
Exploring the Utilization of Activated Volcanic Ash as a Substitute for Portland Cement in Mortar Formulation: A Thorough Experimental Investigation


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Ecuadorian Volcanic Ash (VA)
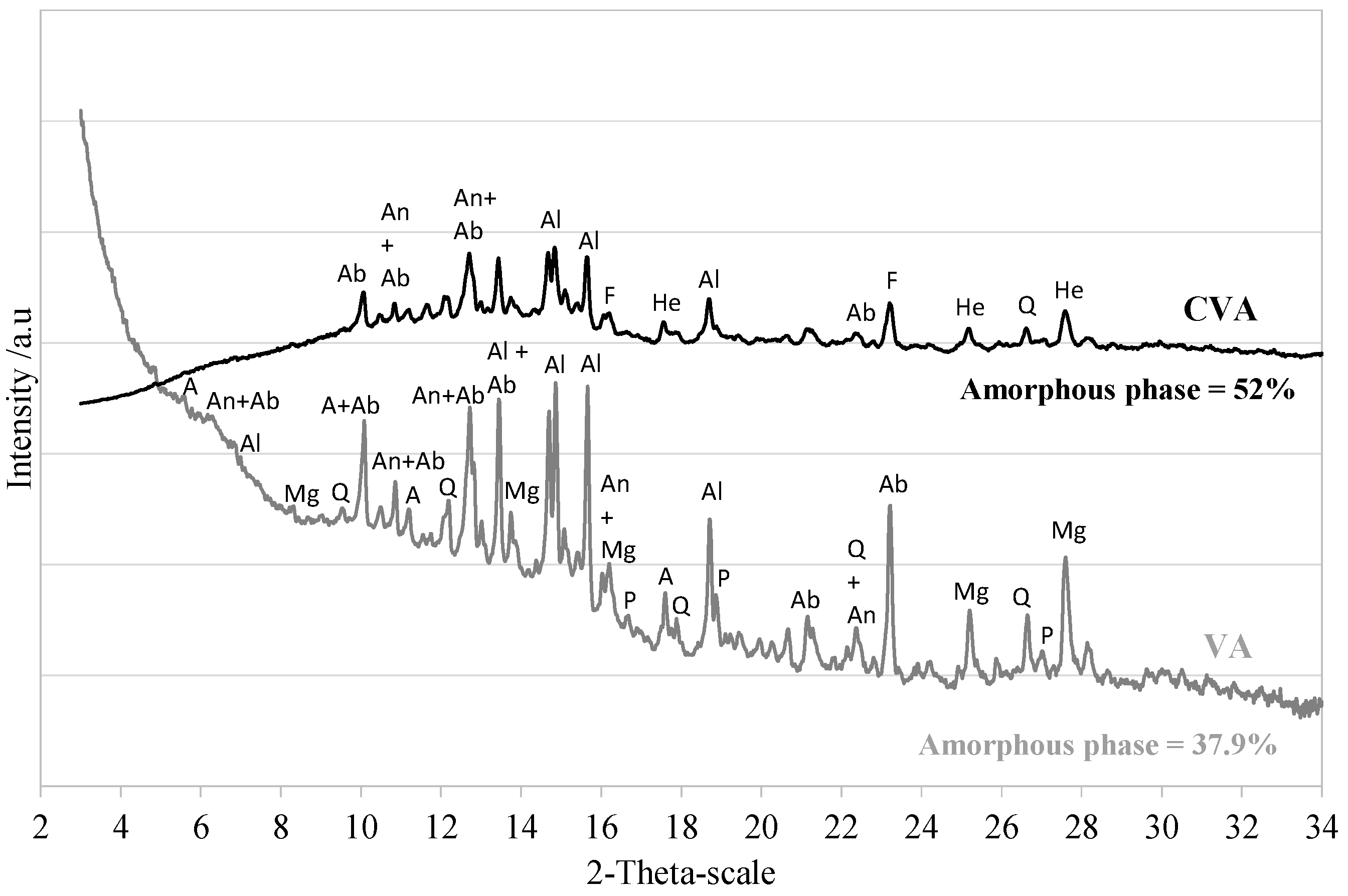
2.1.2. Calcined VA (CVA)
2.1.3. Alkaline Activators (AA)
2.1.4. Lime (L)
2.2. Experimental Programme: Production of Mortars Test Procedure
3. Stage 1 Mix Proportions. Results and Discussion
3.1. Mix Proportions of Mortar with 35% VA
- Phase 1.1: Mortar produced with calcined VA (CVA)
- Phase 1.2: Mortar produced using alkali activators (AA)
- Phase 1.3: Mortar produced using lime (L) as a corrector
- Phase 1.4: Mortar produced using CVA and lime as a corrector
- Phase 1.5: Mortar produced using CVA, lime as corrector and alkali activator
3.2. Results and Discussion
3.2.1. Compressive Strength (fcm)
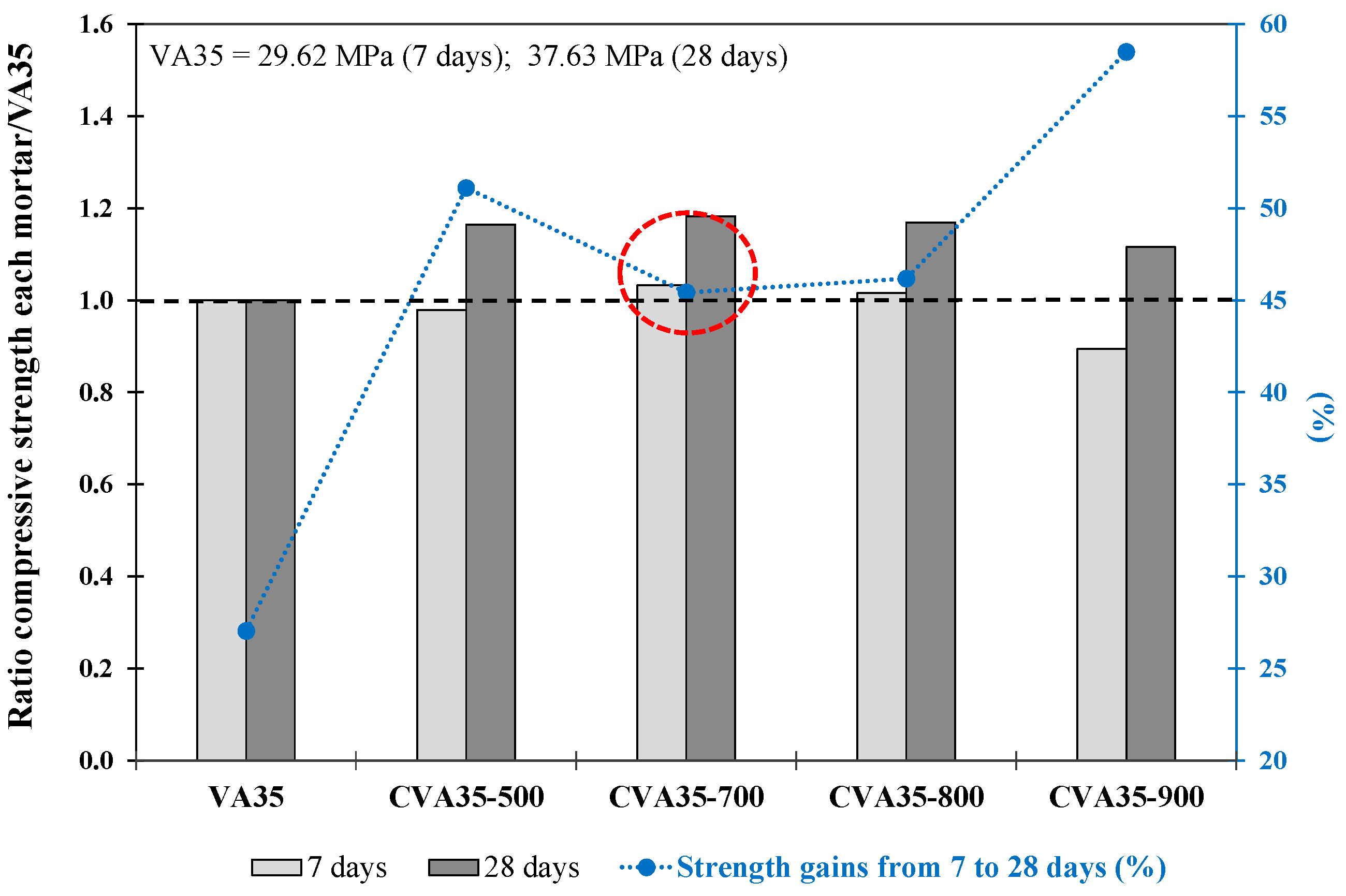
