
Study of Fatigue Crack Initiation and the Propagation Mechanism Induced by Pores in a Powder Metallurgy Nickel-Based FGH96 Superalloy
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
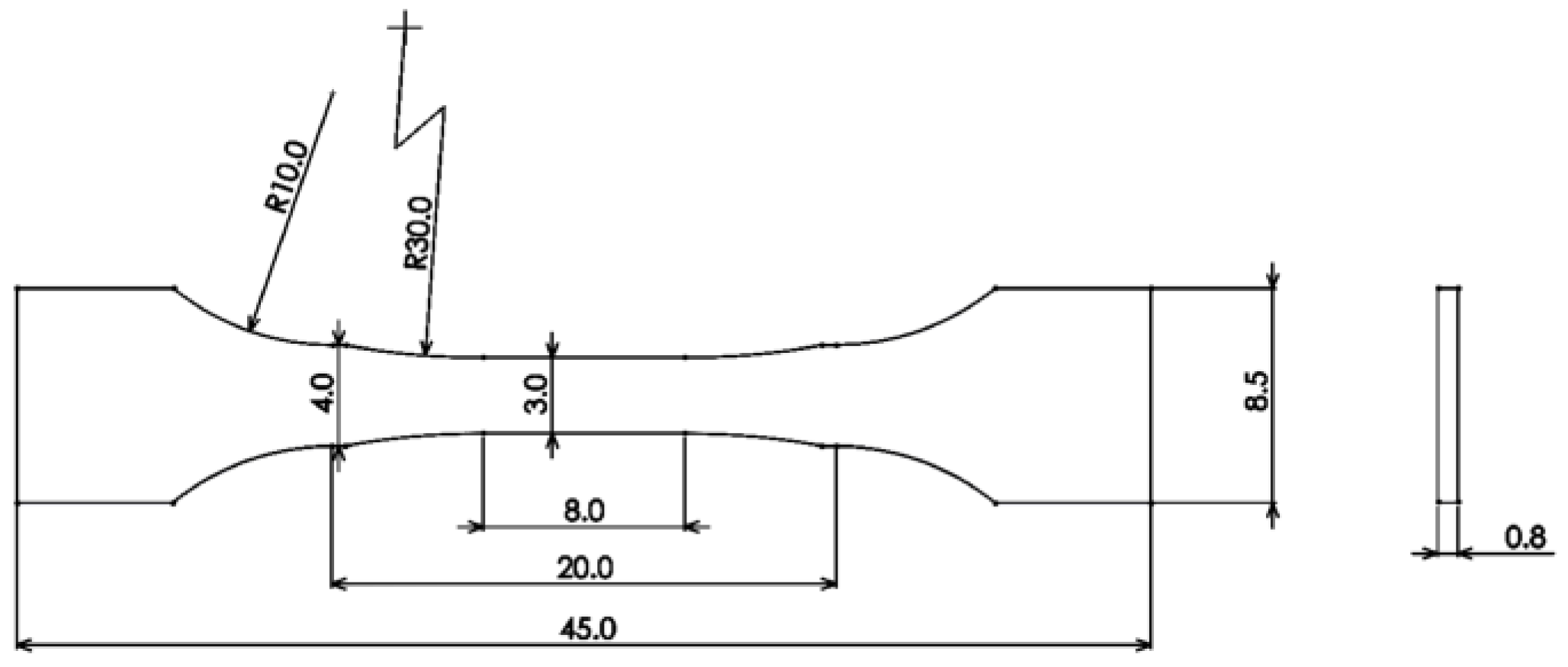
2.2. Experimental Procedure
3. Results and Discussion
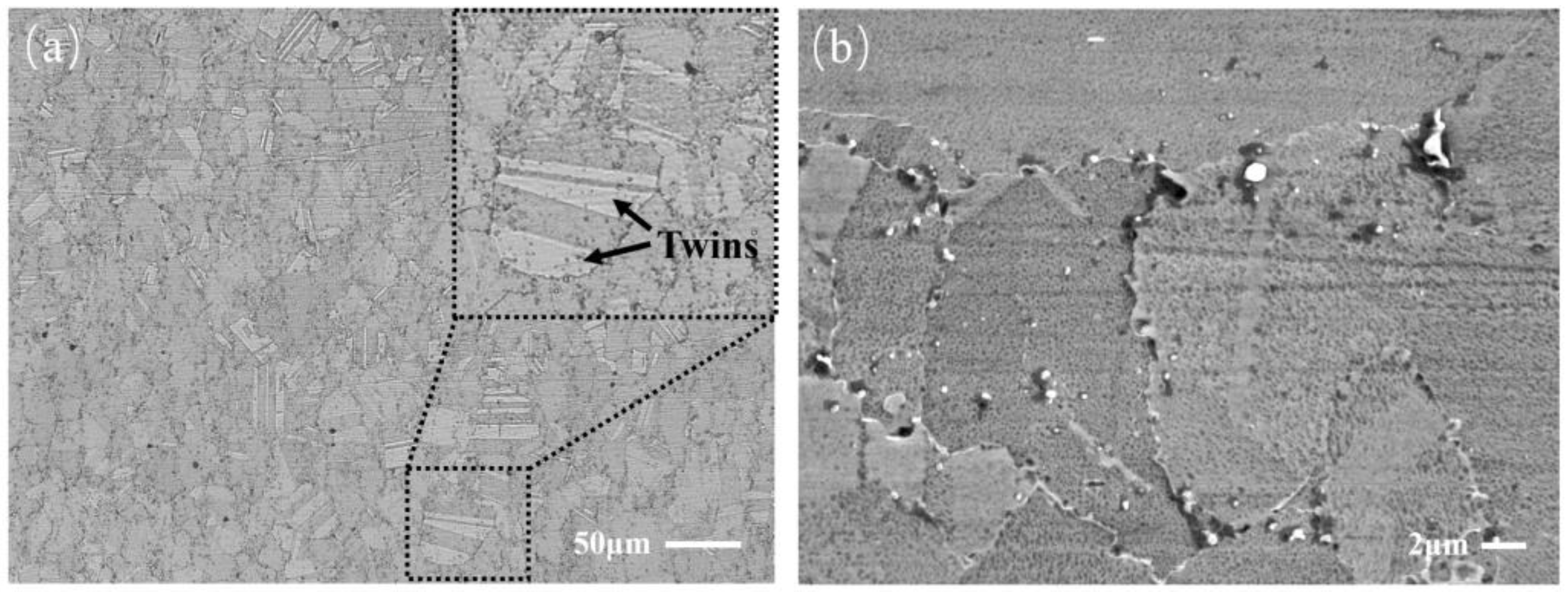
