
Evolution of Grain Boundary Character Distribution in B10 Alloy from Friction Stir Processing to Annealing Treatment

Abstract
1. Introduction
2. Experimental Materials and Procedure
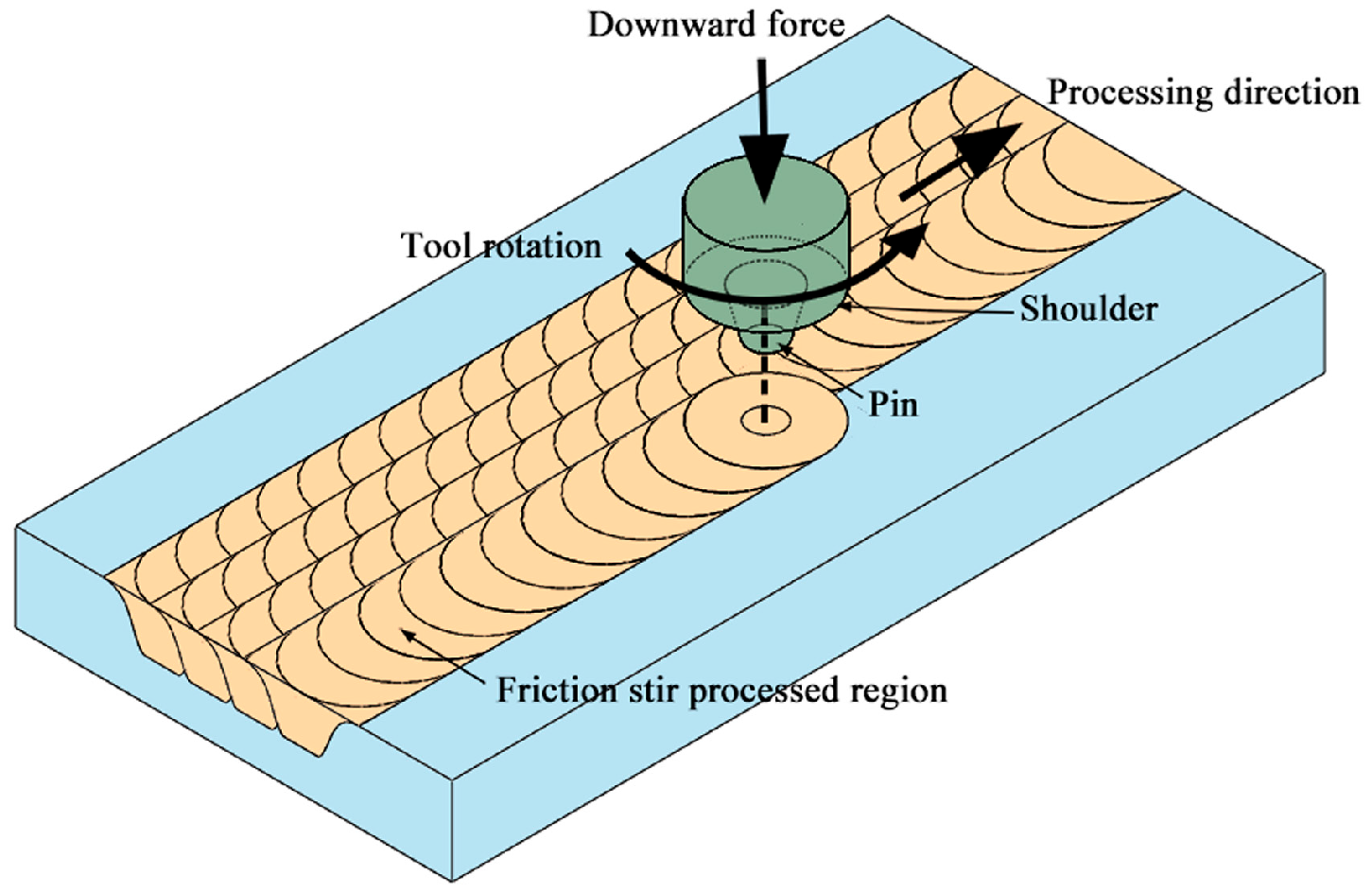
2.1. Materials and Processing
2.2. Microstructural Characterization
3. Results and Discussion
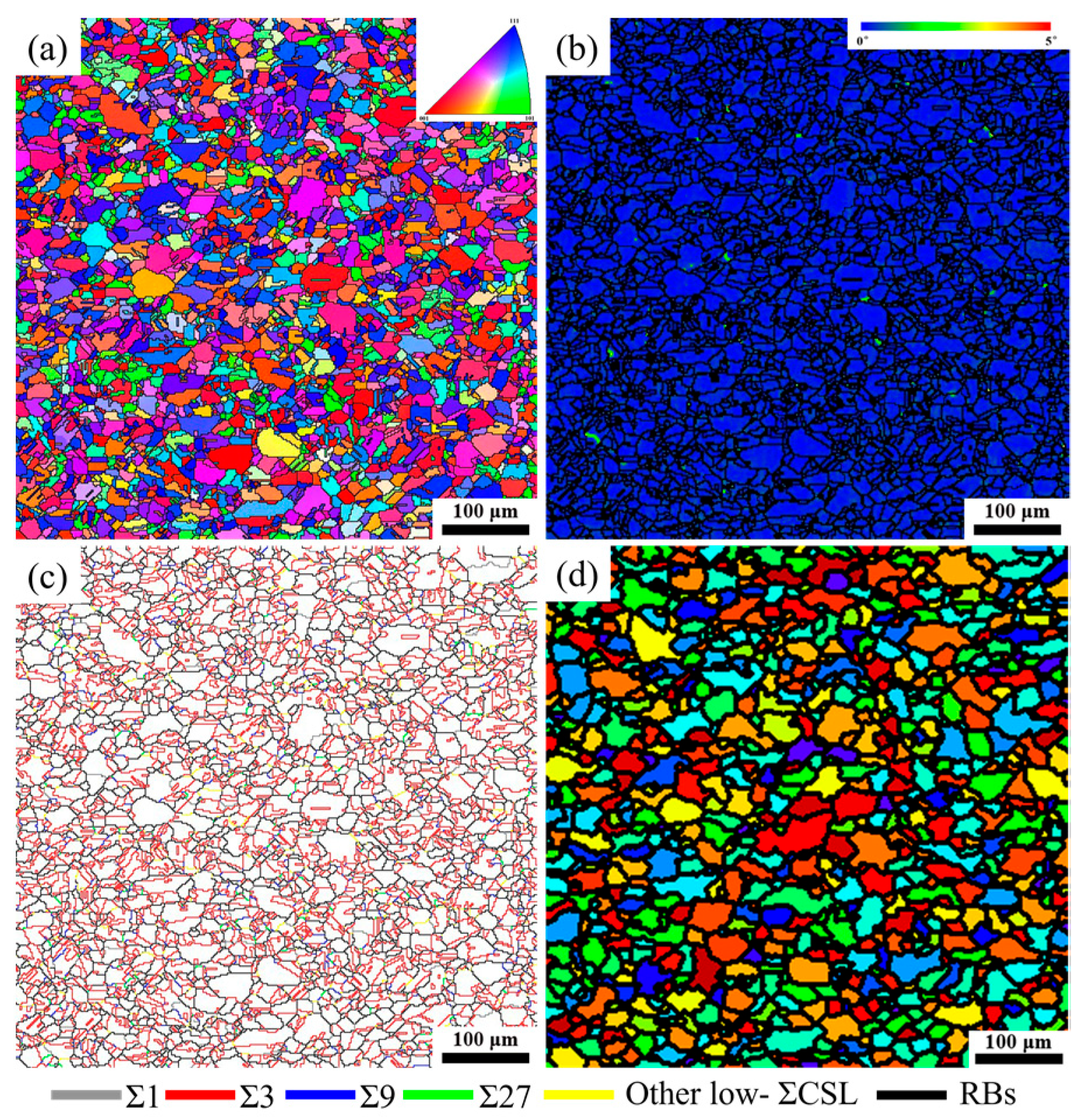
