

A Review on Additive Manufacturing Methods for NiTi Shape Memory Alloy Production
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Production of NiTi and Methods of Additive Manufacturing
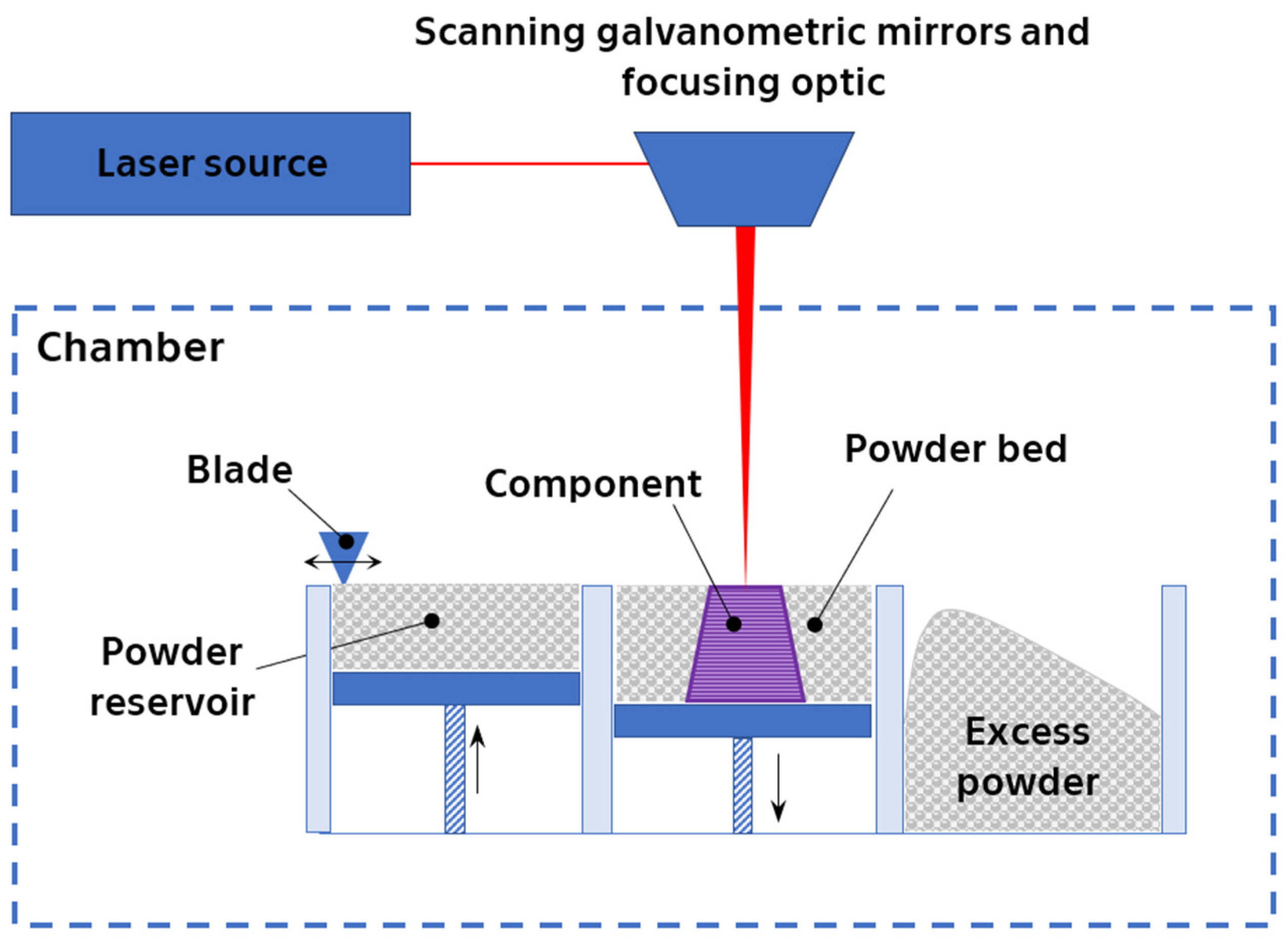
2.1. Powder Bed Fusion—Laser Beam
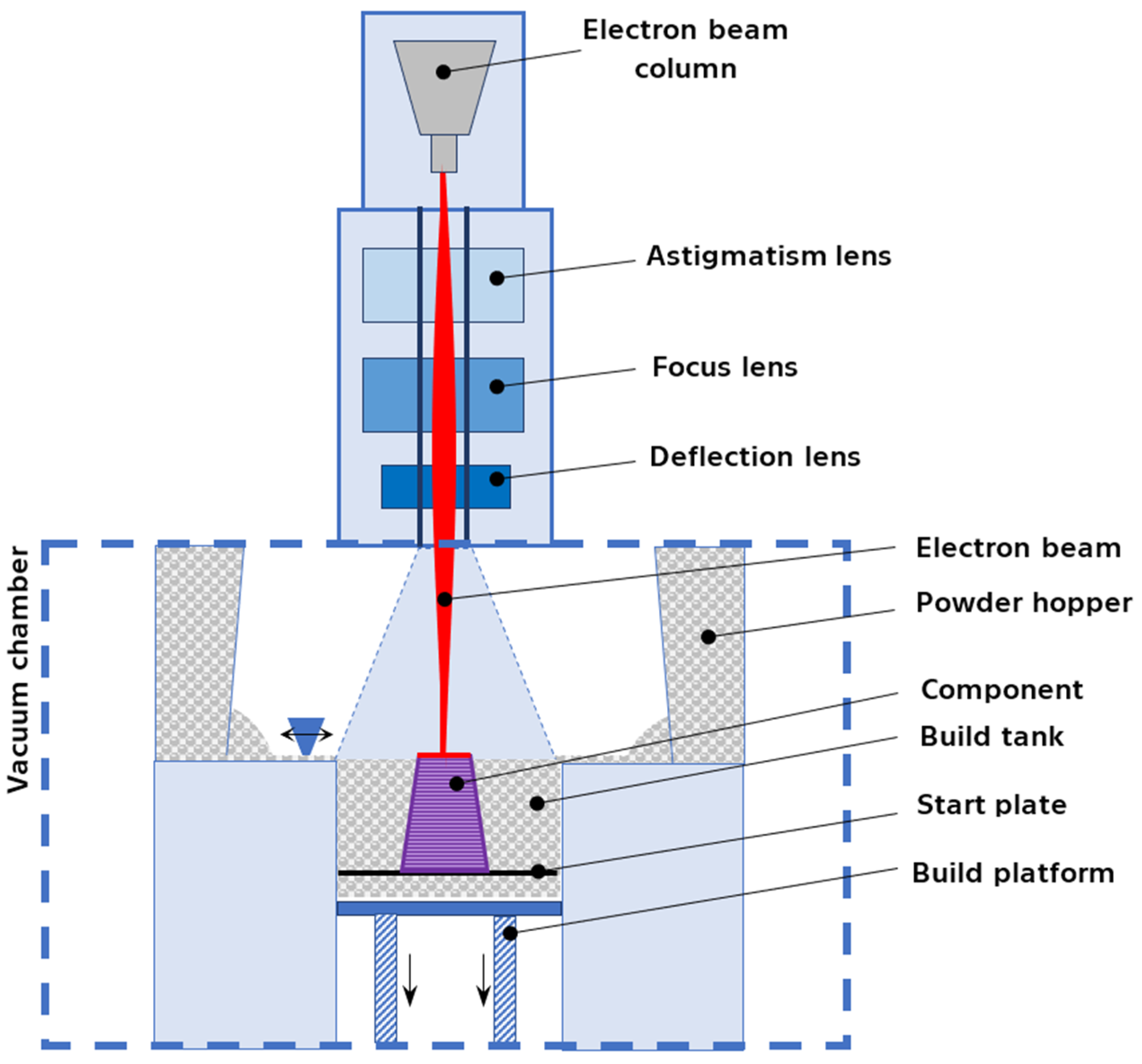
2.2. Powder Bed Fusion—Electron Beam
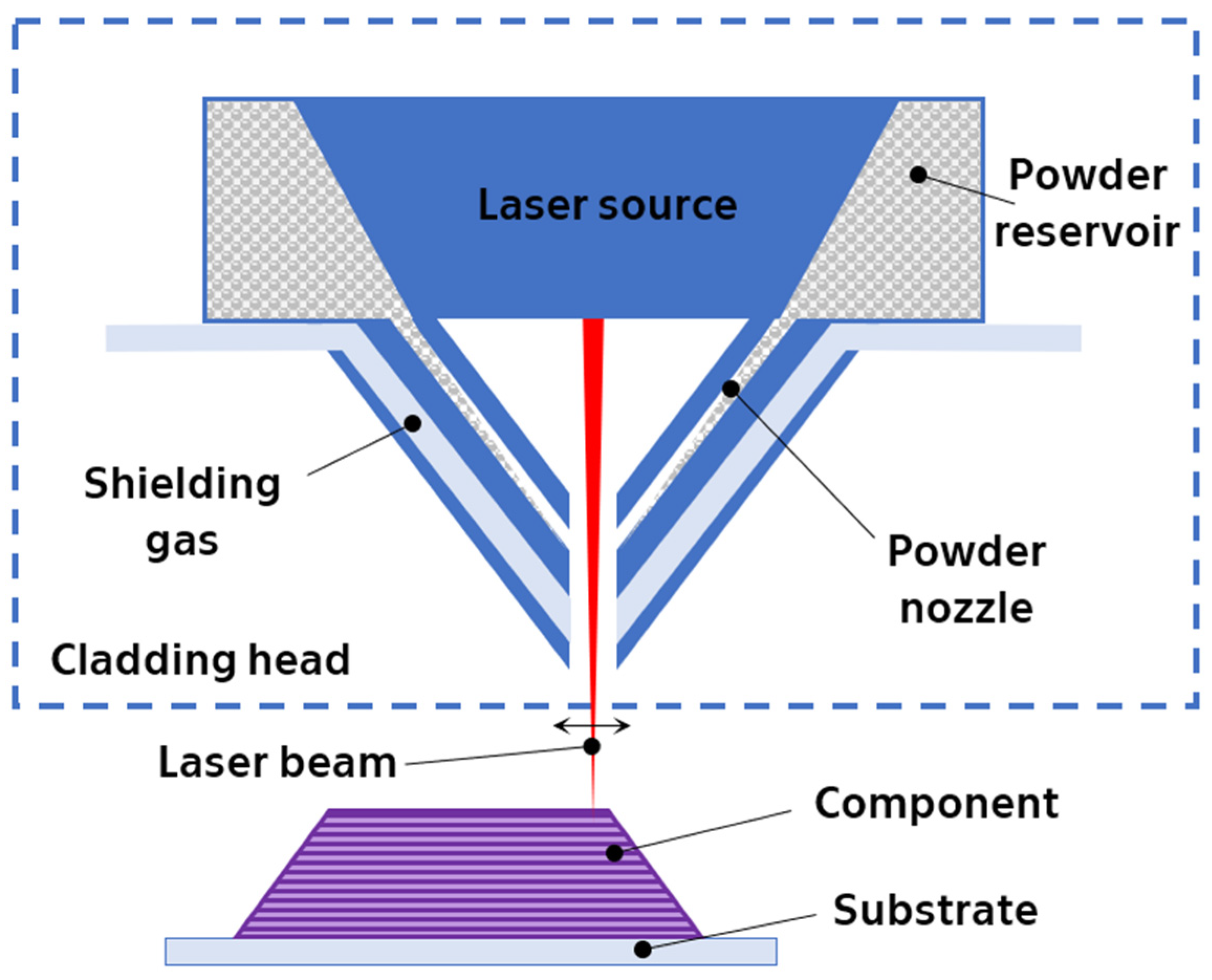
2.3. Directed Energy Deposition—Laser Beam
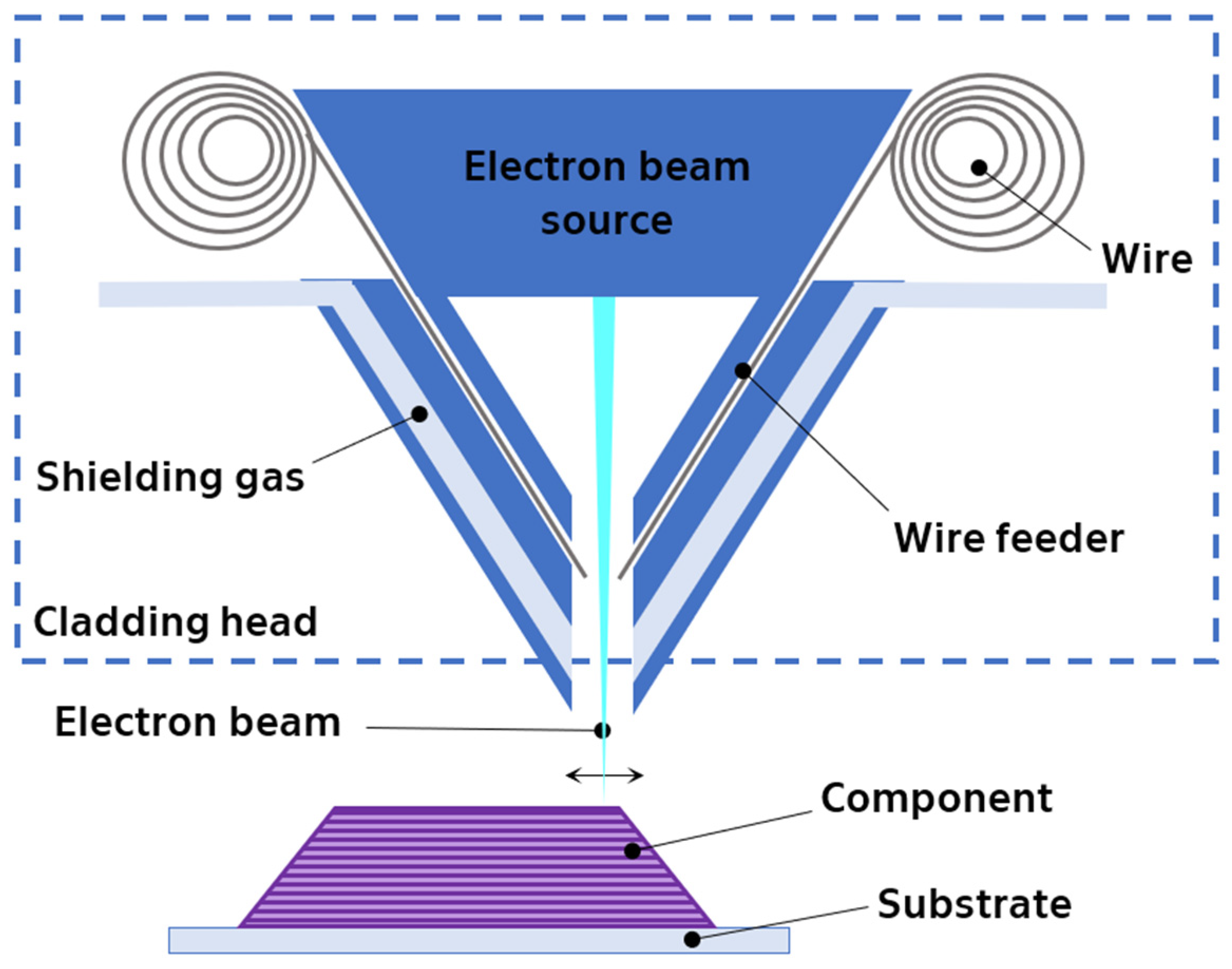
2.4. Directed Energy Deposition—Electron Beam—Wire
2.5. Directed Energy Deposition—Arc

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | System | Scanning Speed | Layer Thickness | Hatch Spacing | Laser Power | Samples |
|---|---|---|---|---|---|---|
| Laser powder bed fusion | ||||||
| (Cai, 2023) [54] | SLM EOSINT M280 (EOS GmbH, Krailing, Germany), 400 W Yb fiber laser, spot diameter of 80 μm | 800–1400 mm/s | 30 μm | 80 μm | 180 W | Dog bone-shaped, extracted from 8 × 8 × 8 mm3 blocks |
| (Ge, 2023) [55] | EOS M290 LPBF (EOS GmbH, Krailing, Germany) | 700–1100 mm/s | 30 μm | 100 μm | 150–300 W | Dog bone-shaped, extracted from 15 × 15 × 15 mm3 blocks |
| (Chekotu, 2023) [56] | Aconity MINI (Aconity 3D GmbH, Aachen, Germany), IPG Photonics Nd:YAG fiber laser system, laser power of 200 W and wavelength of 1068 nm | 600–1200 mm/s | 40 μm | 40–70 μm | 120–180 W | Extracted from horizontally and vertically build blocks |
| (Jiang, 2023) [57] | RenAM 500E (Renishaw, Wotton-under-Edge, United Kingdom) | 500–1200 mm/s | 30 µm | 80 µm | 140 W | Length 60 mm, width 15 mm, thickness from 0.15 mm to 1 mm |
| (Liu, 2023) [58] | AmPro SP100 SLM machine (AmPro Innovations, Notting Hill, Australia) | 900 mm/s | 30 μm | 60 μm | 190 W | Cylinders, 7 mm in diameter and 60 mm high |
| (Sequeda Leon, 2023) [59] | Renishaw AM400 system (Renishaw, Wotton-under-Edge, United Kingdom), with a 400 W ytterbium fiber laser, wavelength 1.070 μm, spot size 70 μm, laser energy density 44 and 85 J/mm3 | 40 µm | 64 µm | 81 and 156 W | ||
| (Zhan, 2023) [60] | Concept Laser Mlab-R 3D printer (GE Additive, West Chester, OH, United States) | 250–800 mm/s | 25 µm | 110 µm | 50–95 W | Dog bone-shaped, tested cross-section 5 × 2 mm2 |
| (Zhan, 2023) [41] | Concept Laser Mlab-R 3D printer (GE Additive, West Chester, OH, United States) | 250–440 mm/s | 25 µm | 110 µm | 15–90 W repetitive scanning strategy | |
| (Ehsan Saghaian, 2022) [34] | Phenix PXM (3D Systems, Rock Hill, SC, United States), with a 300 W Ytterbium fiber laser with 80 µm focused beam | 125 mm/s | 30 µm | 40–240 µm | 50 and 100 W | Cylinders, 4.5 mm in diameter and 10 mm high |
| (Obeidi, 2022) [61] | Aconity MINI PBF-LB metal printer (Aconity 3D GmbH, Aachen, Germany), with a 200 W fiber laser of 1068 nm wavelength, spot size 50 µm | 400, 550, and 700 mm/s | 40 and 80 µm | 70 µm | 140, 160, and 180 W | 5 × 5 × 5 mm3 |
| (Zhang, 2022) [62] | ProX 200 (3D Systems, Rock Hill, SC, United States) commercial PBF-LB system, Ytterbium fiber laser with wavelength 1070 nm, beam diameter 80 μm, and 300 W maximum power, laser energy density 60.92 J/mm3 | 1080 mm/s | 38 µm | 80 µm | 200 W | 10 × 10 × 10 mm3 |
| (Nematollahi, 2021) [63] | LPBF machine Prox 200 (3D Systems, Rock Hill, SC, United States) | 1250 mm/s | 80 µm | 250 W | Test-specific shape and dimensions | |
| (Obeidi, 2021) [64] | Aconity MINI (Aconity 3D GmbH, Aachen, Germany) metal 3D printer, with a 200 W fiber laser manufactured by IPG Photonics with a wavelength of 1068 nm, spot size 40, 60, and 80 µm, laser energy density 11–100 J/mm3 | 500, 1000, and 1500 mm/s | 90 µm | 40, 60, and 80 µm | 120, 150, and 180 W | 3 × 3 × 4 mm3 |
| (Wen, 2021) [65] | HKM-125 (Wuhan Huake 3D Technology Co., Ltd., Wuhan, China), spot size 75 µm | 1000 mm/s | 30 μm | 180 W | 10 × 10 × 5 mm3 | |
| (Wang, 2019) [66] | PBF-LB 250 HL machine (PBF-LB Solutions Group AG, Lübeck, Germany), spot size 80 µm | 200–1000 mm/s | 50 µm | 100 µm | 150 W | 10 × 10 × 2 mm3 |
| (Xiong, 2019) [20] | Eplus M100-T (SHINING 3D, Hangzhou, China), with a maximum 200 W Yb-fiber laser of 50 μm in diameter | 500 mm/s | 30 µm | 80 µm | 120 W | 80 × 2.8 × 0.8 mm3 |
| (Shayesteh Moghaddam, 2018) [67] | PBF-LB machine PXM (3D Systems, Rock Hill, SC, United States) with a 300 W Ytterbium fiber laser, laser energy density 55.5 J/mm3 | 1250 mm/s | 30 µm | 120 µm | 250 W | Dog-bone shaped |
| (Hamilton, 2017) [68] | Type PXM PBF-LB commercial workstation (3DSystems, Rock Hill, SC, United States), beam diameter 0.08 mm, laser energy density 56 J/mm3 | 1250 mm/s | 30 µm | 120 µm | 250 W | 4 × 4 × 8 mm3 |
| (Dadbakhsh, 2016) [69] | An in-house PBF-LB machine (300 W Yb:YAG fiber laser with a beam diameter of about 80 µm | 1100 mm/s | 30 μm | 60 μm | 250 W | 6 × 6 × 12 mm3 |
| (Saedi, 2016) [70] | PBF-LB machine PXM (3D Systems, Rock Hill, SC, United States), which is equipped with a 300 W Ytterbium fiber laser, beam diameter of 80 μm | 1250 mm/s | 30 μm | 120 μm | 250 W | Cylinders, 8 mm in diameter and 12 mm high |
| (Dadbakhsh, 2015) [71] | An in-house PBF-LB machine (continuous 300 W Yb:YAG fiber laser with a beam diameter of about 80 μm and a galvano scanner), laser energy density 111 and 126 J/mm3 | 160 and 1100 mm/s | 30 µm | 75 and 60 µm | 40 and 250 W | Octahedron porous structures |
| (Bormann, 2014) [27] | PBF-LB-Realizer 100 (PBF-LB-Solutions, Lübeck, Germany) | 107 to 297 mm/s | 50 μm | 120 μm | 56 to 100 W | Cylinders, 7 mm in diameter and 14 mm high |
| (Zhang, 2013) [72] | MCP Realize machine (MCP 250 HEK Tooling GmbH, Germany), Nd:YAG laser device with a wavelength of 1064 nm | 50–400 mm/s | 50 μm | 100 W | 5 × 15 × 5 mm3 | |
| (Bormann, 2012) [27] | PBF-LB-Realizer 100 (PBF-LB-Solutions, Lübeck, Germany) | 133 to 171 mm/s | 50 μm | 120 μm | 60 to 80 W | Cylinders, 5 and 7 mm in diameter and 15 mm high |