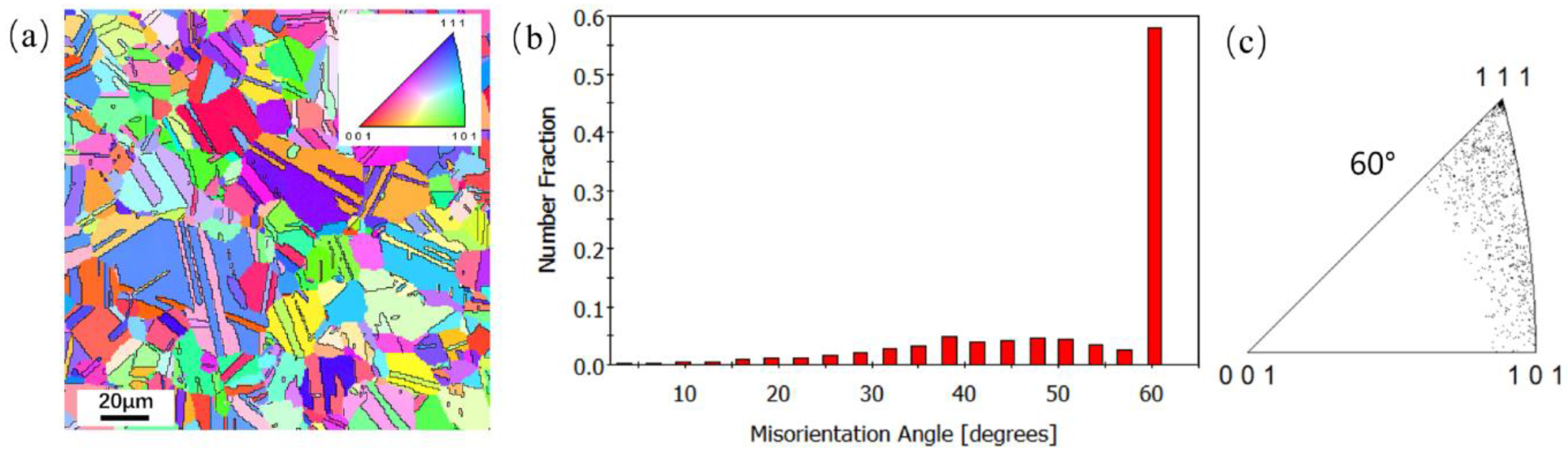
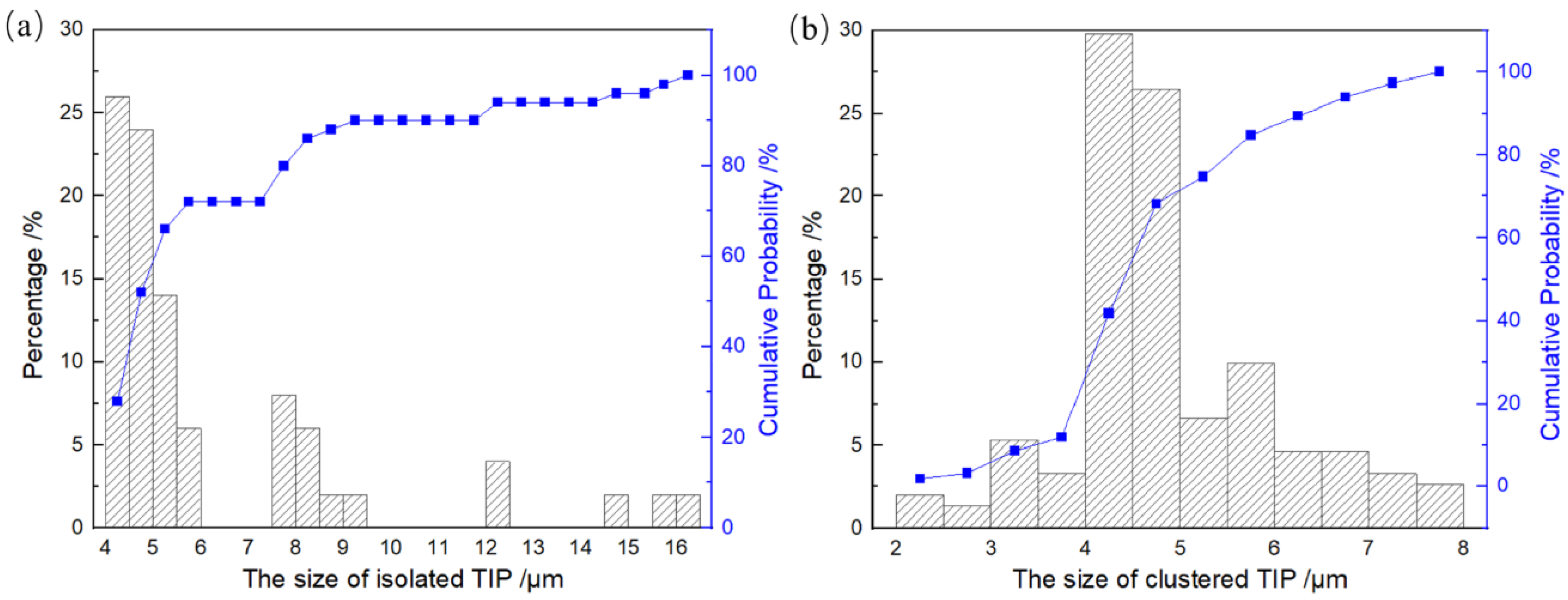
3.1. TIP Characterization
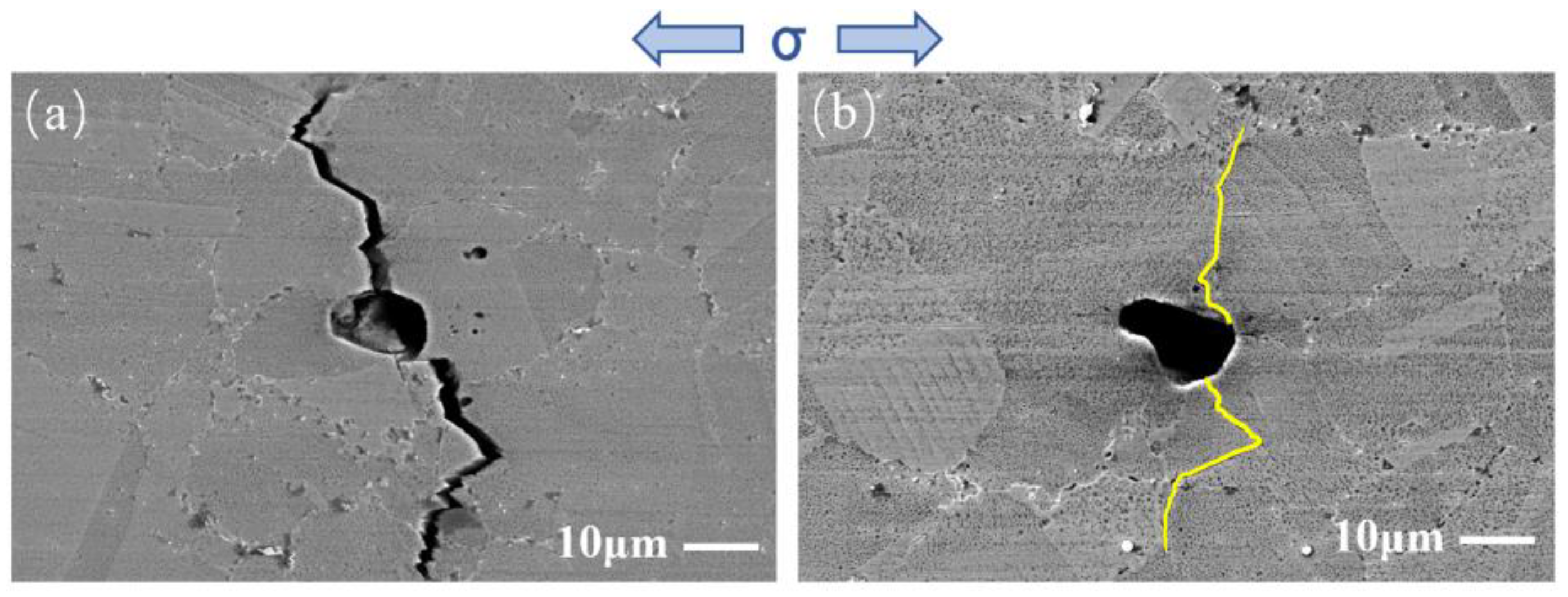
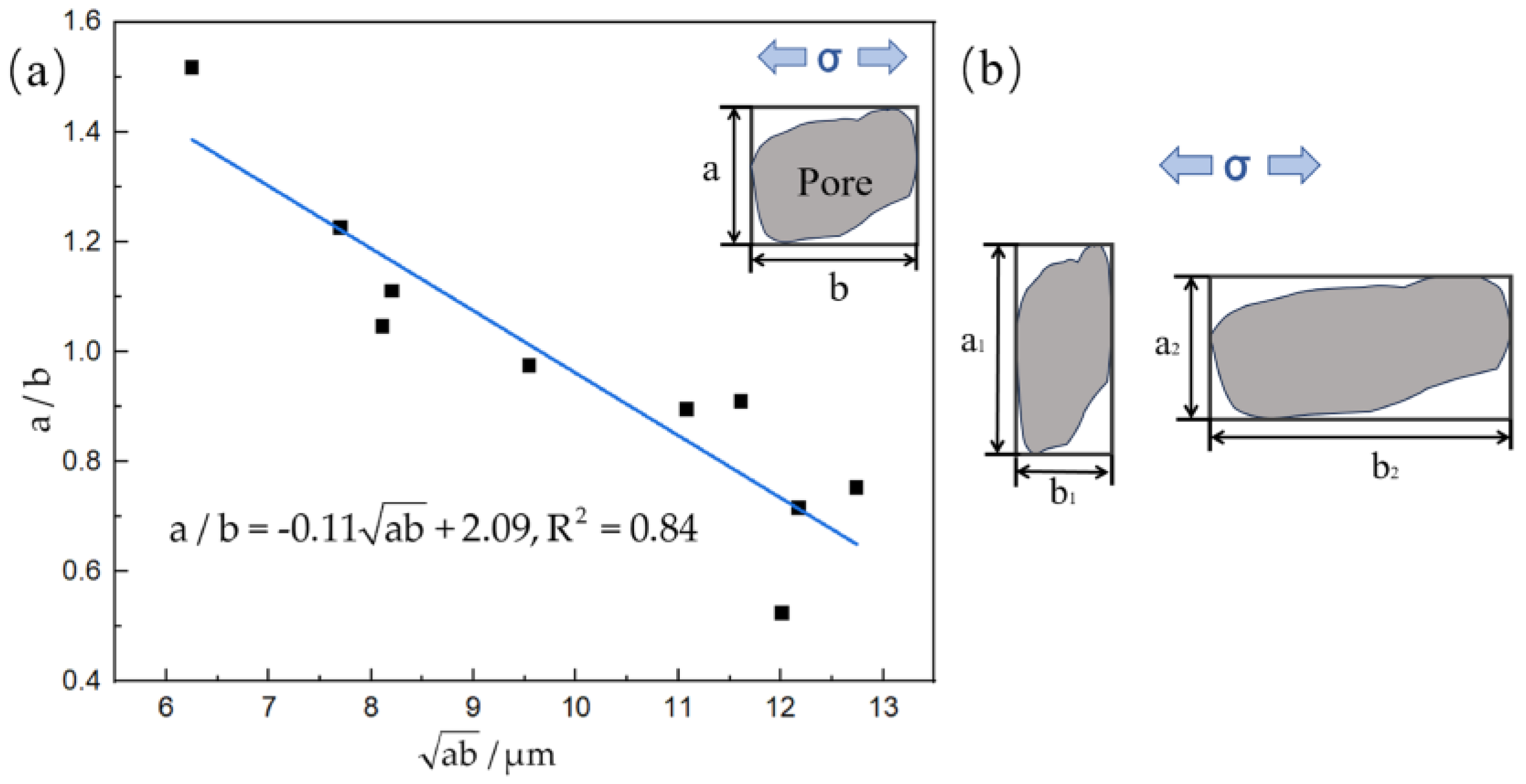
3.2. Crack Initiation at TIPs
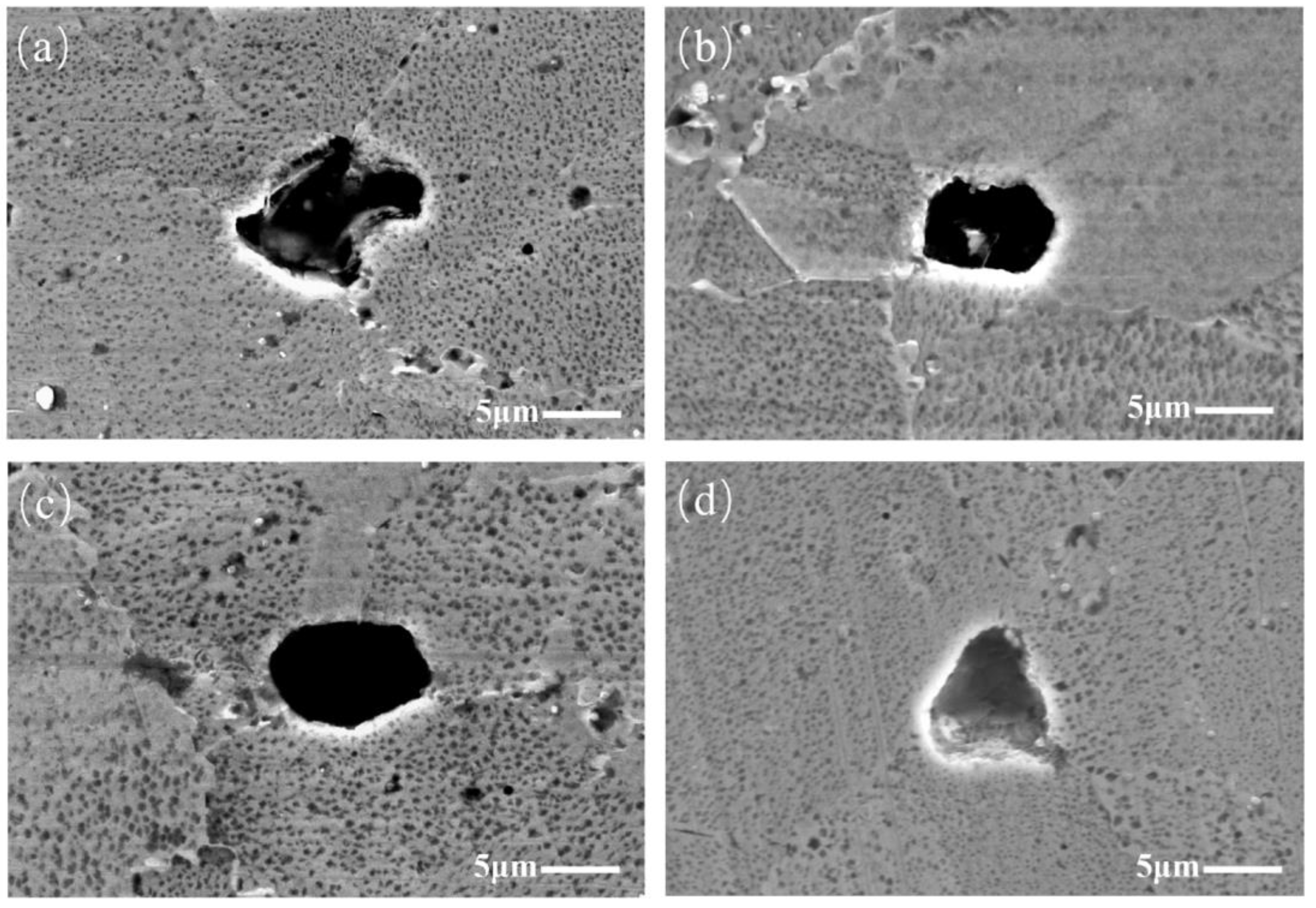
3.2.1. Crack Initiation at Isolated TIPs
3.2.2. Crack Initiation at Clustered TIPs