- Phase 1.1: Mortar produced with calcined VA
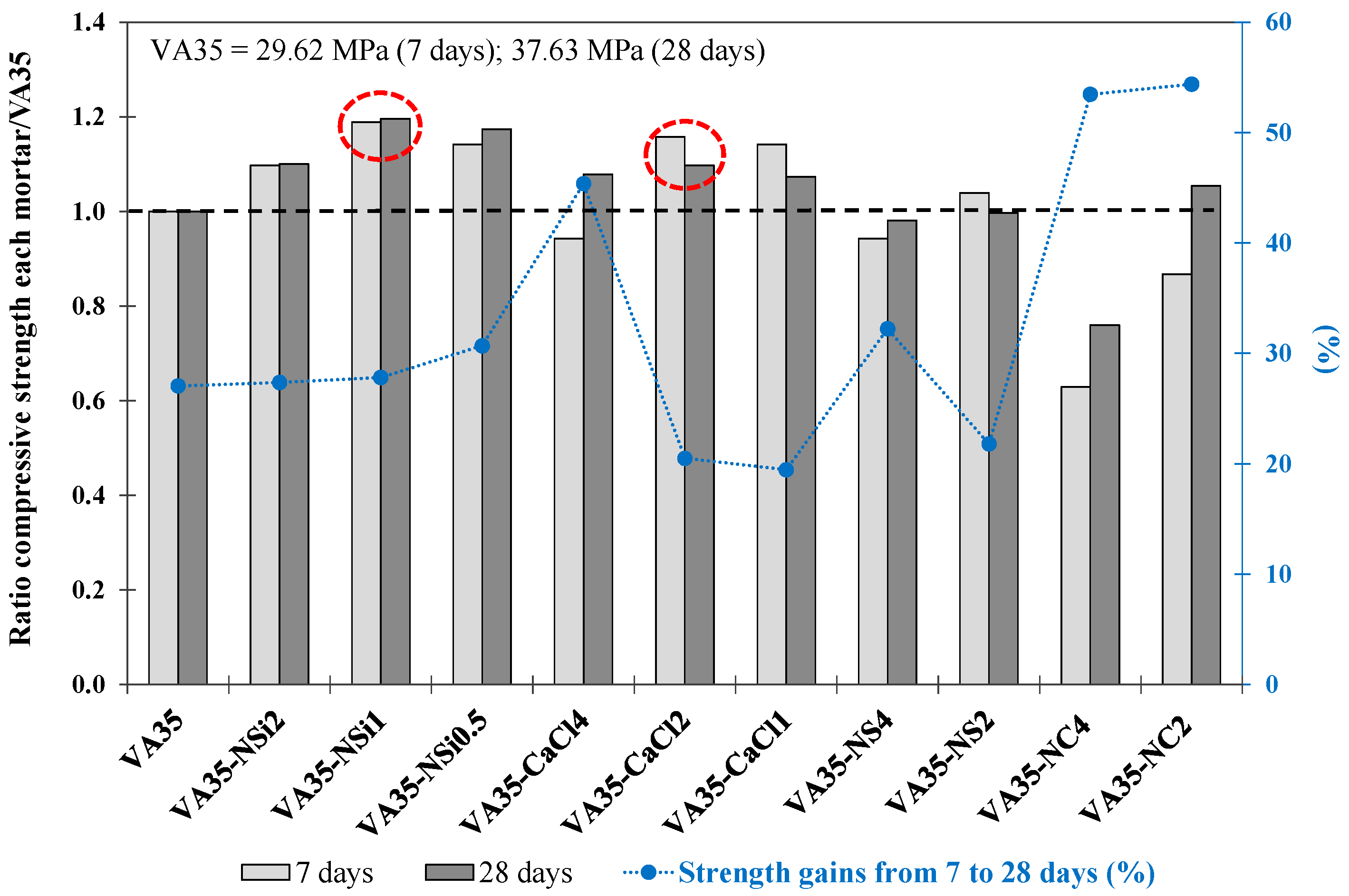
- Phase 1.2: Mortar produced with alkali activator
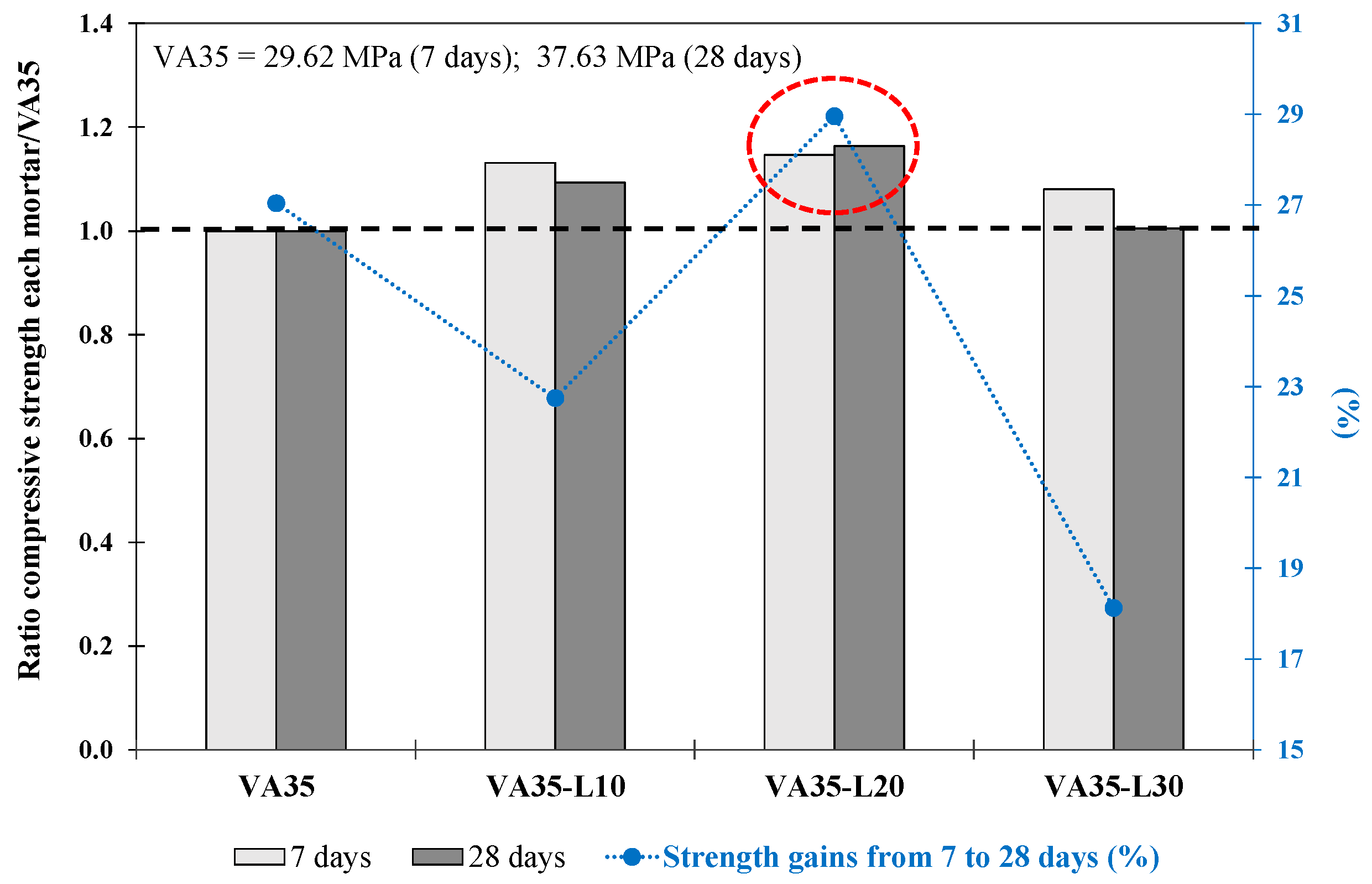
- Phase 1.3: Mortar produced by adding lime as a corrector
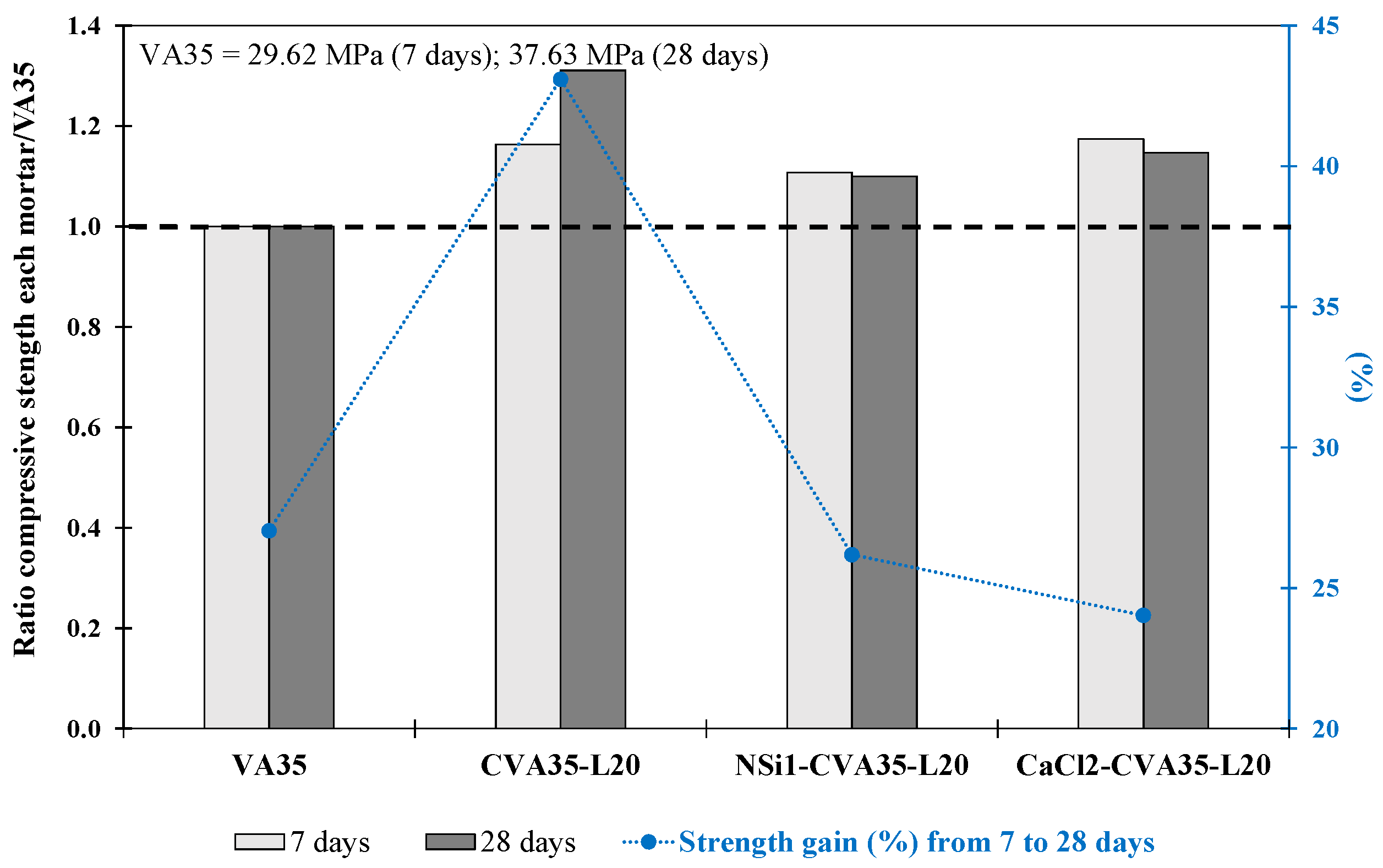
- Phase 1.4 and 1.5: Mortar produced using CVA, lime as corrector and alkali activator
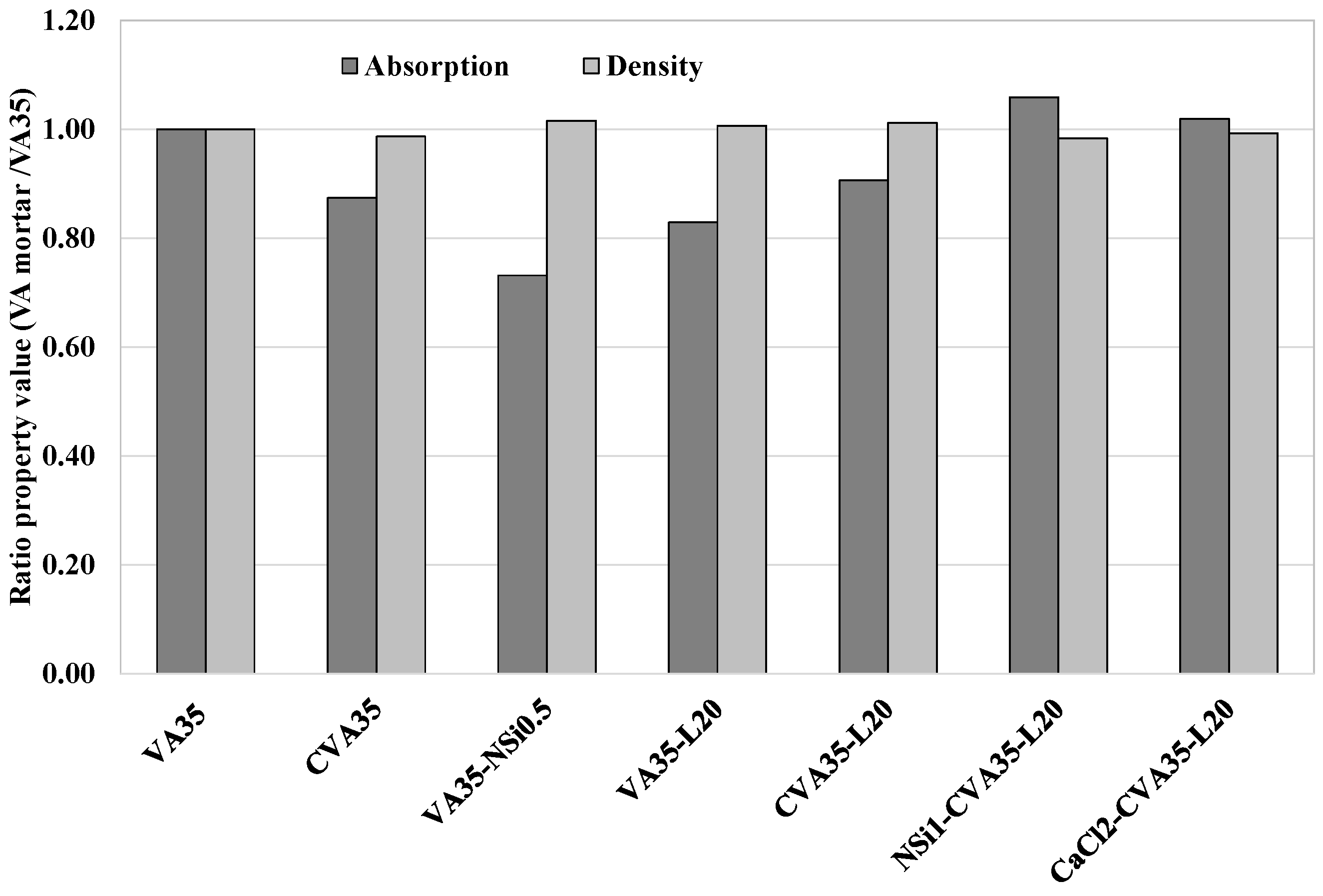
3.2.2. Physical Properties
4. Stage 2 Mix Proportions: Results and Discussion
4.1. Mix Proportion of Mortars with 50% and 75% VA
4.1.1. Stage 2.1: Mix Proportion of Mortars with 50% VA
- Phase 2.1.1: Mortar produced using lime as a corrector
- Phase 2.1.2: Mortar produced using CVA
- Phase 2.1.3: Mortar produced using CVA and lime as a corrector
- Phase 2.1.4: Mortar produced using CVA, lime as corrector and AA
4.1.2. Stage 2.2: Mix Proportion of Mortars with 75% VA
- Phase 2.2.1: Mortar produced using CVA