| (Shishkovsky, 2012) [73] | YLR-50, continuous-wave Ytterbium fiber laser by IPG Photonics, spot size 60 µm | 100 and 160 mm/s | 60 µm | 100 µm | 50 W | rectangular (base 10 × 10 mm2) |
| Laser-directed energy deposition | ||||||
| (Wang, 2019) [66] | LaserTec 65system (DMG MORI, Bielefeld, Germany), fiber-coupled diode laser (Laserline GmbH, Mülheim-Kärlich, Germany) | 16.67 mm/s | 1000 µm | 1500 µm | 500 and 1000 W | 20 × 20 × 15 mm3 |
| (Hamilton, 2017) [68] | Direct Digital Deposition (CIMP-3D, State College, PA, United States) in a custom-built atmospherically controlled chamber, beam diameter 4 mm, laser energy density 61 J/mm3 | 10.6 mm/s | 700 µm | 2200 µm | 1000 W | Micromachined from a build volume of 56 × 13 × 10 mm3 |
| (Halani, 2013) [74] | Lens 750™ system (Optomec, Albuquerque, NM, United States) with a continuous fiber laser (wavelength: 1.064 μm), spot size 0.5 mm | 12.5 mm/s | 250 µm | 500 µm | 250 W | Cylinders, 10 mm in diameter and 25.4 mm high |
| (Malukhin, 2006) [75] | Nd:YAG laser DMD machine with a feedback control system (courtesy of Dr. R. Kovacevic at SMU) | 10.16 mm/s | 381 µmm | 250–600 W | Cylinders, 25.4 mm in diameter and 2.54 mm high | |
| Selective electron beam melting | ||||||
| (Fink, 2023) [76] | PBF-EB machine Freemelt One (Freemelt Holding, Mölndal, Sweden) | 75 μm | 200 μm | 10 × 10 × 15 mm3 | ||
| (Wang, 2019) [66] | Arcam EBM A2X system (GE Additive, West Chester, OH, United States) | 20 × 20 × 15 mm3 | ||||
| Reference | Powder Composition | Powder Particle Size (µm) | Powder Producer | Powder Type/ Fabrication Method | |
|---|---|---|---|---|---|
| Ni | Ti | ||||
| Laser powder bed fusion | |||||
| (Cai, 2023) [54] | 50.7 at.% | 49.3 at.% | 19–53, D50 = 33 | AMC Powders Co. Ltd., Beijing, China | Electrode induction-melting gas atomized |
| (Ge, 2023) [55] | Nearly equal atomic ratio | D10 = 16.5, D50 = 31.2, D90 = 48 | Pre-alloyed aerosolized NiTi powder | ||
| (Chekotu, 2023) [56] | 49.9 at.% | 50.1 at.% | D10 = 12.3, D50 = 28.1, D90 = 57.3 | Ingpuls GmbH, Bochum, Germany | Electron induction melting gas atomized |
| (Jiang, 2023) [57] | 50.6 at.% | 49.4 at.% | D10 = 21.9, D50 = 35.1, D90 = 55.6 | Minatech Co., Ltd. Shenzhen, China | Alloy powder |
| (Zhan, 2023) [60] | 55.98 wt.% | 44.02 wt.% | 10–60, D50 = 37 | Advanced Materials Technology, Co., Ltd. | Pre-alloyed NiTi powder |
| (Zhan, 2023) [41] | 50.91 at.% | 49.09 at.% | 15–53, D50 = 37 | Advanced Materials Technology, Co., Ltd. | Pre-alloyed NiTi powder |
| (Sequeda Leon, 2023) [59] | 50.47 at.% | 49.53 at.% | 15–53 | Hermus & OEMSichuan Hermus Industry Co., Ltd, Chengdu, China | – |
| (Ehsan Saghaian, 2022) [34] | 50.8 at.% | 49.2 at.% | Mean size 50 | TLS Technik GmbH (Bitterfield, Germany) | Electrode induction-melting gas atomized from NiTi ingot |
| (Obeidi, 2022) [61] | 50 at.% | 50 at.% | D10 = 16.7, D50 = 31.5, D90 = 56.6 | Ingpuls GmbH, Bochum, Germany | Gas atomized Nitinol powder |
| (Zhang, 2022) [62] | 50.8 at.% | 49.2 at.% | 10–60; D50 = 29, D80 = 38 | Carpenter Technology Corp, Philadelphia, PA, United States | Electrode induction-melting gas atomized |
| (Nematollahi, 2021) [63] | 50.8 at.% | 49.2 at.% | 16–63 | – | Pre-alloyed powder, gas atomized |
| (Obeidi, 2021) [64] | 50.10 at.% | 49.99 at.% | D10 = 16.7, D50 = 31.5, D90 = 56.6 | Ingpuls GmbH, Bochum Germany | Gas atomized |
| (Wen, 2021) [65] | 50.73 at.% | 49.27 at.% | D10 = 20.6, D50 = 34.0, D90 = 53.1 | AMC Powders Co. Ltd., Beijing, China | Gas atomized |
| 50.93 at.% | 49.07 at.% | D10 = 22.1, D50 = 36.0, D90 = 58.5 | AMC Powders, China | Gas atomized | |
| 51.27 at.% | 48.73 at.% | D10 = 34.4, D50 = 48.5, D90 = 67.9 | AMC Powders, China | Gas atomized | |
| (Xiong, 2019) [20] | 50.4 at.% | 49.6 at.% | 15–53 | – | Gas atomized |
| (Shayesteh Moghaddam, 2018) [67] | 50.1 at.% | 49.9 at.% | 25–75 | TLS Technik GmbH (Bitterfield, Germany) | Electrode induction-melting gas atomized |
| (Hamilton, 2017) [68] | 50.09 at.% | 49.91 at.% | 25–75 | – | Pre-alloyed |
| (Dadbakhsh, 2016) [69] | 50.2 at.% | 49.8 at.% | 25–45 | Raymor Industries Inc., Boisbriand, QC, Canada | Plasma atomized NiTi |
| (Saedi, 2016) [70] | 50.8 at.% | 49.2 at.% | 25–75 | TLS Technik GmbH (Bitterfield, Germany) | Electrode induction-melting gas atomized from NiTi ingot |
| (Dadbakhsh, 2015) [71] | 55.2 wt.% | 44.8 wt.% | 25–45 | Raymor Industries Inc., Canada | Plasma-atomized NiTi powder |
| (Bormann, 2014) [77] | 55.96 wt.% (+0.05 wt.% O, C, H) | 43.99 wt.% | 35–180 | Memry GmbH, Weil am Rhein, Germany | Pre-alloyed |
| (Zhang, 2013) [72] | 55 wt.% | 45 wt.% | Ni D50 = 30, Ti D50 = 35 | Powders by Sulzer Metco Technologies Co. Ltd., Winterthur, Switzerland | A mixture of Ni and Ti powders |
| (Bormann, 2012) [27] | 56.1 wt.% | 43.9 wt.% | D50 = 60 | MEMRY GmbH, Weil am Rhein, Germany | Pre-alloyed gas atomized |
| (Shishkovsky, 2012) [73] | 55 wt.% | 45 wt.% | D10 = 11.4, D50 = 25.5, D 90 = 37.5 | TLS Technik GmbH&Co (Niedernberg, Germany) | Pre-alloyed gas atomized |
| Laser-directed energy deposition | |||||
| (Hamilton, 2017) [68] | 53 wt.% (47.9 at.%) | 47 wt.% (52.1 at.%) | Ni D50 = 101.7, Ti D50 = 94.1 | – | Elementally blended Ni and Ti powders |
| (Halani, 2013) [74] | 57 at.% | 43 at.% | – | Atlantic Equipment Engineers, Upper Saddle River, NJ, United States | A mixture of Ni and Ti powders |
| (Malukhin, 2006) [75] | 55.5–56 wt.% | 44–44.5 wt.% | 10–180 | UDIMET NITINOL | Pre-alloyed |
| Selective electron beam melting | |||||
| (Fink, 2023) [76] | 48.9 at.% | 51.1 at.% | D10 = 45, D50 = 64.4, D 90 = 89.1 | Eckart TLS GmbH (Bitterfeld-Wolfen, Germany) | Argon-atomized pre-alloyed Ti-rich NiTi powder |
3. Functional Properties of NiTi Alloys
4. Evaluating Properties of AM NiTi Alloy
5. Effect of AM Technologies on the Properties