3.2.3. The Mechanism of Crack Initiation at TIP
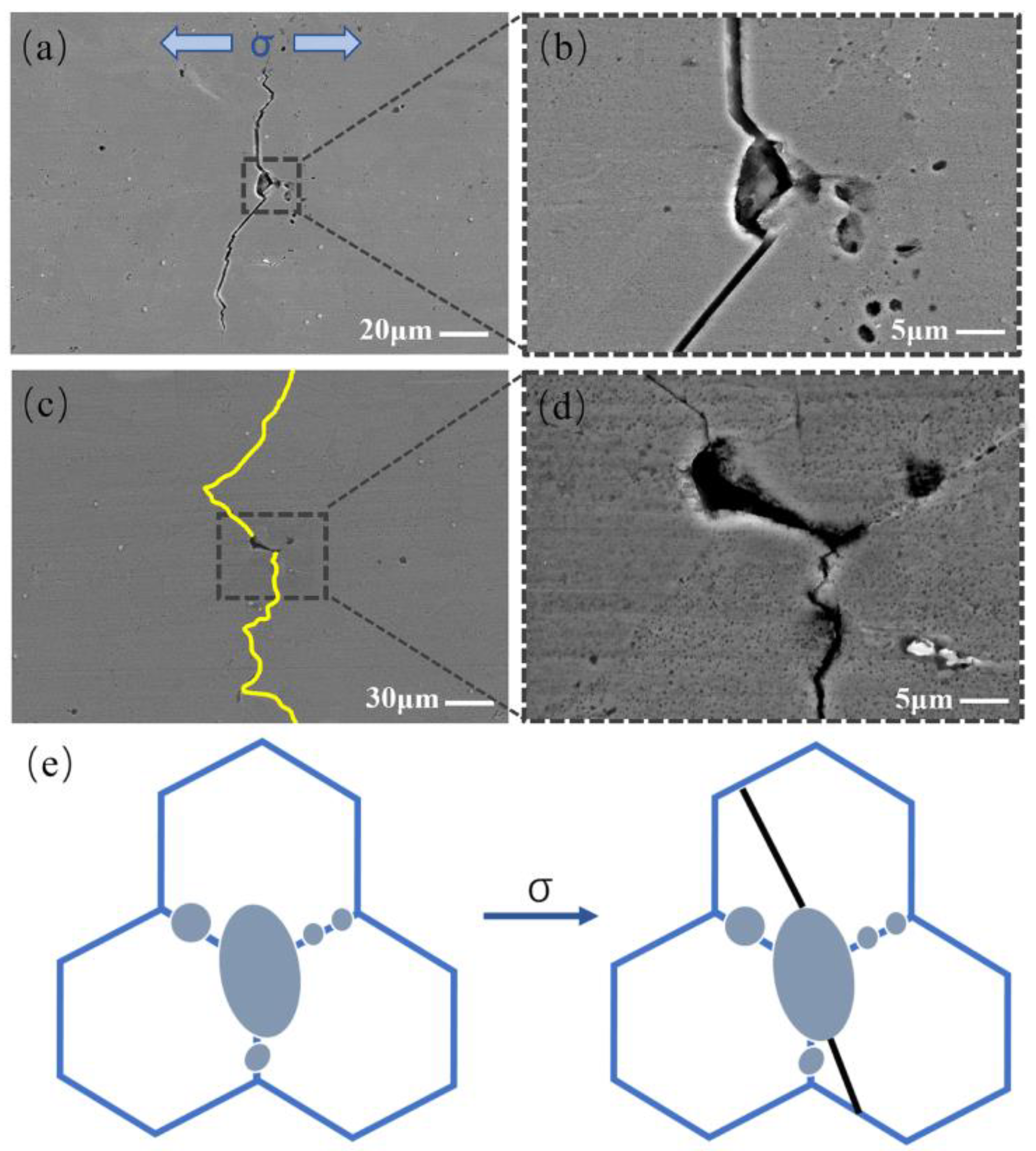
3.3. Crack Propagation
3.3.1. Crack Propagation Observation
3.3.2. Crack Deflection Analysis
4. Conclusions
- There are two forms of thermally induced pores including isolated TIPs and clustered TIPs. The isolated TIPs have both regular and irregular shapes, and clustered TIPs have much more irregular shapes. Most of the TIPs are located at the grain boundary. The isolated TIPs range in size from 4.0 to 16.5 μm, and small pores, which clustered TIPs are composed of, range in size from 2.0 to 8.0 μm.
- The initiation behavior of fatigue cracking in the FGH96 superalloy with isolated TIPs is determined not only by the maximum equivalent size but also by the ratio of the vertical–parallel axis to the loading direction of the pore. Regarding clustered TIPs, the constituent pores of the clustered TIPs will compete to initiate cracks based on the experimental results, and the largest pore will be more likely to initiate cracking.
