


Tomography of Laser Powder Bed Fusion Maraging Steel


Abstract
1. Introduction
2. Material and Methods
2.1. Based Material
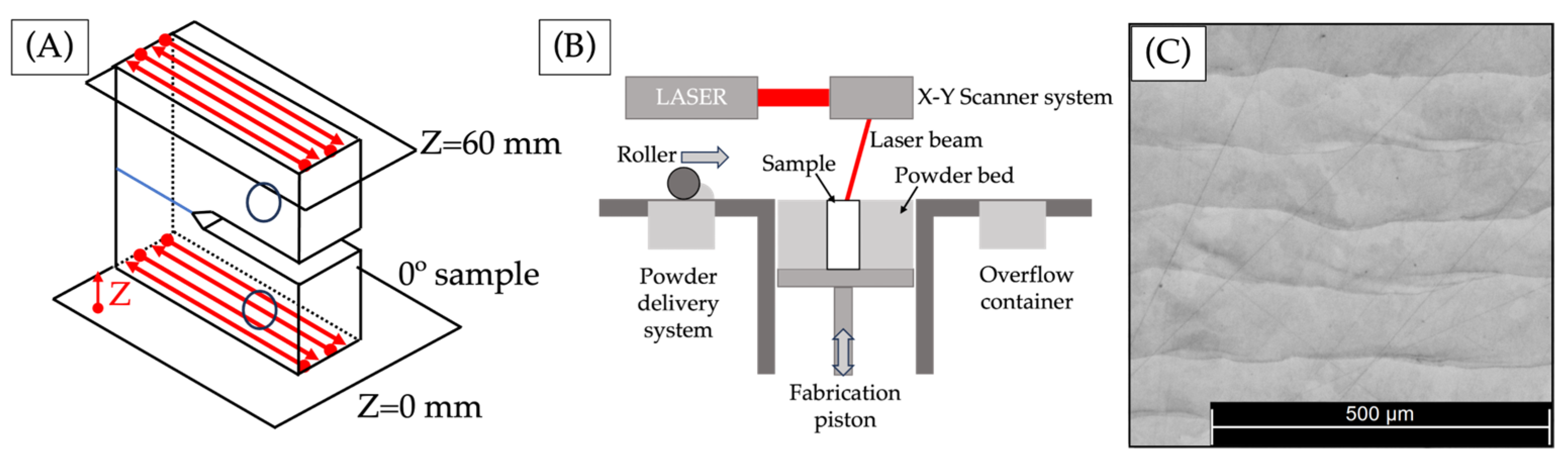
2.2. Laser Powder Bed Fusion