5.1. Effect of PBF-LB Method
5.2. Effect of PBF-EB Method
5.3. Effect of DED-LB Method
5.4. Effect of DED-EB-W Method
5.5. Effect of DED-arc Method
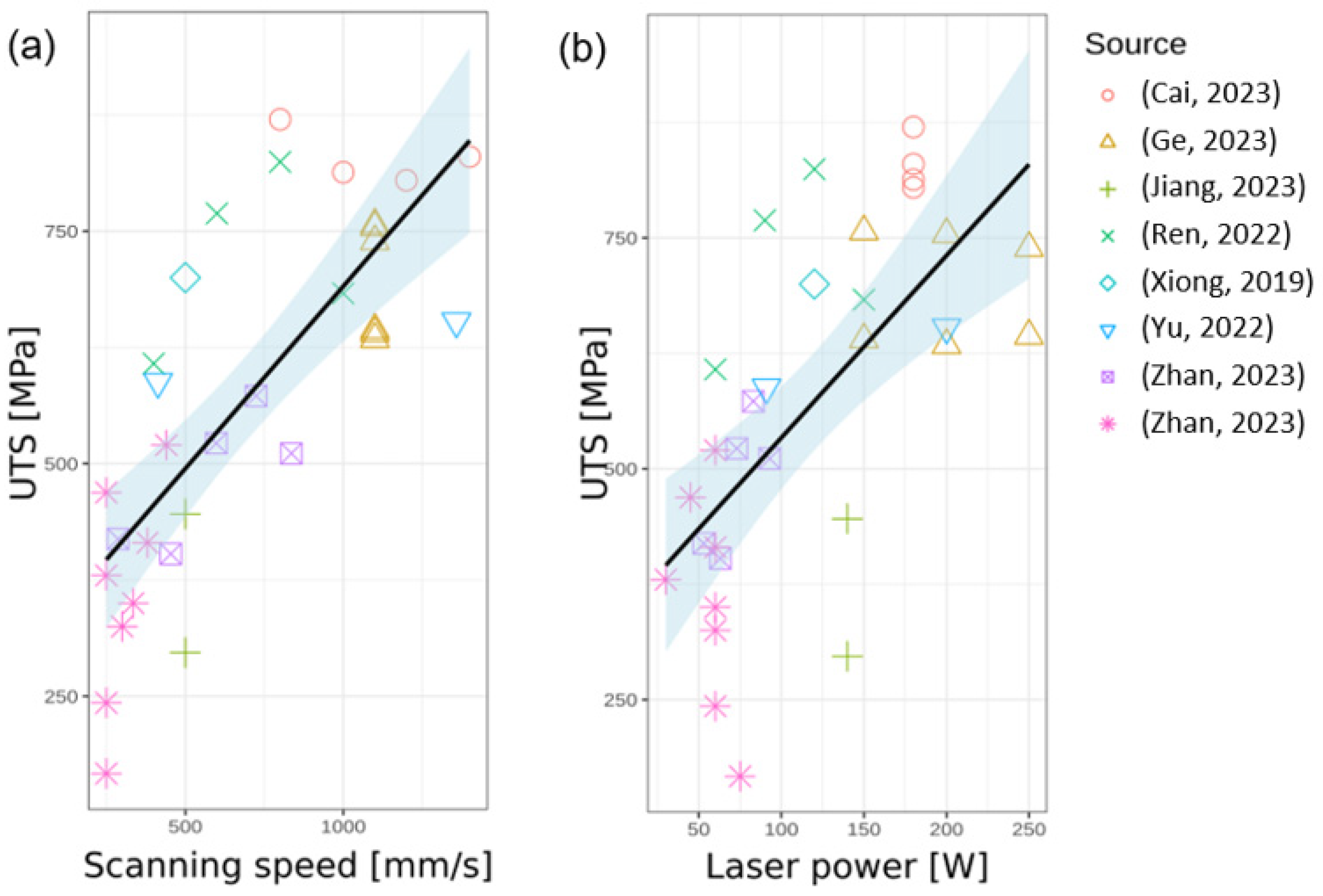
| Reference | Method/ Specification | Ultimate Tensile Strength (MPa) | Ultimate Tensile Strain (%) | Ultimate Compressive Strength (MPa) | Ultimate Compressive Strain (%) | Hardness | |
|---|---|---|---|---|---|---|---|
| Powder bed fusion—laser beam | |||||||
| (Cai, 2023) [54] | PBF-LB different scanning speed | 800 mm/s | 870 | 6.7 | |||
| 1000 mm/s | 813 | 6.3 | |||||
| 1400 mm/s | 829 | 8.1 | |||||
| (Ge, 2023) [55] | PBF-LB different loading direction | Parallel to building | 757 | 8 | |||
| Transverse to building | 644 | 11 | |||||
| (Chekotu, 2023) [56] | PBF-LB | Horizontal | 360–420 | 290–454 HV | |||
| Vertical | 395–430 | 248–362 HV | |||||
| (Jiang, 2023) [57] | PBF-LB different specimen thickness | 0.15 mm | 297 | 6.9 | |||
| 1 mm | 446 | 9.7 | |||||
| (Zhan, 2023) [60] | PBF-LB different laser power, scanning speed, and VED | 63 W, 454 mm/s, 50.46 J/mm3 | 403 | 7.6 | |||
| 83 W, 724 mm/s, 41.69 J/mm3 | 573 | 10.1 | |||||
| (Zhan, 2023) [41] | PBF-LB different laser power and scanning speed | 45 W, 250 mm/s | 469 | 6.2 | |||
| 60 W + 45 W, 250 mm/s | 440 | 6.8 | |||||
| 60 W, 440 mm/s | 520 | 6.9 | |||||
| (Ren, 2022) [35] | PBF-LB different laser power | 60 W | 607.6 | 5.62 | |||
| 90 W | 769.0 | 5.45 | |||||
| 120 W | 824.2 | 5.19 | |||||
| 150 W | 683.1 | 4.54 | |||||
| (Yu, 2022) [114] | PBF-LB different laser power | 200 W | 653 | 8.08 | |||
| 91 W | 588 | 10.97 | |||||
| (Obeidi, 2021) [64] | PBF-LB different VED | 100 J/mm3 | 3400 | 32 | |||
| 83.33 J/mm3 | 3320 | 32.6 | |||||
| 50 J/mm3 | 2800 | 30.8 | |||||
| 11 J/mm3 | 1500 | 26.2 | |||||
| (Xiong, 2019) [20] | PBF-LB | 700 | 15.6 | ||||
| (Saedi, 2018) [28] | PBF-LB | 318 HV | |||||
| (Shayesteh Moghaddam, 2018) [67] | PBF-LB horizontal | 601 | 6.8 | ||||
| PBF-LB vertical | 331 | 3.5 | |||||
| PBF-LB edge | 482 | 5.1 | |||||
| (Taheri Andani, 2017) [23] | PBF-LB different porosity | dense | 1649 | 30.2 | |||
| 32% | 1035 | 28.3 | |||||
| 45% | 728 | 24 | |||||
| 58% | 410 | 15.6 | |||||
| Directed energy deposition—laser beam | |||||||
| (Wang, 2019) [66] | DED-LB | 250 (brittle) | 422 ± 10.8 HV | ||||
| Powder bed fusion—electron beam | |||||||
| (Fink, 2023) [76] | PBF-EB | 735 | 5.2 | ||||
| (Zhou, 2019) [104] | PBF-EB | 1411 | 11.8 | ||||
| Electron beam freeform fabrication | |||||||
| (Li, 2023) [125] | EBF3 different post-heat treatment | Solution | 615.9 | 6.15 | |||
| Aging | 679.6 | 7.14 | |||||
| (Li, 2021) [48] | EBF3 | Building dir. | 578.9 | 4.52 | |||
| Horizontal dir. | 599.5 | 6.09 | |||||
| Wire arc additive manufacturing | |||||||
| (Huang, 2024) [126] | WAAM | 2214.3 | 31.7 | 260–531 HV | |||
| (Han, 2023) [127] | WAAM | 2720 | 46.6 | 237–531 HV | |||
| (Teng, 2023) [128] | WAAM, lower, middle, and upper region | homogeneous | 607–654 | 12.7–15.4 | 2745–2950 | 40.7 | 240–337 HV |
| heterogeneous | 556–740 | 13–22 | 2534–3473 | 38.6–43.9 | 235–303 HV | ||
| (Khismatullin, 2022) [129] | WAAM, lower, middle, and upper region | As-build | 576–592 | 4.3–6.0 | 349–382 HV | ||
| Heat-treated | 467–561 | 6.7–7.0 | 330–348 HV | ||||
6. Conclusions
Funding
Conflicts of Interest
References
- Dilibal, S.; Sehitoglu, H.; Hamilton, R.F.; Maier, H.J.; Chumlyakov, Y. On the Volume Change in Co–Ni–Al during Pseudoelasticity. Mater. Sci. Eng. A 2011, 528, 2875–2881. [Google Scholar] [CrossRef]
- Hamilton, R.F.; Dilibal, S.; Sehitoglu, H.; Maier, H.J. Underlying Mechanism of Dual Hysteresis in NiMnGa Single Crystals. Mater. Sci. Eng. A 2011, 528, 1877–1881. [Google Scholar] [CrossRef]
- Agrawal, A.; Dube, R.K. Methods of Fabricating Cu-Al-Ni Shape Memory Alloys. J. Alloys Compd. 2018, 750, 235–247. [Google Scholar] [CrossRef]
- Shichalin, O.O.; Sakhnevich, V.N.; Buravlev, I.Y.; Lembikov, A.O.; Buravleva, A.A.; Azon, S.A.; Yarusova, S.B.; Danilova, S.N.; Fedorets, A.N.; Belov, A.A.; et al. Synthesis of Ti-Cu Multiphase Alloy by Spark Plasma Sintering: Mechanical and Corrosion Properties. Metals 2022, 12, 1089. [Google Scholar] [CrossRef]
- Otsuka, K.; Ren, X. Physical Metallurgy of Ti–Ni-Based Shape Memory Alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Mohd Jani, J.; Leary, M.; Subic, A.; Gibson, M.A. A Review of Shape Memory Alloy Research, Applications and Opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Farber, E.; Zhu, J.-N.; Popovich, A.; Popovich, V. A Review of NiTi Shape Memory Alloy as a Smart Material Produced by Additive Manufacturing. Mater. Today Proc. 2020, 30, 761–767. [Google Scholar] [CrossRef]
- Wadood, A. Brief Overview on Nitinol as Biomaterial. Adv. Mater. Sci. Eng. 2016, 2016, 4173138. [Google Scholar] [CrossRef]
- Dehghanghadikolaei, A.; Ibrahim, H.; Amerinatanzi, A.; Hashemi, M.; Moghaddam, N.S.; Elahinia, M. Improving Corrosion Resistance of Additively Manufactured Nickel–Titanium Biomedical Devices by Micro-Arc Oxidation Process. J. Mater. Sci. 2019, 54, 7333–7355. [Google Scholar] [CrossRef]
- Elahinia, M.; Shayesteh Moghaddam, N.; Taheri Andani, M.; Amerinatanzi, A.; Bimber, B.A.; Hamilton, R.F. Fabrication of NiTi through Additive Manufacturing. Prog. Mater. Sci. 2016, 83, 630–663. [Google Scholar] [CrossRef]
- Jamaluddin, R.; Tan, C.L.; Hamidon, R.; Mansor, A.F.; Azmi, A.I. Electrical Discharge Coating of NiTi Alloy in Deionized Water. Mater. Today Proc. 2021, 41, 109–115. [Google Scholar] [CrossRef]
- Levintant-Zayonts, N.; Starzynski, G.; Kopec, M.; Kucharski, S. Characterization of NiTi SMA in Its Unusual Behaviour in Wear Tests. Tribol. Int. 2019, 137, 313–323. [Google Scholar] [CrossRef]
- Oshida, Y.; Tominaga, T. Nickel-Titanium Materials: Biomedical Applications; De Gruyter: Berlin, Germany, 2020. [Google Scholar]