- Phase 2.2.2: Mortar produced using CVA and lime as a corrector
- Phase 2.2.3: Mortar produced using CVA, lime as corrector and AA
4.2. Results and Discussion
4.2.1. Compressive Strength (fcm)
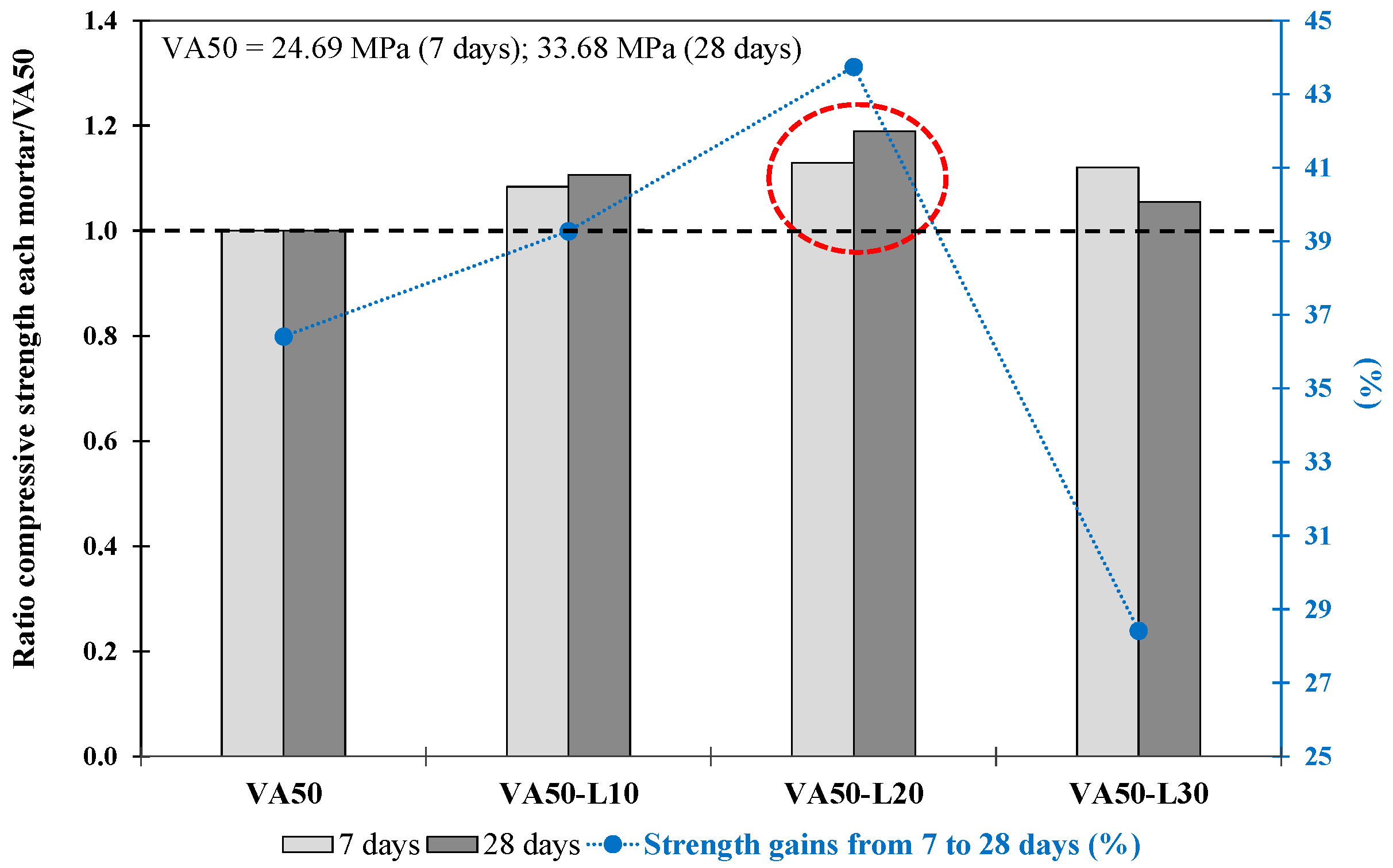
Stage 2.1 Mix Proportion of Mortars with 50% VA
Stage 2.2 Mix Proportion of Mortars with 75% VA
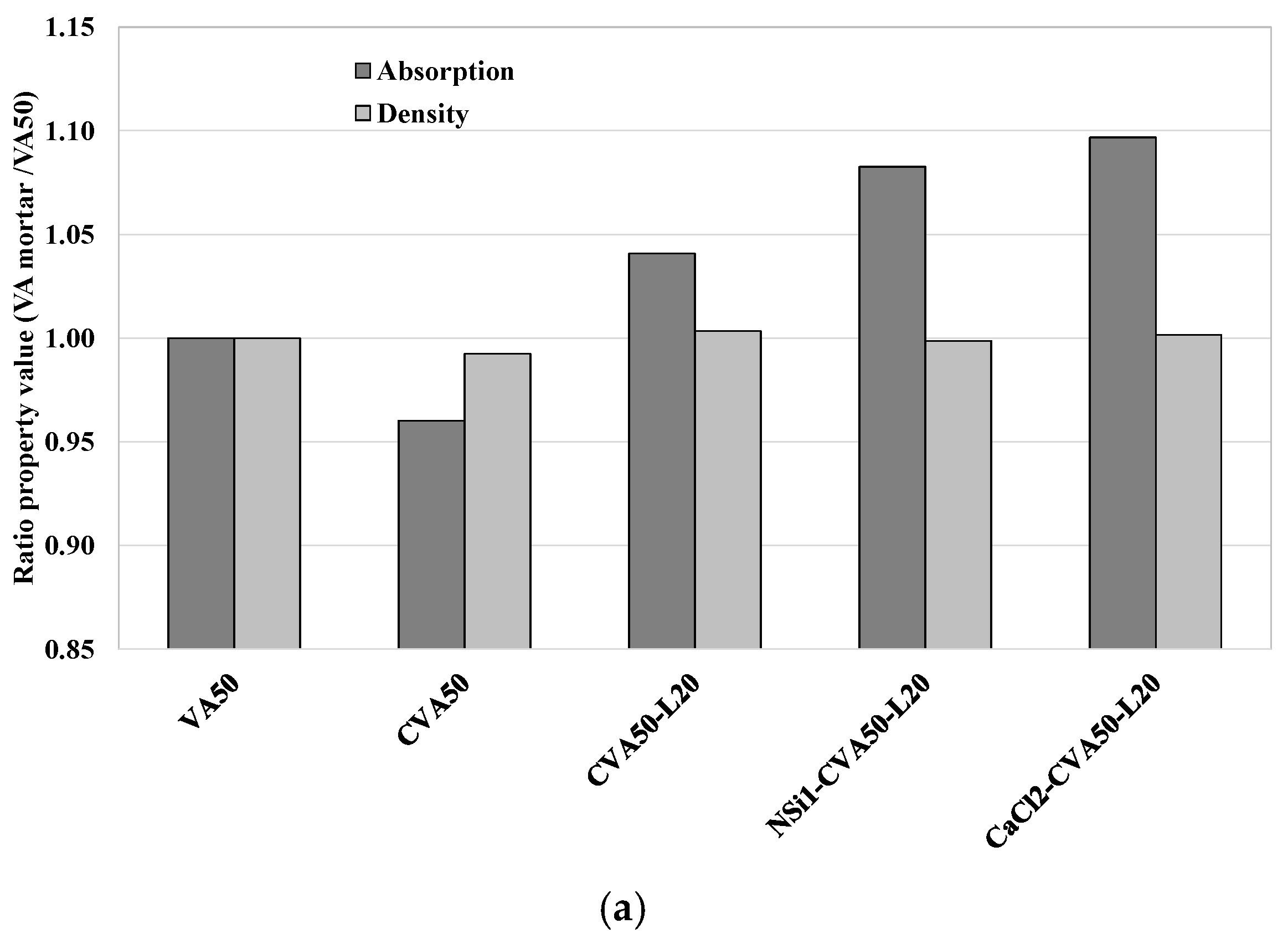
4.2.2. Physical Properties
5. Conclusions
- -
- Calcined VA (CVA) at 700 °C for 1 h was the optimal thermal process, obtaining up to 59% of the amorphous component. In addition, the 20% lime in replacement of VA was optimal when the mortars were produced with 35–50% PC replacement.
- -
- The CVA35-L20 and CVA50-L20 mortars achieved the highest compressive strength, with 49.3 MPa and 46.3 MPa, respectively. An increase of up to 40% compared to VA mortars. The absorption capacity was also reduced for 35–50% of untreated VA mortars.
- -
- The effectiveness of calcined VA also showed that the CVA50 mortar achieved 43.5 MPa compressive strength, which was 29% higher than that of VA50. It also achieved lower absorption than that of VA50.
- -
- Although the mortars made with 75% VA showed lower mechanical and physical properties compared to those with 35–50% VA. The mortars produced with 75% CVA and 20% lime achieved 33.9 MPa and 33.3 MPa, respectively, 40% higher than the mortars with 75% untreated VA.
- -
- Although the mortars using alkali activators (AA) achieved a lower compressive strength at 28 days than those produced with CVA and lime addition, the mortars using 2% CaCl or 1% NSi activator and 35% of untreated VA achieved the highest strength at 7 days (34.4 MPa and 35.6 MPa, respectively). Moreover, at 28 days, the mortars produced with 2% CaCl or 1% NSi activators achieved a strength of 41 MPa and 45 MPa, respectively, avoiding using the calcination process in the VA activation.