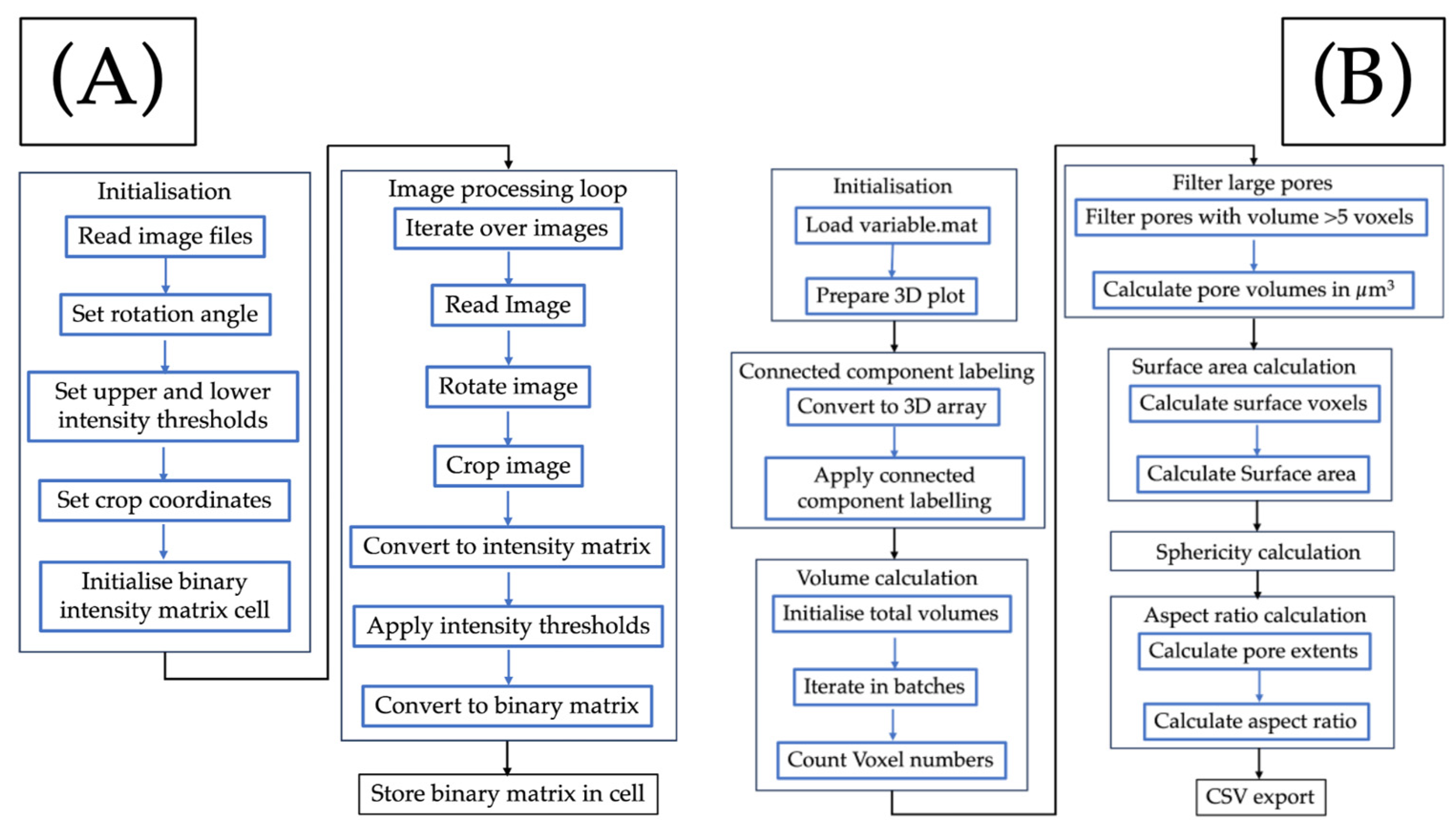
2.3. Defects Characterisation
3. Results and Discussion
4. Conclusions
- (1)
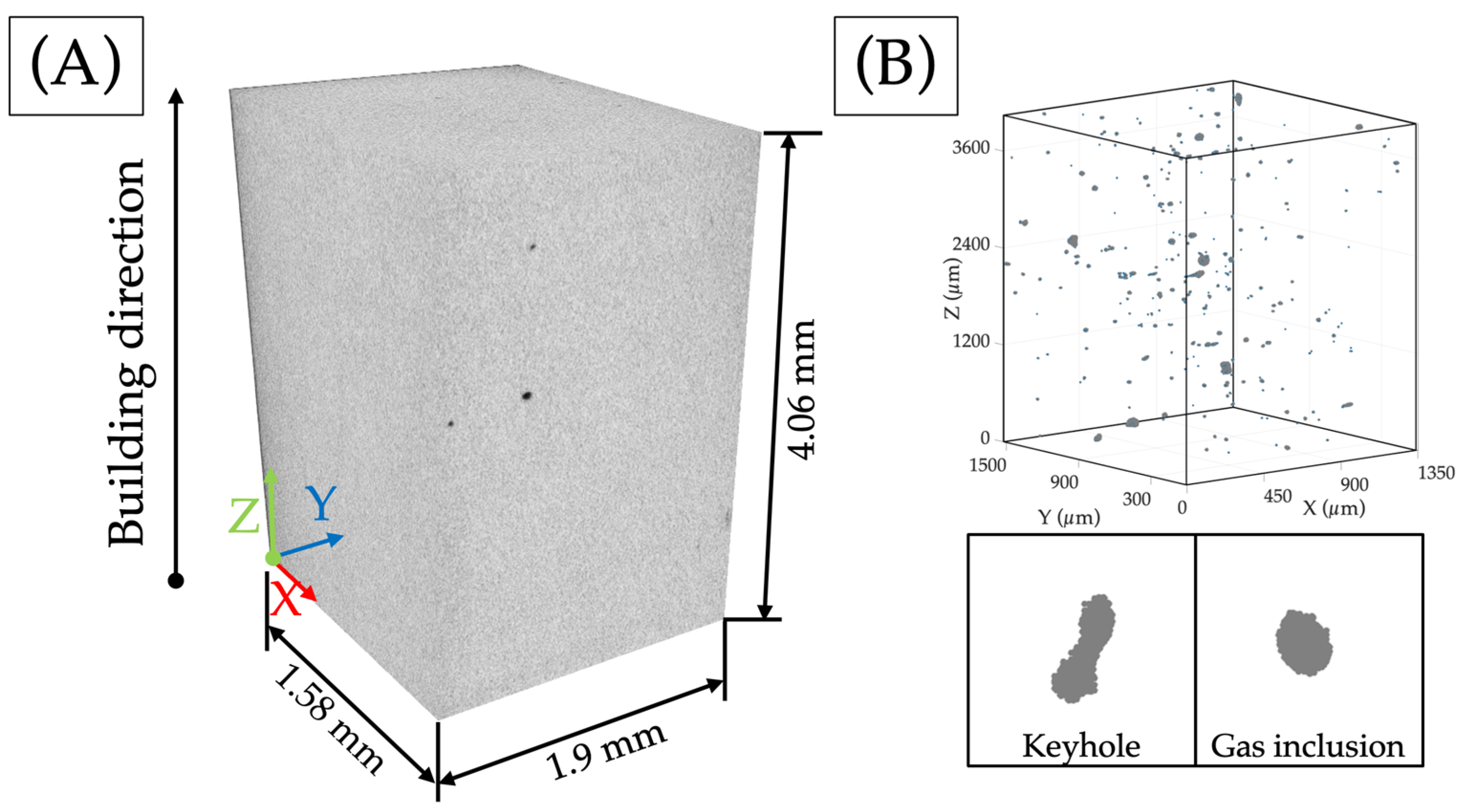
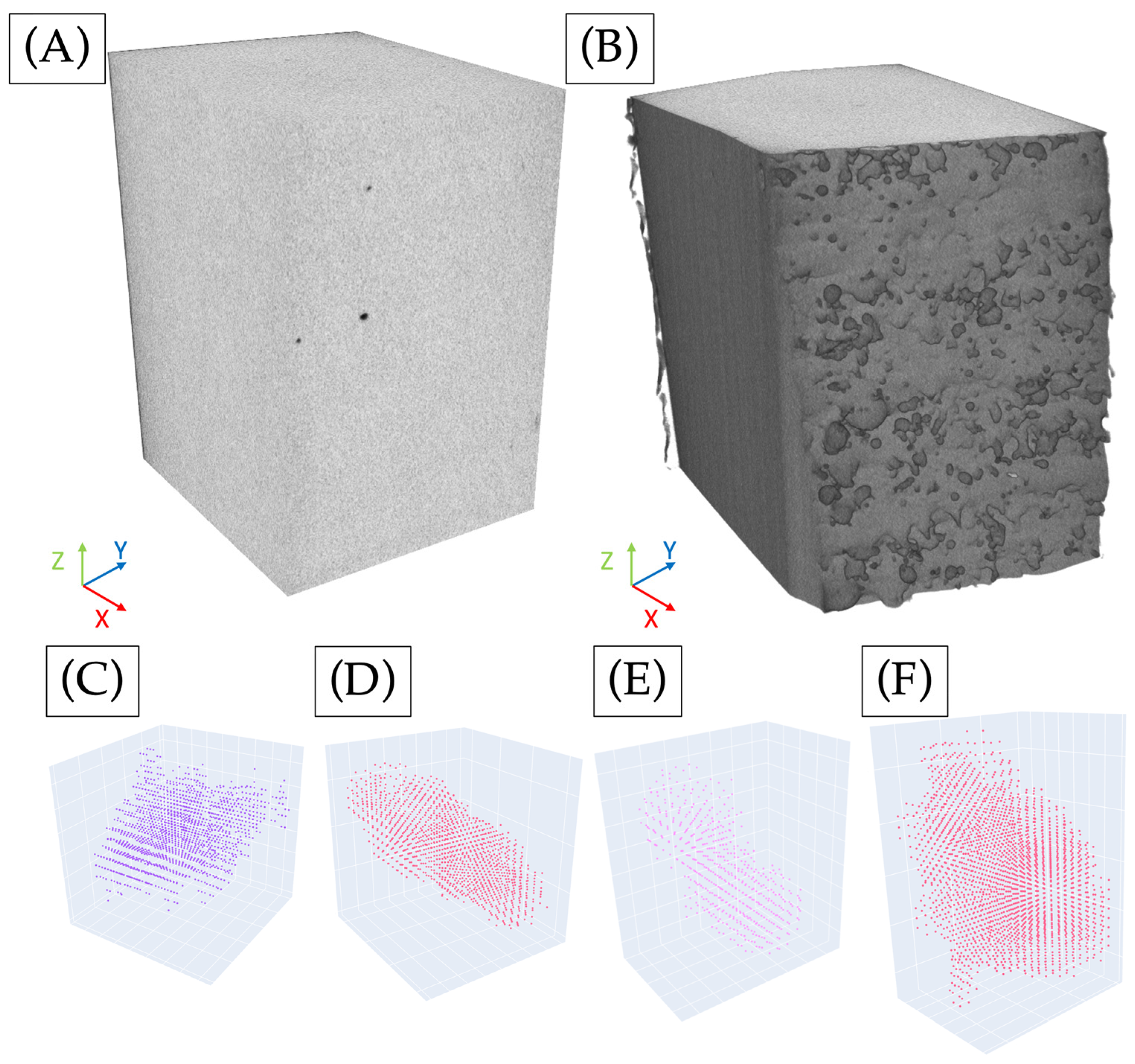
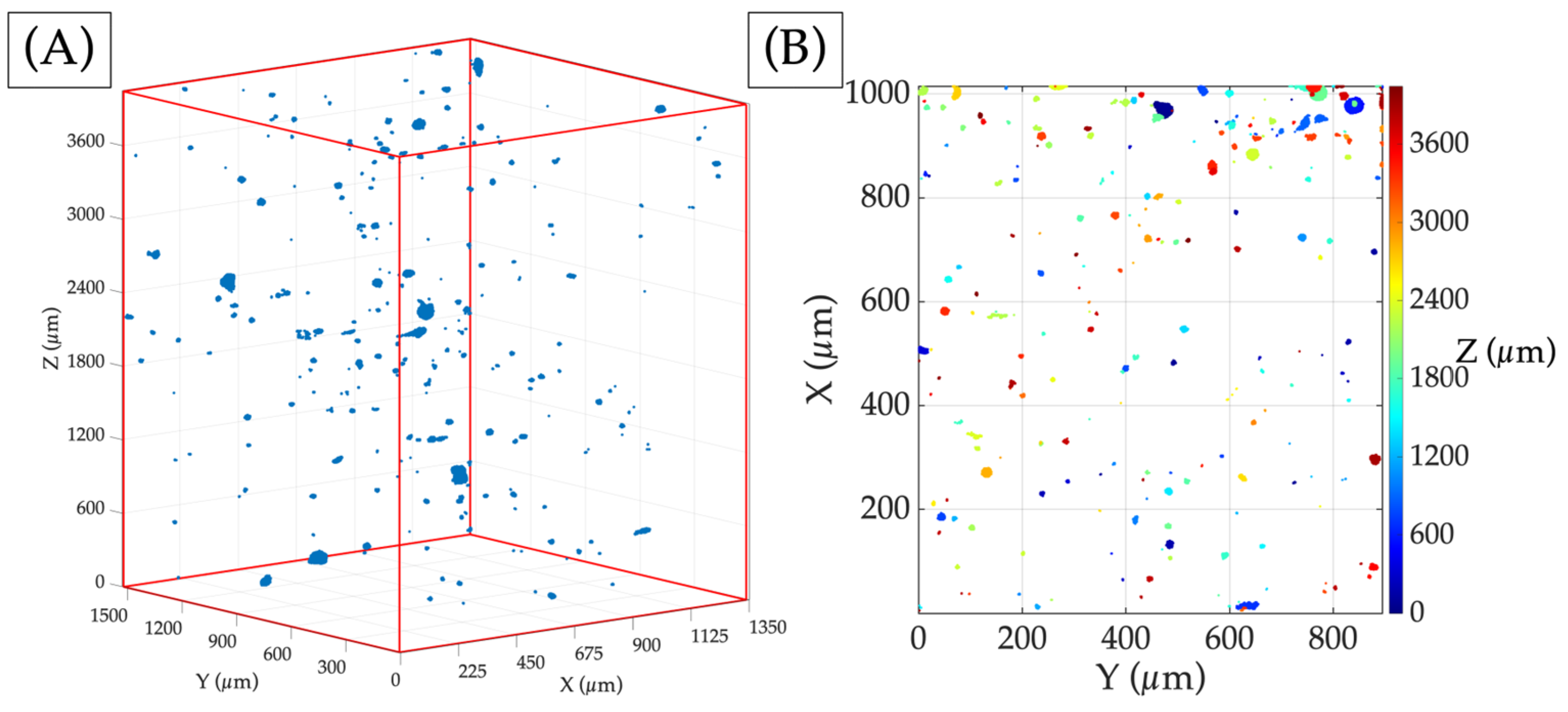
