
Spring-In Prediction of CFRP Part Using Coupled Analysis of Forming and Cooling Processes in Stamping




Abstract
1. Introduction
2. Materials and Methods
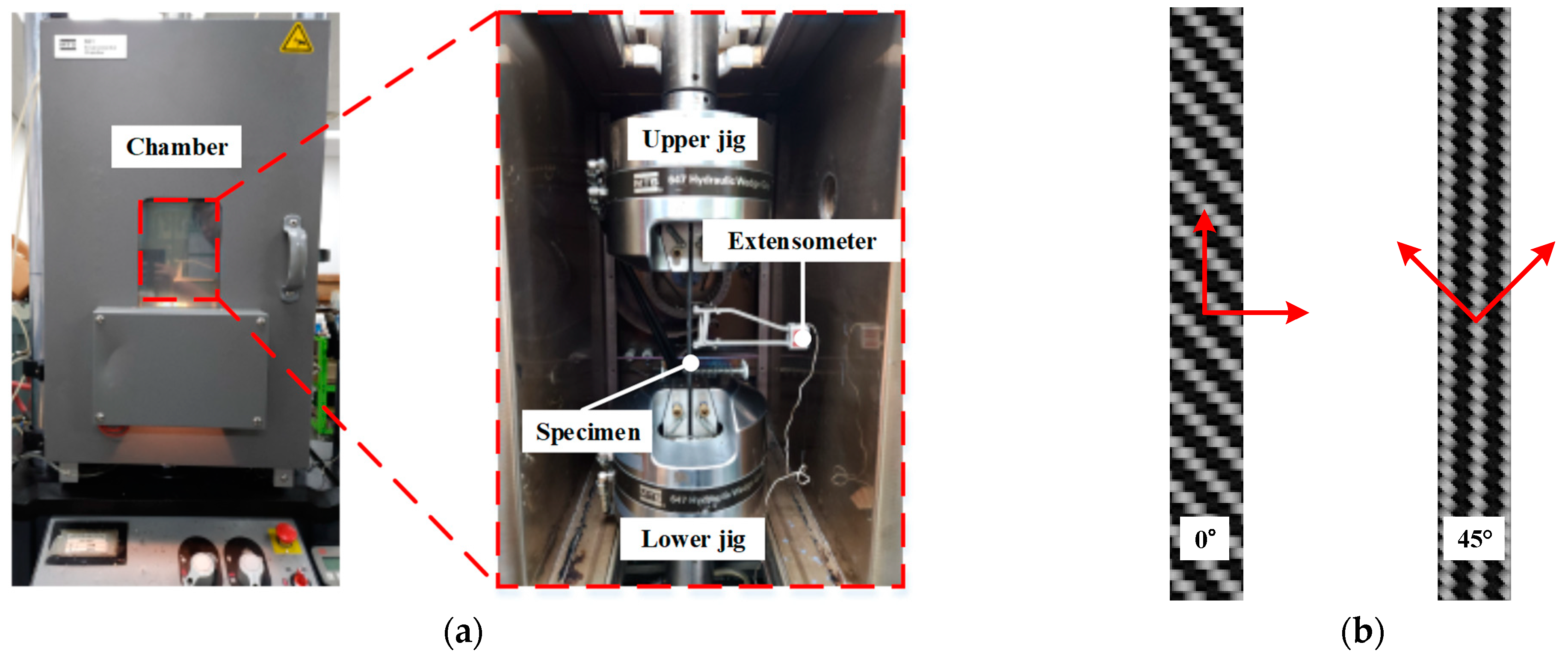
2.1. Mechanical Properties of CFRP at Various Temperatures
2.2. Thermal Properties of Tool Steel and CFRP Material
3. Stamping Process for the CFRP Part
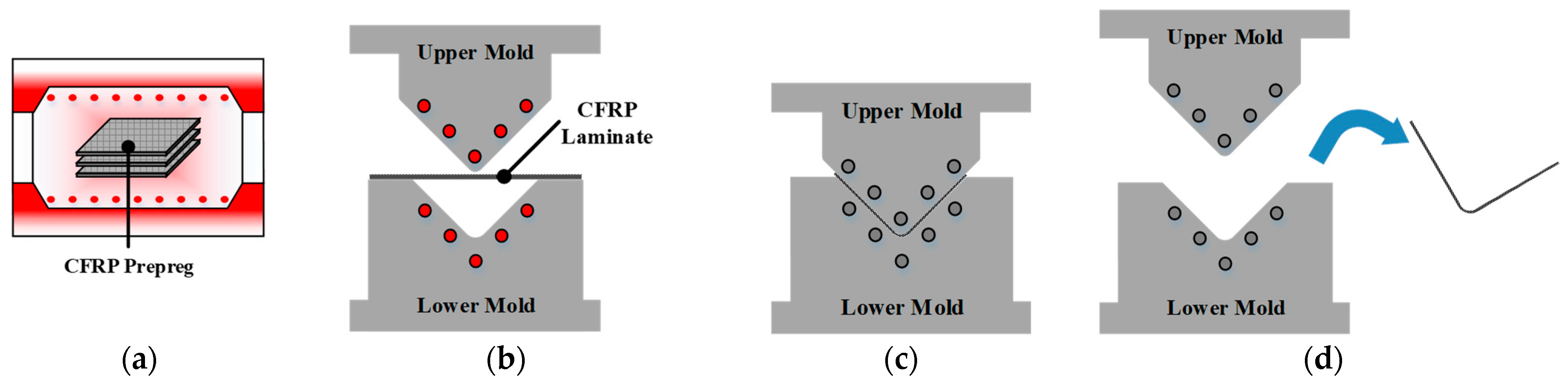
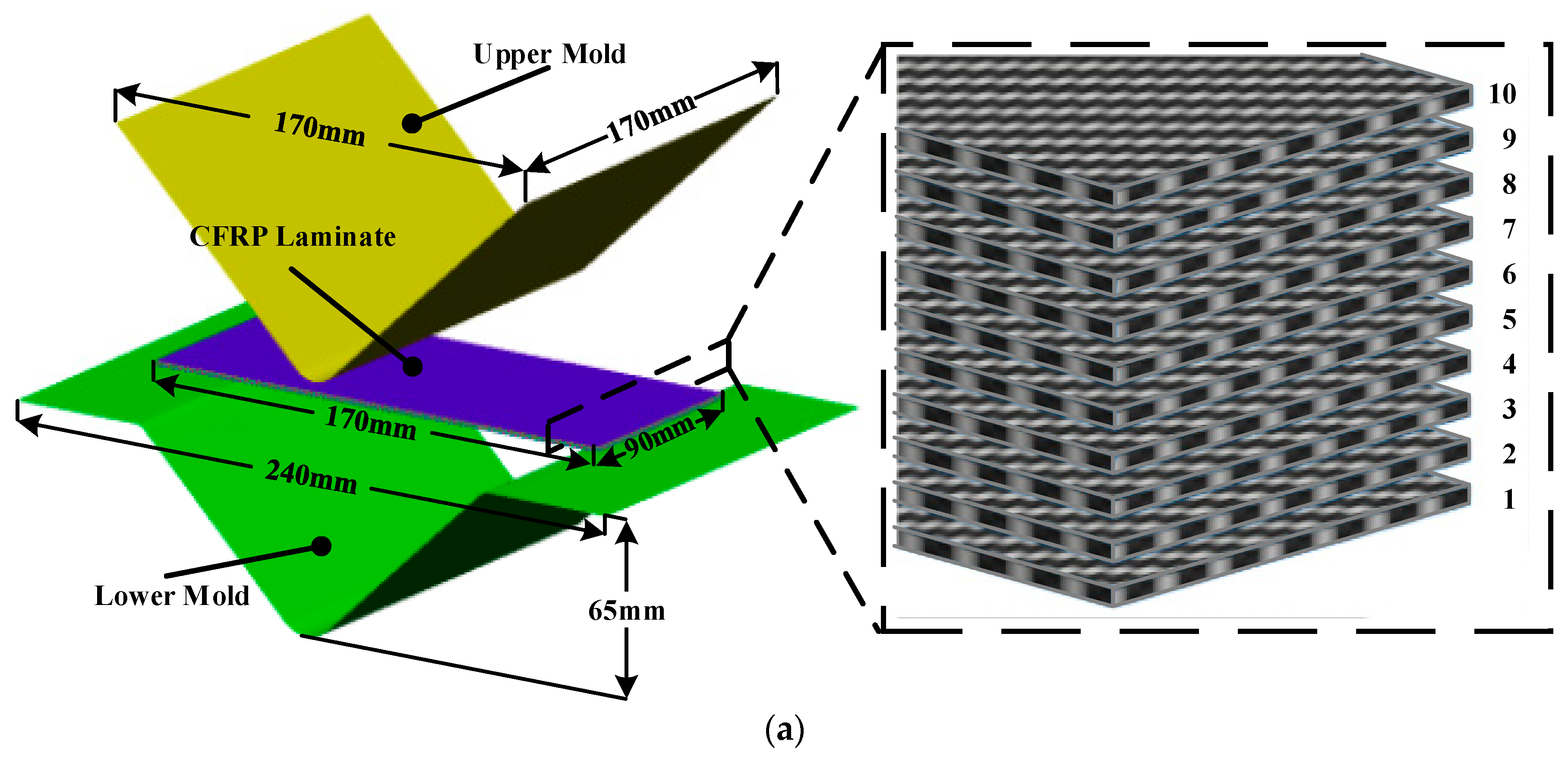
3.1. The Procedure of Stamping Process for Manufacturing a Composite Part
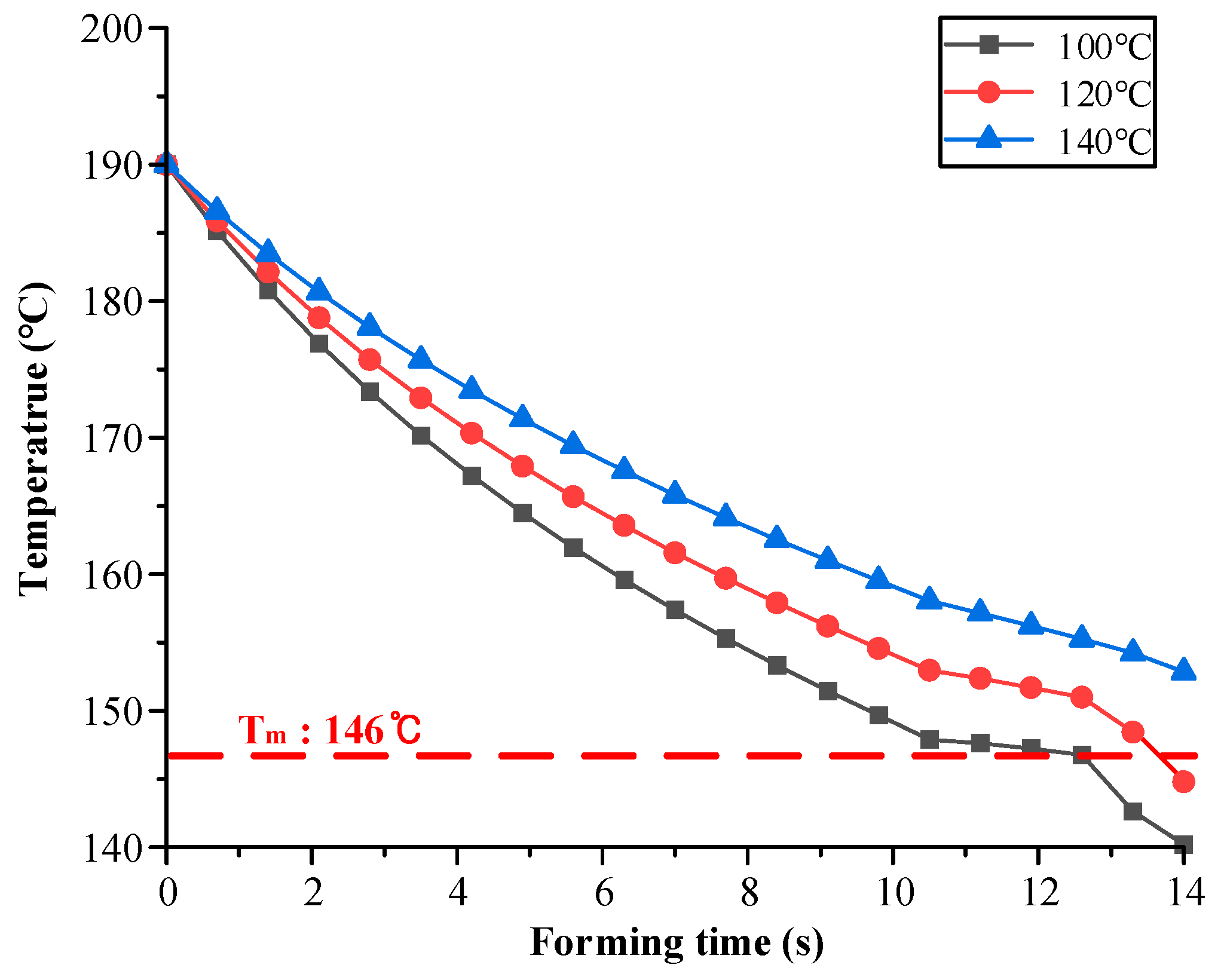
3.2. Process Design of Stamping Process by FE Forming Simulation
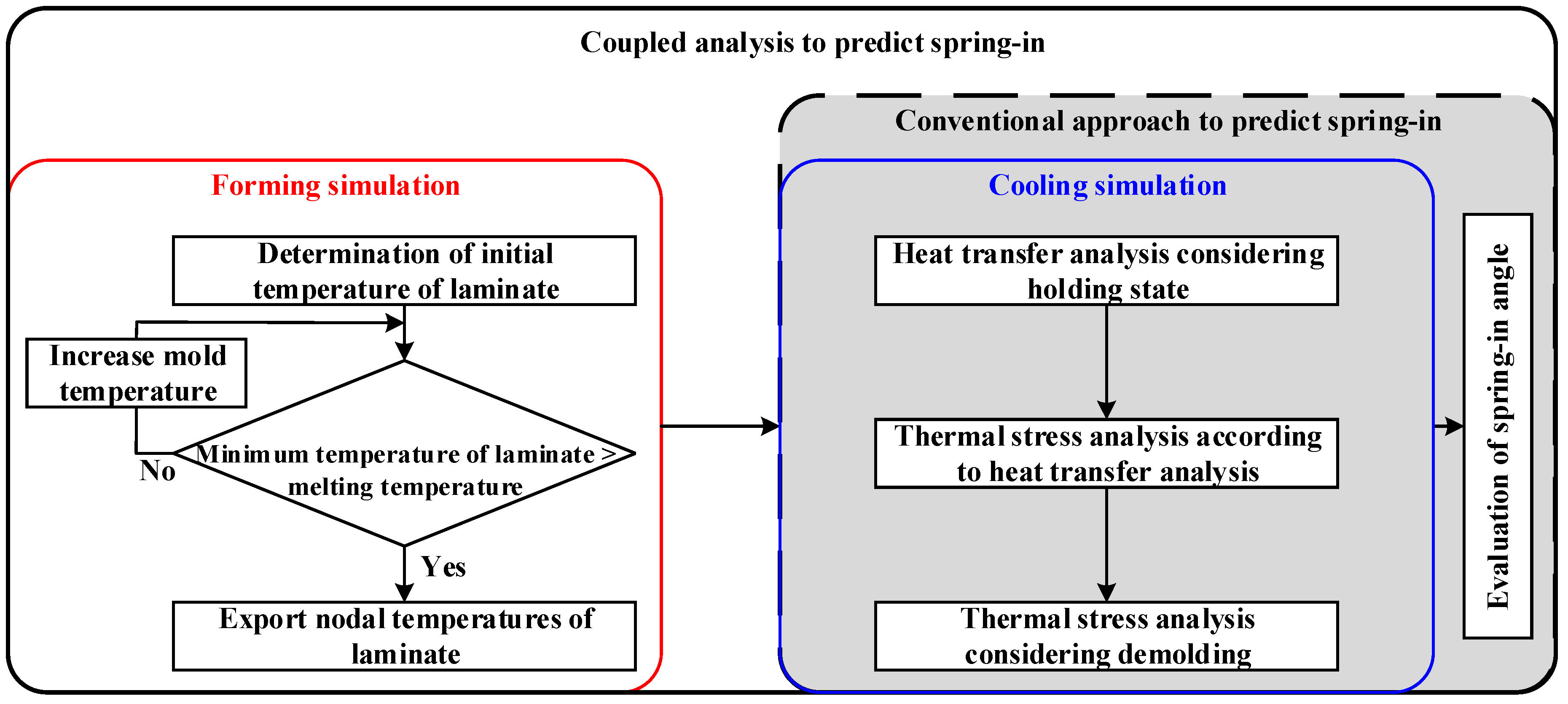
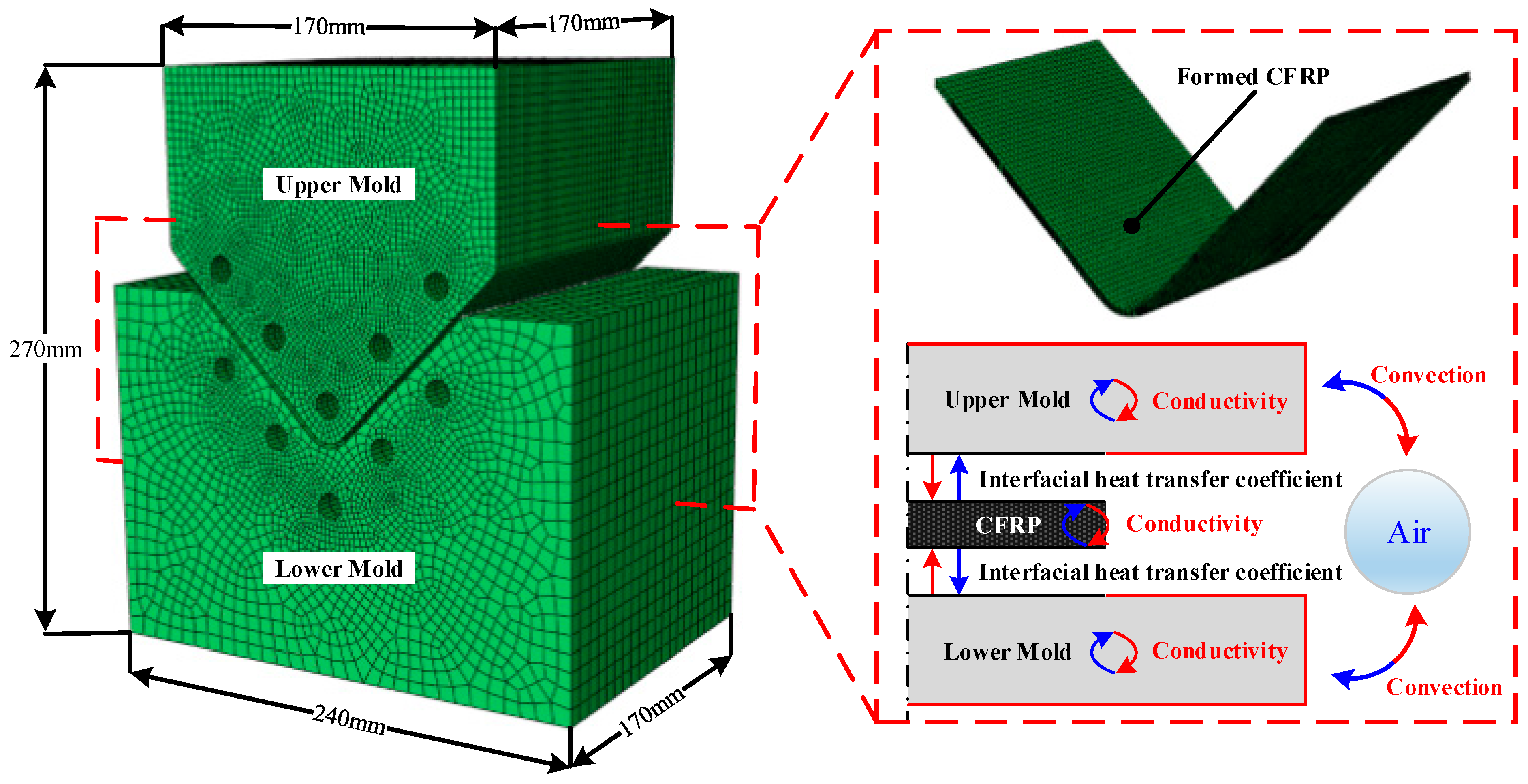
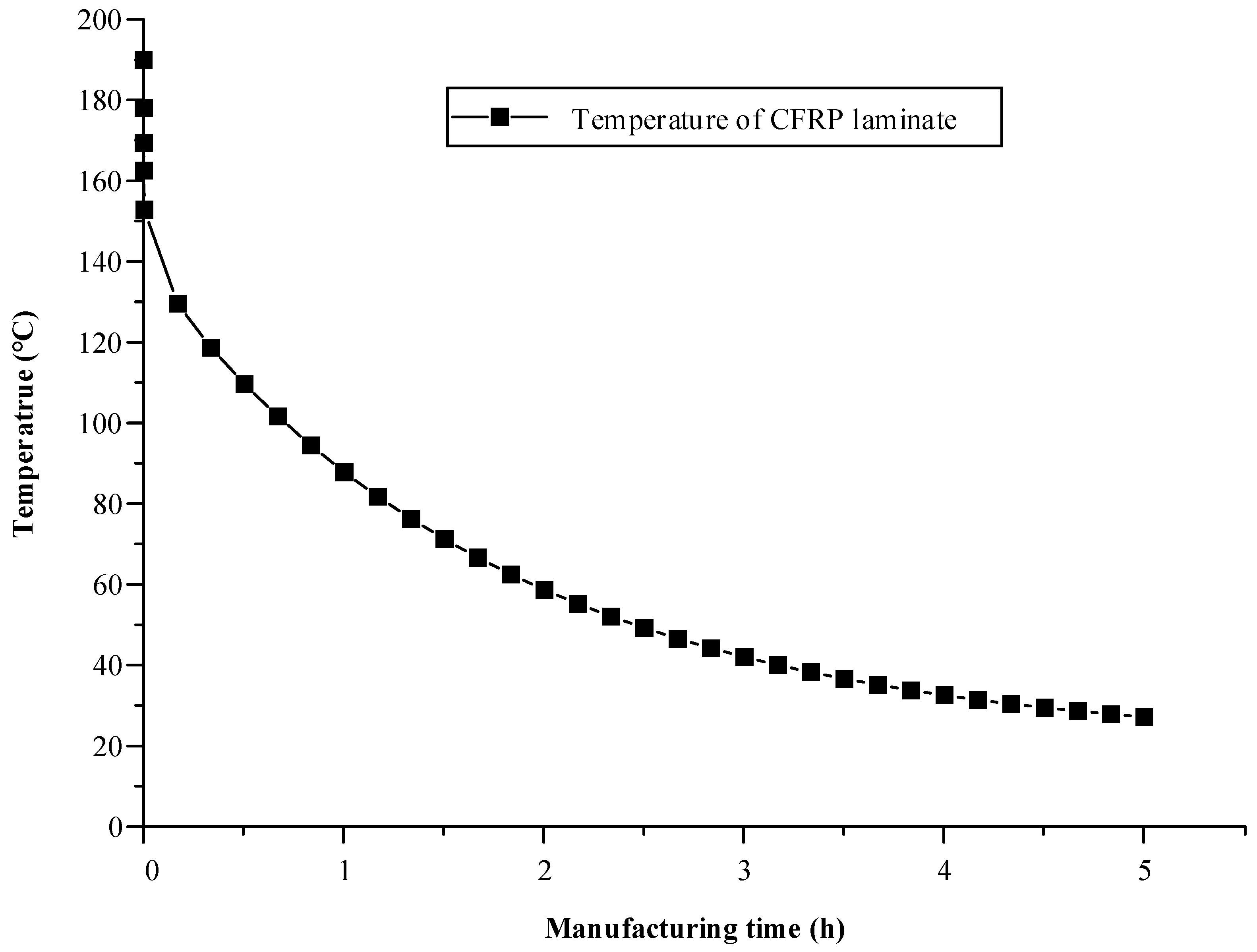
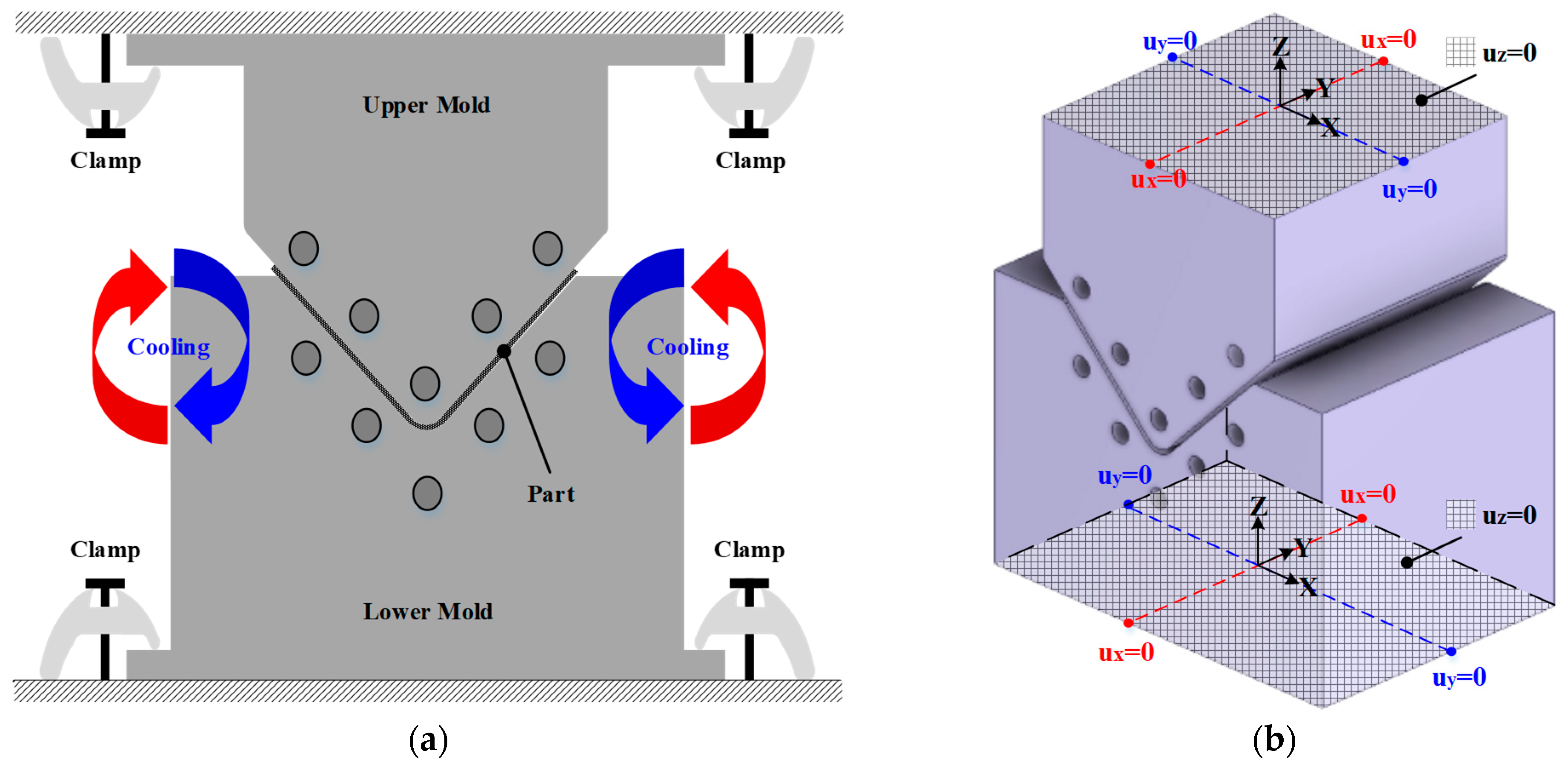
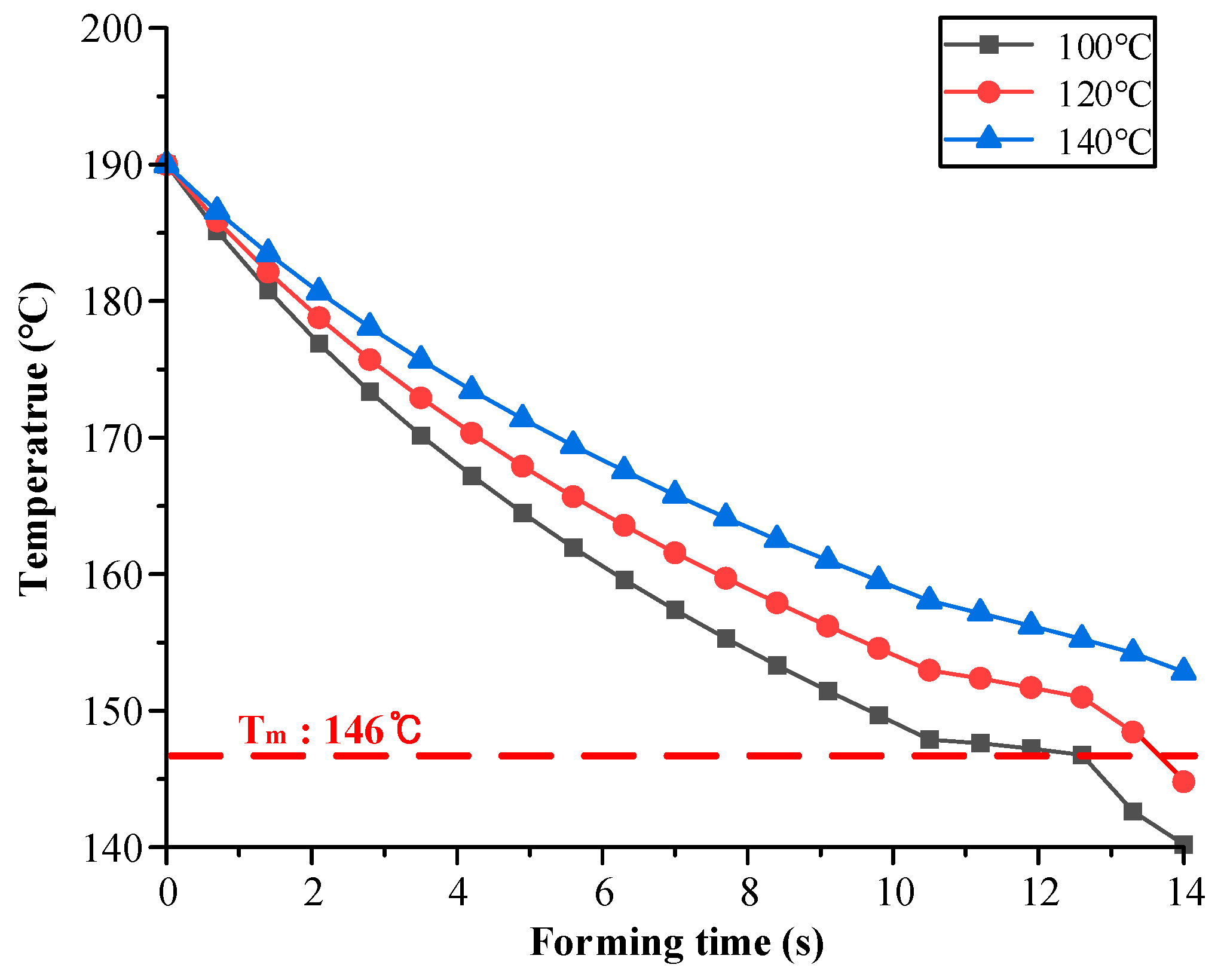
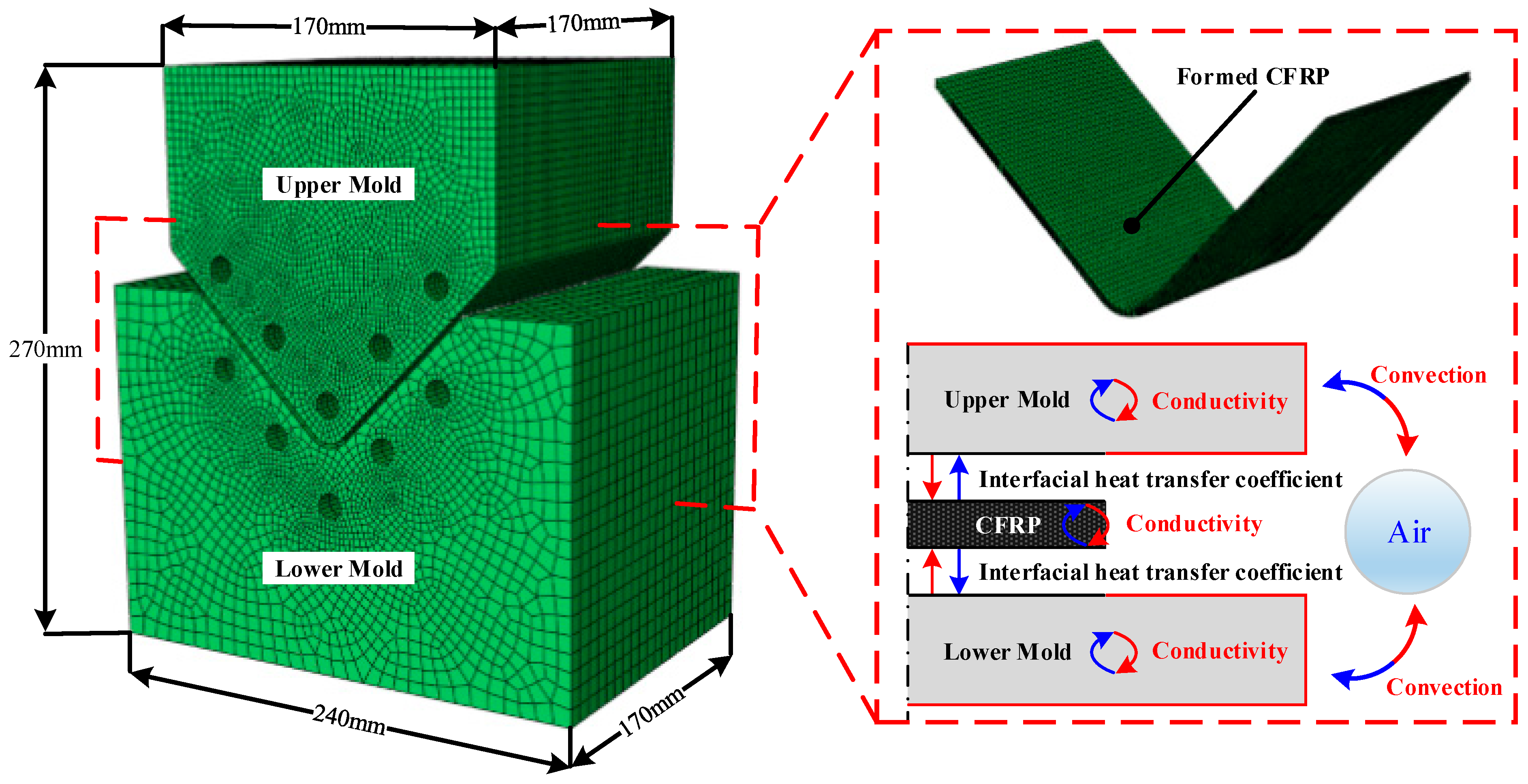
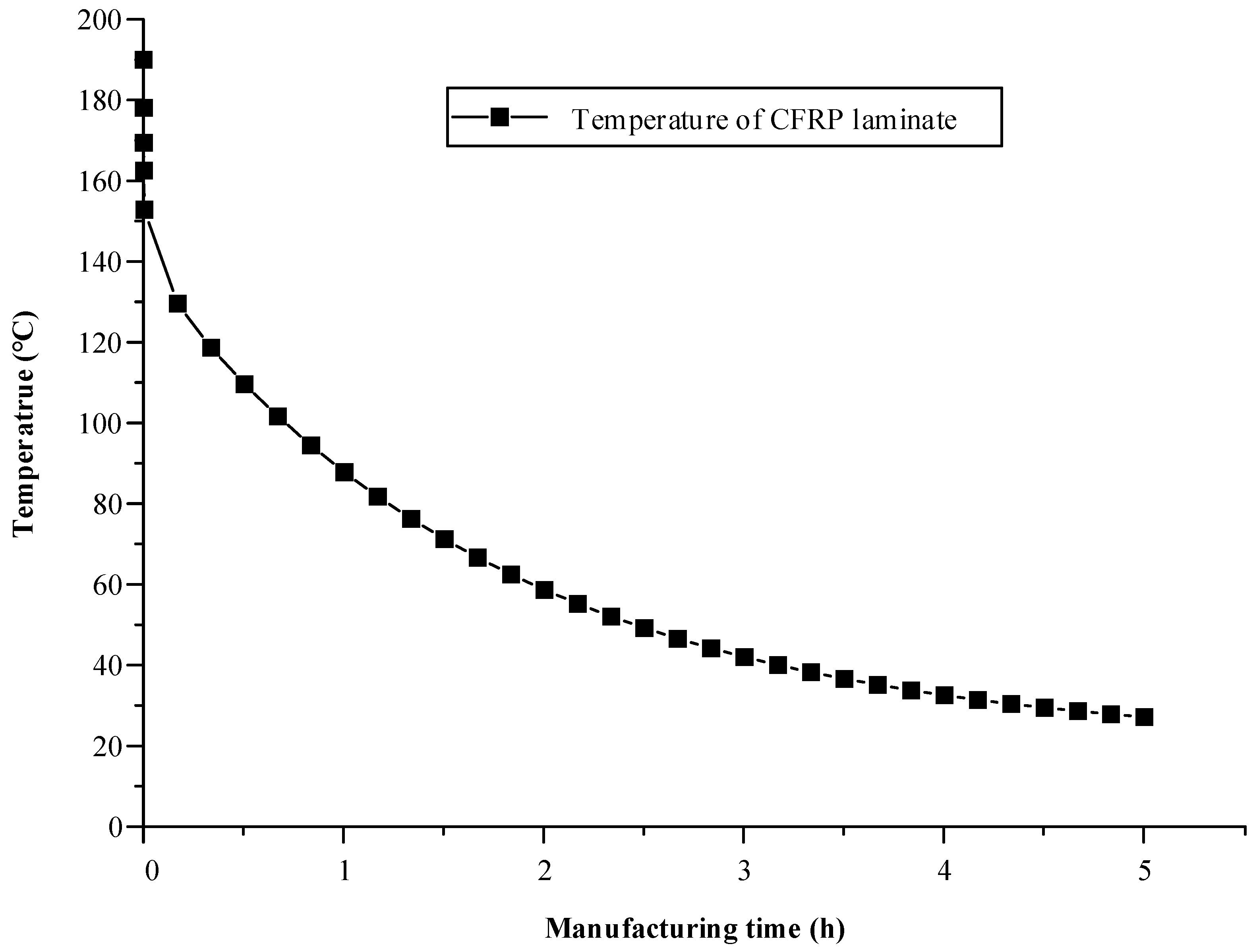
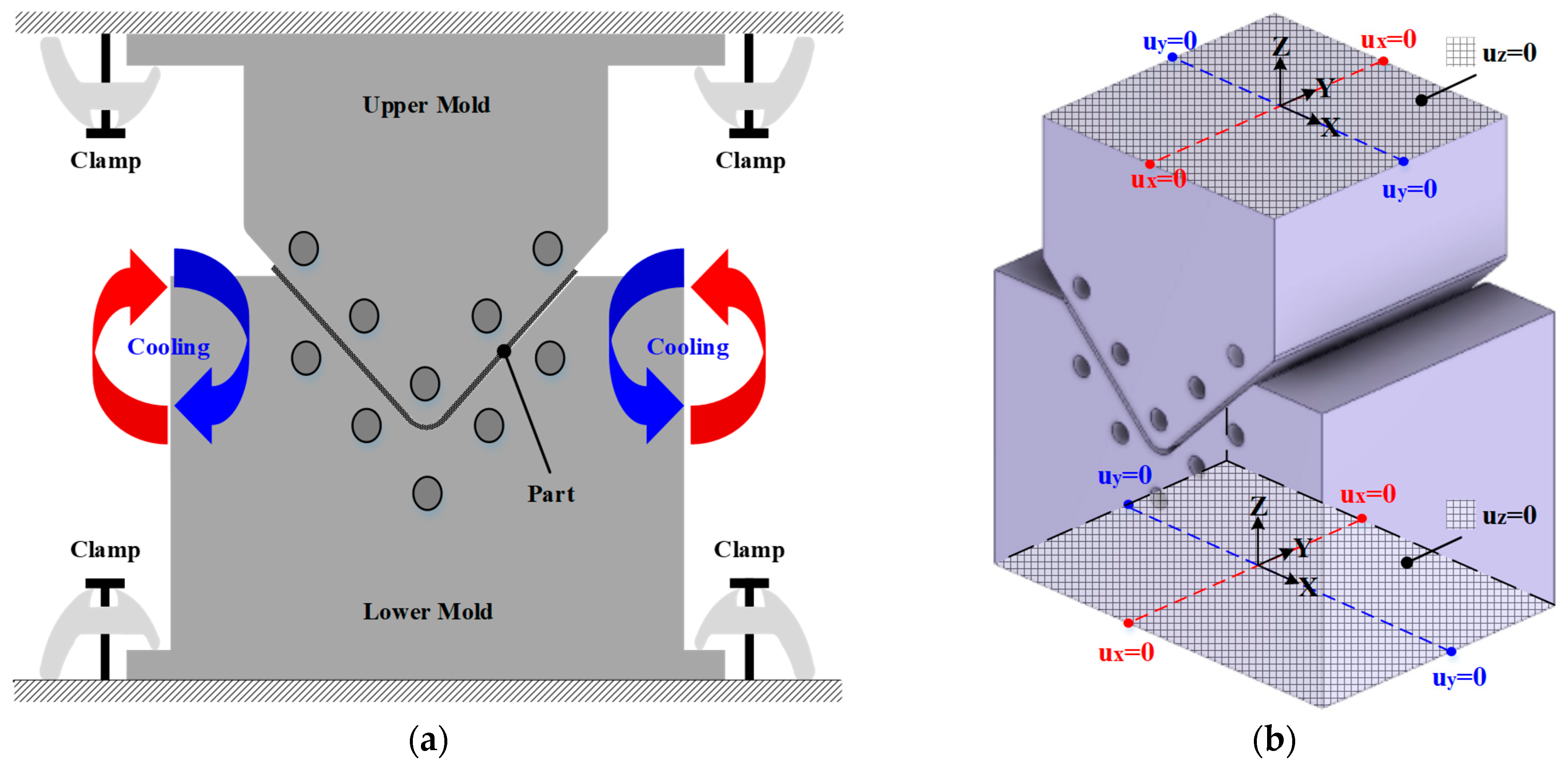