- Papadopoulou, A.; Laucks, J.; Tibbits, S. General Principles for Programming Material. In Active Matter; The MIT Press: Cambridge, MA, USA, 2017; ISBN 978-0-262-34247-6. [Google Scholar]
- Elahinia, M.H.; Hashemi, M.; Tabesh, M.; Bhaduri, S.B. Manufacturing and Processing of NiTi Implants. Prog. Mater. Sci. 2012, 57, 911–946. [Google Scholar] [CrossRef]
- Frenzel, J.; Zhang, Z.; Neuking, K.; Eggeler, G. High Quality Vacuum Induction Melting of Small Quantities of NiTi Shape Memory Alloys in Graphite Crucibles. J. Alloys Compd. 2004, 385, 214–223. [Google Scholar] [CrossRef]
- Weinert, K.; Petzoldt, V. Machining of NiTi Based Shape Memory Alloys. Mater. Sci. Eng. A 2004, 378, 180–184. [Google Scholar] [CrossRef]
- Yeom, J.-T.; Kim, J.H.; Hong, J.-K.; Kim, S.W.; Park, C.-H.; Nam, T.H.; Lee, K.-Y. Hot Forging Design of As-Cast NiTi Shape Memory Alloy. Mater. Res. Bull. 2014, 58, 234–238. [Google Scholar] [CrossRef]
- Parvizi, S.; Hashemi, S.M.; Asgarinia, F.; Nematollahi, M.; Elahinia, M. Effective Parameters on the Final Properties of NiTi-Based Alloys Manufactured by Powder Metallurgy Methods. Prog. Mater. Sci. 2021, 117, 1000739. [Google Scholar] [CrossRef]
- Xiong, Z.; Li, Z.; Sun, Z.; Hao, S.; Yang, Y.; Li, M.; Song, C.; Qiu, P.; Cui, L. Selective Laser Melting of NiTi Alloy with Superior Tensile Property and Shape Memory Effect. J. Mater. Sci. Technol. 2019, 35, 2238–2242. [Google Scholar] [CrossRef]
- Kapoor, D. Nitinol for Medical Applications: A Brief Introduction to the Properties and Processing of Nickel Titanium Shape Memory Alloys and Their Use in Stents. Johns. Matthey Technol. Rev. 2017, 61, 66–76. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Speirs, M.; Van Humbeeck, J.; Kruth, J.-P. Laser Additive Manufacturing of Bulk and Porous Shape-Memory NiTi Alloys. MRS Bull. 2016, 41, 765–774. [Google Scholar] [CrossRef]
- Taheri Andani, M.; Saedi, S.; Turabi, A.S.; Karamooz, M.R.; Haberland, C.; Karaca, H.E.; Elahinia, M. Mechanical and Shape Memory Properties of Porous Ni 50.1 Ti 49.9 Alloys Manufactured by Selective Laser Melting. J. Mech. Behav. Biomed. Mater. 2017, 68, 224–231. [Google Scholar] [CrossRef]
- ASTM F3177-21; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ASTM: West Conshohocken, PA, USA, 2021.
- Saedi, S.; Turabi, A.S.; Andani, M.T.; Haberland, C.; Elahinia, M.; Karaca, H. Thermomechanical Characterization of Ni-Rich NiTi Fabricated by Selective Laser Melting. Smart Mater. Struct. 2016, 25, 035005. [Google Scholar] [CrossRef]
- Ma, J.-L.; Meng, F.-L.; Xu, D.; Zhang, X.-B. Co-Embedded N-Doped Carbon Fibers as Highly Efficient and Binder-Free Cathode for Na–O2 Batteries. Energy Storage Mater. 2017, 6, 1–8. [Google Scholar] [CrossRef]
- Bormann, T.; Schumacher, R.; Müller, B.; Mertmann, M.; de Wild, M. Tailoring Selective Laser Melting Process Parameters for NiTi Implants. J. Mater. Eng. Perform. 2012, 21, 2519–2524. [Google Scholar] [CrossRef]
- Saedi, S.; Saghaian, S.E.; Jahadakbar, A.; Shayesteh Moghaddam, N.; Taheri Andani, M.; Saghaian, S.M.; Lu, Y.C.; Elahinia, M.; Karaca, H.E. Shape Memory Response of Porous NiTi Shape Memory Alloys Fabricated by Selective Laser Melting. J. Mater. Sci. Mater. Med. 2018, 29, 40. [Google Scholar] [CrossRef] [PubMed]
- Khoo, Z.; An, J.; Chua, C.; Shen, Y.; Kuo, C.; Liu, Y. Effect of Heat Treatment on Repetitively Scanned SLM NiTi Shape Memory Alloy. Materials 2019, 12, 77. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Zhan, J.B.; Li, B.; Lin, J.X.; Gao, J.J.; Zhang, Z.Q.; Ren, L.; Castany, P.; Gloriant, T. Laser Beam Energy Dependence of Martensitic Transformation in SLM Fabricated NiTi Shape Memory Alloy. Materialia 2019, 6, 100305. [Google Scholar] [CrossRef]
- Saedi, S.; Shayesteh Moghaddam, N.; Amerinatanzi, A.; Elahinia, M.; Karaca, H.E. On the Effects of Selective Laser Melting Process Parameters on Microstructure and Thermomechanical Response of Ni-Rich NiTi. Acta Mater. 2018, 144, 552–560. [Google Scholar] [CrossRef]
- Saedi, S.; Turabi, A.S.; Andani, M.T.; Moghaddam, N.S.; Elahinia, M.; Karaca, H.E. Texture, Aging, and Superelasticity of Selective Laser Melting Fabricated Ni-Rich NiTi Alloys. Mater. Sci. Eng. A 2017, 686, 1–10. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Xu, W. Nickel-Titanium Shape Memory Alloys Made by Selective Laser Melting: A Review on Process Optimisation. Adv. Manuf. 2022, 10, 24–58. [Google Scholar] [CrossRef]
- Ehsan Saghaian, S.; Nematollahi, M.; Toker, G.; Hinojos, A.; Shayesteh Moghaddam, N.; Saedi, S.; Lu, C.Y.; Javad Mahtabi, M.; Mills, M.J.; Elahinia, M.; et al. Effect of Hatch Spacing and Laser Power on Microstructure, Texture, and Thermomechanical Properties of Laser Powder Bed Fusion (L-PBF) Additively Manufactured NiTi. Opt. Laser Technol. 2022, 149, 107680. [Google Scholar] [CrossRef]
- Ren, Q.; Chen, C.; Lu, Z.; Wang, X.; Lu, H.; Yin, S.; Liu, Y.; Li, H.; Wang, J.; Ren, Z. Effect of a Constant Laser Energy Density on the Evolution of Microstructure and Mechanical Properties of NiTi Shape Memory Alloy Fabricated by Laser Powder Bed Fusion. Opt. Laser Technol. 2022, 152, 108182. [Google Scholar] [CrossRef]
- Chmielewska, A.; Wysocki, B.; Buhagiar, J.; Michalski, B.; Adamczyk-Cieślak, B.; Gloc, M.; Święszkowski, W. In Situ Alloying of NiTi: Influence of Laser Powder Bed Fusion (LBPF) Scanning Strategy on Chemical Composition. Mater. Today Commun. 2022, 30, 103007. [Google Scholar] [CrossRef]
- Shen, F.L.; Li, H.Q.; Guo, H.; Guo, N.N.; Fang, X.Y. Effect of Energy Density on the Superelastic Property of Ni-Rich NiTi Alloy Fabricated by Laser Powder Bed Fusion. Mater. Sci. Eng. A 2022, 854, 143874. [Google Scholar] [CrossRef]