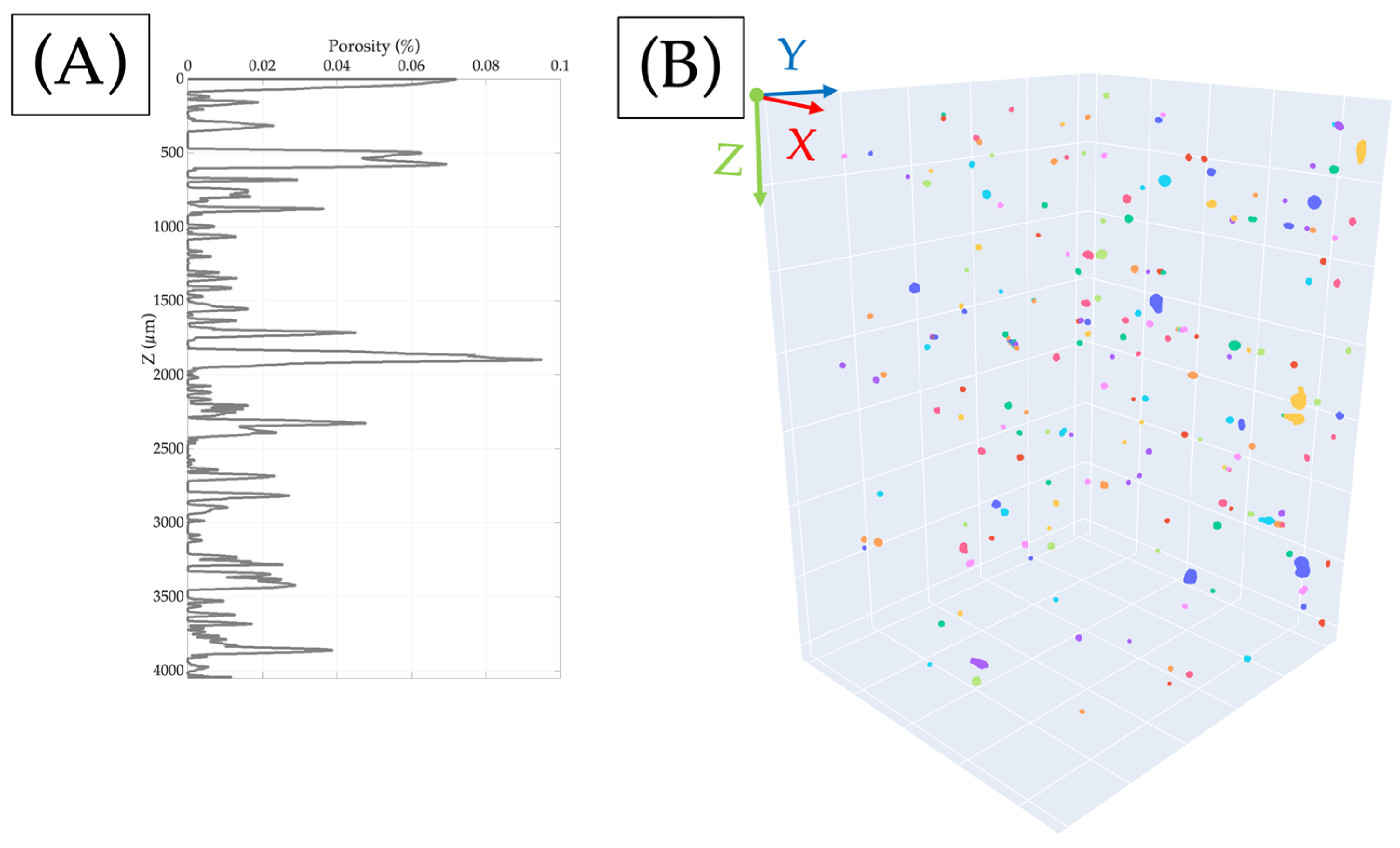
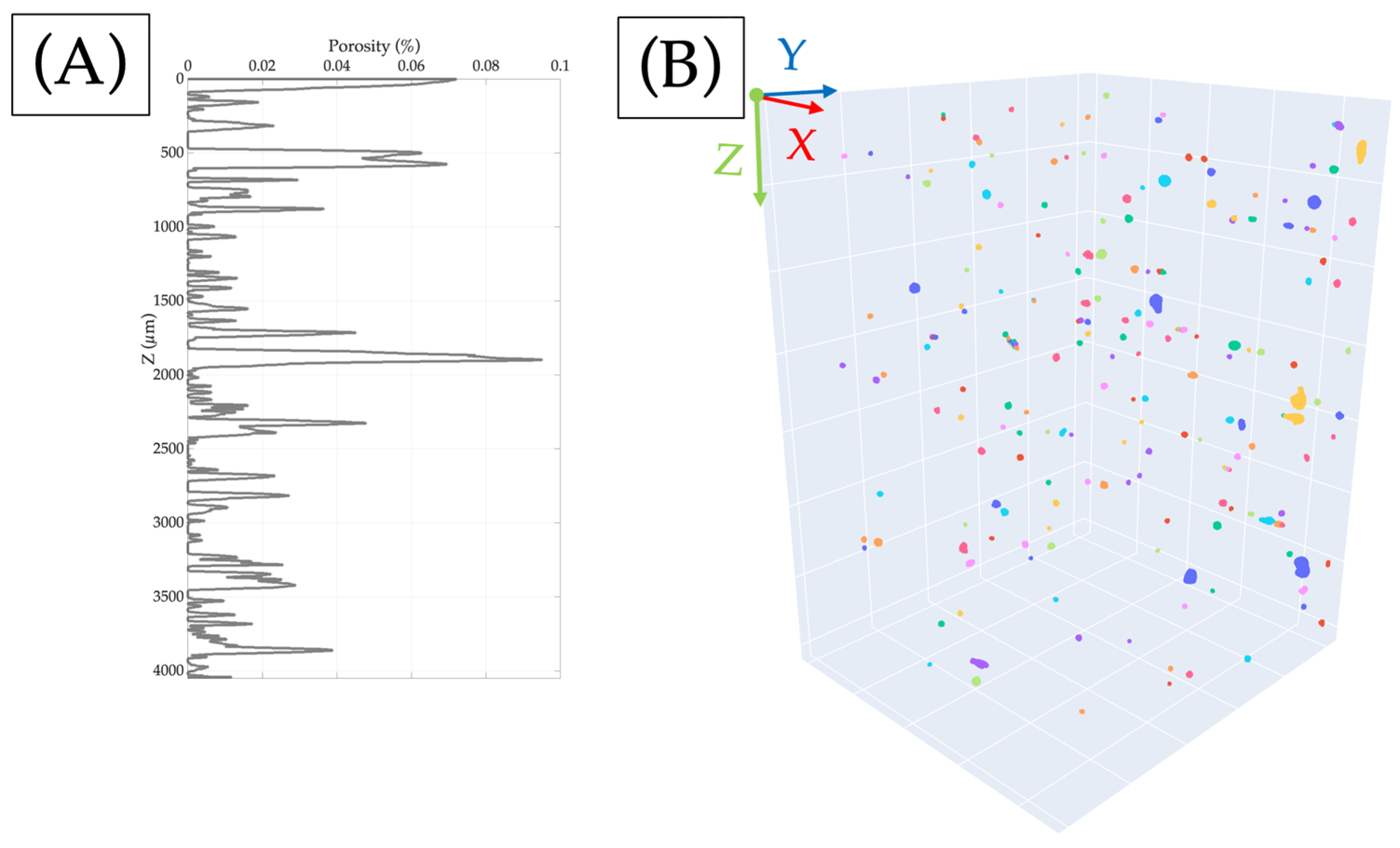
- A greater occurrence of pores is observed in the regions adjacent to the surface where the final layer of material is applied. Due to their expansive surface area, these pores may be classified as keyhole pores. Notably, the values are not represented in 2D, as only a single slice is evaluated in each study. Moreover, since the pore shape is probably spherical, it is plausible that the obtained value may differ from the actual value. Thus, OM is not recommended for studying the type of pore in the surroundings of the surface.
