
The Effect of Direct Quenching on the Microstructure and Mechanical Properties of NiCrMo and Cu-Bearing High-Strength Steels
Department of Structural Steels, Central Iron and Steel Research Institute, Beijing 100081, China
*
Author to whom correspondence should be addressed.
Materials 2024, 17(6), 1397; https://doi.org/10.3390/ma17061397
Submission received: 14 February 2024
/
Revised: 28 February 2024
/
Accepted: 4 March 2024
/
Published: 19 March 2024
Abstract
:In this work, two types of 590 MPa grade steels, composed of NiCrMo steel and Cu-bearing steel, were processed using traditional offline quenching and tempering and direct quenching (DQ) and tempering. The influence of DQ on microstructural evolution and strengthening mechanisms of these two types of steel was investigated. Grain refinement and dislocation density increase were determined by controlled rolling and following the DQ process in both two types of steel. In Cu-bearing steels, the refined grains and high-density dislocation further promoted the precipitation behavior of Cu-rich particles and alloyed carbides during the tempering treatment. Compared with traditionally quenched and tempered steels, NiCrMo steels after the direct quenching and tempering (DQT) process achieved 106 MPa higher yield strength through grain refinement strengthening and dislocation strengthening, while the Cu-bearing steels after the DQT process achieved 159 MPa higher yield strength through grain refinement strengthening, dislocation strengthening, and precipitation strengthening. The contribution degree of different strengthening mechanisms was quantitatively analyzed. Grain refinement also compensated for the toughness loss caused by the increase in dislocation, leading to an impact energy of 237 J and 248 J at −84 °C for NiCrMo and Cu-bearing steels after DQT, respectively.
1. Introduction
NiCrMo high-strength steels have been widely used in the field of shipbuilding and engineering fields such as mining and dredging due to their mechanical properties of high strength with good toughness and ductility [1]. In recent years, extensive welding during shipbuilding has increased the demand for hull steel’s weldability; hence, Cu-bearing high-strength low-alloy (HSLA) steel has been developed to meet the demand [2,3,4,5]. The precipitation of Cu-rich particles makes up for the loss in strength, which is caused by the decrease in the alloy element content. Nowadays, both 590 MPa grade NiCrMo steels and Cu-bearing steels have been applied in hull structures, leading to a significant reduction in the ship weight.
Conventional heat treatments of high-strength NiCrMo steels and Cu-bearing steels include austenitization, water quenching, and tempering, leading to microstructures consisting of tempered martensite/bainite and precipitates, which contribute to a significant increase in strength due to the precipitation hardening mechanism [6,7,8,9,10,11]. The austenitizing process is quite inefficient in terms of energy and resources. However, the newly developed direct quenching (DQ) process offers an effective way to produce high-strength steels through controlled rolling, online quenching, and tempering treatment. The DQ process reduces the cost by avoiding the reheating step and allows for reducing costly alloying elements by achieving mechanical properties with leaner chemistry [12,13,14]. Wang [15] introduced the application of the DQ process in TRIP steel, a type of advanced high-strength steel (AHSS) in the automobile industry, and superior tensile strength (880 MPa) and total elongation (28%) were obtained. Wang [16] carried out direct quenching and partitioning to improve the strength and ductility of 30Si2MnCrMoVE ultra-high-strength steel (UHSS). Ari [17] revealed the role of C, V, Ti, and B on the microstructure and mechanical properties of direct-quenched and tempered martensitic steel. Xie [18] investigated the synergistic effects of Nb and B in the forms of grain refinement strengthening by nano-sized TiN-Nb(C, N) or TiN-NbC during the rolling and direct quenching process and precipitation strengthening by NbC carbides during tempering. Sumit [19] studied the effect of varying silicon contents (1.5, 0.75, and 0.25 wt.%) and direct quenching and partitioning parameters on carbide formation and retained the austenite stabilization of medium-carbon steel. Dhua [20] reported that the DQ process enables saving costs and promotes weldability by achieving mechanical properties with lean chemistry.
As discussed above, DQ has not been applied in high-strength steels in the shipbuilding industry, and the discussion is mainly centered on the chemical composition. In this study, two types of 590 MPa grade steel, composed of NiCrMo steel and Cu-bearing steel, were processed using traditional offline quenching and tempering and direct quenching and tempering.
2. Experimental Procedures
2.1. Experimental Steel
Two types of 590 MPa grade steel, composed of NiCrMo steel and Cu-bearing steel, were used in the present study. The chemical compositions of NiCrMo and Cu-bearing steels are shown in Table 1. The non-recrystallization temperatures (Tnr) of NiCrMo and Cu-bearing steels were determined as 797 °C and 889 °C based on the empirical equation proposed by Boratto, as shown in Equation (1):
where Tnr is the non-recrystallization temperature, °C; w(C), w(Nb), w(V), w(Ti), w(Al), and w(Si) are the mass fractions of C, Nb, V, Ti, Al, and Si, respectively, %.
Ingots were prepared in a vacuum induction furnace. Steels were forged into blanks with a cross-section of 120 mm × 150 mm, and the blanks were homogenized at 1150 °C for 2 h prior to the hot-rolling procedure. A two-stage thermomechanical rolling process was carried out with a rough rolling temperature of 1150–1000 °C, a total reduction ratio of 67.5%, finish rolling temperatures of 780 °C (NiCrMo steel) and 850 °C (Cu-bearing steel), and a final thickness of 12 mm. The hot-rolled plates were then quenched and tempered using two methods: Some plates were directly quenched with a cooling rate >50 °C/s and tempered at 660 °C for 2 h; some plates were air-cooled, reaustenitized at 900 °C for 1 h, and then water-quenched and tempered at 660 °C for 2 h. For convenience, the NiCrMo steel and Cu-bearing steel after direct quenching and reaustenitized quenching are designated as NiCrMo-DQ, NiCrMo-RQ, Cu-DQ, and Cu-RQ, respectively. The quenched steels after the subsequent tempering treatment are designated as NiCrMo-DQT, NiCrMo-RQT, Cu-DQT, and Cu-RQT, respectively.
2.2. Characterization
Round tensile specimens with a gauge length of 25 mm and a diameter of 5 mm were prepared for room temperature tensile testing, which was performed at a strain rate of 1.7 × 10−2 s−1; two individual samples were tested, and the average value was determined. The dimension of V-notch samples for Charpy impact testing was 10 mm × 10 mm × 55 mm. The samples were cooled to −84 °C and tested using an Instron Dynatup 9250 (INSTRON, Boston, MA, USA) Charpy impact tester. Three individual samples were tested, and the average value was determined.
The microstructure was examined using scanning electron microscopy (SEM, FEI Quanta 650, FEI Company, Hillsboro, OR, USA), electron back-scattered diffractometry (EBSD, JSM 7200F, JEOL, Tokyo, Japan), and transmission electron microscopy (TEM, H800, HITACHI, Tokyo, Japan). Specimens for SEM and EPMA were mechanically polished and then etched with a 4% Nital solution. Specimens for EBSD were electrochemically polished using a mixture of 10% perchloric acid and 90% ethanol. Thin foils for the TEM experiment were prepared by twin-jet polishing in a mixture of 5% perchloric acid and 95% ethanol at −20 °C. The dislocation density was determined by X-ray diffraction (XRD, Rigaku, D/Max-RB, Rigaku, Akishima-shi, Japan), and dislocation densities were calculated from the full width at half maximum (FWHM) of the diffraction peaks, combined with the modified Williamson–Hall method, as shown in Equation (2) [21]:
where δ is the FHWM of the diffraction peak, θ is the diffraction angle, λ is the X-ray wavelength, ρ is the dislocation density, and b is the mode of the Burgers vector. In this experiment, the Cu target with a wavelength of 0.15405 nm was used for XRD detection. D is the average grain size, calculated according to the Scheele Equation (3); M is a constant depending on the effective outer cut-off radius of the dislocation, and in this study, M = 2; h, k, and l are the Miller indices for each diffraction peak; and q is the dislocation characteristic parameter.