- -
- The use of AA in mortars with 50–75% CVA and lime did not improve the properties of mortars CVA-lime at 28 days. However, the NSi-activated CVA-lime-based mortar with 75% CVA achieved 13% higher compressive strength at 7 days compared to the CVA-lime mortars.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fořt, J.; Černý, R. Transition to Circular Economy in the Construction Industry: Environmental Aspects of Waste Brick Recycling Scenarios. Waste Manag. 2020, 118, 510–520. [Google Scholar] [CrossRef] [PubMed]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-Efficient Cements: Potential Economically Viable Solutions for a Low-CO2 cement-Based Materials Industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Ilham, D.J.; Kautsar, F.R.; Januarti, J.; Anggarini, U.; Fiantis, D. The Potential Use of Volcanic Deposits for Geopolymer Materials. IOP Conf. Ser. Earth Environ. Sci. 2020, 497, 012035. [Google Scholar] [CrossRef]
- Cai, G.; Noguchi, T.; Degée, H.; Zhao, J.; Kitagaki, R. Volcano-Related Materials in Concretes: A Comprehensive Review. Environ. Sci. Pollut. Res. 2016, 23, 7220–7243. [Google Scholar] [CrossRef]
- Baghabra Al-Amoudi, O.S.; Ahmad, S.; Maslehuddin, M.; Khan, S.M.S. Lime-Activation of Natural Pozzolan for Use as Supplementary Cementitious Material in Concrete. Ain Shams Eng. J. 2022, 13, 101602. [Google Scholar] [CrossRef]
- Celik, K.; Hay, R.; Hargis, C.W.; Moon, J. Effect of Volcanic Ash Pozzolan or Limestone Replacement on Hydration of Portland Cement. Constr. Build. Mater. 2019, 197, 803–812. [Google Scholar] [CrossRef]
- Kupwade-Patil, K.; Al-Aibani, A.F.; Abdulsalam, M.F.; Mao, C.; Bumajdad, A.; Palkovic, S.D.; Büyüköztürk, O. Microstructure of Cement Paste with Natural Pozzolanic Volcanic Ash and Portland Cement at Different Stages of Curing. Constr. Build. Mater. 2016, 113, 423–441. [Google Scholar] [CrossRef]
- Yetgin, Ş.; Çavdar, A. Study of Effects of Natural Pozzolan on Properties of Cement Mortars. J. Mater. Civ. Eng. 2006, 18, 813–816. [Google Scholar] [CrossRef]
- Cornejo, M.H.; Elsen, J.; Paredes, C.; Baykara, H. Thermomechanical Treatment of Two Ecuadorian Zeolite-Rich Tuffs and Their Potential Usage as Supplementary Cementitious Materials. J. Therm. Anal. Calorim. 2014, 115, 309–321. [Google Scholar] [CrossRef]
- Djobo, J.N.Y.; Elimbi, A.; Tchakouté, H.K.; Kumar, S. Reactivity of Volcanic Ash in Alkaline Medium, Microstructural and Strength Characteristics of Resulting Geopolymers under Different Synthesis Conditions. J. Mater. Sci. 2016, 51, 10301–10317. [Google Scholar] [CrossRef]
- Khan, K.; Amin, M.N.; Saleem, M.U.; Qureshi, H.J.; Al-Faiad, M.A.; Qadir, M.G. Effect of Fineness of Basaltic Volcanic Ash on Pozzolanic Reactivity, ASR Expansion and Drying Shrinkage of Blended Cement Mortars. Materials 2019, 12, 2603. [Google Scholar] [CrossRef]
- Shi, C. An Overview on the Activation of Reactivity of Natural Pozzolans. Can. J. Civ. Eng. 2011, 28, 778–786. [Google Scholar] [CrossRef]
- Balun, B.; Karatas, M. Compressive Strength of Pumice Based Alkali-Activated Hybrid Cement. In Proceedings of the 3rd International Conference on Engineering Technology and Applied Sciences (ICETAS), Skopje, North Macedonia, 17–21 July 2018. [Google Scholar]
- Qu, B.; Martin, A.; Pastor, J.Y.; Palomo, A.; Fernández-Jiménez, A. Characterisation of Pre-Industrial Hybrid Cement and Effect of Pre-Curing Temperature. Cem. Concr. Compos. 2016, 73, 281–288. [Google Scholar] [CrossRef]
- Shi, C.; Jiménez, A.F.; Palomo, A. New Cements for the 21st Century: The Pursuit of an Alternative to Portland Cement. Cem. Concr. Res. 2011, 41, 750–763. [Google Scholar] [CrossRef]
- Hamidi, M.; Kacimi, L.; Cyr, M.; Clastres, P. Evaluation and Improvement of Pozzolanic Activity of Andesite for Its Use in Eco-Efficient Cement. Constr. Build. Mater. 2013, 47, 1268–1277. [Google Scholar] [CrossRef]
- Nourredine, G.; Kerdal, D.E.; Nouria, K.; Rachida, I. Potential Use of Activated Algerian Natural Pozzolan Powder as a Cement Replacement Material. Eur. J. Environ. Civ. Eng. 2019, 25, 967–987. [Google Scholar] [CrossRef]
- Walker, R.; Pavía, S. Physical Properties and Reactivity of Pozzolans, and Their Influence on the Properties of Lime-Pozzolan Pastes. Mater. Struct. Mater. Constr. 2011, 44, 1139–1150. [Google Scholar] [CrossRef]
- Mangat, P.; Lambert, P. Sustainability of Alkali-Activated Cementitious Materials and Geopolymers. In Sustainability of Construction Materials; Elsevier: Amsterdam, The Netherlands, 2016; pp. 459–476. [Google Scholar]
- Haddad, R.H.; Alshbuol, O. Production of Geopolymer Concrete Using Natural Pozzolan: A Parametric Study. Constr. Build. Mater. 2016, 114, 699–707. [Google Scholar] [CrossRef]
- Takeda, H.; Honda, S.; Kanie, H.; Iwamoto, Y.; Hashimoto, S. Fabrication and Characterization of Hardened Bodies from Japanese Volcanic Ash Using Geopolymerization. Ceram. Int. 2013, 40, 4071–4076. [Google Scholar] [CrossRef]
- Moon, J.; Kim, K.; Yoon, S.; Bae, S.; Kim, K.S.; Celik, K.; Monteiro, P.J.M. Characterization of Natural Pozzolan-Based Geopolymeric Binders. Cem. Concr. Compos. 2014, 53, 97–104. [Google Scholar] [CrossRef]
- Tchakoute, H.K.; Elimbi, A.; Yanne, E.; Djangang, C.N. Utilization of Volcanic Ashes for the Production of Geopolymers Cured at Ambient Temperature. Cem. Concr. Compos. 2013, 38, 75–81. [Google Scholar] [CrossRef]
- Myers, R.J.; Bernal, S.A.; San Nicolas, R.; Provis, J.L. Generalized Structural Description of Calcium–Sodium Aluminosilicate Hydrate Gels: The Cross-Linked Substituted Tobermorite Model. Langmuir 2013, 29, 5294–5306. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.A.; Mejía de Gutiérrez, R. Natural Volcanic Pozzolans as an Available Raw Material for Alkali-Activated Materials in the Foreseeable Future: A Review. Constr. Build. Mater. 2018, 189, 109–118. [Google Scholar] [CrossRef]
- Garcia-Lodeiro, I.; Donatello, S.; Fernández-Jiménez, A.; Palomo, Á. Hydration of Hybrid Alkaline Cement Containing a Very Large Proportion of Fly Ash: A Descriptive Model. Materials 2016, 9, 605. [Google Scholar] [CrossRef]
- Ghadir, P.; Razeghi, H.R. Effects of Sodium Chloride on the Mechanical Strength of Alkali Activated Volcanic Ash and Slag Pastes under Room and Elevated Temperatures. Constr. Build. Mater. 2022, 344, 128113. [Google Scholar] [CrossRef]
- Krivenko, P.; Garcia-Lodeiro, I.; Kavalerova, E.; Maltseva, O.; Fernández-Jiménez, A. A Review on Alkaline Activation: New Analytical Perspectives. Mater. Constr. 2014, 64, e022. [Google Scholar]
- Bernal, S.A.; Provis, J.L.; Myers, R.J.; San Nicolas, R.; van Deventer, J.S.J. Role of Carbonates in the Chemical Evolution of Sodium Carbonate-Activated Slag Binders. Mater. Struct. 2015, 48, 517–529. [Google Scholar] [CrossRef]
- Kulasuriya, C. Durability Properties of Alkali Pozzolan Cemen (APC). J. Nat. Sci. Found. 2019, 47, 121–131. [Google Scholar]
- Wang, Y.; Lei, L.; Liu, J.; Ma, Y.; Liu, Y.; Xiao, Z.; Shi, C. Accelerators for Normal Concrete: A Critical Review on Hydration, Microstructure and Properties of Cement-Based Materials. Cem. Concr. Compos. 2022, 134, 104762. [Google Scholar] [CrossRef]
- Wu, M.; Zhang, Y.; Jia, Y.; She, W.; Liu, G.; Yang, Z.; Zhang, Y.; Zhang, W.; Sun, W. Effects of Sodium Sulfate on the Hydration and Properties of Lime-Based Low Carbon Cementitious Materials. J. Clean. Prod. 2019, 220, 677–687. [Google Scholar] [CrossRef]
- Vehmas, T.; Kronlöf, A.; Cwirzen, A. Calcium Chloride Acceleration in Ordinary Portland Cement. Mag. Concr. Res. 2017, 70, 856–863. [Google Scholar] [CrossRef]
- Almalkawi, A.T.; Hamadna, S.; Soroushian, P. One-Part Alkali Activated Cement Based Volcanic Pumice. Constr. Build. Mater. 2017, 152, 367–374. [Google Scholar] [CrossRef]
- Aliques-Granero, J.; Tognonvi, T.M.; Tagnit-Hamou, A. Durability Test Methods and Their Application to AAMs: Case of Sulfuric-Acid Resistance. Mater. Struct. 2017, 50, 36. [Google Scholar] [CrossRef]
- Bondar, D.; Lynsdale, C.J.; Milestone, N.B.; Hassani, N. Sulfate Resistance of Alkali Activated Pozzolans. Int. J. Concr. Struct. Mater. 2015, 9, 145–158. [Google Scholar] [CrossRef]
- Tome, S.; Nana, A.; Kaze, C.R.; Djobo, J.N.Y.; Alomayri, T.; Kamseu, E.; Etoh, M.-A.; Etame, J.; Kumar, S. Resistance of Alkali-Activated Blended Volcanic Ash-MSWI-FA Mortar in Sulphuric Acid and Artificial Seawater. Silicon 2022, 14, 2687–2694. [Google Scholar] [CrossRef]
- Lemougna, P.N.; MacKenzie, K.J.D.; Melo, U.F.C.F.C. Synthesis and Thermal Properties of Inorganic Polymers (Geopolymers) for Structural and Refractory Applications from Volcanic Ash. Ceram. Int. 2011, 37, 3011–3018. [Google Scholar] [CrossRef]
- Taniguchi, M.; Takahashi, T.; Sagawa, T. Effect of Pozzolanic Reactivity of Volcanic Ash in Hokkaido on the Durability of Volcanic Ash Concrete. In High Tech Concrete: Where Technology and Engineering Meet; Hordijk, D.A., Luković, M., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 2177–2184. [Google Scholar]
- Yankwa Djobo, J.N.; Elimbi, A.; Kouamo Tchakouté, H.; Kumar, S. Mechanical Properties and Durability of Volcanic Ash Based Geopolymer Mortars. Constr. Build. Mater. 2016, 124, 606–614. [Google Scholar] [CrossRef]
- América Digital Descubren Que La Ceniza de Los Volcanes Puede Tener Un Mayor Impacto En El Clima de Lo Que Se Pensaba. Available online: https://www.americadigital.com/ciencia/descubren-que-la-ceniza-de-los-volcanes-puede-tener-un-mayor-impacto-en-el-clima-de-lo-que-se-pensaba-104819 (accessed on 15 February 2024).