- (2)
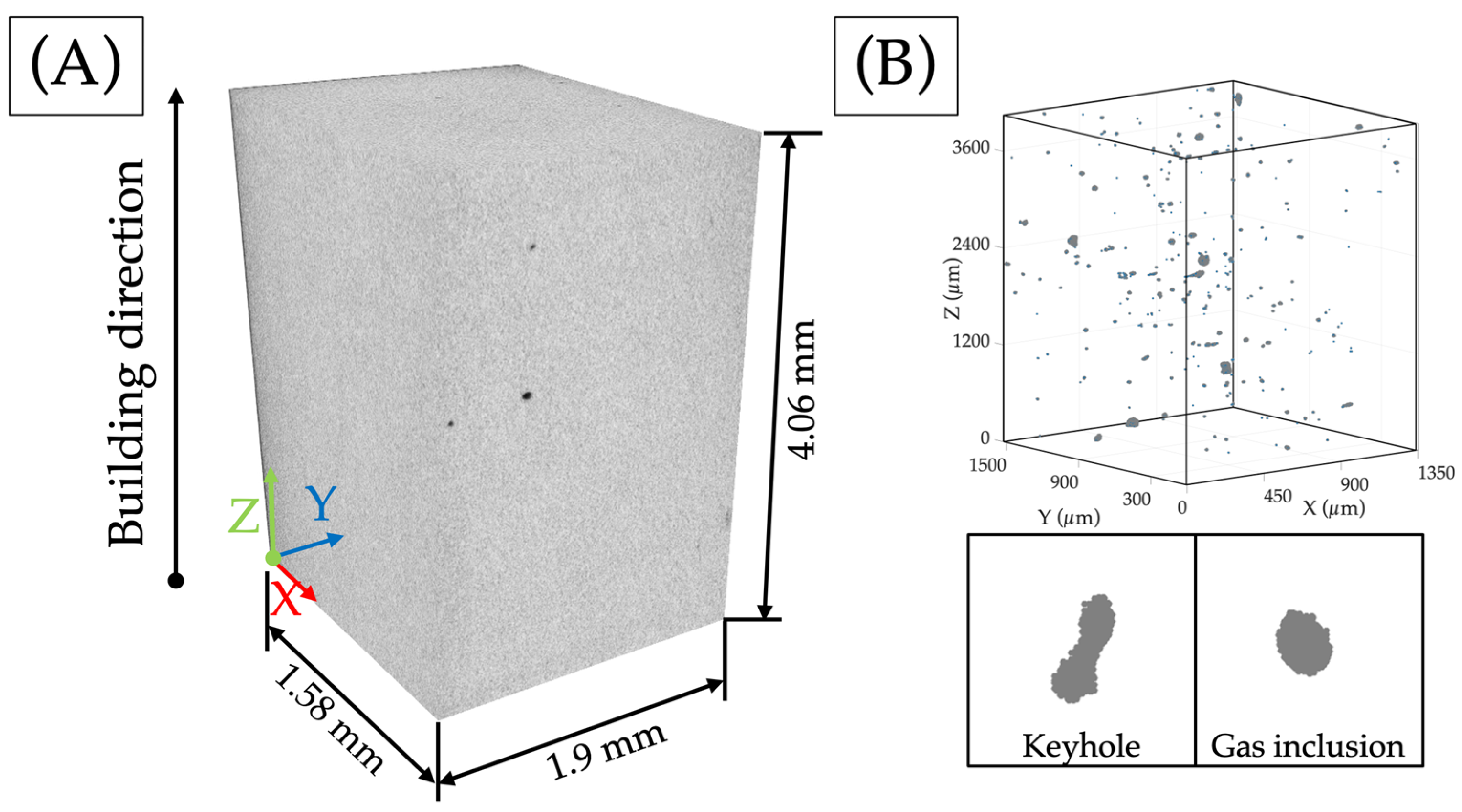
- Keyhole pores only appear in surface slides with the used printing configuration as the deposition of another layer on top of the last one makes them disappear after reheating.