3.3. FE simulation of a Cooling Process to Predict Spring-In of CFRP Part
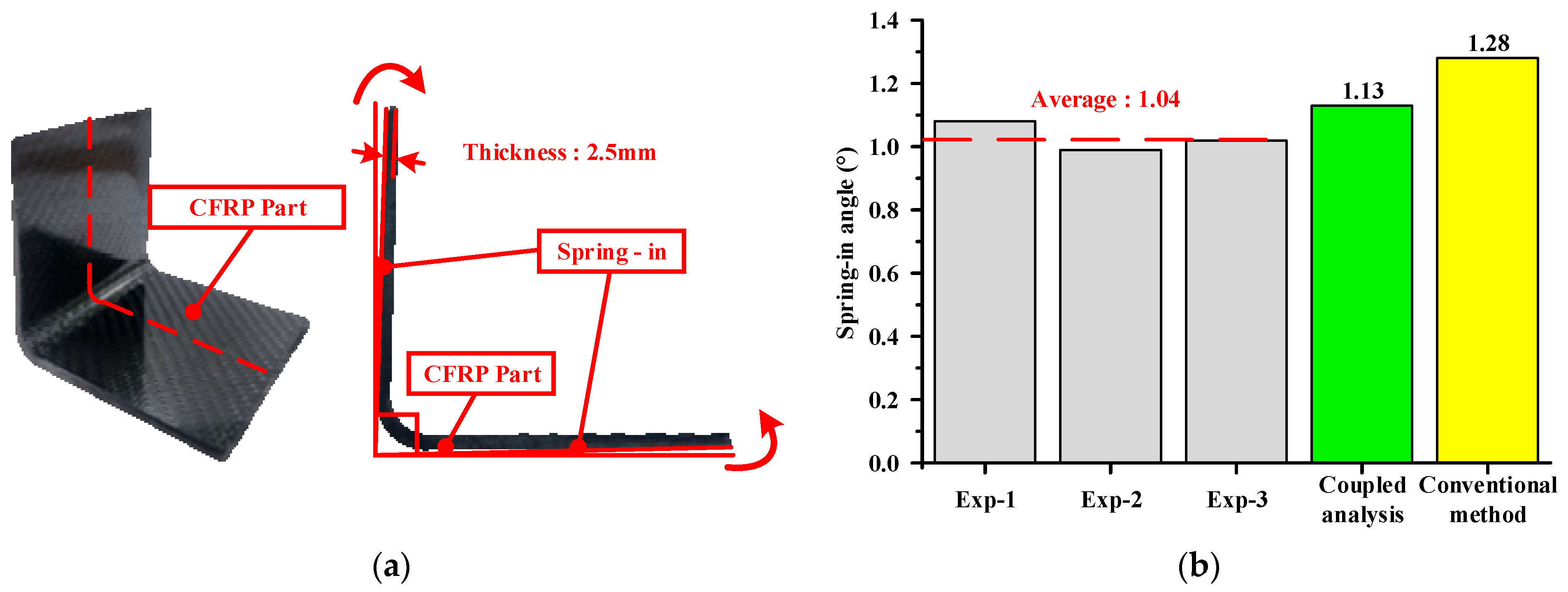
3.4. Comparison of Coupled Analysis and Conventional Approach Results
4. Experimental Verification
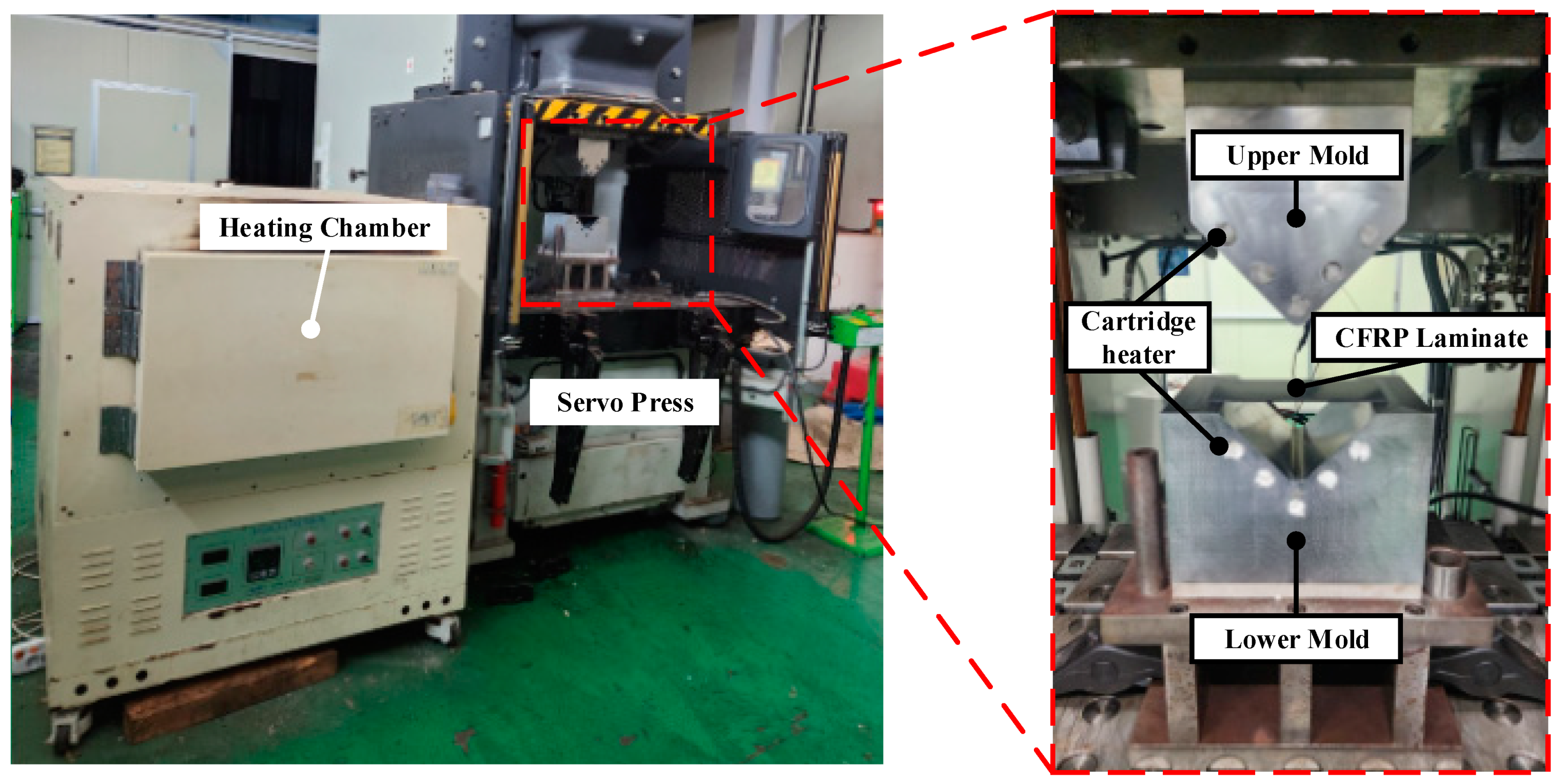
4.1. Manufacturing of the CFRP Part through the Stamping Process
4.2. Comparison of Experiment and FE Simulation Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pan, F.; Zhu, P.; Zhang, Y. MetaModel-based lightweight design of B-pillar with TWB structure via support vector regression. Comput. Struct. 2010, 88, 36–44. [Google Scholar] [CrossRef]
- Liu, Q.; Lin, Y.; Zong, Z.; Sun, G.; Li, Q. Lightweight design of carbon twill weave fabric composite body structure for electric vehicle. Compos. Struct. 2013, 97, 231–238. [Google Scholar] [CrossRef]
- Kim, K.S.; Bae, S.Y.; Oh, S.Y.; Seo, M.K.; Kang, C.G.; Park, S.J. Trend of carbon fiber reinforced composites for lightweight vehicles. Elastom. Compos. 2012, 47, 65–74. [Google Scholar] [CrossRef]