3. Results
3.1. Mechanical Properties
Table 2 shows the experimental steels’ tensile properties and impact energy. The strength comparison of different states of NiCrMo and Cu-bearing steels is shown in Figure 1. As can be seen, the yield strength of all plates far exceeded the minimum stipulated requirement of 590 MPa. For the quenched steels, both the yield strength and tensile strength of DQ steels were slightly higher than those of RQ steels, while all exhibited a relatively low elongation. NiCrMo-DQ exhibited similar toughness to NiCrMo-RQ, while Cu-DQ exhibited a lower impact energy than Cu-RQ. The tempering process significantly improved the elongation and impact energy, leading to enhanced mechanical properties in tempered NiCrMo and Cu-bearing steels, with yield strength in the range of 646–809 MPa, tensile strength in the range of 708–839 MPa, elongation in the range of 20–25%, and impact energy in the range of 237–262 J at −84 °C.
In terms of the comparison between RQT and DQT plates, NiCrMo-RQT and NiCrMo-DQT exhibited similar low-temperature toughness, while Cu-RQT exhibited higher toughness than Cu-DQT. For both NiCrMo and Cu-bearing steels, the yield strength and tensile strength of DQT plates were still higher than those of RQT plates, indicating the significant strengthening effect of direct quenching. Remarkably, there was a higher degree of strengthening effect in Cu-bearing steels (159 MPa) than in NiCrMo steels (106 MPa).
3.2. Microstructures
The prior austenite grains of quenched steels are shown in Figure 2. Equiaxed grains were observed in RQ steels due to reaustenitization. DQ steels exhibited deformed and elongated grains due to the finish rolling stage under the non-recrystallization temperature and the subsequent direct quenching. The grain size of the prior austenite of NiCrMo-RQ, NiCrMo-DQ, Cu-RQ, and Cu-DQ was measured to be 14.4 μm, 8.8 μm, 10.1 μm, and 8.6 μm, respectively, indicating that the grain size refinement resulted from rolling in the recrystallization zone and fast cooling. There was a higher degree of grain refinement in NiCrMo steels resulting from the DQ process than in Cu-bearing steels.
Besides the grain size, direct quenching may affect the dislocation density of steels. In DQ steels, a great number of dislocations were generated during the repeated deformation under the recrystallization zone and remained after subsequent fast cooling. The XRD test was conducted to quantitatively characterize the dislocation density of RQT and DQT steels, and the diffraction patterns are shown in Figure 3. Only the BCC phase was observed in the experimental steels, and the calculated dislocation densities of NiCrMo-RQT, NiCrMo-DQT, Cu-RQT, and Cu-DQT were 3.68 × 1015 m−2, 4.84 × 1015 m−2, 1.68 × 1015 m−2, and 2.21 × 1015 m−2, respectively.
Figure 4 displays the representative SEM micrographs of the tempered steels. The equiaxed grains of RQT steels were inherited from RQ steels, while the elongated grains of DQT steels were inherited from the DQ steels. Lath martensite makes up the majority of the NiCrMo steels, and the Cu-bearing steels mainly consist of bainite. The presence of tiny carbides in NiCrMo steels suggests that the matrix was tempered martensite and a modest number of carbide precipitation can also be observed in aged Cu-bearing steels. The microstructure variation between the two types of steels is mainly attributed to different contents of hardenability elements such as Ni, Cr, and Mo.
Figure 5 shows the martensitic lath morphology of the tempered NiCrMo steels. The average width of martensite lath was calculated from random positions of RQT and DQT steels in five TEM bright-field images. The average widths of NiCrMo-RQT and NiCrMo-DQT were 450 nm and 305 nm, respectively, indicating the grain refinement effect of the DQ process. The narrow martensite laths of NiCrMo-DQT resulted from controlled rolling and the subsequent direct quenching, consistent with the prior observation of austenite grains in the quenched steels. Moreover, higher dislocation density was found in the martensite lath in NiCrMo-DQT, which is consistent with the XRD calculation results.
3.3. Precipitation Behavior during Tempering
The precipitation behavior of Cu-rich particles and carbides can hardly be analyzed through SEM, so physicochemical phase analysis was carried out to quantitatively identify the carbides in the tempered steels, and the mass fraction is shown in Table 3. Two types of carbides, M3C and MC, were found in all tempered steels. The mass fraction of MC in NiCrMo-RQT, NiCrMo-DQT, Cu-RQT, and Cu-DQT was quite low and nearly the same, i.e., 0.063%, 0.066%, 0.061%, and 0.064%, respectively. The different constituents of MC between NiCrMo steels and Cu-bearing steels are in line with the two types of steels’ chemical composition. The mass fraction of M3C, which is the abbreviation of (Fe, Mn, Cr, Mo, Ni)3C, was relatively high. There were more M3C carbides in NiCrMo steels (0.838, 0.836) than in Cu-bearing steels (0.413, 0.454). By comparing the M3C content in NiCrMo and Cu-bearing steels, it can be concluded that the DQ process promotes the M3C precipitation only in the Cu-bearing steel.
In Cu-bearing HSLA steels, the precipitation strengthening of nanoscale Cu-rich particles is the key strengthening mechanism. Therefore, it is important to investigate the precipitation behavior of Cu-rich particles in Cu-bearing RQT and DQT specimens. Figure 6 shows the TEM bright-field images of Cu-RQT and Cu-DQT, revealing the presence of precipitates of approximate radius 10 nm, and the selected area’s diffraction pattern indicates that the precipitate had Cu-rich particles. STEM was also conducted to illustrate the distribution and quantity of the Cu-rich particles, and the results are shown in Figure 7. Nanoscale precipitates can be observed in both Cu-RQT and Cu-DQT steels and are mainly distributed in lath boundaries. The number density of Cu-rich particles in the DQT steel was obviously higher than that in the RQT steel, indicating the promotion of Cu-rich particle precipitation as a result of the DQ process.
4. Discussion
4.1. The Common Effect of DQ on NiCrMo and Cu-Bearing Steels
Generally, high strength can be achieved by a combination of solid solution strengthening, grain refinement strengthening, dislocation strengthening, and precipitation strengthening. In this study, both NiCrMo-DQT and Cu-DQT specimens exhibited higher strength than NiCrMo-RQT and Cu-RQT specimens: The yield strength of NiCrMo-DQT was 106 MPa higher than that of NiCrMo-RQT, while the yield strength of Cu-DQT was 159 MPa higher than that of Cu-RQT.
For NiCrMo steels, since the finish rolling temperature was 780 °C, the second stage of rolling was mainly recrystallization rolling, leading to significant grain refinement in the rolled microstructure. The fine grains remained after the subsequent direct quenching. Thus, the prior austenite grain size of NiCrMo-RQ and NiCrMo-DQ steels were 14.4 μm and 8.8 μm, respectively. The tempered microstructure was further characterized by EBSD to study the effective grain size. The grain boundary maps are presented in Figure 8. The effective grain size of NiCrMo-RQT and NiCrMo-DQT steels were determined to be 3.1 μm and 2.4 μm. Meanwhile, a higher dislocation density was observed in NiCrMo-DQ and NiCrMo-DQT steels, and the dislocation was generated during non-recrystallization rolling in the second stage of the rolling process. NiCrMo-DQ steels inherited the dislocation after direct quenching and exhibited a higher level of dislocation density than NiCrMo-RQ steels, which underwent recrystallization during the austenitizing process. Though there was a certain extent of dislocation recovery during the tempering process, NiCrMo-DQT steels still exhibited a higher dislocation density than NiCrMo-RQT steels due to the previous treatment (Figure 5).
The yield strength is predicted using the following equation:
where σy is the yield strength in MPa, σ0 is the Peierls stress, σS is the solid solution strengthening, σG is the grain boundary strengthening, σD is the dislocation strengthening, and σP is the precipitation strengthening. Since the chemical composition of NiCrMo-DQT and NiCrMo-RQT steels and their precipitation behavior are nearly the same, the σS and σP values of the two steels are considered the same. The contribution of grain refinement strengthening and dislocation strengthening can be quantitatively analyzed using the following equations:
where KG is a constant taken as 14.8 MPa mm1/2 [22], de is the effective grain size, α is a constant equal to 0.38 [23], G is the shear modulus of α-Fe (80.65 GPa), b is the Burgers vector (0.2485 nm), and ρd is the dislocation density. The σG and σD values of NiCrMo-DQT were calculated to be 36 MPa and 67 MPa higher than those of NiCrMo-RQT, leading to a total yield strength difference of 103 MPa. The calculated yield strength difference shows excellent consistency with the tested value (106 MPa), confirming that the increase in strength resulting from DQ is mainly attributed to the grain refinement strengthening and dislocation strengthening.