- Kordizadeh, F.; Mohajerani, S.; Safaei, K.; Andani, N.T.; Pourshams, M.; Abdollahzadeh, M.J.; Elahinia, M. Investigating the Elastocaloric Effect of the NiTi Fabricated by Laser Powder Bed Fusion: Effect of the Building Orientation. Materialia 2023, 30, 101817. [Google Scholar] [CrossRef]
- Safaei, K.; Andani, N.T.; Poorganji, B.; Andani, M.T.; Elahinia, M. Controlling Texture of NiTi Alloy Processed by Laser Powder Bed Fusion: Smart Build Orientation and Scanning Strategy. Addit. Manuf. Lett. 2023, 5, 100126. [Google Scholar] [CrossRef]
- Zhang, X.-L.; Wang, S.; Jiang, Y.; Huang, J.; Wang, S.-P.; Zhang, Q.-Q.; Li, Q.; Guo, Y.-Q.; Zhang, Z.-H. Influence of Building Directions on the Impact Properties of NiTi Fabricated via Laser Powder Bed Fusion. J. Mater. Res. Technol. 2024, 28, 3186–3195. [Google Scholar] [CrossRef]
- Zhan, J.; Wu, J.; Ma, R.; Li, K.; Lin, J.; Murr, L.E. Tuning the Functional Properties by Laser Powder Bed Fusion with Partitioned Repetitive Laser Scanning: Toward Editable 4D Printing of NiTi Alloys. J. Manuf. Process 2023, 101, 1468–1481. [Google Scholar] [CrossRef]
- Jalali, M.; Mohammadi, K.; Movahhedy, M.R.; Karimi, F.; Sadrnezhaad, S.K.; Chernyshikhin, S.V.; Shishkovsky, I.V. SLM Additive Manufacturing of NiTi Porous Implants: A Review of Constitutive Models, Finite Element Simulations, Manufacturing, Heat Treatment, Mechanical, and Biomedical Studies. Met. Mater. Int. 2023, 29, 2458–2491. [Google Scholar] [CrossRef]
- Haberland, C.; Meier, H.; Frenzel, J. On the Properties of Ni-Rich NiTi Shape Memory Parts Produced by Selective Laser Melting. In Proceedings of the ASME 2012 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, Stone Mountain, GA, USA, 19–21 September 2012; pp. 97–104. [Google Scholar] [CrossRef]
- Maniruzzaman, M. 3D and 4D Printing in Biomedical Applications; John Wiley & Sons: Weinheim, Germany, 2018; ISBN 978-3-527-81369-8. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Pu, Z.; Du, D.; Wang, K.; Liu, G.; Zhang, D.; Liang, Z.; Xi, R.; Wang, X.; Chang, B. Evolution of Transformation Behavior and Tensile Functional Properties with Process Parameters for Electron Beam Wire-Feed Additive Manufactured NiTi Shape Memory Alloys. Mater. Sci. Eng. A 2022, 840, 142977. [Google Scholar] [CrossRef]
- Pu, Z.; Du, D.; Wang, K.; Liu, G.; Zhang, D.; Zhang, H.; Xi, R.; Wang, X.; Chang, B. Study on the NiTi Shape Memory Alloys In-Situ Synthesized by Dual-Wire-Feed Electron Beam Additive Manufacturing. Addit. Manuf. 2022, 56, 102886. [Google Scholar] [CrossRef]
- Li, B.; Wang, L.; Wang, B.; Li, D.; Cui, R.; Su, B.; Yao, L.; Luo, L.; Chen, R.; Su, Y.; et al. Solidification Characterization and Its Correlation with the Mechanical Properties and Functional Response of NiTi Shape Memory Alloy Manufactured by Electron Beam Freeform Fabrication. Addit. Manuf. 2021, 48, 102468. [Google Scholar] [CrossRef]
- Pu, Z.; Du, D.; Zhang, D.; Li, Z.; Xue, S.; Xi, R.; Wang, X.; Chang, B. Improvement of Tensile Superelasticity by Aging Treatment of NiTi Shape Memory Alloys Fabricated by Electron Beam Wire-Feed Additive Manufacturing. J. Mater. Sci. Technol. 2023, 145, 185–196. [Google Scholar] [CrossRef]
- Chen, G.; Ma, Y.; Teng, X.; Liu, J.; Zhang, B.; Cao, J.; Huang, Y. Microstructure Evolution and Shape Memory Function Mechanism of NiTi Alloy by Electron Beam 4D Printing. Appl. Mater. Today 2023, 31, 101749. [Google Scholar] [CrossRef]
- Dutkiewicz, J.; Rogal, Ł.; Kalita, D.; Kawałko, J.; Węglowski, M.S.; Kwieciński, K.; Śliwiński, P.; Danielewski, H.; Antoszewski, B.; Cesari, E. Microstructure, Mechanical Properties, and Martensitic Transformation in NiTi Shape Memory Alloy Fabricated Using Electron Beam Additive Manufacturing Technique. J. Mater. Eng. Perform. 2022, 31, 1609–1621. [Google Scholar] [CrossRef]
- Zeng, Z.; Cong, B.Q.; Oliveira, J.P.; Ke, W.C.; Schell, N.; Peng, B.; Qi, Z.W.; Ge, F.G.; Zhang, W.; Ao, S.S. Wire and Arc Additive Manufacturing of a Ni-Rich NiTi Shape Memory Alloy: Microstructure and Mechanical Properties. Addit. Manuf. 2020, 32, 101051. [Google Scholar] [CrossRef]
- Karunakaran, R.; Ortgies, S.; Tamayol, A.; Bobaru, F.; Sealy, M.P. Additive Manufacturing of Magnesium Alloys. Bioact. Mater. 2020, 5, 44–54. [Google Scholar] [CrossRef] [PubMed]
- Cai, W.S.; Luo, Y.; Yan, A.; Kang, L.M.; Zhang, L.C.; Suryanarayana, C.; Yang, C. Balanced Strength-Ductility Combination and Good Recoverable Strain of Ni50.7Ti49.3 Alloy Fabricated by High Scanning Velocity in Selective Laser Melting. Mater. Charact. 2023, 195, 112490. [Google Scholar] [CrossRef]
- Ge, J.; Yuan, B.; Chen, H.; Pan, J.; Liu, Q.; Yan, M.; Lu, Z.; Zhang, S.; Zhang, L. Anisotropy in Microstructural Features and Tensile Performance of Laser Powder Bed Fusion NiTi Alloys. J. Mater. Res. Technol. 2023, 24, 8656–8668. [Google Scholar] [CrossRef]
- Chekotu, J.C.; Degli-Alessandrini, G.; Mughal, M.Z.; Chatterjee, S.; Goodall, R.; Kinahan, D.; Brabazon, D. Control of Mechanical and Shape Memory Characteristics in Martensitic NiTi by Setting L-PBF Parameters and Build Orientation. J. Mater. Res. Technol. 2023, 25, 6407–6431. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, X.; Xi, R.; Li, G.; Wei, H.; Liu, J.; Zhang, B.; Kustov, S.; Vanmeensel, K.; Van Humbeeck, J.; et al. Size Effect on the Microstructure, Phase Transformation Behavior, and Mechanical Properties of NiTi Shape Memory Alloys Fabricated by Laser Powder Bed Fusion. J. Mater. Sci. Technol. 2023, 157, 200–212. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, L.M.; Ren, D.C.; Ma, A.L.; Ji, H.B.; Zheng, Y.G. Significantly Improved Mechanical and Corrosion-Resistant Properties of NiTi Alloy Fabricated by Selective Laser Melting through Heat Treatments. Mater. Lett. 2023, 347, 134622. [Google Scholar] [CrossRef]