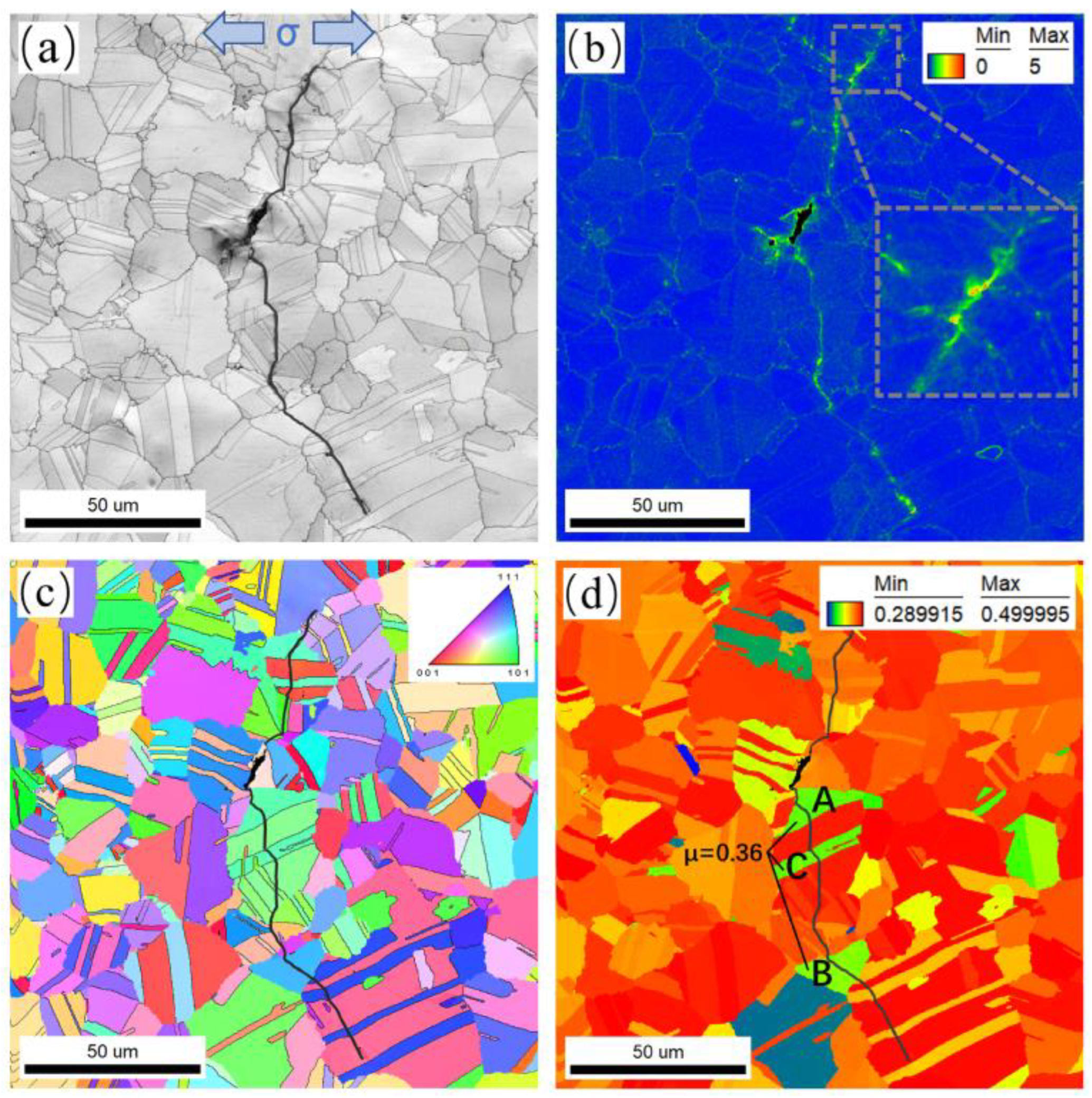
- Grains and twins with a low SF play a significant role in hindering fatigue crack propagation. Large-angle crack deflection, which consumes more energy, greatly increases the length of the crack propagation path and the resistance to crack propagation.
- Investigating the fatigue scatter of materials while considering the impacts of TIPs based on cumulative results—utilizing extreme value statistics would help in the investigation of the more detrimental forms of thermally induced pores.