3.1. Microstructure of BM
3.2. Microstructural Analyses of FSPed B10 Alloy
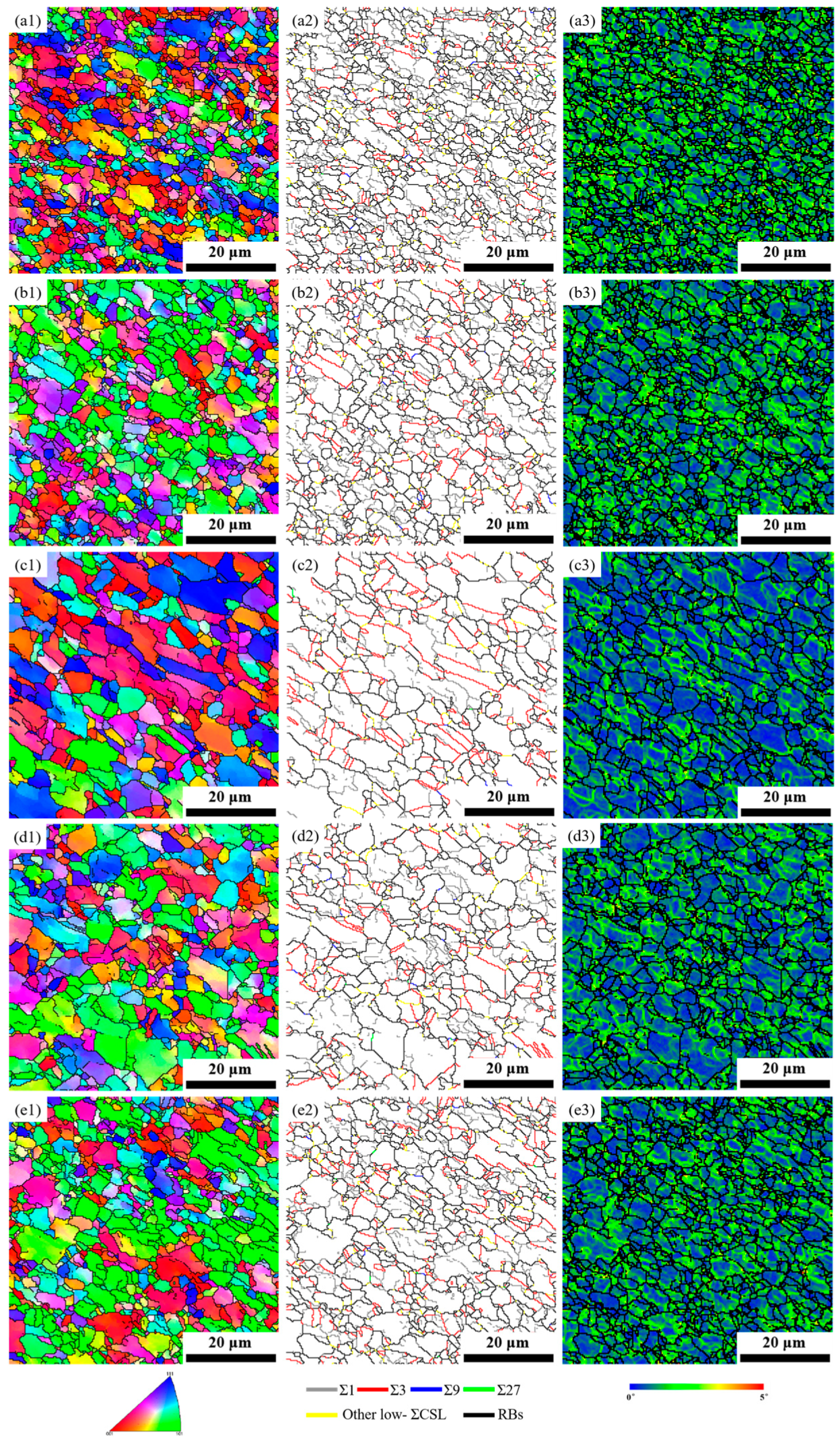
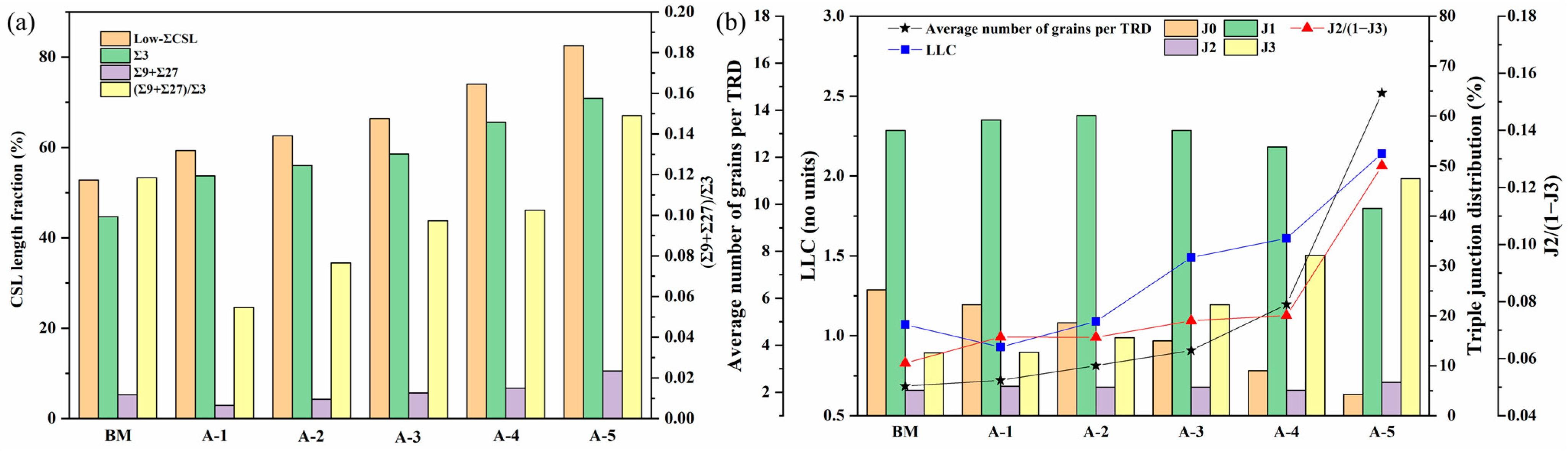
3.3. Effect of Rotational Speed on the Evolution of GBCD
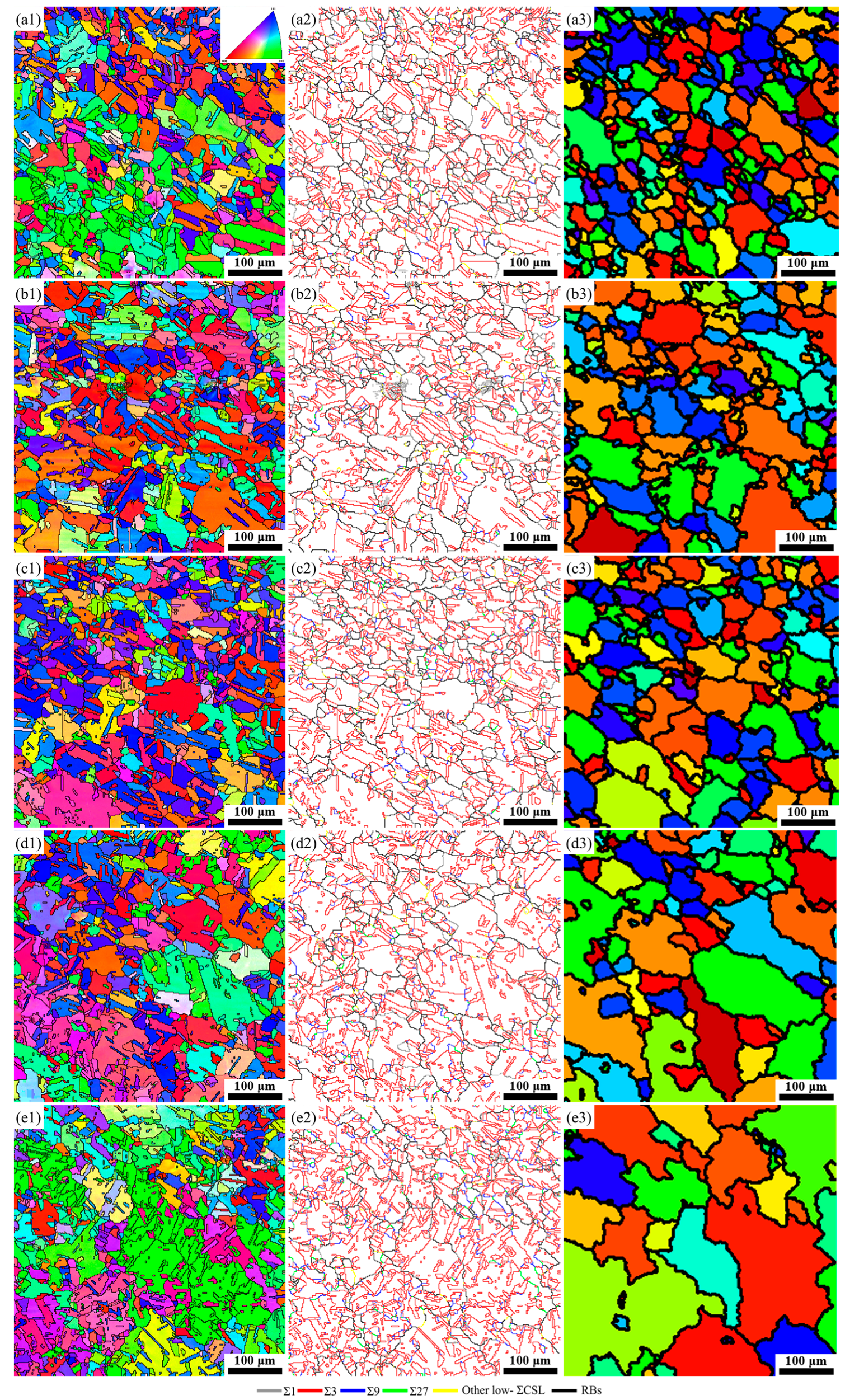
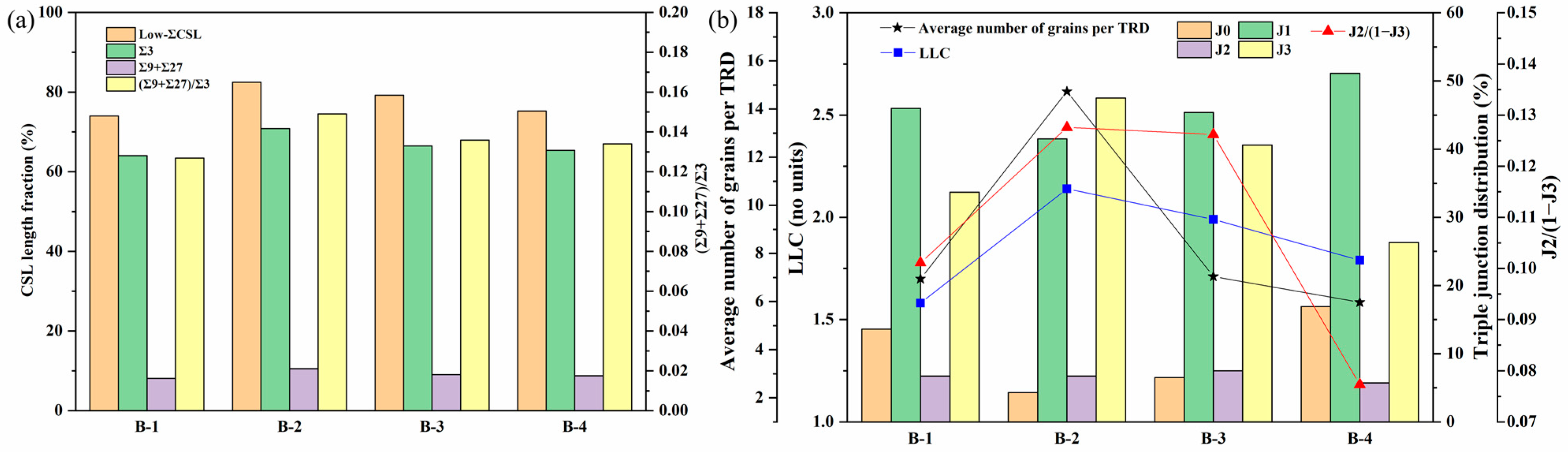
3.4. Effect of Annealing Time on the Evolution of GBCD
4. Conclusions
- (1)
- The GBCD of B10 alloy can be optimized effectively using FSP combined with the subsequent annealing treatment. Specifically, the highest fraction of low-ΣCSL boundaries (82.50%), mainly of the Σ3n (n = 1, 2, 3) boundaries, was obtained through combining FSP at a rotational speed of 1400 rpm with annealing at 750 °C for 60 min. The connectivity of the random boundary network was effectively interrupted, which led to the optimization of GBCD. This is the consequence of prolific multiple twinning events triggered by SIBM, resulting in a large average number of grains per TRD, a high LCC value, and a great value of J2/(1 − J3).
- (2)
- The evolution of GBCD in the B10 alloy was significantly affected by the rotational speed of FSP. With the rotational speed of FSP increased from 600 rpm to 1400 rpm, the fraction of low-ΣCSL boundaries increased monotonously. The microstructure of GBE was achieved through SIBM rather than SRX. To achieve the optimization of GBCD, it is critical to introduce suitable stored energy during TMP to avoid the occurrence of SRX phenomena while activating sufficient SIBM.