- Sequeda Leon, E.M.; Singamneni, S.; Guraya, T.; Chen, Z.W. Effect of Laser Power in Laser Powder Bed Fusion on Ni Content and Structure of Nitinol. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Zhan, J.; Wu, J.; Ma, R.; Li, K.; Huang, T.; Lin, J.; Murr, L.E. Effect of Microstructure on the Superelasticity of High-Relative-Density Ni-Rich NiTi Alloys Fabricated by Laser Powder Bed Fusion. J. Mater. Process Technol. 2023, 317, 117988. [Google Scholar] [CrossRef]
- Obeidi, M.A. Achieving High Quality Nitinol Parts with Minimised Input Thermal Energy by Optimised Pulse Wave Laser Powder Bed Fusion Process. Results Mater. 2022, 14, 100279. [Google Scholar] [CrossRef]
- Zhang, C.; Ozcan, H.; Xue, L.; Atli, K.C.; Arróyave, R.; Karaman, I.; Elwany, A. On the Effect of Scan Strategies on the Transformation Behavior and Mechanical Properties of Additively Manufactured NiTi Shape Memory Alloys. J. Manuf. Process 2022, 84, 260–271. [Google Scholar] [CrossRef]
- Nematollahi, M.; Saghaian, S.E.; Safaei, K.; Bayati, P.; Bassani, P.; Biffi, C.; Tuissi, A.; Karaca, H.; Elahinia, M. Building Orientation-Structure-Property in Laser Powder Bed Fusion of NiTi Shape Memory Alloy. J. Alloys Compd. 2021, 873, 159791. [Google Scholar] [CrossRef]
- Obeidi, M.A.; Monu, M.; Hughes, C.; Bourke, D.; Dogu, M.N.; Francis, J.; Zhang, M.; Ahad, I.U.; Brabazon, D. Laser Beam Powder Bed Fusion of Nitinol Shape Memory Alloy (SMA). J. Mater. Res. Technol. 2021, 14, 2554–2570. [Google Scholar] [CrossRef]
- Wen, S.; Liu, Y.; Zhou, Y.; Zhao, A.; Yan, C.; Shi, Y. Effect of Ni Content on the Transformation Behavior and Mechanical Property of NiTi Shape Memory Alloys Fabricated by Laser Powder Bed Fusion. Opt. Laser Technol. 2021, 134, 106653. [Google Scholar] [CrossRef]
- Wang, C.; Tan, X.P.; Du, Z.; Chandra, S.; Sun, Z.; Lim, C.W.J.; Tor, S.B.; Lim, C.S.; Wong, C.H. Additive Manufacturing of NiTi Shape Memory Alloys Using Pre-Mixed Powders. J. Mater. Process Technol. 2019, 271, 152–161. [Google Scholar] [CrossRef]
- Shayesteh Moghaddam, N.; Saghaian, S.E.; Amerinatanzi, A.; Ibrahim, H.; Li, P.; Toker, G.P.; Karaca, H.E.; Elahinia, M. Anisotropic Tensile and Actuation Properties of NiTi Fabricated with Selective Laser Melting. Mater. Sci. Eng. A 2018, 724, 220–230. [Google Scholar] [CrossRef]
- Hamilton, R.F.; Bimber, B.A.; Taheri Andani, M.; Elahinia, M. Multi-Scale Shape Memory Effect Recovery in NiTi Alloys Additive Manufactured by Selective Laser Melting and Laser Directed Energy Deposition. J. Mater. Process Technol. 2017, 250, 55–64. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Vrancken, B.; Kruth, J.-P.; Luyten, J.; Van Humbeeck, J. Texture and Anisotropy in Selective Laser Melting of NiTi Alloy. Mater. Sci. Eng. A 2016, 650, 225–232. [Google Scholar] [CrossRef]
- Saedi, S.; Turabi, A.S.; Taheri Andani, M.; Haberland, C.; Karaca, H.; Elahinia, M. The Influence of Heat Treatment on the Thermomechanical Response of Ni-Rich NiTi Alloys Manufactured by Selective Laser Melting. J. Alloys Compd. 2016, 677, 204–210. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Speirs, M.; Kruth, J.-P.; Van Humbeeck, J. Influence of SLM on Shape Memory and Compression Behaviour of NiTi Scaffolds. CIRP Ann. 2015, 64, 209–212. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, J.; Coddet, C. Microstructure and Transformation Behavior of In-Situ Shape Memory Alloys by Selective Laser Melting Ti–Ni Mixed Powder. J. Mater. Sci. Technol. 2013, 29, 863–867. [Google Scholar] [CrossRef]
- Shishkovsky, I.; Yadroitsev, I.; Smurov, I. Direct Selective Laser Melting of Nitinol Powder. Phys. Procedia 2012, 39, 447–454. [Google Scholar] [CrossRef]
- Halani, P.R.; Kaya, I.; Shin, Y.C.; Karaca, H.E. Phase Transformation Characteristics and Mechanical Characterization of Nitinol Synthesized by Laser Direct Deposition. Mater. Sci. Eng. A 2013, 559, 836–843. [Google Scholar] [CrossRef]
- Malukhin, K.; Ehmann, K. Material Characterization of NiTi Based Memory Alloys Fabricated by the Laser Direct Metal Deposition Process. J. Manuf. Sci. Eng. 2006, 128, 691–696. [Google Scholar] [CrossRef]
- Fink, A.; Fu, Z.; Körner, C. Functional Properties and Shape Memory Effect of Nitinol Manufactured via Electron Beam Powder Bed Fusion. Materialia 2023, 30, 101823. [Google Scholar] [CrossRef]
- Bormann, T.; Müller, B.; Schinhammer, M.; Kessler, A.; Thalmann, P.; de Wild, M. Microstructure of Selective Laser Melted Nickel–Titanium. Mater. Charact. 2014, 94, 189–202. [Google Scholar] [CrossRef]
- Pfeifer, R.; Müller, C.W.; Hurschler, C.; Kaierle, S.; Wesling, V.; Haferkamp, H. Adaptable Orthopedic Shape Memory Implants. Procedia CIRP 2013, 5, 253–258. [Google Scholar] [CrossRef]
- Ferčec, J.; Anžel, I.; Rudolf, R. Stress Dependent Electrical Resistivity of Orthodontic Wire from the Shape Memory Alloy NiTi. Mater. Des. 2014, 55, 699–706. [Google Scholar] [CrossRef]
- Liu, Y.; Galvin, S.P. Criteria for Pseudoelasticity in Near-Equiatomic NiTi Shape Memory Alloys. Acta Mater. 1997, 45, 4431–4439. [Google Scholar] [CrossRef]
- Mwangi, J.W.; Nguyen, L.T.; Bui, V.D.; Berger, T.; Zeidler, H.; Schubert, A. Nitinol Manufacturing and Micromachining. J. Manuf. Process 2019, 38, 355–369. [Google Scholar] [CrossRef]
- Pelton, A.R.; Russell, S.M.; DiCello, J. The Physical Metallurgy of Nitinol for Medical Applications. JOM 2003, 55, 33–37. [Google Scholar] [CrossRef]
- Bhagyaraj, J.; Ramaiah, K.V.; Saikrishna, C.N.; Bhaumik, S.K. Gouthama Behavior and Effect of Ti2Ni Phase during Processing of NiTi Shape Memory Alloy Wire from Cast Ingot. J. Alloys Compd. 2013, 581, 344–351. [Google Scholar] [CrossRef]
- Thier, M.; Hühner, M.; Kobus, E.; Drescher, D.; Bourauel, C. Microstructure of As-Cast NiTi Alloy. Mater. Charact. 1991, 27, 133–140. [Google Scholar] [CrossRef]
- Nishida, M.; Wayman, C.M.; Honma, T. Precipitation Processes in Near-Equiatomic TiNi Shape Memory Alloys. Metall. Trans. A 1986, 17, 1505–1515. [Google Scholar] [CrossRef]