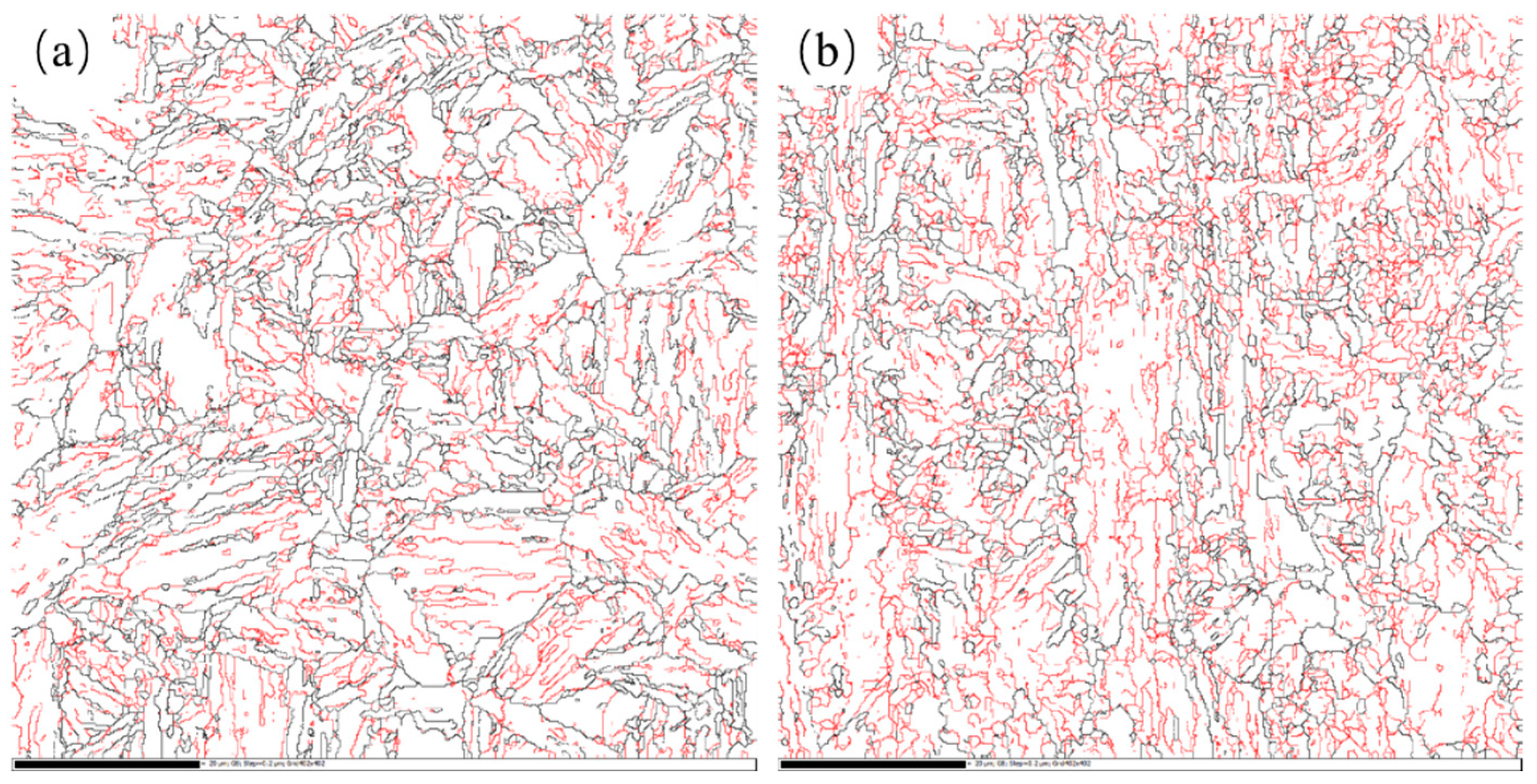
The grain refinement strengthening and dislocation strengthening were also found in the Cu-bearing steels after the DQ process. The grain boundary maps are presented in Figure 9. The effective grain sizes of Cu-RQT and Cu-DQT steels were determined to be 2.7 μm and 2.3 μm. According to Equations (5) and (6), the differences in σG and σD between the Cu-RQT and Cu-DQT steels were calculated to be 25 MPa and 45 MPa, and the total difference value was 70 MPa. Compared with the tested yield strength difference value (159 MPa), there is a difference of 89 MPa, which is attributed to precipitation strengthening in the Cu-bearing steel.
4.2. The Different Effect of DQ on NiCrMo and Cu-Bearing Steels
As discussed above, only the Cu-bearing steel’s strength was improved by precipitation strengthening through the DQ process. An investigation of the substructure evolution provides some evidence for the contribution of carbides and Cu-rich particles to strength enhancement. A previous study revealed that Cu-rich particles nucleate preferentially at lath boundaries, followed by at dislocations and in the matrix [24]. The refined grain (Figure 2) and high-density dislocation (Figure 3) of Cu-DQ provide more nucleation sites for Cu-rich particles and make Cu diffusion easier during the tempering process. As a result, Cu-rich particles’ precipitation is promoted, and more Cu-rich particles are observed in the Cu-DQT steel (Figure 6 and Figure 7). Previous studies reported that Cu-rich particles can promote alloy carbides’ precipitation by acting as nucleation sites [25,26,27]. In this study, (Fe, Mn, Cr, Mo, Ni)3C carbides’ mass fraction increased with the increasing Cu-rich particles’ precipitation, revealing the synergistic enhancement of strength by carbides and Cu-rich particles in the Cu-DQT steels.
Kan [28] reported that DQT steels exhibited higher low-temperature toughness than RQT steels. The toughness was successfully increased by the refined grain size and the transition from cementite to alloy carbides. For the experimental steels, the NiCrMo-DQT steels manifested low-temperature toughness, similar to NiCrMo-RQT, while Cu-DQT steels manifested lower low-temperature toughness than Cu-RQT steels. Since the transition from cementite to alloy carbides was hardly found in the present study, this toughness difference may demonstrate the competitive relationship between the toughness loss resulting from the increasing dislocation density and the toughness enhancement resulting from grain refinement in DQ steels. The rolling parameters, including the reduction ratio and the finish rolling temperature, play a critical role in the low-temperature toughness of DQ steels.
5. Conclusions
The effects of direct quenching on two types of 590 MPa grade steel, composed of NiCrMo steel and Cu-bearing steel, were studied. The results are summarized as follows:
- (1)
- Through controlled rolling and direct quenching, grain refinement and an increase in the dislocation density were observed in both NiCrMo-DQ and Cu-DQ steels. Equiaxed grains were observed in RQ steels, while deformed and elongated grains were observed in DQ steels.
- (2)
- After appropriate tempering, NiCroMo steels exhibited a tempered martensite microstructure, whereas Cu-bearing steels exhibited a bainite microstructure. For Cu-DQT steels, the precipitation behavior of Cu particles and alloy carbides was promoted by grain refinement and the high-density dislocation during tempering.
- (3)
- NiCrMo-DQT steels achieved high strength through grain refinement strengthening and dislocation strengthening and exhibited a yield strength of 809 MPa (106 MPa higher than NiCrMo-RQT steels), with an impact energy of 237 J at −84 °C. Cu-DQT steels achieved high strength through grain refinement strengthening, dislocation strengthening, and precipitation strengthening and exhibited a yield strength of 805 MPa (159 MPa higher than Cu-RQT steels), with an impact energy of 248 J at −84 °C.