- Exploring the possible patterns and reasons for the formation of isolated-TIP and clustered-TIP turbine disks under different processing procedures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chang, D.R.; Krueger, D.D.; Sprague, R.A. Superalloy Powder Processing, Properties, and Turbine Disk Applications. Superalloys 1984, 245–273. [Google Scholar] [CrossRef]
- Lawley, A.; Murphy, T.F. Metallography of Powder Metallurgy Materials. Mater. Charact. 2003, 51, 315–327. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W. Powder Characterisation Techniques and Effects of Powder Characteristics on Part Properties in Powder-Bed Fusion Processes. Virtual Phys. Prototyp. 2017, 12, 3–29. [Google Scholar] [CrossRef]
- Forsik, S.A.J.; Zhou, N.; Wang, T.; Polar Rosas, A.O.; Dicus, A.D.; Colombo, G.A.; Ricci, A.; Epler, M.E. Recent Developments in the Design of Next Generation Γ′-Strengthened Cobalt–Nickel Superalloys; Springer International Publishing: Berlin/Heidelberg, Germany, 2020; ISBN 9783030518332. [Google Scholar]
- Novák, P. Advanced Powder Metallurgy Technologies. Materials 2020, 13, 1742. [Google Scholar] [CrossRef]
- Fecht, H.; Furrer, D. Processing of Nickel-Base Superalloys for Turbine Engine Disc Applications. Adv. Eng. Mater. 2000, 2, 777–787. [Google Scholar] [CrossRef]
- Tadayuki Tsutsui (Hitachi Powdered Metals Co.). Recente Technology of Powder Metallurgy and Applications; Hitachi Chemical Technical Report No. 54; Hitachi Chemical: Tokyo, Japan, 2012; Volume 54, pp. 12–20. [Google Scholar]
- Michalcová, A.; Knaislová, A.; Kubásek, J.; Kačenka, Z.; Novák, P. Rapidly Solidified Aluminium Alloy Composite with Nickel Prepared by Powder Metallurgy: Microstructure and Self-Healing Behaviour. Materials 2019, 12, 4193. [Google Scholar] [CrossRef]
- Hassan, A.; Alnaser, I.A. A Review of Different Manufacturing Methods of Metallic Foams. ACS Omega 2023, 9, 6280–6295. [Google Scholar] [CrossRef]
- Dreshfield, R.L. Defects in Nickel-Base Superalloys. JOM 1987, 39, 16–21. [Google Scholar] [CrossRef]
- Higashi, M.; Kanno, N. Effect of Initial Powder Particle Size on the Hot Workability of Powder Metallurgy Ni-Based Superalloys. Mater. Des. 2020, 194, 108926. [Google Scholar] [CrossRef]
- Miao, G.; Yang, X.; Shi, D. Competing Fatigue Failure Behaviors of Ni-Based Superalloy FGH96 at Elevated Temperature. Mater. Sci. Eng. A 2016, 668, 66–72. [Google Scholar] [CrossRef]
- Pineau, A.; Antolovich, S.D. Probabilistic Approaches to Fatigue with Special Emphasis on Initiation from Inclusions. Int. J. Fatigue 2016, 93, 422–434. [Google Scholar] [CrossRef]
- Damon, J.; Hanemann, T.; Dietrich, S.; Graf, G.; Lang, K.H.; Schulze, V. Orientation Dependent Fatigue Performance and Mechanisms of Selective Laser Melted Maraging Steel X3NiCoMoTi18-9-5. Int. J. Fatigue 2019, 127, 395–402. [Google Scholar] [CrossRef]
- Miner, R.V.; Dreshfield, R.L. Effects of Fine Porosity on the Fatigue Behavior of a Powder Metallurgy Superalloy. Metall. Trans. A 1981, 12, 261–267. [Google Scholar] [CrossRef]
- Raes, H.D.B. Hot Isostatic Press Technology. Powder Metall. 1983, 26, 193–199. [Google Scholar] [CrossRef]
- Cheng, M.; Wu, J.; Lu, Z.G.; Guo, R.P.; Xu, L.; Yang, R. Effect of Argon-Induced Porosity on Mechanical Properties of Powder Metallurgy Titanium Alloy Components Using Hot Isostatic Pressing. Acta Metall. Sin. Engl. Lett. 2021, 34, 1386–1394. [Google Scholar] [CrossRef]
- Caton, M.J.; Jha, S.K. Small Fatigue Crack Growth and Failure Mode Transitions in a Ni-Base Superalloy at Elevated Temperature. Int. J. Fatigue 2010, 32, 1461–1472. [Google Scholar] [CrossRef]
- Findley, K.O.; Evans, J.L.; Saxena, A. A Critical Assessment of Fatigue Crack Nucleation and Growth Models for Ni-and Ni,Fe-Based Superalloys. Int. Mater. Rev. 2011, 56, 49–71. [Google Scholar] [CrossRef]
- Guo, R.; Xu, L.; Wu, J.; Yang, R.; Zong, B.Y. Microstructural Evolution and Mechanical Properties of Powder Metallurgy Ti-6Al-4V Alloy Based on Heat Response. Mater. Sci. Eng. A 2015, 639, 327–334. [Google Scholar] [CrossRef]
- Dunstan, M.K.; Paramore, J.D.; Fang, Z.Z. The Effects of Microstructure and Porosity on the Competing Fatigue Failure Mechanisms in Powder Metallurgy Ti-6Al-4V. Int. J. Fatigue 2018, 116, 584–591. [Google Scholar] [CrossRef]
- Abdullah, Z.; Razali, R.; Subuki, I.; Omar, M.A.; Ismail, M.H. An Overview of Powder Metallurgy (PM) Method for Porous Nickel Titanium Shape Memory Alloy (SMA). Adv. Mater. Res. 2016, 1133, 269–274. [Google Scholar] [CrossRef]
- Sinha, A.; Farhat, Z. A Study of Porosity Effect on Tribological Behavior of Cast Al A380M and Sintered Al 6061 Alloys. J. Surf. Eng. Mater. Adv. Technol. 2015, 5, 52691. [Google Scholar] [CrossRef]
- Falchete do Prado, R.; Esteves, G.C.; De, E.L.; Santos, S.; Griti Bueno, D.A.; Alves Cairo, C.A.; Gustavo, L.; De Vasconcellos, O.; Sagnori, R.S.; Bastos, F.; et al. In Vitro and in Vivo Biological Performance of Porous Ti Alloys Prepared by Powder Metallurgy. PLoS ONE 2018, 13, e0196169. [Google Scholar] [CrossRef]
- Teschke, M.; Moritz, J.; Tenkamp, J.; Marquardt, A.; Leyens, C.; Walther, F. Defect-Based Characterization of the Fatigue Behavior of Additively Manufactured Titanium Aluminides. Int. J. Fatigue 2022, 163, 107047. [Google Scholar] [CrossRef]
- Kumar, P.; Ravi Chandran, K.S.; Cao, F.; Koopman, M.; Fang, Z.Z. The Nature of Tensile Ductility as Controlled by Extreme-Sized Pores in Powder Metallurgy Ti-6Al-4V Alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2016, 47, 2150–2161. [Google Scholar] [CrossRef]
- Le, V.D.; Pessard, E.; Morel, F.; Prigent, S. Fatigue Behaviour of Additively Manufactured Ti-6Al-4V Alloy: The Role of Defects on Scatter and Statistical Size Effect. Int. J. Fatigue 2020, 140, 105811. [Google Scholar] [CrossRef]
- Meng, L.; Gao, J.; Yue, J.; Zhang, J.; Zhao, X.; Zhang, D. Stress-Based Fatigue Behavior of Ti–6Al–4V Alloy with a Discontinuous Lamellar Microstructure Fabricated by Thermomechanical Powder Consolidation. Mater. Sci. Eng. A 2020, 798, 140085. [Google Scholar] [CrossRef]
- GB/T 228.1-2010; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. China National Standardization Administration Committee: Beijing, China, 2010.