- Pourkhorshidi, A.R.; Najimi, M.; Parhizkar, T.; Jafarpour, F.; Hillemeier, B. Applicability of the Standard Specifications of ASTM C618 for Evaluation of Natural Pozzolans. Cem. Concr. Compos. 2010, 32, 794–800. [Google Scholar] [CrossRef]
- ASTM C778; Standard Specification for Standard Sand. ASTM International: West Conshohocken, PA, USA, 2017.
- Labbaci, Y.; Abdelaziz, Y.; Mekkaoui, A.; Alouani, A.; Labbaci, B. The Use of the Volcanic Powders as Supplementary Cementitious Materials for Environmental-Friendly Durable Concrete. Constr. Build. Mater. 2017, 133, 468–481. [Google Scholar] [CrossRef]
- Vogel, A.; Diplas, S.; Durant, A.J.; Azar, A.S.; Sunding, M.F.; Rose, W.I.; Sytchkova, A.; Bonadonna, C.; Krüger, K.; Stohl, A. Reference Data Set of Volcanic Ash Physicochemical and Optical Properties. J. Geophys. Res. Atmos. 2017, 122, 9485–9514. [Google Scholar] [CrossRef]
- Ibrahim, M.; Megat Johari, M.A.; Rahman, M.K.; Maslehuddin, M.; Mohamed, H.D. Enhancing the Engineering Properties and Microstructure of Room Temperature Cured Alkali Activated Natural Pozzolan Based Concrete Utilizing Nanosilica. Constr. Build. Mater. 2018, 189, 352–365. [Google Scholar] [CrossRef]
- Ndjock, B.I.D.L.; Elimbi, A.; Cyr, M.; Djon Li Ndjock, B.I.; Elimbi, A.; Cyr, M. Rational Utilization of Volcanic Ashes Based on Factors Affecting Their Alkaline Activation. J. Non Cryst. Solids 2017, 463, 31–39. [Google Scholar] [CrossRef]
- Tashima, M.M.; Soriano, L.; Borrachero, M.V.; Monzó, J.; Payá, J. Towards the Valorization of Cumbre Vieja Volcanic Ash—Production of Alternative Cements. Constr. Build. Mater. 2023, 370, 130635. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Wang, K.-t.; Tang, Q.; Melo, U.C.; Cui, X.-m. Recent Developments on Inorganic Polymers Synthesis and Applications. Ceram. Int. 2016, 42, 15142–15159. [Google Scholar] [CrossRef]
- ASTM C618-17; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use. ASTM International: West Conshohocken, PA, USA, 2017.
- Alraddadi, S. Surface and Thermal Properties of Fine Black and White Volcanic Ash. Mater. Today Proc. 2020, 26, 1964–1966. [Google Scholar] [CrossRef]
- Mañosa, J.; Serrano-Conte, J.; Maldonado-Alameda, A.; Aulinas, M.; Chimenos, J.M. Pyroclastic Volcanic Ash as a Potential Precursor of Alkali-Activated Binders—A Case Study from Tajogaite (La Palma, Canary Islands) Volcano Eruption. J. Build. Eng. 2023, 72, 106623. [Google Scholar] [CrossRef]
- Delmelle, P.; Villiéras, F.; Pelletier, M. Surface Area, Porosity and Water Adsorption Properties of Fine Volcanic Ash Particles. Bull. Volcanol. 2005, 67, 160–169. [Google Scholar] [CrossRef]
- Tavares, L.R.C.; Junior, J.F.T.; Costa, L.M.; da Silva Bezerra, A.C.; Cetlin, P.R.; Aguilar, M.T.P. Influence of Quartz Powder and Silica Fume on the Performance of Portland Cement. Sci. Rep. 2020, 10, 21461. [Google Scholar] [CrossRef] [PubMed]
- Tchakoute Kouamo, H.; Mbey, J.A.; Elimbi, A.; Kenne Diffo, B.B.; Njopwouo, D. Synthesis of Volcanic Ash-Based Geopolymer Mortars by Fusion Method: Effects of Adding Metakaolin to Fused Volcanic Ash. Ceram. Int. 2013, 39, 1613–1621. [Google Scholar] [CrossRef]
- Játiva, A.; Ruales, E.; Etxeberria, M. Volcanic Ash as a Sustainable Binder Material: An Extensive Review. Materials 2021, 14, 1302. [Google Scholar] [CrossRef] [PubMed]
- AENOR EN 12457-2; Characterization of Waste–Leaching; Compliance Test for Leaching of Granular and Sludges-Part 2: One Stage Batch Test at a Liquid to Solid Ratio of 10 l/Kg with Particle Size below 4 Mm (without or with Size Reduction). SIST: Stockholm, Sweden, 2003.
- 2003/33/EC Council Decision Establishing Criteria and Procedures for the Acceptance of Waste at Landfills Pursuant to Article 16 of and Annex II to Directive 1999/31/EC. 2003. Available online: https://faolex.fao.org/docs/pdf/eur39228.pdf (accessed on 10 January 2024).
- ASTM C109/C; 109M Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-Mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM C642; Standard Test Method for Density, Absorption and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2022.