Author Contributions
Investigation, N.Z., W.W. and F.G.; Supervision, N.Z., W.W., F.G., X.L. and F.C.; Project administration, F.C. and X.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
All authors were employed by the company Central Iron and Steel Research Institute. The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Wu, C.; Han, S. Hot Deformation Behavior and Dynamic Recrystallization Characteristics in a Low-Alloy High-Strength Ni–Cr–Mo–V Steel. Acta Metall. Sin. (Engl. Lett.) 2018, 31, 963–974. [Google Scholar] [CrossRef]
- Czyryca, E.J.; Link, R.E.; Wong, R.J.; Aylor, D.A.; Montem, T.W.; Gudas, J.P. Development and certification of HSLA -100 steel for naval ship construction. Nav. Eng. J. 1990, 102, 63–82. [Google Scholar] [CrossRef]
- Jain, D.; Isheim, D.; Seidman, D.N. Carbon redistribution and carbide precipitation in a high-strength low-carbon HSLA-115 steel studied on a nanoscale by atom probe tomography. Metall. Mater. Trans. 2017, 48, 3205–3219. [Google Scholar] [CrossRef]
- Jain, D.; Isheim, D.; Hunter, A.H.; Seidman, D.N. Multicomponent high-strength low-alloy steel precipitation-strengthened by sub-nanometric Cu precipitates and M2C carbides. Metall. Mater. Trans. 2016, 47, 3860–3872. [Google Scholar] [CrossRef]
- Mandal, G.; Ghosh, S.K.; Chakrabarti, D.; Chatterjee, S. Influence of TMCP parameters on structure and properties of low carbon Cu bearing ultra-high strength steel. Phys. Met. Metallogr. 2020, 121, 269–275. [Google Scholar] [CrossRef]
- Fu, W.; Li, C.; Di, X.; Fu, K.; Gao, H.; Fang, C.; Lou, S.; Wang, D. Refinement mechanism of nanoscale Cu-rich precipitates by Mo addition and its effect on strength toughness of Cu-bearing low carbon high strength steel. Mater. Sci. Eng. A 2022, 849, 143469. [Google Scholar] [CrossRef]
- Li, C.; Duan, R.; Fu, W.; Gao, H.; Wang, D.; Di, X. Improvement of mechanical properties for low carbon ultra-high strength steel strengthened by Cu-rich multistructured precipitation via modification to bainite. Mater. Sci. Eng. A 2021, 817, 141337. [Google Scholar] [CrossRef]
- Dong, X.X.; Shen, Y.F.; Yin, T.W.; Misra, R.D.K.; Lin, G. Strengthening a medium carbon steel to 2800 MPa by tailoring nanosized precipitates and the phase ratio. Mater. Sci. Eng. A 2019, 759, 725–735. [Google Scholar] [CrossRef]
- Saha, A.; Olson, G.B. Computer-aided design of transformation toughened blast resistant naval hull steels: Part I. J. Comput. Aided Mater. Des. 2007, 14, 177–200. [Google Scholar] [CrossRef]
- Saha, A.; Jung, J.; Olson, G.B. Prototype evaluation of transformation toughened blast resistant naval hull steels: Part II. J. Comput. Aided Mater. Des. 2007, 14, 201–233. [Google Scholar] [CrossRef]
- Bono, J.T.; DuPont, J.N.; Jain, D.; Baik, S.I.; Seidman, D.N. Investigation of strength recovery in welds of NUCu-140 steel through multipass welding and isothermal post-weld heat treatments. Metall. Mater. Trans. 2015, 46, 5158–5170. [Google Scholar] [CrossRef]
- Ghafouri, M.; Afkhami, S.; Pokka, A.P.; Javaheri, V.; Togiani, A.; Larkiola, J.; Björk, T. Effect of temperature on the plastic flow and strain hardening of direct-quenched ultra-high strength steel S960MC. Thin Walled Struct. 2024, 194, 111319. [Google Scholar] [CrossRef]
- Kumar, G.; Ghosh, S.; Pallaspuro, S.; Somani, M.C.; Kömi, J.; Mishra, S.K.; Gokhale, A.A. Fracture toughness characteristics of thermo-mechanically rolled direct quenched and partitioned steels. Mater. Sci. Eng. A 2022, 840, 142788. [Google Scholar] [CrossRef]
- Hannula, J.; Kaijalainen, A.; Porter, D.A.; Somani, M.C.; Kömi, J. Evaluation of Mechanical Properties and Microstructures of Direct-Quenched and Direct-Quenched and Tempered Microalloyed Ultrahigh-Strength Steels. Steel Res. Int. 2020, 92, 2000451. [Google Scholar] [CrossRef]
- Wang, H.S.; Kang, J.; Dou, W.X.; Zhang, Y.X.; Yuan, G.; Cao, G.M.; Misra, R.D.K.; Wang, G.D. Microstructure and mechanical properties of hot-rolled and heat-treated TRIP steel with direct quenching process. Mater. Sci. Eng. A 2017, 702, 350–359. [Google Scholar] [CrossRef]
- Wang, H.; Liu, D.; Wang, J.; Yang, Y.; Wang, H.; Lv, N.; Nan, J. Simultaneous increase of ultimate tensile strength and uniform elongation of 30Si2MnCrMoVE ultra-high strength steel by hot deformation direct quenching and partitioning. J. Mater. Res. Technol. 2022, 19, 404–417. [Google Scholar] [CrossRef]
- Saastamoinen, A.; Kaijalainen, A.; Nyo, T.T.; Suikkanen, P.; Porter, D.; Kömi, J. Direct-quenched and tempered low-C high-strength structural steel: The role of chemical composition on microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 760, 346–358. [Google Scholar] [CrossRef]
- Xie, Z.J.; Shang, C.J.; Wang, X.L.; Ma, X.P.; Subramanian, S.V.; Misra RD, K. Microstructure-property relationship in a low carbon Nb-B bearing ultrahigh strength steel by direct-quenching and tempering. Mater. Sci. Eng. A 2018, 727, 200–207. [Google Scholar] [CrossRef]
- Ghosh, S.; Kaikkonen, P.; Javaheri, V.; Kaijalainen, A.; Miettunen, I.; Somani, M.; Kömi, J.; Pallaspuro, S. Design of tough, ductile direct quenched and partitioned advanced high-strength steel with tailored silicon content. J. Mater. Res. Technol. 2022, 17, 1390–1407. [Google Scholar] [CrossRef]
- Dhua, S.K.; Sen, S.K. Effect of direct quenching on the microstructure and mechanical properties of the lean-chemistry HSLA-100 steel plates. Mater. Sci. Eng. A 2011, 528, 6356–6365. [Google Scholar] [CrossRef]
- Ungár, T.; Ott, S.; Sanders, P.G.; Borbély, A.; Weertman, J.R. Dislocations, grain size and planar faults in nanostructured copper determined by high resolution X-ray diffraction and a new procedure of peak profile analysis. Acta Mater. 1998, 46, 3693–3699. [Google Scholar] [CrossRef]
- Yong, L. Second Phases in Structural Steels; Metallurgical Industry Press: Beijing, China, 2006. [Google Scholar]
- Saastamoinen, A.; Kaijalainen, A.; Porter, D.; Suikkanen, P.; Yang, J.R.; Tsai, Y.T. The effect of finish rolling temperature and tempering on the microstructure, mechanical properties and dislocation density of direct-quenched steel. Mater. Charact. 2018, 139, 1–10. [Google Scholar] [CrossRef]
- Hu, L.; Zhao, S.J.; Liu, Q. The effect of size of Cu precipitation on the mechanical properties of microalloyed steel. Mater. Sci. Eng. A 2012, 556, 140–146. [Google Scholar] [CrossRef]
- Mulholland, M.D.; Seidman, D.N. Nanoscale co-precipitation and mechanical properties of a high-strength low-carbon steel. Acta Mater. 2011, 59, 1881–1897. [Google Scholar] [CrossRef]
- Tiemens, B.L.; Sachdev, A.K.; Olson, G.B. Cu-precipitation strengthening in ultrahigh-strength carburizing steels. Metall. Mater. Trans. 2012, 43, 3615–3625. [Google Scholar] [CrossRef]
- Tiemens, B.L.; Sachdev, A.K.; Mishra, R.K.; Olson, G.B. Three-dimensional (3-D) atom probe tomography of a Cu-Precipitation-Strengthened, ultrahigh-strength carburized steel. Metall. Mater. Trans. 2012, 43, 3626–3635. [Google Scholar] [CrossRef]
- Kan, L.; Ye, Q.; Wang, Z.; Zhao, T. Improvement of strength and toughness of 1 GPa Cu-bearing HSLA steel by direct quenching. Mater. Sci. Eng. A 2022, 855, 143875. [Google Scholar] [CrossRef]
Figure 1.