- (3)
- Specimens processed through FSP at a rotational speed of 1400 rpm, followed by annealing at 750 °C from 30 min to 60 min, led to an increase in the fraction of low-Σ CSL boundaries, which decreased with extended annealing time up to 120 min and 180 min. Significant grain growth occurred with increasing annealing time from 30 min to 60 min.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Watanabe, T. An approach to grain boundary design for strong and ductile polycrystals. Res. Mech. 1984, 11, 47–84. [Google Scholar]
- Sahu, S.; Patel, S.K.; Shekhar, S. The effect of grain boundary structure on chromium carbide precipitation in alloy 600. Mater. Chem. Phys. 2021, 260, 124145. [Google Scholar] [CrossRef]
- Fujii, T.; Suzuki, M.; Shimamura, Y. Susceptibility to intergranular corrosion in sensitized austenitic stainless steel characterized via crystallographic characteristics of grain boundaries. Corros. Sci. 2022, 195, 109946. [Google Scholar] [CrossRef]
- Shit, G.; Mariappan, K.; Ningshen, S. Improvement of sensitization and intergranular corrosion of AISI type 304L stainless steel through thermo-mechanical treatment. Corros. Sci. 2023, 213, 110975. [Google Scholar] [CrossRef]
- Thota, H.; Jeyaraam, R.; Bairi, L.R.; Tirunilai, A.S.; Kauffmann, A.; Freudenberger, J.; Heilmaier, M.; Mandal, S.; Vadlamani, S.S. Grain boundary engineering and its implications on corrosion behavior of equiatomic CoCrFeMnNi high entropy alloy. J. Alloys Compd. 2021, 888, 161500. [Google Scholar] [CrossRef]
- Das, A. Grain boundary engineering: Fatigue fracture. Philos. Mag. 2017, 97, 867–916. [Google Scholar] [CrossRef]
- Kobayashi, S.; Inomata, T.; Kobayashi, H.; Tsurekawa, S.; Watanabe, T. Effects of grain boundary-and triple junction-character on intergranular fatigue crack nucleation in polycrystalline aluminum. J. Mater. Sci. 2008, 43, 3792–3799. [Google Scholar] [CrossRef]
- da Cruz Gallo, F.; de Azevedo, L.M.B.; Labre, C.; Araujo, L.S.; Dille, J.; de Almeida, L.H. Correlation between grain boundary character distribution and δ-phase precipitation in nickel-based superalloy 718. J. Mater. Res. Technol. 2020, 9, 1801–1808. [Google Scholar] [CrossRef]
- Tsai, S.-P.; Makineni, S.K.; Gault, B.; Kawano-Miyata, K.; Taniyama, A.; Zaefferer, S. Precipitation formation on Σ5 and Σ7 grain boundaries in 316L stainless steel and their roles on intergranular corrosion. Acta Mater. 2021, 210, 116822. [Google Scholar] [CrossRef]
- Devaraj, A.; Kovarik, L.; Kautz, E.; Arey, B.; Jana, S.; Lavender, C.; Joshi, V. Grain boundary engineering to control the discontinuous precipitation in multicomponent U10Mo alloy. Acta Mater. 2018, 151, 181–190. [Google Scholar] [CrossRef]
- DeMott, R.W.; Kernion, S.; Leff, A.C.; Taheri, M.L. Mitigation of hydrogen embrittlement in alloy custom age 625 PLUS® via grain boundary engineering. Mater. Sci. Eng. A 2021, 818, 141377. [Google Scholar] [CrossRef]
- Razmpoosh, M.; Macwan, A.; Goodwin, F.; Biro, E.; Zhou, Y. Suppression of liquid-metal-embrittlement by twin-induced grain boundary engineering approach. Materialia 2020, 11, 100668. [Google Scholar] [CrossRef]
- RamReddy, K.; Jeyaraam, R.; GD, J.R. Effect of grain boundary character distribution on weld heat-affected zone liquation cracking behavior of AISI 316Ti austenitic stainless steel. Mater. Charact. 2018, 142, 115–123. [Google Scholar]
- Feng, W.; Wang, Z.; Sun, Q.; He, Y.; Sun, Y. Effect of thermomechanical processing via rotary swaging on grain boundary character distribution and intergranular corrosion in 304 austenitic stainless steel. J. Mater. Res. Technol. 2022, 19, 2470–2482. [Google Scholar] [CrossRef]
- Jiang, X.; Yang, C.; Zhang, W.; Wang, X. Surface grain boundary engineering in 304 stainless steel by means of mechanical grinding treatment-induced gradient plastic strain and annealing. J. Mater. Sci. 2022, 57, 21798–21812. [Google Scholar] [CrossRef]