- Kappel, E.; Stefaniak, D.; Huhne, C. Process distortion in prepreg manufacturing—An experimental study on CFRP L-profiles. Compos. Struct. 2013, 106, 615–625. [Google Scholar] [CrossRef]
- Kappel, E.; Stefaniak, D.; Sprowitz, T.; Huhne, C. A semi-analytical simulation strategy and its application to warpage of autoclave-processed CFRP parts. Compos. Part A 2011, 42, 1985–1994. [Google Scholar] [CrossRef]
- Poodts, E.; Minak, G.; Mazzocchetti, L.; Giorgini, L. Fabrication, process simulation and testing of a thick CFRP part using the RTM process. Compos. Part B 2014, 56, 673–680. [Google Scholar] [CrossRef]
- Lee, J.M.; Lee, C.J.; Kim, B.M.; Ko, D.C. Design of prepreg compression molding for manufacturing of CFRTP B-pillar reinforcement with equivalent mechanical properties to existing steel part. Int. J. Precis. Eng. Manuf. 2020, 21, 545–556. [Google Scholar] [CrossRef]
- Bellini, C.; Sorrentino, L.; Polini, W.; Corrado, A. Spring-in analysis of CFRP thin laminates: Numerical and experimental results. Compos. Struct. 2017, 179, 17–24. [Google Scholar] [CrossRef]
- Groh, F.; Kappel, E.; Hühne, C.; Brymerski, W. Investigation of Fast Curing Epoxy Resins regarding process induced distortions of fibre reinforced composites. Compos. Struct. 2019, 207, 923–934. [Google Scholar] [CrossRef]
- Mezeix, L.; Seman, A.; Nasir, M.; Aminanda, Y.; Rivai, A.; Castanie, B.; Olivier, P.; Ali, K.M. Spring-back simulation of unidirectional carbon/epoxy flat laminate composite manufactured through autoclave process. Compos. Struct. 2015, 124, 196–205. [Google Scholar] [CrossRef]
- Fiorina, M.; Seman, A.; Castanie, B.; Ali, K.M.; Schwob, C.; Mezeix, L. Spring-in prediction for carbon/epoxy aerospace composite structure. Compos. Struct. 2017, 168, 739–745. [Google Scholar] [CrossRef]