Strength comparison between NiCrMo and Cu-bearing steels.
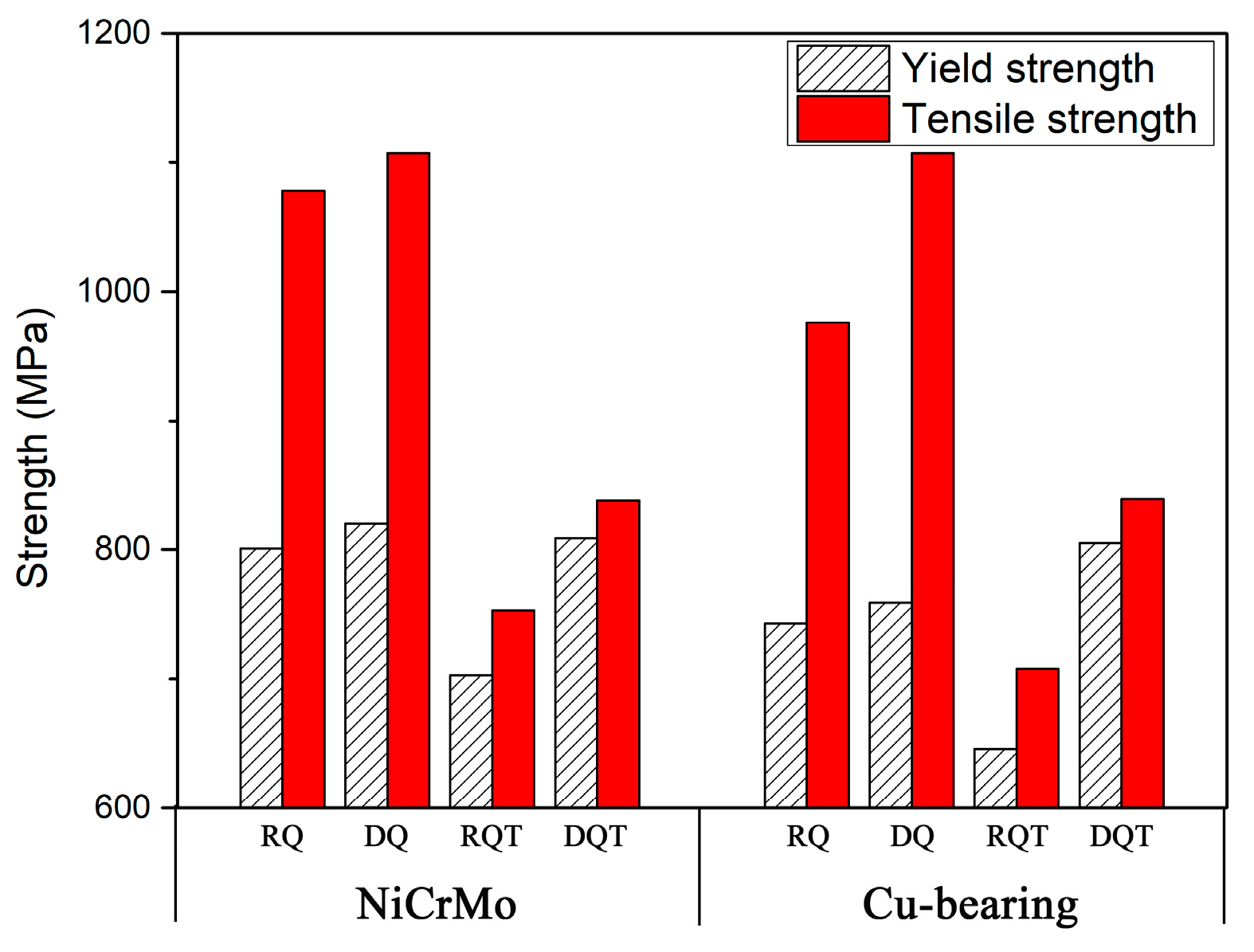
Figure 2.
Prior austenite grains of (a) NiCrMo-RQ, (b) NiCrMo-DQ, (c) Cu-RQ, and (d) Cu-DQ.
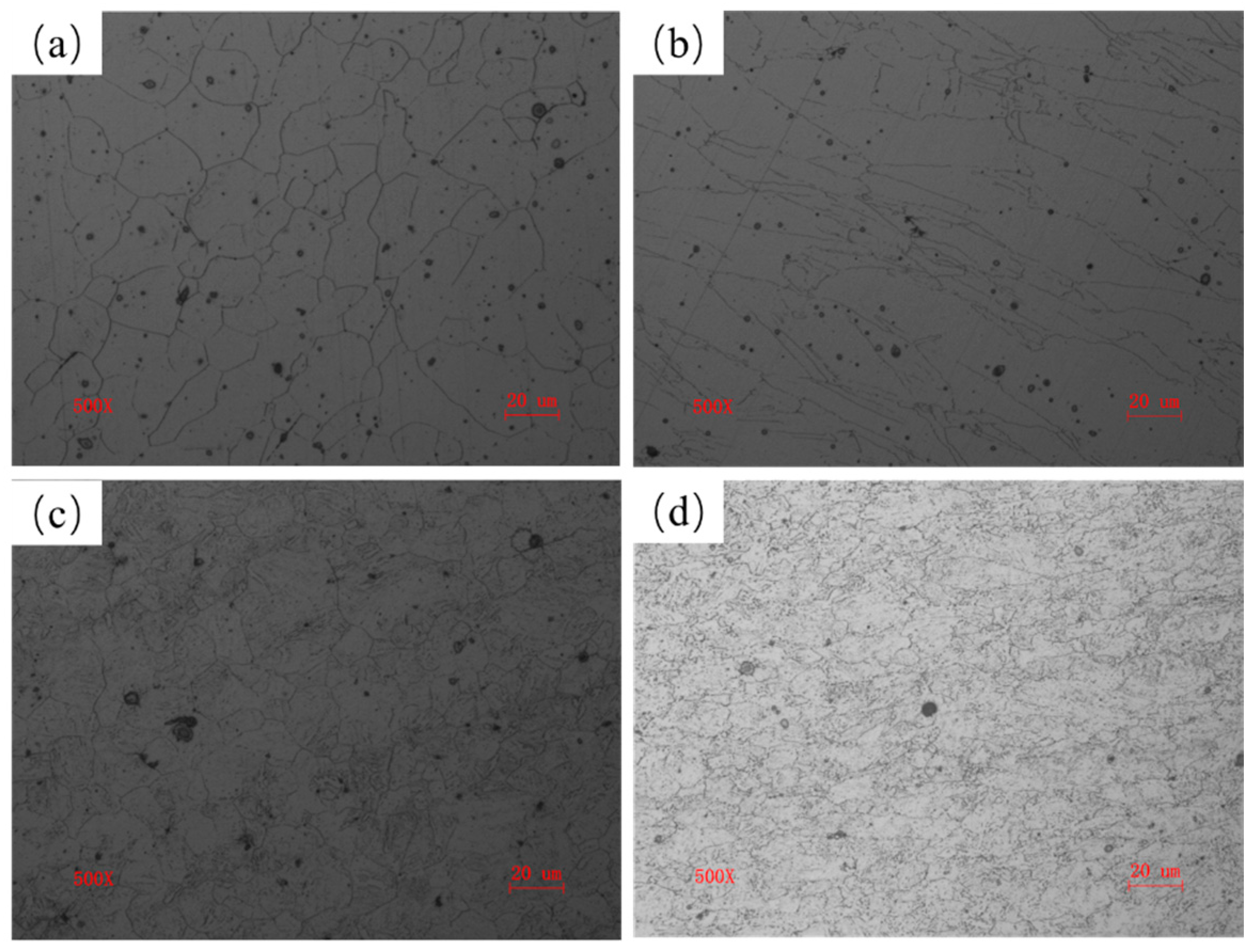
Figure 3.