- Bhuyan, P.; Sanyal, S.; Sarma, V.S.; de Boer, B.; Mitra, R.; Mandal, S. A novel approach combining grain boundary engineering and grain boundary serration to enhance high-temperature hot corrosion resistance in Alloy 617. Materialia 2022, 23, 101451. [Google Scholar] [CrossRef]
- Laleh, M.; Hughes, A.E.; Tan, M.Y.; Rohrer, G.S.; Primig, S.; Haghdadi, N. Grain boundary character distribution in an additively manufactured austenitic stainless steel. Scr. Mater. 2021, 192, 115–119. [Google Scholar] [CrossRef]
- Barr, C.M.; Leff, A.C.; Demott, R.W.; Doherty, R.D.; Taheri, M.L. Unraveling the origin of twin related domains and grain boundary evolution during grain boundary engineering. Acta Mater. 2018, 144, 281–291. [Google Scholar] [CrossRef]
- Prithiv, T.; Bhuyan, P.; Pradhan, S.; Sarma, V.S.; Mandal, S. A critical evaluation on efficacy of recrystallization vs. strain induced boundary migration in achieving grain boundary engineered microstructure in a Ni-base superalloy. Acta Mater. 2018, 146, 187–201. [Google Scholar] [CrossRef]
- Yang, X.; Wang, P.; Huang, M. Grain boundary evolution during low-strain grain boundary engineering achieved by strain-induced boundary migration in pure copper. Mater. Sci. Eng. A 2022, 833, 142532. [Google Scholar] [CrossRef]
- Randle, V. Mechanism of twinning-induced grain boundary engineering in low stacking-fault energy materials. Acta Mater. 1999, 47, 4187–4196. [Google Scholar] [CrossRef]
- Owen, G.; Randle, V. On the role of iterative processing in grain boundary engineering. Scr. Mater. 2006, 55, 959–962. [Google Scholar] [CrossRef]
- Randle, V.; Coleman, M. A study of low-strain and medium-strain grain boundary engineering. Acta Mater. 2009, 57, 3410–3421. [Google Scholar] [CrossRef]
- Rath, D.; Setia, P.; Tripathi, N.; Shekhar, S. Outstanding improvement in the CSL distribution in interstitial free (IF) steel via strain annealing route. Mater. Charact. 2022, 186, 111817. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z. Friction stir welding and processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Liu, S.; Paidar, M.; Mehrez, S.; Ojo, O.O.; Mahariq, I.; Elbadawy, I. Development of AA6061/316 stainless steel surface composites via friction stir processing: Effect of tool rotational speed. Mater. Charact. 2022, 192, 112215. [Google Scholar] [CrossRef]
- Luo, X.; Kang, L.; Liu, H.; Li, Z.; Liu, Y.; Zhang, D.; Chen, D. Enhancing mechanical properties of AZ61 magnesium alloy via friction stir processing: Effect of processing parameters. Mater. Sci. Eng. A 2020, 797, 139945. [Google Scholar] [CrossRef]
- Zang, Q.; Chen, H.; Zhang, J.; Wang, L.; Chen, S.; Jin, Y. Microstructure, mechanical properties and corrosion resistance of AZ31/GNPs composites prepared by friction stir processing. J. Mater. Res. Technol. 2021, 14, 195–201. [Google Scholar] [CrossRef]
- Brandon, D. The structure of high-angle grain boundaries. Acta Metall. 1966, 14, 1479–1484. [Google Scholar] [CrossRef]
- Cayron, C. ARPGE: A computer program to automatically reconstruct the parent grains from electron backscatter diffraction data. J. Appl. Crystallogr. 2007, 40, 1183–1188. [Google Scholar] [CrossRef]
- Fortier, P.; Miller, W.a.A.; Aust, K. Triple junction and grain boundary character distributions in metallic materials. Acta Mater. 1997, 45, 3459–3467. [Google Scholar] [CrossRef]
- Tsurekawa, S.; Nakamichi, S.; Watanabe, T. Correlation of grain boundary connectivity with grain boundary character distribution in austenitic stainless steel. Acta Mater. 2006, 54, 3617–3626. [Google Scholar] [CrossRef]
- Shi, F.; Yan, L.; Hu, J.; Wang, L.; Li, T.; Li, W.; Guan, X.; Liu, C.; Li, X. Improving Intergranular Stress Corrosion Cracking Resistance in a Fe–18Cr–17Mn–2Mo–0.85 N Austenitic Stainless Steel through Grain Boundary Character Distribution Optimization. Acta Metall. Sin-Engl. 2022, 35, 1849–1861. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, F.; Tang, S.; Zhou, P.; Zhang, W.; Liu, Z. Effect of twin-related boundaries distribution on carbide precipitation and intergranular corrosion behavior in nuclear-grade higher carbon austenitic stainless steel. Corros. Sci. 2022, 209, 110791. [Google Scholar] [CrossRef]