- (3)
- Based on the stability of density above 99.9%, which is similar to the results obtained by OM, it can be concluded that both methods are valid and accurate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2021; Volume 17, ISBN 978-3-030-56126-0. [Google Scholar]
- Hopkinson, N.; Hague, R.; Dickens, P. Rapid Manufacturing: An Industrial Revolution for the Digital Age; Wiley: Hoboken, NJ, USA, 2006. [Google Scholar]
- Yadollahi, A.; Shamsaei, N. Additive Manufacturing of Fatigue Resistant Materials: Challenges and Opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef]
- Lescur, A.; Stergar, E.; Lim, J.; Hertelé, S.; Petrov, R.H. Investigation of the Dynamic Strain Aging Effect in Austenitic Weld Metals by 3D-DIC. Metals 2023, 13, 311. [Google Scholar] [CrossRef]
- Yelemessov, K.; Sabirova, L.B.; Martyushev, N.V.; Malozyomov, B.V.; Bakhmagambetova, G.B.; Atanova, O.V. Modeling and Model Verification of the Stress-Strain State of Reinforced Polymer Concrete. Materials 2023, 16, 3494. [Google Scholar] [CrossRef] [PubMed]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An Overview of Direct Laser Deposition for Additive Manufacturing; Part II: Mechanical Behavior, Process Parameter Optimization and Control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Gatto, A.; Bassoli, E.; Denti, L. Repercussions of Powder Contamination on the Fatigue Life of Additive Manufactured Maraging Steel. Addit. Manuf. 2018, 24, 13–19. [Google Scholar] [CrossRef]
- Flodberg, G.; Pettersson, H.; Yang, L. Pore Analysis and Mechanical Performance of Selective Laser Sintered Objects. Addit. Manuf. 2018, 24, 307–315. [Google Scholar] [CrossRef]
- Beretta, S.; Romano, S. A Comparison of Fatigue Strength Sensitivity to Defects for Materials Manufactured by AM or Traditional Processes. Int. J. Fatigue 2017, 94, 178–191. [Google Scholar] [CrossRef]
- Bassoli, E.; Denti, L.; Comin, A.; Sola, A.; Tognoli, E. Fatigue Behavior of As-Built L-PBF A357.0 Parts. Metals 2018, 8, 634. [Google Scholar] [CrossRef]
- Sarkar, S.; Kumar, C.S.; Nath, A.K. Investigation on the Mode of Failures and Fatigue Life of Laser-Based Powder Bed Fusion Produced Stainless Steel Parts under Variable Amplitude Loading Conditions. Addit. Manuf. 2019, 25, 71–83. [Google Scholar] [CrossRef]
- Hedayati, R.; Hosseini-Toudeshky, H.; Sadighi, M.; Mohammadi-Aghdam, M.; Zadpoor, A.A. Multiscale Modeling of Fatigue Crack Propagation in Additively Manufactured Porous Biomaterials. Int. J. Fatigue 2018, 113, 416–427. [Google Scholar] [CrossRef]
- Walker, K.F.; Liu, Q.; Brandt, M. Evaluation of Fatigue Crack Propagation Behaviour in Ti-6Al-4V Manufactured by Selective Laser Melting. Int. J. Fatigue 2017, 104, 302–308. [Google Scholar] [CrossRef]
- Spierings, A.B.; Starr, T.L.; Wegener, K. Fatigue Performance of Additive Manufactured Metallic Parts. Rapid Prototyp. J. 2013, 19, 88–94. [Google Scholar] [CrossRef]
- Lindberg, A.; Alfthan, J.; Pettersson, H.; Flodberg, G.; Yang, L. Mechanical Performance of Polymer Powder Bed Fused Objects—FEM Simulation and Verification. Addit. Manuf. 2018, 24, 577–586. [Google Scholar] [CrossRef]
- Gomez-Gras, G.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Lluma-Fuentes, J. Fatigue Performance of Fused Filament Fabrication PLA Specimens. Mater. Des. 2018, 140, 278–285. [Google Scholar] [CrossRef]
- Puigoriol-Forcada, J.M.; Alsina, A.; Salazar-Martín, A.G.; Gomez-Gras, G.; Pérez, M.A. Flexural Fatigue Properties of Polycarbonate Fused-Deposition Modelling Specimens. Mater. Des. 2018, 155, 414–421. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Tensile, Fracture, and Fatigue Crack Growth Properties of a 3D Printed Maraging Steel through Selective Laser Melting. J. Alloys Compd. 2017, 725, 355–364. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M.; Fini, S.; Olmi, G.; Robusto, F.; Ćirić Kostić, S.; Vranić, A.; Bogojević, N. Fatigue Response of As-Built DMLS Maraging Steel and Effects of Aging, Machining, and Peening Treatments. Metals 2018, 8, 505. [Google Scholar] [CrossRef]