XRD results of quenched steels.
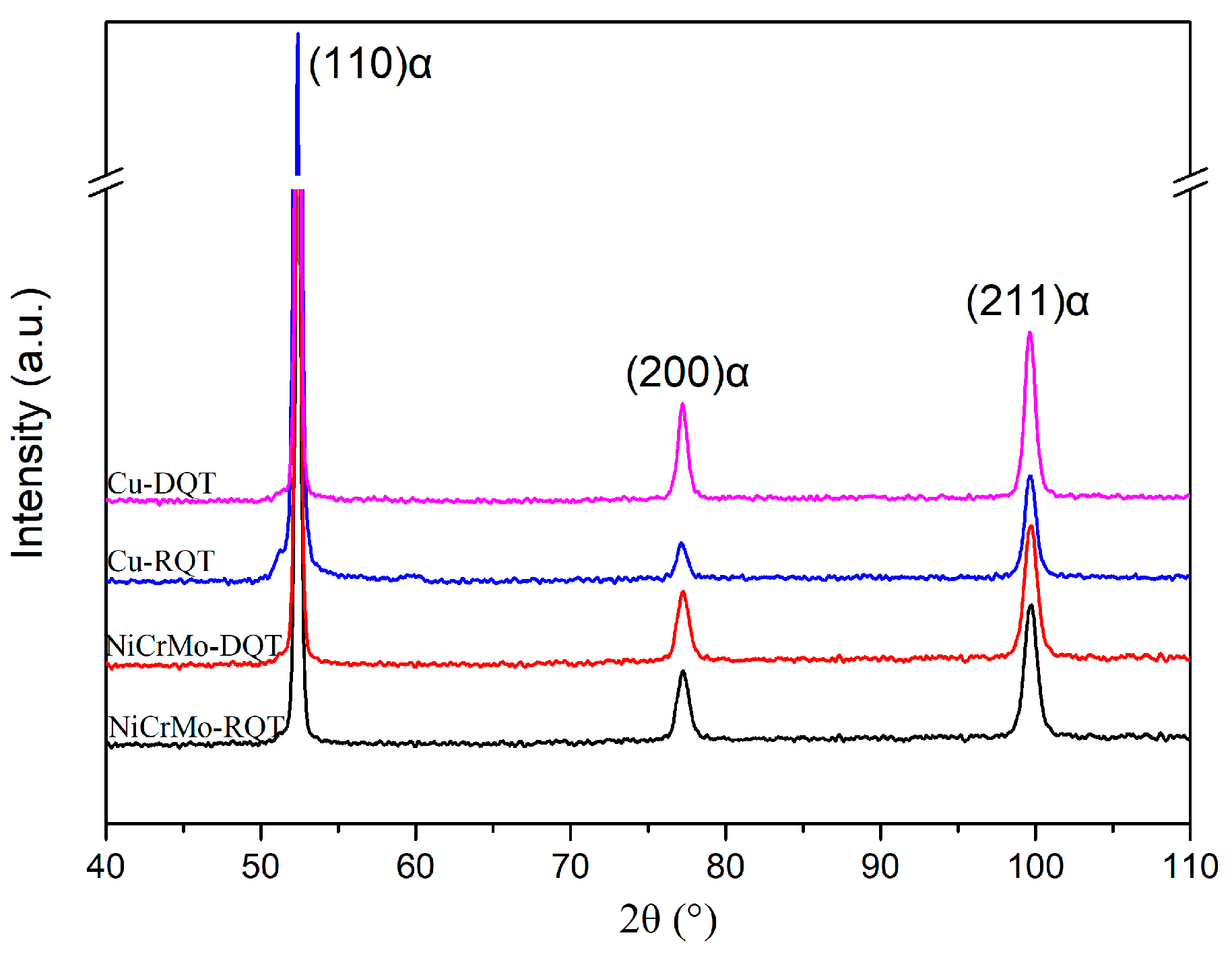
Figure 4.
SEM images of the tempered steels: (a) NiCrMo-RQT, (b) NiCrMo-DQT, (c) Cu-RQT, and (d) Cu-DQT.
Figure 4.
SEM images of the tempered steels: (a) NiCrMo-RQT, (b) NiCrMo-DQT, (c) Cu-RQT, and (d) Cu-DQT.
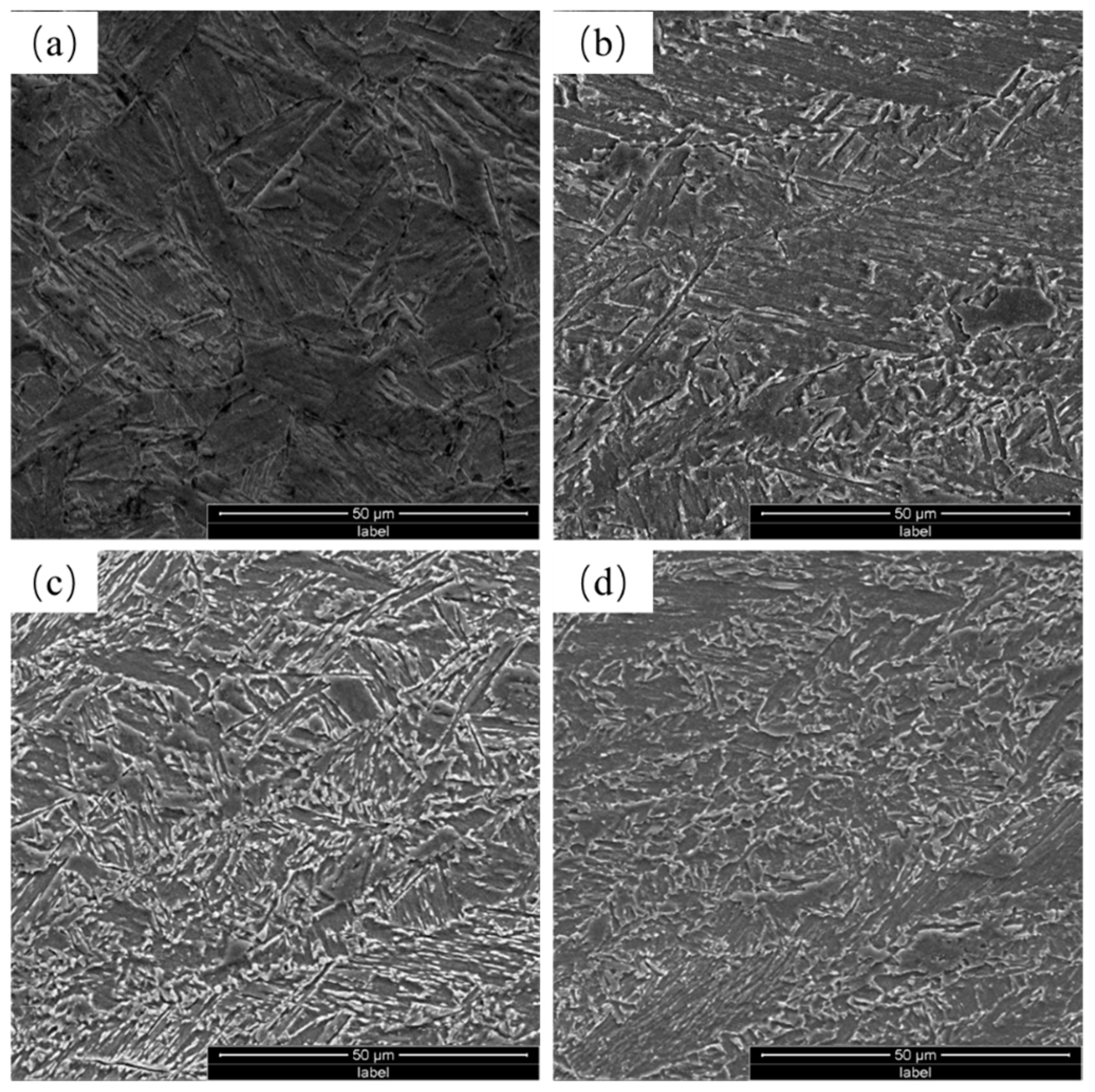
Figure 5.