- Takayama, Y.; Szpunar, J.A. Stored energy and Taylor factor relation in an Al-Mg-Mn alloy sheet worked by continuous cyclic bending. Mater. Trans. 2004, 45, 2316–2325. [Google Scholar] [CrossRef]
- Pugh, S. XCII. Relations between the elastic moduli and the plastic properties of polycrystalline pure metals. Lond.Edinb. Dublin Philos. Mag. J. Sci. 1954, 45, 823–843. [Google Scholar] [CrossRef]
- George, E.; Liu, C.; Liao, J.; Stocks, G.; Pope, D.; Giamei, A. Alloy phase stability and design. In Proceedings of the Materials Research Society Symposium, Boston, MA, USA, 2–5 December 1991; p. 375. [Google Scholar]
- Xuanyuan, Y.; Li, H.; Huang, M.; Yan, Y.; Yang, S. Tuning the microstructure and mechanical properties of TiAl-based alloy through grain boundary engineering. J. Mater. Res. Technol. 2022, 18, 5370–5379. [Google Scholar] [CrossRef]
- Li, H.; Liu, X.; Wang, S.; Zhang, W.; Ke, Y.; Guo, Y.; Qin, H.; Tian, Q. An evaluation of optimized grain boundary character distribution in hot-worked GH4698 superalloy. J. Mater. Sci. 2023, 58, 1382–1402. [Google Scholar] [CrossRef]
- Pradhan, S.; Bhuyan, P.; Kaithwas, C.; Mandal, S. Strain-annealing based grain boundary engineering to evaluate its sole implication on intergranular corrosion in extra-low carbon type 304L austenitic stainless steel. Metall. Mater. Trans. A 2018, 49, 2817–2831. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, H.; Yu, X.; Liu, J.; Tang, D. The effect of thermomechanical treatment on the evolution of the grain boundary character distribution in a Cr0. 8MnFeNi high-entropy alloy. Mater. Charact. 2022, 190, 112087. [Google Scholar] [CrossRef]
- Kaithwas, C.; Bhuyan, P.; Mandal, S. Assessing the potential of sparsely nucleated recrystallized grains to lead grain boundary engineering during extending annealing in Alloy 600H. Mater. Charact. 2020, 168, 110538. [Google Scholar] [CrossRef]
- Bair, J.; Hatch, S.; Field, D. Formation of annealing twin boundaries in nickel. Scr. Mater. 2014, 81, 52–55. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Ni | Fe | Mn | Pb | P | S | C | Sb | Cu |
|---|---|---|---|---|---|---|---|---|---|
| wt. % | 9.95 | 1.32 | 0.6 | 0.01 | 0.01 | 0.01 | 0.03 | 0.005 | Bal. |
| Group | Serial Number | Rotational Speed/rpm | Annealing Temperature/°C | Annealing Time/min |
|---|---|---|---|---|
| A | A-1 | 600 | 750 | 60 |
| A-2 | 800 | |||
| A-3 | 1000 | |||
| A-4 | 1200 | |||
| A-5 | 1400 | |||
| B | B-1 | 1400 | 30 | |
| B-2 | 60 | |||
| B-3 | 120 | |||
| B-4 | 180 |
| Specimen | Grain Size/μm | Σ1/% | Σ3/% | (Σ9 + Σ27)/% | Low-Σ CSL/% |
|---|---|---|---|---|---|
| BM | 16.47 | 3.34 | 44.70 | 5.30 | 52.82 |
| S600 | 1.75 | 30.71 | 8.24 | 0.44 | 12.57 |
| S800 | 2.19 | 23.31 | 15.03 | 0.64 | 19.02 |
| S1000 | 3.19 | 20.08 | 24.89 | 0.39 | 29.51 |
| S1200 | 2.61 | 22.13 | 16.86 | 0.79 | 22.21 |
| S1400 | 2.17 | 22.38 | 16.38 | 0.48 | 20.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, W.; Zhou, J.; Wang, S.; Sun, T.; Zhao, T.; Jiang, Y. Evolution of Grain Boundary Character Distribution in B10 Alloy from Friction Stir Processing to Annealing Treatment. Materials 2024, 17, 1134. https://doi.org/10.3390/ma17051134
Feng W, Zhou J, Wang S, Sun T, Zhao T, Jiang Y. Evolution of Grain Boundary Character Distribution in B10 Alloy from Friction Stir Processing to Annealing Treatment. Materials. 2024; 17(5):1134. https://doi.org/10.3390/ma17051134
Chicago/Turabian StyleFeng, Wen, Junjie Zhou, Shihao Wang, Ting Sun, Tianyu Zhao, and Yingying Jiang. 2024. "Evolution of Grain Boundary Character Distribution in B10 Alloy from Friction Stir Processing to Annealing Treatment" Materials 17, no. 5: 1134. https://doi.org/10.3390/ma17051134
APA StyleFeng, W., Zhou, J., Wang, S., Sun, T., Zhao, T., & Jiang, Y. (2024). Evolution of Grain Boundary Character Distribution in B10 Alloy from Friction Stir Processing to Annealing Treatment. Materials, 17(5), 1134. https://doi.org/10.3390/ma17051134