- Nishida, M.; Wayman, C.M. Phase Transformations in Ti2Ni3 Precipitates Formed in Aged Ti-52 At. Pct Ni. Metall. Trans. A 1987, 18, 785–799. [Google Scholar] [CrossRef]
- Lang, P.; Wojcik, T.; Povoden-Karadeniz, E.; Cirstea, C.D.; Kozeschnik, E. Crystal Structure and Free Energy of Ti 2 Ni 3 Precipitates in Ti–Ni Alloys from First Principles. Comput. Mater. Sci. 2014, 93, 46–49. [Google Scholar] [CrossRef]
- Hara, T.; Ohba, T.; Otsuka, K.; Nishida, M. Phase transformation and crystal structures of Ti2Ni3 precipitates in ti–ni alloys. Mater. Trans. JIM 1997, 38, 277–284. [Google Scholar] [CrossRef]
- Tadayyon, G.; Mazinani, M.; Guo, Y.; Zebarjad, S.M.; Tofail, S.A.M.; Biggs, M.J. The Effect of Annealing on the Mechanical Properties and Microstructural Evolution of Ti-Rich NiTi Shape Memory Alloy. Mater. Sci. Eng. A 2016, 662, 564–577. [Google Scholar] [CrossRef]
- Jiang, S.; Zhang, Y.; Zhao, Y.; Liu, S.; Hu, L.; Zhao, C. Influence of Ni4Ti3 Precipitates on Phase Transformation of NiTi Shape Memory Alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 4063–4071. [Google Scholar] [CrossRef]
- Zhou, N.; Shen, C.; Wagner, M.F.-X.; Eggeler, G.; Mills, M.J.; Wang, Y. Effect of Ni4Ti3 Precipitation on Martensitic Transformation in Ti–Ni. Acta Mater. 2010, 58, 6685–6694. [Google Scholar] [CrossRef]
- Adharapurapu, R.R.; Jiang, F.; Vecchio, K.S. Aging Effects on Hardness and Dynamic Compressive Behavior of Ti–55Ni (at.%) Alloy. Mater. Sci. Eng. A 2010, 527, 1665–1676. [Google Scholar] [CrossRef]
- Gu, D.; Ma, C. In-Situ Formation of Ni4Ti3 Precipitate and Its Effect on Pseudoelasticity in Selective Laser Melting Additive Manufactured NiTi-Based Composites. Appl. Surf. Sci. 2018, 441, 862–870. [Google Scholar] [CrossRef]
- Ma, C.; Gu, D.; Dai, D.; Xia, M.; Chen, H. Selective Growth of Ni4Ti3 Precipitate Variants Induced by Complicated Cyclic Stress during Laser Additive Manufacturing of NiTi-Based Composites. Mater. Charact. 2018, 143, 191–196. [Google Scholar] [CrossRef]
- Otsuka, K.; Kakeshita, T. Science and Technology of Shape-Memory Alloys: New Developments. MRS Bull. 2002, 27, 91–100. [Google Scholar] [CrossRef]
- Yang, Z.; Tirry, W.; Schryvers, D. Analytical TEM Investigations on Concentration Gradients Surrounding Ni4Ti3 Precipitates in Ni–Ti Shape Memory Material. Scr. Mater. 2005, 52, 1129–1134. [Google Scholar] [CrossRef]
- Zou, W.H.; Han, X.D.; Wang, R.; Zhang, Z.; Zhang, W.-Z.; Lai, J.K.L. TEM and HREM Study of the Interphase Interface Structure of Ti3Ni4 Precipitates and Parent Phase in an Aged TiNi Shape Memory Alloy. Mater. Sci. Eng. A 1996, 219, 142–147. [Google Scholar] [CrossRef]
- Hamilton, R.F.; Bimber, B.A.; Palmer, T.A. Correlating Microstructure and Superelasticity of Directed Energy Deposition Additive Manufactured Ni-Rich NiTi Alloys. J. Alloys Compd. 2018, 739, 712–722. [Google Scholar] [CrossRef]
- Li, S.; Hassanin, H.; Attallah, M.M.; Adkins, N.J.E.; Essa, K. The Development of TiNi-Based Negative Poisson’s Ratio Structure Using Selective Laser Melting. Acta Mater. 2016, 105, 75–83. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The Metallurgy and Processing Science of Metal Additive Manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Slotwinski, J.A.; Garboczi, E.J.; Stutzman, P.E.; Ferraris, C.F.; Watson, S.S.; Peltz, M.A. Characterization of Metal Powders Used for Additive Manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 460. [Google Scholar] [CrossRef] [PubMed]
- Santomaso, A.; Lazzaro, P.; Canu, P. Powder Flowability and Density Ratios: The Impact of Granules Packing. Chem. Eng. Sci. 2003, 58, 2857–2874. [Google Scholar] [CrossRef]
- Drápala, J.; Losertová, M.; Štencek, M.; Konečná, K.; Matýsek, D.; Sevostyanov, M.A. Structural Characteristics of NiTi Alloys after Thermal Treatment. IOP Conf. Ser. Mater. Sci. Eng. 2020, 726, 012019. [Google Scholar] [CrossRef]
- Zhou, Q.; Hayat, M.D.; Chen, G.; Cai, S.; Qu, X.; Tang, H.; Cao, P. Selective Electron Beam Melting of NiTi: Microstructure, Phase Transformation and Mechanical Properties. Mater. Sci. Eng. A 2019, 744, 290–298. [Google Scholar] [CrossRef]
- Kopelent, M.; Losertová, M.; Konečná, K.; Skoupý, O.; Čepica, D.; Halo, T.; Frydrýšek, K.; Vlček, T. Effect of Thermal Treatment and Strain Rate on Superelastic and Mechanical Properties of NiTi Sheet. J. Phys. Conf. Ser. 2023, 2572, 012008. [Google Scholar] [CrossRef]
- Zhang, D.; Guo, B.; Tong, Y.; Tian, B.; Li, L.; Zheng, Y.; Gunderov, D.-V.; Valiev, R.-Z. Effect of Annealing Temperature on Martensitic Transformation of Ti49.2Ni50.8 Alloy Processed by Equal Channel Angular Pressing. Trans. Nonferrous Met. Soc. China 2016, 26, 448–455. [Google Scholar] [CrossRef]
- Schryvers, D. Advanced Electron Microscopy Characterisation of Important Precipitation and Ordering Phenomena in Shape Memory Systems. Shape Mem. Superelasticity 2015, 1, 78–84. [Google Scholar] [CrossRef]
- Tan, C.; Li, S.; Essa, K.; Jamshidi, P.; Zhou, K.; Ma, W.; Attallah, M.M. Laser Powder Bed Fusion of Ti-Rich TiNi Lattice Structures: Process Optimisation, Geometrical Integrity, and Phase Transformations. Int. J. Mach. Tools Manuf. 2019, 141, 19–29. [Google Scholar] [CrossRef]
- Wang, X.; Yu, J.; Liu, J.; Chen, L.; Yang, Q.; Wei, H.; Sun, J.; Wang, Z.; Zhang, Z.; Zhao, G.; et al. Effect of Process Parameters on the Phase Transformation Behavior and Tensile Properties of NiTi Shape Memory Alloys Fabricated by Selective Laser Melting. Addit. Manuf. 2020, 36, 101545. [Google Scholar] [CrossRef]
- Shiva, S.; Palani, I.A.; Mishra, S.K.; Paul, C.P.; Kukreja, L.M. Investigations on the Influence of Composition in the Development of Ni–Ti Shape Memory Alloy Using Laser Based Additive Manufacturing. Opt. Laser Technol. 2015, 69, 44–51. [Google Scholar] [CrossRef]