TEM images of (a) NiCrMo-RQT and (b) NiCrMo-DQT.

Figure 6.
TEM images of precipitates in (a) Cu-RQT and (b) Cu-DQT.
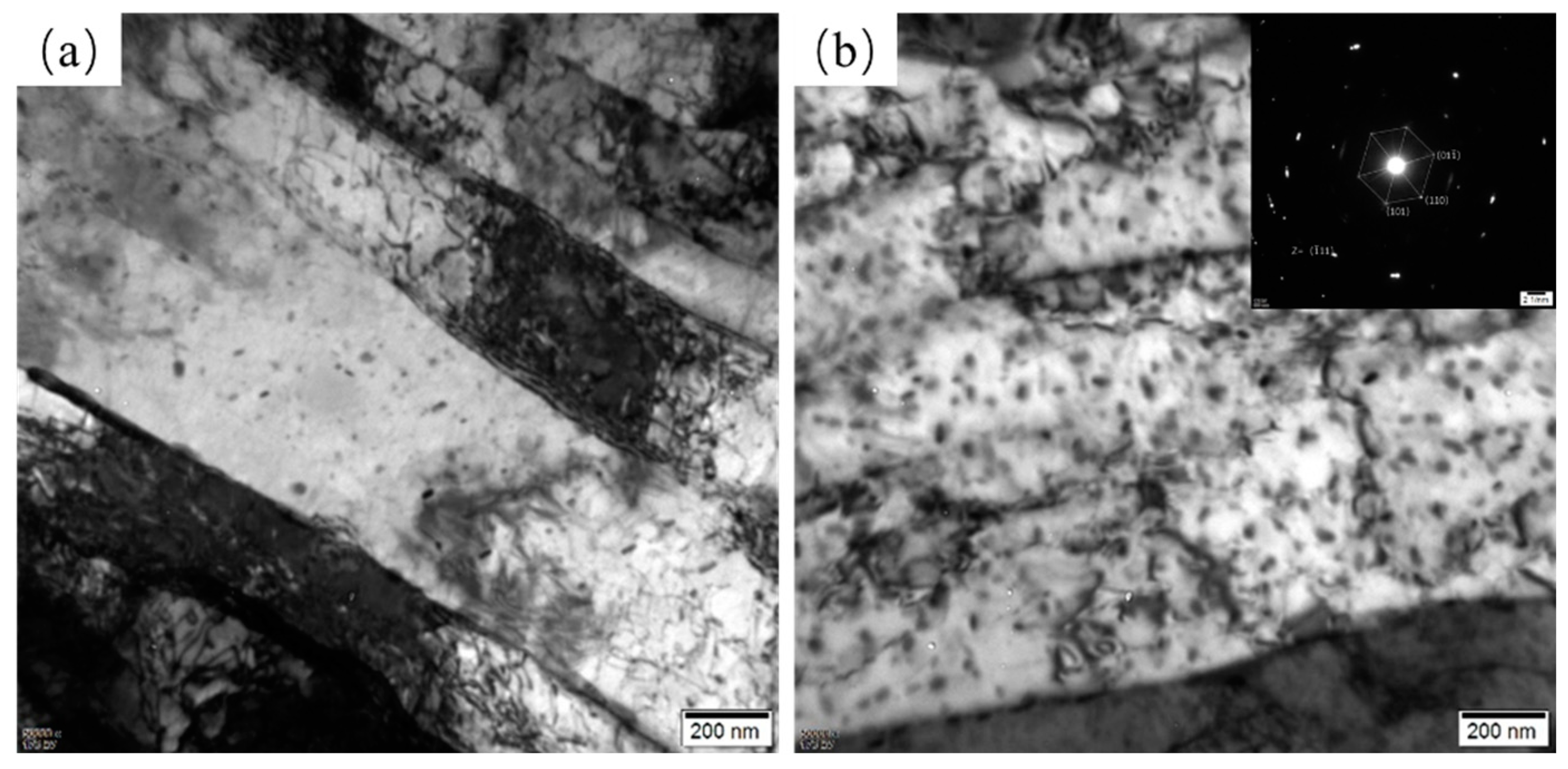
Figure 7.
STEM images of (a) Cu-RQT and (b) Cu-DQT.
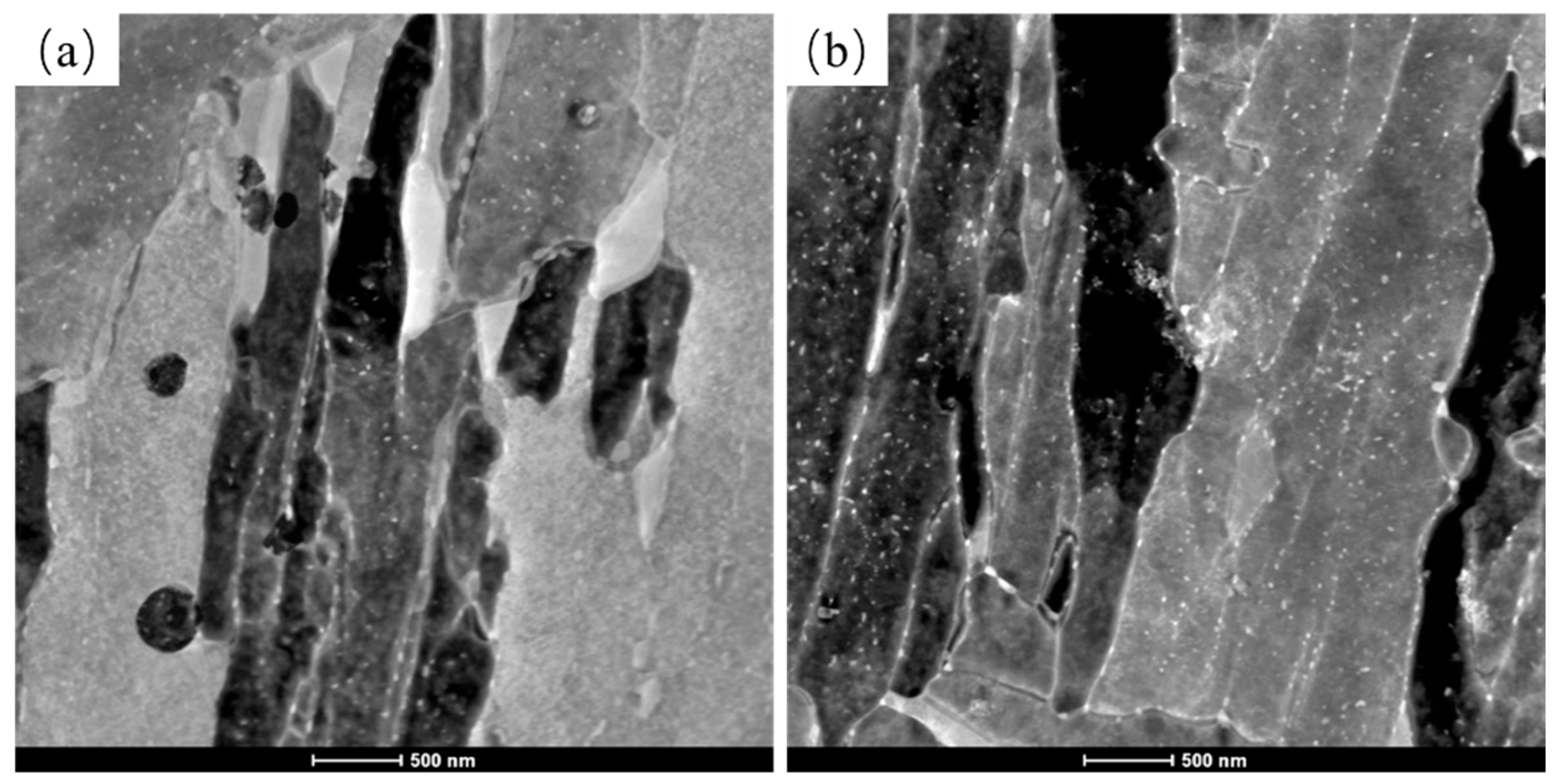
Figure 8.
