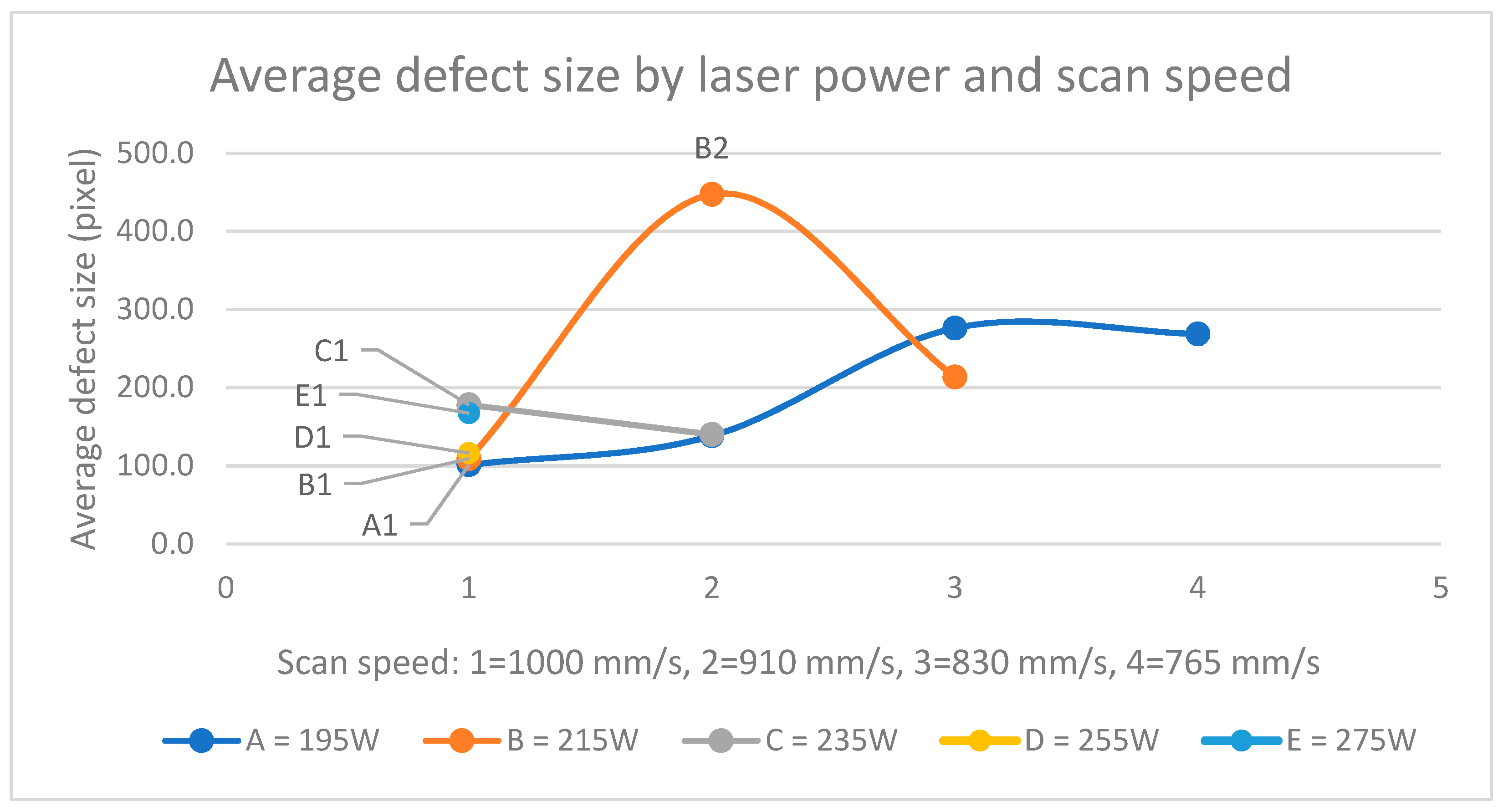
- The number of defects decreased and the defect size increased when VED was adjusted to be higher by slowing the scan speed, as shown in Table 2.