- ASTM D 3039/3039M; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM: West Conshehoken, PA, USA, 2014.
- ASTM D 3518/3518M; Standard Test Method for In-Plane Shear Response of Polymer Matrix Composite Materials by Tensile Test of a ±45° Laminate. ASTM: West Conshehoken, PA, USA, 2018.
- Twigg, G.; Poursartip, A.; Fernlund, G. An experimental method for quantifying tool-part shear interaction during composites processing. Compos. Sci. Technol. 2003, 63, 1985–2002. [Google Scholar] [CrossRef]
- Twigg, G.; Poursartip, A.; Fernlund, G. Tool-part interaction in composites processing Part Ⅰ: Experimental investigation and analytical model. Compos. Part A 2004, 35, 121–133. [Google Scholar] [CrossRef]
- Cicek, K.; Erdal, M.; Kayran, A. Experimental and numerical study of process-induced total spring-in of corner-shaped composite parts. J. Compos. Mater. 2017, 51, 2347–2361. [Google Scholar] [CrossRef]
- Yuan, Z.; Yang, G.; Yang, Z.; Feng, Y.; Li, S.; Li, Y.; Tong, X.; Song, D. Process-induced deformation of L-shape laminates: Analysis of tool-part interaction. Mech. Compos. Mater. 2021, 56, 789–804. [Google Scholar] [CrossRef]
- Kabir, I.R.; Yin, D.; Tamanna, N.; Naher, S. Thermomechanical modelling of laser surface glazing for H13 tool steel. Appl. Phys. A 2018, 124, 260–268. [Google Scholar] [CrossRef]
- Lee, J.; Kim, B.; Min, B.; Park, J.; Ko, D. Formability of CFRTP prepreg considering heat transfer. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 161–168. [Google Scholar] [CrossRef]
- Tatsuno, D.; Yoneyama, T.; Kawamoto, K.; Okamoto, M. Hot press forming of thermoplastic CFRP sheets. Procedia Manuf. 2018, 15, 1730–1737. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Symbol | Temperatures | No. of Specimen | Values |
|---|---|---|---|---|