- Chad Hornbuckle, B.; Yu, X.X.; Noebe, R.D.; Martens, R.; Weaver, M.L.; Thompson, G.B. Hardening Behavior and Phase Decomposition in Very Ni-Rich Nitinol Alloys. Mater. Sci. Eng. A 2015, 639, 336–344. [Google Scholar] [CrossRef]
- Marattukalam, J.J.; Singh, A.K.; Datta, S.; Das, M.; Balla, V.K.; Bontha, S.; Kalpathy, S.K. Microstructure and Corrosion Behavior of Laser Processed NiTi Alloy. Mater. Sci. Eng. C 2015, 57, 309–313. [Google Scholar] [CrossRef] [PubMed]
- Mantovani, D. Shape Memory Alloys. JOM 2000, 52, 36–44. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, Z.; Guo, Y.; Sha, P.; Liu, R.; Xin, R.; Li, L.; Chen, L.; Wang, X.; Zhang, Z.; et al. Analysis of Microstructure, Mechanical Properties, Wear Characteristics and Corrosion Behavior of SLM-NiTi under Different Process Parameters. J. Manuf. Process 2022, 75, 637–650. [Google Scholar] [CrossRef]
- Hayat, M.D.; Chen, G.; Khan, S.; Liu, N.; Tang, H.; Cao, P. Physical and Tensile Properties of NiTi Alloy by Selective Electron Beam Melting. Key Eng. Mater. 2018, 770, 148–154. [Google Scholar] [CrossRef]
- Baran, A.; Polanski, M. Microstructure and Properties of LENS (Laser Engineered Net Shaping) Manufactured Ni-Ti Shape Memory Alloy. J. Alloys Compd. 2018, 750, 863–870. [Google Scholar] [CrossRef]
- Bimber, B.A.; Hamilton, R.F.; Keist, J.; Palmer, T.A. Anisotropic Microstructure and Superelasticity of Additive Manufactured NiTi Alloy Bulk Builds Using Laser Directed Energy Deposition. Mater. Sci. Eng. A 2016, 674, 125–134. [Google Scholar] [CrossRef]
- Pu, Z.; Du, D.; Wang, K.; Liu, G.; Zhang, D.; Wang, X.; Chang, B. Microstructure, Phase Transformation Behavior and Tensile Superelasticity of NiTi Shape Memory Alloys Fabricated by the Wire-Based Vacuum Additive Manufacturing. Mater. Sci. Eng. A 2021, 812, 141077. [Google Scholar] [CrossRef]
- Liu, G.; Zhou, S.; Lin, P.; Zong, X.; Chen, Z.; Zhang, Z.; Ren, L. Analysis of Microstructure, Mechanical Properties, and Wear Performance of NiTi Alloy Fabricated by Cold Metal Transfer Based Wire Arc Additive Manufacturing. J. Mater. Res. Technol. 2022, 20, 246–259. [Google Scholar] [CrossRef]
- Singh, S.; Palani, I.A.; Dehgahi, S.; Paul, C.P.; Prashanth, K.G.; Qureshi, A.J. Influence of the Interlayer Temperature on Structure and Properties of CMT Wire Arc Additive Manufactured NiTi Structures. J. Alloys Compd. 2023, 966, 171447. [Google Scholar] [CrossRef]
- Yu, L.; Chen, K.; Zhang, Y.; Liu, J.; Yang, L.; Shi, Y. Microstructures and Mechanical Properties of NiTi Shape Memory Alloys Fabricated by Wire Arc Additive Manufacturing. J. Alloys Compd. 2022, 892, 162193. [Google Scholar] [CrossRef]
- Zhang, M.; Fang, X.; Wang, Y.; Jiang, X.; Chang, T.; Xi, N.; Huang, K. High Superelasticity NiTi Fabricated by Cold Metal Transfer Based Wire Arc Additive Manufacturing. Mater. Sci. Eng. A 2022, 840, 143001. [Google Scholar] [CrossRef]
- Resnina, N.; Palani, I.A.; Belyaev, S.; Singh, S.; Liulchak, P.; Karaseva, U.; Mani Prabu, S.S.; Jayachandran, S.; Kalganov, V.; Iaparova, E.; et al. Influence of Heat Treatment on the Structure and Martensitic Transformation in NiTi Alloy Produced by Wire Arc Additive Manufacturing. Materialia 2021, 20, 101238. [Google Scholar] [CrossRef]
- Resnina, N.; Palani, I.A.; Belyaev, S.; Prabu, S.S.M.; Liulchak, P.; Karaseva, U.; Manikandan, M.; Jayachandran, S.; Bryukhanova, V.; Sahu, A.; et al. Structure, Martensitic Transformations and Mechanical Behaviour of NiTi Shape Memory Alloy Produced by Wire Arc Additive Manufacturing. J. Alloys Compd. 2021, 851, 156851. [Google Scholar] [CrossRef]
- Li, B.; Wang, B.; Wang, L.; Oliveira, J.P.; Cui, R.; Wang, Y.; Zhu, G.; Yu, J.; Su, Y. Effect of Post-Heat Treatments on the Microstructure, Martensitic Transformation and Functional Performance of EBF3-Fabricated NiTi Shape Memory Alloy. Mater. Sci. Eng. A 2023, 871, 144897. [Google Scholar] [CrossRef]
- Huang, Y.; Xin, D.; Chen, X. Microstructure and Properties of NiTi Shape Memory Alloy Fabricated by Double-Wire Plasma Arc Additive Manufacturing with a Nearly Equal Atomic Ratio. Mater. Lett. 2024, 354, 135406. [Google Scholar] [CrossRef]
- Han, J.; Chen, X.; Zhang, G.; Liu, B.; Cai, Y.; Chen, M.; Jiang, H.; Tian, Y. Ni50.8Ti49.2 Alloy Prepared by Double-Wire + Arc Additive Manufacturing with a Substrate Heating Temperature of 600 °C. J. Manuf. Process 2023, 104, 76–86. [Google Scholar] [CrossRef]
- Teng, J.Z.; Jiang, P.F.; Cui, X.H.; Nie, M.H.; Li, X.R.; Liu, C.Z.; Zhang, Z.H. Revealing Microstructural Evolutions, Mechanical Properties and Wear Performance of Wire Arc Additive Manufacturing Homogeneous and Heterogeneous NiTi Alloy. J. Mater. Res. Technol. 2023, 27, 1593–1610. [Google Scholar] [CrossRef]
- Khismatullin, A.; Panchenko, O.; Kurushkin, D.; Kladov, I.; Popovich, A. Functional and Mechanical Properties of As-Deposited and Heat Treated WAAM-Built NiTi Shape-Memory Alloy. Metals 2022, 12, 1044. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kubášová, K.; Drátovská, V.; Losertová, M.; Salvetr, P.; Kopelent, M.; Kořínek, F.; Havlas, V.; Džugan, J.; Daniel, M. A Review on Additive Manufacturing Methods for NiTi Shape Memory Alloy Production. Materials 2024, 17, 1248. https://doi.org/10.3390/ma17061248
Kubášová K, Drátovská V, Losertová M, Salvetr P, Kopelent M, Kořínek F, Havlas V, Džugan J, Daniel M. A Review on Additive Manufacturing Methods for NiTi Shape Memory Alloy Production. Materials. 2024; 17(6):1248. https://doi.org/10.3390/ma17061248
Chicago/Turabian StyleKubášová, Kristýna, Veronika Drátovská, Monika Losertová, Pavel Salvetr, Michal Kopelent, Filip Kořínek, Vojtěch Havlas, Ján Džugan, and Matej Daniel. 2024. "A Review on Additive Manufacturing Methods for NiTi Shape Memory Alloy Production" Materials 17, no. 6: 1248. https://doi.org/10.3390/ma17061248