- The importance of parameter engineering is vital for novel applications. Therefore, more work regarding the use of process monitoring in the development of process conditions is needed to enable component-specific processes.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Akmal, J.S.; Salmi, M.; Björkstrand, R.; Partanen, J.; Holmström, J. Switchover to industrial additive manufacturing: Dynamic decision-making for problematic spare parts. Int. J. Oper. Prod. Manag. 2022, 42, 358–384. [Google Scholar] [CrossRef]
- Tian, X.; Wu, L.; Gu, D.; Yuan, S.; Zhao, Y.; Li, X.; Ouyang, L.; Song, B.; Gao, T.; He, J.; et al. Roadmap for Additive Manufacturing: Toward Intellectualization and Industrialization. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100014. [Google Scholar] [CrossRef]
- Wohlers Associates. 3D Printing and Additive Manufacturing—Global State of the Industry; Wohlers Associates: Washington, DC, USA, 2023. [Google Scholar]
- Gusarov, A.V.; Grigoriev, S.N.; Volosova, M.A.; Melnik, Y.A.; Laskin, A.; Kotoban, D.V.; Okunkova, A.A. On productivity of laser additive manufacturing. J. Am. Acad. Dermatol. 2018, 261, 213–232. [Google Scholar] [CrossRef]
- Colosimo, B.M.; Huang, Q.; Dasgupta, T.; Tsung, F. Opportunities and challenges of quality engineering for additive manufacturing. J. Qual. Technol. 2018, 50, 233–252. [Google Scholar] [CrossRef]
- Baumers, M.; Dickens, P.; Tuck, C.; Hague, R. The cost of additive manufacturing: Machine productivity, economies of scale and technology-push. Technol. Forecast. Soc. Chang. 2016, 102, 193–201. [Google Scholar] [CrossRef]
- Ding, J.; Baumers, M.; Clark, E.A.; Wildman, R.D. The economics of additive manufacturing: Towards a general cost model including process failure. Int. J. Prod. Econ. 2021, 237, 108087. [Google Scholar] [CrossRef]
- Weber, S.; Montero, J.; Bleckmann, M.; Paetzold, K. Support-free metal additive manufacturing: A structured review on the state of the art in academia and industry. Proc. Des. Soc. 2021, 1, 2811–2820. [Google Scholar] [CrossRef]
- Cai, Y.; Xiong, J.; Chen, H.; Zhang, G. A review of in-situ monitoring and process control system in metal-based laser additive manufacturing. J. Manuf. Syst. 2023, 70, 309–326. [Google Scholar] [CrossRef]
- Schwerz, C.; Schulz, F.; Natesan, E.; Nyborg, L. Increasing productivity of laser powder bed fusion manufactured Hastelloy X through modification of process parameters. J. Manuf. Process. 2022, 78, 231–241. [Google Scholar] [CrossRef]
- de Formanoir, C.; Paggi, U.; Colebrants, T.; Thijs, L.; Li, G.; Vanmeensel, K.; Van Hooreweder, B. Increasing the productivity of laser powder bed fusion: Influence of the hull-bulk strategy on part quality, microstructure and mechanical performance of Ti-6Al-4V. Addit. Manuf. 2020, 33, 101129. [Google Scholar] [CrossRef]
- du Plessis, A. Effects of process parameters on porosity in laser powder bed fusion revealed by X-ray tomography. Addit. Manuf. 2019, 30, 100871. [Google Scholar] [CrossRef]
- Reijonen, J.; Björkstrand, R.; Riipinen, T.; Que, Z.; Metsä-Kortelainen, S.; Salmi, M. Cross-testing laser powder bed fusion production machines and powders: Variability in mechanical properties of heat-treated 316L stainless steel. Mater. Des. 2021, 204, 109684. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Ram, G.D.J.; Starr, T.; Stucker, B. Influence of defects on mechanical properties of Ti–6Al–4V components produced by selective laser melting and electron beam melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Jin, J.; Wu, S.; Yang, L.; Zhang, C.; Li, Y.; Cai, C.; Yan, C.; Shi, Y. Ni–Ti multicell interlacing Gyroid lattice structures with ultra-high hyperelastic response fabricated by laser powder bed fusion. Int. J. Mach. Tools Manuf. 2024, 195, 104099. [Google Scholar] [CrossRef]
- Puttonen, T.; Chekurov, S.; Kuva, J.; Björkstrand, R.; Partanen, J.; Salmi, M. Influence of feature size and shape on corrosion of 316L lattice structures fabricated by laser powder bed fusion. Addit. Manuf. 2023, 61, 103288. [Google Scholar] [CrossRef]
- Orye, D. Additive Manufacturing of Support-Free Shrouded Impellers. LinkedIn Blog 2021. 16 November 2021. Available online: https://www.linkedin.com/pulse/additive-manufacturing-support-free-shrouded-impellers-davy-orye/ (accessed on 17 January 2024).