- Bernal, S.A.; Provis, J.L.; Fernández-Jiménez, A.; Krivenko, P.V.; Kavalerova, E.; Palacios, M.; Shi, C. Binder Chemistry—High-Calcium Alkali-Activated Materials. In RILEM State-of-the-Art; Springer: New York, NY, USA, 2014; Volume 13, pp. 59–91. ISBN 978-94-007-7671-5. [Google Scholar]
- Demir, İ.I.; Güzelkücük, S.; Sevim, Ö. Effect of Sulfate on Cement Mortar with Hybrid Pozzolan Substitution. Eng. Sci. Technol. Int. J. 2018, 21, 275–283. [Google Scholar] [CrossRef]
- Shi, C.; Day, R.L. Pozzolanic Reaction in the Presence of Chemical Activators: Part I. Reaction Kinetics. Cem. Concr. Res. 2000, 30, 51–58. [Google Scholar] [CrossRef]
- Allahverdi, A.; Ghorbani, J. Chemical Activation and Set Acceleration of Lime-Natural Pozzolan Cement. Ceram. Silik. 2006, 50, 193–199. [Google Scholar]
- Song, X.; Chen, C.; Zhou, H.; Shang, J.; Ren, T. Effect of High-Temperature Treatment on Water Vapour Sorption of Montmorillonite. Geoderma 2023, 436, 116563. [Google Scholar] [CrossRef]
- Kusiorowski, R.; Zaremba, T.; Piotrowski, J.; Adamek, J. Thermal Decomposition of Different Types of Asbestos. J. Therm. Anal. Calorim. 2012, 109, 693–704. [Google Scholar] [CrossRef]
- Zahid, S.; Oskierski, H.C.; Oluwoye, I.; Brand, H.E.A.; Xia, F.; Senanayake, G.; Altarawneh, M.; Dlugogorski, B.Z. Kinetics of Antigorite Dehydroxylation for CO2 Sequestration. Min. Eng. 2022, 184, 107630. [Google Scholar] [CrossRef]
- Said-Mansour, M.; Kadri, E.-H.; Kenai, S.; Ghrici, M.; Bennaceur, R. Influence of Calcined Kaolin on Mortar Properties. Constr. Build. Mater. 2011, 25, 2275–2282. [Google Scholar] [CrossRef]
- Alraddadi, S. Effects of Calcination on Structural Properties and Surface Morphology of Black Volcanic Ash. J. Phys. Commun. 2020, 4, 105002. [Google Scholar] [CrossRef]
- Kani, E.N.; Allahverdi, A.; Provis, J.L.; Najafi Kani, E.; Allahverdi, A.; Provis, J.L. Efflorescence Control in Geopolymer Binders Based on Natural Pozzolan. Cem. Concr. Compos. 2012, 34, 25–33. [Google Scholar] [CrossRef]
- Amin, N.-u.; Alam, S.; Gul, S.; Muhammad, K. Chemical Activation of Clay in Cement Mortar, Using Calcium Chloride. Adv. Cem. Res. 2013, 25, 164–170. [Google Scholar] [CrossRef]
- Farnam, Y.; Dick, S.; Wiese, A.; Davis, J.; Bentz, D.; Weiss, J. The Influence of Calcium Chloride Deicing Salt on Phase Changes and Damage Development in Cementitious Materials. Cem. Concr. Compos. 2015, 64, 1–15. [Google Scholar] [CrossRef]
- ASCC American Society of Concrete Contractors. Position Statement #31—Acceptable Use of Calcium Chloride in Concrete; ASCC American Society of Concrete Contractors: ST. Louis, MO, USA, 2010. [Google Scholar]
- Mendes, B.C.; Pedroti, L.G.; Vieira, C.M.F.; Marvila, M.; Azevedo, A.R.G.; Franco de Carvalho, J.M.; Ribeiro, J.C.L. Application of Eco-Friendly Alternative Activators in Alkali-Activated Materials: A Review. J. Build. Eng. 2021, 35, 102010. [Google Scholar] [CrossRef]
- Groot, C.; Veiga, R.; Papayianni, I.; Van Hees, R.; Secco, M.; Alvarez, J.I.; Faria, P.; Stefanidou, M. RILEM TC 277-LHS Report: Lime-Based Mortars for Restoration—a Review on Long-Term Durability Aspects and Experience from Practice. Mater. Struct. 2022, 55, 245. [Google Scholar] [CrossRef]
- Donatello, S.; Tyrer, M.; Cheeseman, C.R. Comparison of Test Methods to Assess Pozzolanic Activity. Cem. Concr. Compos. 2010, 32, 121–127. [Google Scholar] [CrossRef]
- Erdoğan, S.T.; Sağlık, A.Ü. Early-Age Activation of Cement Pastes and Mortars Containing Ground Perlite as a Pozzolan. Cem. Concr. Compos. 2013, 38, 29–39. [Google Scholar] [CrossRef]
- Alvarez, J.I.; Veiga, R.; Martínez-Ramírez, S.; Secco, M.; Faria, P.; Maravelaki, P.N.; Ramesh, M.; Papayianni, I.; Válek, J. RILEM TC 277-LHS Report: A Review on the Mechanisms of Setting and Hardening of Lime-Based Binding Systems. Mater. Struct. 2021, 54, 63. [Google Scholar] [CrossRef]
- Ghafoori, N.; Najimi, M.; Radke, B. Natural Pozzolan-Based Geopolymers for Sustainable Construction. Environ. Earth Sci. 2016, 75, 1110. [Google Scholar] [CrossRef]
- Khan, K.; Amin, M.N. Influence of Fineness of Volcanic Ash and Its Blends with Quarry Dust and Slag on Compressive Strength of Mortar under Different Curing Temperatures. Constr. Build. Mater. 2017, 154, 514–528. [Google Scholar] [CrossRef]
- Thomas, R.J.; Lezama, D.; Peethamparan, S. On Drying Shrinkage in Alkali-Activated Concrete: Improving Dimensional Stability by Aging or Heat-Curing. Cem. Concr. Res. 2017, 91, 13–23. [Google Scholar] [CrossRef]
- Kupwade-Patil, K.; Chin, S.; Ilavsky, J.; Andrews, R.N.; Bumajdad, A.; Büyüköztürk, O. Hydration Kinetics and Morphology of Cement Pastes with Pozzolanic Volcanic Ash Studied via Synchrotron-Based Techniques. J. Mater. Sci. 2018, 53, 1743–1757. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (%) | SiO2 | Al2O3 | CaO | Fe2O3 | MgO | SO3 | Na2O | K2O | Others | LOI |
|---|---|---|---|---|---|---|---|---|---|---|
| VA | 60.15 | 16.51 | 6.30 | 6.22 | 3.26 | 0.03 | 3.62 | 1.17 | 0.94 | 1.81 |
| PC | 19.4 | 4.2 | 63.5 | 3.4 | 1.4 | 3.0 | 0.12 | 0.53 | - | 3.7 |
| Lime | 1.32 | 0.66 | 88.8 | 0.26 | 2.2 | - | - | - | 1.0 | - |
| Requirements | Class N, ASTM C618 | VA |
|---|---|---|
| SiO2 + Al2O3 + Fe2O3, % | Min, 70.0 | 82.88 |
| SO3, % | Max, 4.0 | 0.0312 |
| Moisture content, % | Max, 3.0 | 6.5 |
| Loss of ignition, % | Max, 10.0 | 1.81 |
| Metals | VA (mg/kg) | EN 12457-2 | ||
|---|---|---|---|---|
| Inert (mg/kg) | Stable Non-Reactive (mg/kg) | Hazardous (mg/kg) | ||
| Na | 613.04 | - | ||
| Si | 9.52 | - | ||
| Cr | 6.51 | 0.5 | 10 | 70 |
| Ni | 0.02 | 0.4 | 10 | 40 |
| Mo | 0.28 | 0.5 | 10 | 30 |
| Cu | 0.02 | 2 | 50 | 100 |
| Cd | ND | 0.04 | 1.0 | 5.0 |
| Sb | ND | 0.06 | 0.7 | 5.0 |
| As | ND | 0.5 | 2.0 | 25 |
| Zn | ND | 4.0 | 50 | 200 |
| Se | ND | 0.1 | 0.5 | 7 |
| Pb | ND | 0.5 | 10 | 50 |
| Ba | 10.54 | 20 | 100 | 300 |
| Hg | ND | 0.01 | 0.2 | 2 |
| Mix | Description |
|---|---|
| Phase 1.1: Calcined VA (CVA) | |
| CVA35-500 | 35%CVA + 65%PC |
| CVA35-700 | 35%CVA + 65%PC |
| CVA35-800 | 35%CVA + 65%PC |
| CVA35-900 | 35%CVA + 65%PC |
| Phase 1.2: Alkali-activators | |
| VA35-NSi2 | (35%VA + 65%PC) + 2%Na2SiO3 |
| VA35-NSi1 | (35%VA + 65%PC) + 1% Na2SiO3 |
| VA35-NSi0.5 | (35%VA + 65%PC) + 0.5% Na2SiO3 |
| VA35-CaCl4 * | (35%VA + 65%PC) + 4%CaCl2 (0.2%SP) |
| VA35-CaCl2 | (35%VA + 65%PC) + 2%CaCl2 |
| VA35-CaCl1 | (35%VA + 65%PC) + 1%CaCl2 |