Grain boundary maps of (a) NiCrMo-RQT steel and (b) NiCrMo-DQT steel. Red boundaries: 2° < θ < 15°, black boundaries: θ > 15°.
Figure 8.
Grain boundary maps of (a) NiCrMo-RQT steel and (b) NiCrMo-DQT steel. Red boundaries: 2° < θ < 15°, black boundaries: θ > 15°.
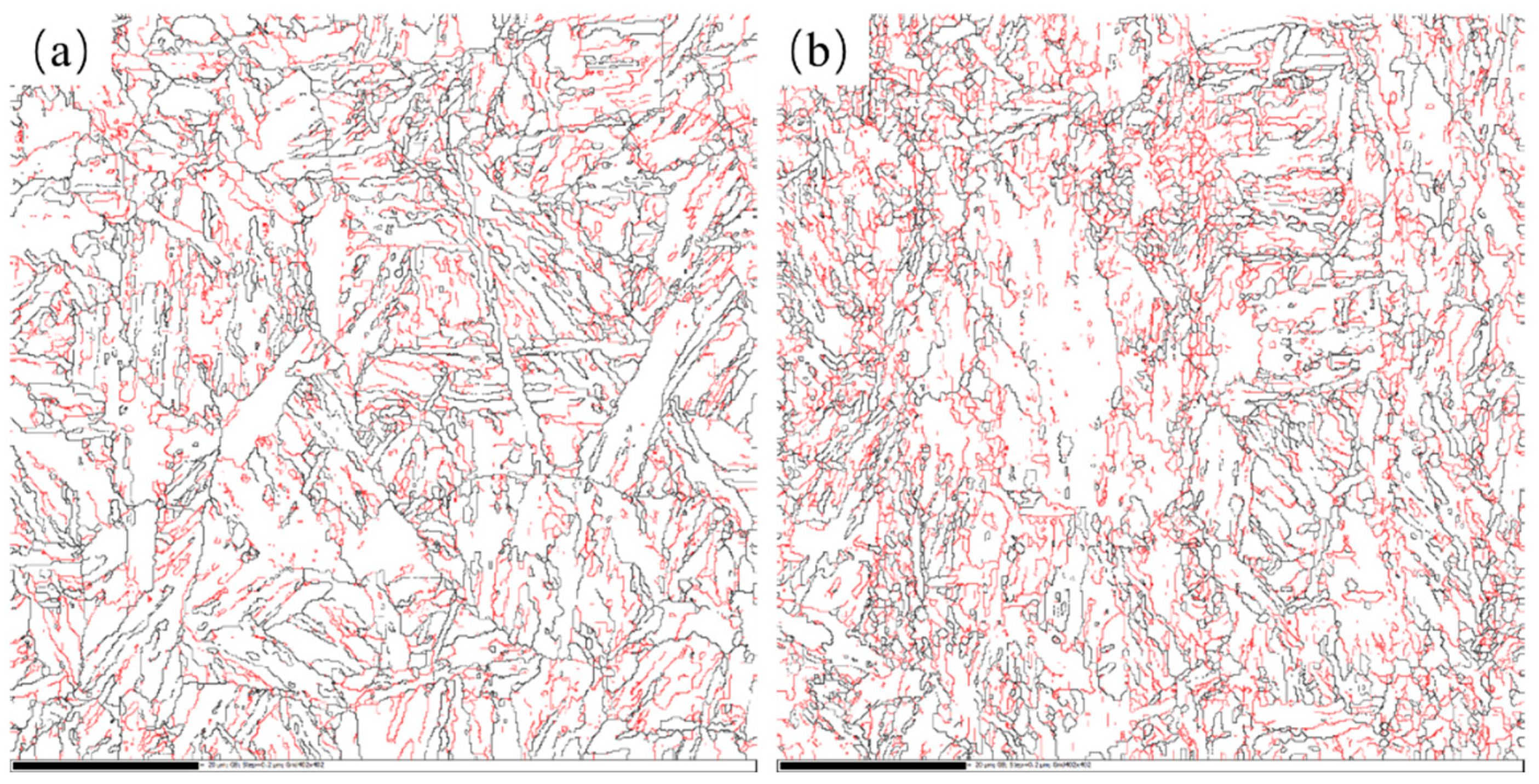
Figure 9.
Grain boundary maps of (a) Cu-RQT steel and (b) Cu-DQT steel. Red boundaries: 2° < θ < 15°, black boundaries: θ > 15°.
Figure 9.
Grain boundary maps of (a) Cu-RQT steel and (b) Cu-DQT steel. Red boundaries: 2° < θ < 15°, black boundaries: θ > 15°.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of the experimental steels (wt.%).
| C | Si | Mn | Ni | Cr | Mo | V | Cu | Nb | Ti | |
|---|---|---|---|---|---|---|---|---|---|---|
| NiCrMo | 0.08 | 0.25 | 0.50 | 2.70 | 1.00 | 0.20 | 0.07 | |||
| Cu-bearing | 0.04 | 0.25 | 0.60 | 2.40 | 0.60 | 0.35 | 1.50 | 0.03 | 0.02 |
Table 2.
Mechanical properties of experimental steels.
| Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | −84 °C CVN (J) | |
|---|---|---|---|---|
| NiCrMo-RQ | 801 | 1078 | 19 | 196 |
| NiCrMo-DQ | 820 | 1107 | 16 | 199 |
| NiCrMo-RQT | 703 | 753 | 23 | 239 |
| NiCrMo-DQT | 809 | 838 | 20 | 237 |
| Cu-RQ | 743 | 976 | 16 | 221 |
| Cu-DQ | 759 | 1007 | 16 | 193 |
| Cu-RQT | 646 | 708 | 25 | 262 |
| Cu-DQT | 805 | 839 | 20 | 248 |
Table 3.
Quantitative analysis of carbides in tempered steels (wt.%).
| M3C | MC | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fe | Mn | Cr | Mo | Ni | C* | Σ | Mo | Nb | Ti | V | C* | Σ | |
| NiCrMo-RQT | 0.577 | 0.028 | 0.161 | 0.010 | 0.0056 | 0.057 | 0.838 | 0.010 | / | / | 0.042 | 0.011 | 0.063 |
| NiCrMo-DQT | 0.577 | 0.028 | 0.158 | 0.011 | 0.0059 | 0.056 | 0.836 | 0.011 | / | / | 0.043 | 0.011 | 0.066 |
| Cu-RQT | 0.302 | 0.016 | 0.052 | 0.011 | 0.0042 | 0.028 | 0.413 | 0.011 | 0.025 | 0.016 | / | 0.0086 | 0.061 |
| Cu-DQT | 0.333 | 0.019 | 0.056 | 0.012 | 0.0033 | 0.030 | 0.454 | 0.012 | 0.027 | 0.016 | / | 0.0090 | 0.064 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhou, N.; Chai, F.; Luo, X.; Wang, W.; Gao, F. The Effect of Direct Quenching on the Microstructure and Mechanical Properties of NiCrMo and Cu-Bearing High-Strength Steels. Materials 2024, 17, 1397. https://doi.org/10.3390/ma17061397
AMA Style
Zhou N, Chai F, Luo X, Wang W, Gao F. The Effect of Direct Quenching on the Microstructure and Mechanical Properties of NiCrMo and Cu-Bearing High-Strength Steels. Materials. 2024; 17(6):1397. https://doi.org/10.3390/ma17061397
Chicago/Turabian StyleZhou, Naipeng, Feng Chai, Xiaobing Luo, Weiyi Wang, and Feng Gao. 2024. "The Effect of Direct Quenching on the Microstructure and Mechanical Properties of NiCrMo and Cu-Bearing High-Strength Steels" Materials 17, no. 6: 1397. https://doi.org/10.3390/ma17061397
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.