- Viale, V.; Stavridis, J.; Salmi, A.; Bondioli, F.; Saboori, A. Optimisation of downskin parameters to produce metallic parts via laser powder bed fusion process: An overview. Int. J. Adv. Manuf. Technol. 2022, 123, 2159–2182. [Google Scholar] [CrossRef]
- Druzgalski, C.; Ashby, A.; Guss, G.; King, W.; Roehling, T.; Matthews, M. Process optimization of complex geometries using feed forward control for laser powder bed fusion additive manufacturing. Addit. Manuf. 2020, 34, 101169. [Google Scholar] [CrossRef]
- Together We Exceed Any Limitations of 3D Printing; Delva Oy: Hämeenlinna, Finland, 2020.
- Cola, M.; Betts, S. In-Situ Process Mapping Using Thermal Quality Signatures™ during Additive Manufacturing with Titanium Alloy Ti–6Al–4V; Sigma Labs: Santa Fe, NM, USA, 2018. [Google Scholar]
- Dastgerdi, J.N.; Jaberi, O.; Remes, H.; Lehto, P.; Toudeshky, H.H.; Kuva, J. Fatigue damage process of additively manufactured 316 L steel using X-ray computed tomography imaging. Addit. Manuf. 2023, 70, 103559. [Google Scholar] [CrossRef]
- Godec, D.; Gonzalez-Gutierrez, J.; Nordin, A.; Pei, E.; Ureña Alcázar, J. A Guide to Additive Manufacturing; Springer Tracts in Additive Manufacturing; Springer: Cham, Swizerland, 2022; p. 323. [Google Scholar]
- Chia, H.Y.; Wu, J.; Wang, X.; Yan, W. Process parameter optimization of metal additive manufacturing: A review and outlook. J. Mater. Inform. 2022, 2, 16. [Google Scholar] [CrossRef]
- Fedorov, I.; Barhanko, D.; Hallberg, M.; Lindbaeck, M. Hot turbine guide vane performance improvement with metal additive manufacturing at Siemens energy. In Proceedings of the ASME Turbo Expo 2021: Turbomachinery Technical Conference and Exposition, Virtual, 7–11 June 2021. [Google Scholar]
- Etteplan_Oy. Additive Manufacturing Design Case for Optimized Production. Available online: https://www.etteplan.com/references/additive-manufacturing-design-case-optimized-production (accessed on 18 January 2024).
- Sohrabi, N.; Jhabvala, J.; Logé, R.E. Additive Manufacturing of Bulk Metallic Glasses—Process, Challenges and Properties: A Review. Metals 2021, 11, 1279. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.; Lu, J.; Lu, Z. Additive manufacturing of metals: Microstructure evolution and multistage control. J. Mater. Sci. Technol. 2022, 100, 224–236. [Google Scholar] [CrossRef]
- Jeyaprakash, N.; Kumar, M.S.; Yang, C.-H.; Cheng, Y.; Radhika, N.; Sivasankaran, S. Effect of microstructural evolution during melt pool formation on nano-mechanical properties in LPBF based SS316L parts. J. Alloys Compd. 2024, 972, 172745. [Google Scholar] [CrossRef]
- Gögelein, A.; Ladewig, A.; Zenzinger, G.; Bamberg, J. Process Monitoring of Additive Manufacturing by Using Optical Tomography. In Proceedings of the 14th Quantitative InfraRed Thermography Conference, Berlin, Germany, 25–29 June 2018. [Google Scholar]
- Bamberg, J.; Zenzinger, G.; Ladewig, A. In-Process Control of Selective Laser Melting by Quantitative Optical Tomography. In Proceedings of the 19th World Conference on Non-Destructive Testing 2016, Munich, Germany, 13–17 June 2016. [Google Scholar]
- Schwerz, C.; Raza, A.; Lei, X.; Nyborg, L.; Hryha, E.; Wirdelius, H. In-situ detection of redeposited spatter and its influence on the formation of internal flaws in laser powder bed fusion. Addit. Manuf. 2021, 47, 102370. [Google Scholar] [CrossRef]
- Prithivirajan, V.; Sangid, M.D. The role of defects and critical pore size analysis in the fatigue response of additively manufactured IN718 via crystal plasticity. Mater. Des. 2018, 150, 139–153. [Google Scholar] [CrossRef]
- Reijonen, J.; Revuelta, A.; Metsä-Kortelainen, S.; Salminen, A. Effect of hard and soft re-coater blade on porosity and processability of thin walls and overhangs in laser powder bed fusion additive manufacturing. Int. J. Adv. Manuf. Technol. 2023, 130, 2283–2296. [Google Scholar] [CrossRef]
- ASTM F3637-23; Standard Guide for Additive Manufacturing of Metal—Finished Part Properties—Methods for Relative Density Measurement . ASTM: West Conshohocken, PA, USA, 2023.