| VA35-NS4 * | (35%VA + 65%PC) + 4%Na2SO4 (0.4%SP) |
| VA35-NS2 | (35%VA + 65%PC) + 2% Na2SO4 |
| VA35-NC4 * | (35%VA + 65%PC) + 4%Na2CO3 (0.2%SP) |
| VA35-NC2 | (35%VA + 65%PC) + 2% Na2CO3 |
| Phase 1.3: Lime as corrector | |
| VA35-L10 | 35% (90%VA + 10%L) + 65%PC |
| VA35-L20 | 35% (80%VA + 20%L) + 65%PC |
| VA35-L30 | 35% (70%VA + 30%L) + 65%PC |
| Phase 1.4: CVA and lime as corrector | |
| CVA35-L20 | 35% (80%CVA + 20%L) + 65%PC |
| Phase 1.5: CVA, lime as corrector and alkali-activator | |
| NS1-CVA35-L20 | 35% (80%CVA + 20%L) + 65%PC + 1%Na2SiO3 |
| CaCl2-CVA35-L20 | 35% (80%CVA + 20%L) + 65%PC + 2%CaCl2 |
| Control mixture | |
| VA35 | 35%VA + 65%PC |
| Mix | Compressive Strength (MPa) | Porosity (%) | Water Absorption (%) | Dry Bulk Density (g/cc) | ||||
|---|---|---|---|---|---|---|---|---|
| 7 d | 28 d | 7 d | 28 d | 7 d | 28 d | 7 d | 28 d | |
| CVA35-500 | 28.64 (1.1) | 42.76 (1.2) | ||||||
| CVA35-700 | 30.58 (0.56) | 44.50 (0.3) | 17.31 | 14.59 | 8.43 | 7.06 | 2.052 | 2.068 |
| CVA35-800 | 29.84 (0.80) | 43.60 (1.2) | ||||||
| CVA35-900 | 27.41 (1.40) | 41.38 (1.0) | ||||||
| VA35-NSi2 | 32.17 (0.11) | 41.36 (0.67) | 13.78 | 13.90 | 6.58 | 6.58 | 2.094 | 2.112 |
| VA35-NSi1 | 35.64 (1.16) | 44.99 (0.99) | 14.58 | 14.26 | 6.96 | 6.86 | 2.096 | 2.084 |
| VA35-NSi0.5 | 33.84 (1.45) | 44.17 (2.09) | 15.99 | 12.57 | 7.69 | 5.91 | 2.081 | 2.129 |
| VA35-CaCl4 * | 27.91 (1.02) | 40.57 (1.45) | 16.93 | 16.29 | 8.24 | 7.93 | 2.057 | 2.054 |
| VA35-CaCl2 | 34.27 (1.18) | 41.29 (0.89) | 14.38 | 15.56 | 6.88 | 7.46 | 2.090 | 2.087 |
| VA35-CaCl1 | 33.82 (1.06) | 40.40 (0.41) | 17.09 | 17.14 | 8.36 | 8.22 | 2.044 | 2.085 |
| VA35-NS4 * | 27.93 (1.10) | 36.93 (1.50) | 16.06 | 13.17 | 7.75 | 6.30 | 2.078 | 2.128 |
| VA35-NS2 | 30.79 (2.00) | 37.50 (2.26) | 13.79 | 12.89 | 6.51 | 6.04 | 2.119 | 2.133 |
| VA35-NC4 * | 18.63 (0.35) | 28.59 (0.48) | 16.69 | 13.70 | 8.05 | 6.53 | 2.076 | 2.100 |
| VA35-NC2 | 25.69 (0.70) | 39.66 (3.49) | 14.33 | 14.88 | 6.82 | 7.09 | 2.101 | 2.100 |
| VA35-L10 | 33.5 (0.17) | 41.12 (1.93) | 17.87 | 16.77 | 8.62 | 8.04 | 2.071 | 2.085 |
| VA35-L20 | 33.95 (1.31) | 43.78 (2.51) | 14.06 | 14.11 | 6.70 | 6.69 | 2.100 | 2.109 |
| VA35-L30 | 32.0 (2.03) | 37.80 (2.10) | 18.12 | 14.07 | 8.88 | 6.64 | 2.041 | 2.122 |
| CVA35-L20 | 34.48 (0.77) | 49.31 (0.96) | 17.74 | 15.52 | 8.47 | 7.32 | 2.096 | 2.121 |
| NS1-CVA35-L20 | 32.80 (1.34) | 41.39 (1.82) | 17.98 | 17.60 | 8.73 | 8.55 | 2.059 | 2.062 |
| CaCl2-CVA35-L20 | 34.79 (3.04) | 43.15 (2.32) | 17.20 | 17.12 | 8.29 | 8.23 | 2.075 | 2.080 |
| VA35 | 29.62 (2.43) | 37.63 (2.46) | 17.56 | 16.92 | 8.44 | 8.07 | 2.080 | 2.096 |
| Mix | Description |
|---|---|
| Stage 2.1 mortar produced with 50% VA | |
| Phase 2.1.1: Lime as corrector | |
| VA50-L10 * | 50% (90%VA + 10%L) + 50%PC (0.2%SP) |
| VA50-L20 * | 50% (80%VA + 20%L) + 50%PC (0.2%SP) |
| VA50-L30 * | 50% (70%VA + 30%L) + 50%PC (0.2%SP) |
| Phase 2.1.2: CVA | |
| CVA50 * | 50% CVA + 50% PC (0.4% SP) |
| Phase 2.1.3: CVA and lime as corrector | |
| CVA50-L20 * | 50% (80%CVA + 20%L) + 50%PC (0.4%SP) |
| Phase 2.1.4: CVA, lime corrector and alkali-activator | |
| NSi1-CVA50-L20 * | 50% (80%CVA + 20%L) + 50%PC +1%Na2SiO3 (0.2%SP) |
| CaCl2-CVA50-L20 | 50% (80%CVA + 20%L) + 50%PC + 2%CaCl2 |
| Control mixture | |
| VA50 * | 50% VA + 50% PC (0.2%SP) |
| Phase 2.2: mortar produced with 75% VA | |
| Phase 2.2.1: CVA | |
| CVA75 * | 75% CVA + 25% PC (0.4%SP) |
| Phase 2.2.2.: CVA and lime as corrector | |
| CVA75-L20 * | 75% (80%CVA + 20%L) + 25%PC +1% Na2SiO3 (0.4%SP) |
| Phase 2.2.3.: CVA, lime corrector and alkali-activator | |
| NSi1-CVA75-L20 * | 75% (80%CVA + 20%L) + 25%PC +1% Na2SiO3 (0.6%SP) |
| CaCl2-CVA75-L20 * | 75% (80%CVA + 20%L) + 25%PC +2%CaCl2 (0.6%SP) |
| Control mixture | |
| VA75 * | 70% VA + 25% PC (0.2%SP) |
| Mix | Compressive Strength (MPa) | Porosity (%) | Water Absorption (%) | Dry Bulk Density (g/cc) | ||||
|---|---|---|---|---|---|---|---|---|
| 7 d | 28 d | 7 d | 28 d | 7 d | 28 d | 7 d | 28 d | |
| Stage 2.1 mortar produced with 50% VA | ||||||||
| VA50-L10 * | 26.76 (0.67) | 37.27 (2.93) | 18.33 | 17.74 | 9.01 | 8.67 | 2.034 | 2.047 |
| VA50-L20 * | 27.87 (1.80) | 40.06 (1.72) | 18.22 | 18.47 | 8.94 | 9.04 | 2.037 | 2.043 |
| VA50-L30 * | 27.66 (0.98) | 35.52 (2.97) | 17.91 | 15.51 | 8.74 | 7.52 | 2.050 | 2.067 |
| CVA50 * | 27.68 (0.34) | 43.34 (2.55) | 16.49 | 17.03 | 8.08 | 8.26 | 2.041 | 2.061 |
| CVA50-L20 * | 29.29 (1.70) | 46.31 (3.76) | 17.53 | 18.66 | 8.47 | 8.96 | 2.070 | 2.084 |
| NSi1-CVA50-L20 * | 28.45 (0.82) | 40.20 (0.19) | 18.07 | 19.32 | 8.78 | 9.32 | 2.059 | 2.074 |
| CaCl2-CVA50-L20 | 25.91 (2.22) | 35.02 (1.59) | 16.93 | 19.63 | 8.15 | 9.44 | 2.077 | 2.080 |
| Control mixture | ||||||||
| VA50 * | 24.69 (0.95) | 33.68 (2.45) | 18.38 | 17.87 | 9.03 | 8.60 | 2.036 | 2.077 |
| Stage 2.2 mortar produced with 75% VA | ||||||||
| CVA75 * | 14.91 (0.93) | 33.86 (1.57) | 18.60 | 18.80 | 9.26 | 9.18 | 2.008 | 2.048 |
| CVA75-L20 * | 16.71 (0.90) | 33.34 (1.72) | 18.64 | 18.62 | 9.26 | 9.15 | 2.013 | 2.037 |
| NSi1-CVA75-L20 * | 18.82 (0.84) | 31.11 (1.71) | 18.83 | 19.46 | 9.33 | 9.52 | 2.018 | 2.044 |
| CaCl2-CVA75-L20 * | 13.92 (0.78) | 27.15 (1.68) | 18.67 | 19.59 | 9.27 | 9.77 | 2.014 | 2.013 |
| VA75 * | 14.84 (3.22) | 24.21 (0.21) | 18.40 | 18.45 | 9.07 | 9.00 | 2.028 | 2.049 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Játiva, A.; Etxeberria, M. Exploring the Utilization of Activated Volcanic Ash as a Substitute for Portland Cement in Mortar Formulation: A Thorough Experimental Investigation. Materials 2024, 17, 1123. https://doi.org/10.3390/ma17051123
Játiva A, Etxeberria M. Exploring the Utilization of Activated Volcanic Ash as a Substitute for Portland Cement in Mortar Formulation: A Thorough Experimental Investigation. Materials. 2024; 17(5):1123. https://doi.org/10.3390/ma17051123
Chicago/Turabian StyleJátiva, Andrés, and Miren Etxeberria. 2024. "Exploring the Utilization of Activated Volcanic Ash as a Substitute for Portland Cement in Mortar Formulation: A Thorough Experimental Investigation" Materials 17, no. 5: 1123. https://doi.org/10.3390/ma17051123
APA StyleJátiva, A., & Etxeberria, M. (2024). Exploring the Utilization of Activated Volcanic Ash as a Substitute for Portland Cement in Mortar Formulation: A Thorough Experimental Investigation. Materials, 17(5), 1123. https://doi.org/10.3390/ma17051123