| Elastic modulus in fiber direction, transverse direction | E11 = E22 | 20 °C | 5 | 72.30 GPa |
| 70 °C | 5 | 55.04 GPa | ||
| 90 °C | 5 | 16.98 GPa | ||
| 110 °C | 5 | 4.01 GPa | ||
| Shear modulus in 1–2 plane | G12 | RT | 5 | 3.99 GPa |
| 70 °C | 5 | 2.32 GPa | ||
| 90 °C | 5 | 0.19 GPa | ||
| 110 °C | 5 | 0.04 GPa |
| Density (g/cm3) | Thermal Conductivity (W/m °C) | Specific Heat (J/kg °C) | Coefficient of Thermal Expansion (10−6/°C) | Temperature (°C) | |||
|---|---|---|---|---|---|---|---|
| Longitudinal | Thickness | Longitudinal | Thickness | Longitudinal | Thickness | ||
| 1.52 | 3.906 | 0.630 | 1283 | 1516 | 7.75 | 29.45 | 80 |
| 4.043 | 0.632 | 1515 | 1757 | 120 | |||
| Density (g/cm3) | Thermal Conductivity (W/m °C) | Specific Heat (J/kg °C) | Coefficient of Thermal Expansion (10−6/°C) | Temperature (°C) |
|---|---|---|---|---|
| 7.65 | 29.5 | 447 | 10.3 | 25 |
| 7.65 | 30.3 | 453 | 11.2 | 100 |
| 7.58 | 37 | 502 | 12.1 | 400 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryu, J.-C.; Lee, C.-J.; Jang, J.-S.; Ko, D.-C. Spring-In Prediction of CFRP Part Using Coupled Analysis of Forming and Cooling Processes in Stamping. Materials 2024, 17, 1115. https://doi.org/10.3390/ma17051115
Ryu J-C, Lee C-J, Jang J-S, Ko D-C. Spring-In Prediction of CFRP Part Using Coupled Analysis of Forming and Cooling Processes in Stamping. Materials. 2024; 17(5):1115. https://doi.org/10.3390/ma17051115
Chicago/Turabian StyleRyu, Jae-Chang, Chan-Joo Lee, Jin-Seok Jang, and Dae-Cheol Ko. 2024. "Spring-In Prediction of CFRP Part Using Coupled Analysis of Forming and Cooling Processes in Stamping" Materials 17, no. 5: 1115. https://doi.org/10.3390/ma17051115
APA StyleRyu, J.-C., Lee, C.-J., Jang, J.-S., & Ko, D.-C. (2024). Spring-In Prediction of CFRP Part Using Coupled Analysis of Forming and Cooling Processes in Stamping. Materials, 17(5), 1115. https://doi.org/10.3390/ma17051115