- GB/T 15749-2008; Measuring Method in Quantitative Metallography. China National Standardization Administration Committee: Beijing, China, 2008.
- GB/T 3075-2008; Metallic Materials—Fatigue Testing—Axial Force-Controlled Method. China National Standardization Administration Committee: Beijing, China, 2008.
- Zhang, Z.; Teng, X.; Hu, X.; Shan, X.; Guo, X.; Xu, Y.; Jiang, Y. Fatigue Life Affected by Various Defects of a Selective Laser-Manufactured Titanium Alloy. Mater. Sci. Technol. 2023, 39, 412–422. [Google Scholar] [CrossRef]
- Howland, R.C.J. On the Stresses in the Neighborhood of a Circular Hole in a Strip under Tension. Philos. Trans. R. Soc. London. Ser. A Contain. Pap. A Math. Or Phys. Character 1929, 229, 49–86. [Google Scholar]
- Murakami, Y. Stress Concentration. Met. Fatigue 2019, 3, 13–27. [Google Scholar] [CrossRef]
- Jiang, R.; Bull, D.J.; Evangelou, A.; Harte, A.; Pierron, F.; Sinclair, I.; Preuss, M.; Hu, X.T.; Reed, P.A.S. Strain Accumulation and Fatigue Crack Initiation at Pores and Carbides in a SX Superalloy at Room Temperature. Int. J. Fatigue 2018, 114, 22–33. [Google Scholar] [CrossRef]
- Mostafaei, A.; Zhao, C.; He, Y.; Reza Ghiaasiaan, S.; Shi, B.; Shao, S.; Shamsaei, N.; Wu, Z.; Kouraytem, N.; Sun, T.; et al. Defects and Anomalies in Powder Bed Fusion Metal Additive Manufacturing. Curr. Opin. Solid State Mater. Sci. 2022, 26, 100974. [Google Scholar] [CrossRef]
- Zhang, L.C.; Jiang, R.; Wang, Y.C.; Zhang, L.; Liu, J.T.; Zhang, Y.W.; Song, Y.D. Effects of Microstructure and Temperature on Short Fatigue Crack Propagation Behaviour of Powder Metallurgy Superalloy FGH4098 in Vacuum. Mater. Sci. Eng. A 2022, 852, 143637. [Google Scholar] [CrossRef]
- Feng, Y.; Li, C.; Zhou, X.; Qu, S.; Wang, X.; Tian, G.; Chen, Y.; Zou, J. Fatigue Crack Propagation Induced by SiO2 Inclusions in P/M Superalloys Studied by in Situ SEM. Theor. Appl. Fract. Mech. 2023, 125, 103916. [Google Scholar] [CrossRef]
- Alam, Z.; Eastman, D.; Weber, G.; Ghosh, S.; Hemker, K. Microstructural Aspects of Fatigue Crack Initiation and Short Crack Growth in René 88DT. Proc. Int. Symp. Superalloys 2016, 2016, 561–568. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Co | Zr | Mo | Ta | W | Al | Ti | Nb | B | C | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 16.00 | 13.00 | 0.04 | 4.00 | 2.30 | 4.00 | 2.20 | 3.70 | 0.80 | 0.02 | 0.05 | Bal. |
| T [°C] | E [GPa] | σb [MPa] | σ0.2 [MPa] | υ |
|---|---|---|---|---|
| 20 | 225 | 1546 | 1107 | 0.30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yi, S.; Zhang, S.; Wang, D.; Mao, J.; Zhang, Z.; Hu, D. Study of Fatigue Crack Initiation and the Propagation Mechanism Induced by Pores in a Powder Metallurgy Nickel-Based FGH96 Superalloy. Materials 2024, 17, 1356. https://doi.org/10.3390/ma17061356
Yi S, Zhang S, Wang D, Mao J, Zhang Z, Hu D. Study of Fatigue Crack Initiation and the Propagation Mechanism Induced by Pores in a Powder Metallurgy Nickel-Based FGH96 Superalloy. Materials. 2024; 17(6):1356. https://doi.org/10.3390/ma17061356
Chicago/Turabian StyleYi, Shuang, Shichao Zhang, Denghui Wang, Jianxing Mao, Zheng Zhang, and Dianyin Hu. 2024. "Study of Fatigue Crack Initiation and the Propagation Mechanism Induced by Pores in a Powder Metallurgy Nickel-Based FGH96 Superalloy" Materials 17, no. 6: 1356. https://doi.org/10.3390/ma17061356