- Saunders, M. X Marks the Spot—Find Ideal Process Parameters for Your Metal AM Parts; Renishaw: Wotton-under-Edge, UK, 2017. [Google Scholar]
- Spierings, A.B.; Schneider, M.; Eggenberger, R. Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- Gaikwad, A.; Williams, R.J.; de Winton, H.; Bevans, B.D.; Smoqi, Z.; Rao, P.; Hooper, P.A. Multi phenomena melt pool sensor data fusion for enhanced process monitoring of laser powder bed fusion additive manufacturing. Mater. Des. 2022, 221, 110919. [Google Scholar] [CrossRef]
- Templeton, W.F.; Hinnebusch, S.; Strayer, S.; To, A.; Narra, S.P. Finding the limits of single-track deposition experiments: An experimental study of melt pool characterization in laser powder bed fusion. Mater.Des. 2023, 231, 112069. [Google Scholar] [CrossRef]
- Scime, L.; Beuth, J. Melt pool geometry and morphology variability for the Inconel 718 alloy in a laser powder bed fusion additive manufacturing process. Addit. Manuf. 2019, 29, 100830. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, T.; Sun, C.; Karna, S.; Yuan, L. Understanding Melt Pool Behavior of 316L Stainless Steel in Laser Powder Bed Fusion Additive Manufacturing. Micromachines 2024, 15, 170. [Google Scholar] [CrossRef]
- Akmal, J.; Macarie, M.; Björkstrand, R.; Minet, K.; Salmi, M. Defect detection in laser-based powder bed fusion process using machine learning classification methods. In Proceedings of the Nordic Laser Materials Processing Conference, Turku, Finland, 22–24 August 2023; IOP Publishing Ltd.: Turku, Finland, 2023; p. 11. [Google Scholar]
- Ko, H.; Kim, J.; Lu, Y.; Shin, D.; Yang, Z.; Oh, Y. Spatial-Temporal Modeling Using Deep Learning for Real-Time Monitoring of Additive Manufacturing. In Proceedings of the ASME 2022 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, St. Louis, MO, USA, 14–17 August 2022; ASME: St. Louis, MO, USA, 2022. [Google Scholar]
- Ero, O.; Taherkhani, K.; Toyserkani, E. Optical tomography and machine learning for in-situ defects detection in laser powder bed fusion: A self-organizing map and U-Net based approach. Addit. Manuf. 2023, 78, 103894. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A | B | C | D | E | |
|---|---|---|---|---|---|
| 1 | 195 W/1000 mm/s | 215 W/1000 mm/s | 235 W/1000 mm/s | 255 W/1000 mm/s | 275 W/1000 mm/s |
| VED 54.17 J/mm3 | VED 59.72 J/mm3 | VED 65.28 J/mm3 | VED 70.83 J/mm3 | VED 76.39 J/mm3 | |
| 2 | 195 W/900 mm/s | 215 W/910 mm/s | 235 W/920 mm/s | ||
| VED 60.19 J/mm3 | VED 65.63 J/mm3 | VED 70.95 J/mm3 | |||
| 3 | 195 W/820 mm/s | 215 W/840 mm/s | |||
| VED 66.06 J/mm3 | VED 71.10 J/mm3 | ||||
| 4 | 195 W/765 mm/s | ||||
| VED 70.81 J/mm3 |
| A1 | A2 | A3 | A4 | B1 | B2 | B3 | C1 | C2 | D1 | E1 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Average size | 101 | 138 | 276 | 269 | 109 | 447 | 214 | 90 | 39 | 113 | 167 |
| Number of defects | 149 | 109 | 62 | 50 | 213 | 54 | 31 | 178 | 140 | 228 | 271 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Björkstrand, R.; Akmal, J.; Salmi, M. Metal Laser-Based Powder Bed Fusion Process Development Using Optical Tomography. Materials 2024, 17, 1461. https://doi.org/10.3390/ma17071461
Björkstrand R, Akmal J, Salmi M. Metal Laser-Based Powder Bed Fusion Process Development Using Optical Tomography. Materials. 2024; 17(7):1461. https://doi.org/10.3390/ma17071461
Chicago/Turabian StyleBjörkstrand, Roy, Jan Akmal, and Mika Salmi. 2024. "Metal Laser-Based Powder Bed Fusion Process Development Using Optical Tomography" Materials 17, no. 7: 1461. https://doi.org/10.3390/ma17071461
APA StyleBjörkstrand, R., Akmal, J., & Salmi, M. (2024). Metal Laser-Based Powder Bed Fusion Process Development Using Optical Tomography. Materials, 17(7), 1461. https://doi.org/10.3390/ma17071461