- Vanderesse, N.; Richter, A.; Nuño, N.; Bocher, P. Measurement of Deformation Heterogeneities in Additive Manufactured Lattice Materials by Digital Image Correlation: Strain Maps Analysis and Reliability Assessment. J. Mech. Behav. Biomed. Mater. 2018, 86, 397–408. [Google Scholar] [CrossRef]
- Mezzadri, F.; Bouriakov, V.; Qian, X. Topology Optimization of Self-Supporting Support Structures for Additive Manufacturing. Addit. Manuf. 2018, 21, 666–682. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Topology-Mechanical Property Relationship of 3D Printed Strut, Skeletal, and Sheet Based Periodic Metallic Cellular Materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]
- Henry, T.C.; Johnson, T.E.; Haynes, R.A.; Tran, A. Fatigue Performance of Polyamide 12 Additively Manufactured Structures Designed with Topology Optimization. J. Test. Eval. 2021, 49, 20180793. [Google Scholar] [CrossRef]
- Henry, T.C.; Phillips, F.R.; Cole, D.P.; Garboczi, E.; Haynes, R.A.; Johnson, T. In Situ Fatigue Monitoring Investigation of Additively Manufactured Maraging Steel. Int. J. Adv. Manuf. Technol. 2020, 107, 3499–3510. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Carvalho, O.; Silva, F.S.; Miranda, G. 316L Stainless Steel Mechanical and Tribological Behavior—A Comparison between Selective Laser Melting, Hot Pressing and Conventional Casting. Addit. Manuf. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Lei, X.; Zhang, L.; Man, C.; Yao, J.; Cheng, X.; Li, X. Bio-Functional and Anti-Corrosive 3D Printing 316L Stainless Steel Fabricated by Selective Laser Melting. Mater. Des. 2018, 152, 88–101. [Google Scholar] [CrossRef]
- Buchanan, C.; Matilainen, V.-P.; Salminen, A.; Gardner, L. Structural Performance of Additive Manufactured Metallic Material and Cross-Sections. J. Constr. Steel Res. 2017, 136, 35–48. [Google Scholar] [CrossRef]
- Romei, F.; Grubišić, A.N.; Gibbon, D. Manufacturing of a High-Temperature Resistojet Heat Exchanger by Selective Laser Melting. Acta Astronaut. 2017, 138, 356–368. [Google Scholar] [CrossRef]
- Zhong, Y.; Rännar, L.-E.; Wikman, S.; Koptyug, A.; Liu, L.; Cui, D.; Shen, Z. Additive Manufacturing of ITER First Wall Panel Parts by Two Approaches: Selective Laser Melting and Electron Beam Melting. Fusion Eng. Des. 2017, 116, 24–33. [Google Scholar] [CrossRef]
- Cruces, A.S.; Exposito, A.; Branco, R.; Borrego, L.P.; Antunes, F.V.; Lopez-Crespo, P. Study of the notch fatigue behaviour under biaxial conditions of maraging steel produced by selective laser melting. Theor. Appl. Fract. Mech. 2022, 121, 103469. [Google Scholar] [CrossRef]
- Shih, C.-C.; Ho, N.-J.; Huang, H.-L. The Effects of Grain Boundary on Dislocation Development for Cyclically Deformed IF Steel. Mater. Sci. Eng. A 2010, 527, 7247–7251. [Google Scholar] [CrossRef]
- Sangid, M.D. The Physics of Fatigue Crack Initiation. Int. J. Fatigue 2013, 57, 58–72. [Google Scholar] [CrossRef]
- Cheng, W.; Sun, Y.; Ma, R.; Wang, Y.; Bai, J.; Xue, L.; Yang, J.; Liu, H.; Song, X.; Tan, C.; et al. The Precipitation Behavior Effect of δ and γ” Phases on Mechanical Properties of Laser Powder Bed Fusion Inconel 718 Alloy. Mater. Charact. 2022, 194, 112456. [Google Scholar] [CrossRef]
- Du, J.; Cheng, W.; Sun, Y.; Ma, R.; Liu, H.; Song, X.; Yang, J.; Tan, C. The Effect of Precipitates on the Stress Rupture Properties of Laser Powder Bed Fusion Inconel 718 Alloy. Coatings 2023, 13, 2087. [Google Scholar] [CrossRef]
- Cole, D.P.; Riddick, J.C.; Iftekhar Jaim, H.M.; Strawhecker, K.E.; Zander, N.E. Interfacial Mechanical Behavior of 3D Printed ABS. J. Appl. Polym. Sci. 2016, 133, 30. [Google Scholar] [CrossRef]
- Cole, D.P.; Henry, T.C.; Gardea, F.; Haynes, R.A. Interphase Mechanical Behavior of Carbon Fiber Reinforced Polymer Exposed to Cyclic Loading. Compos. Sci. Technol. 2017, 151, 202–210. [Google Scholar] [CrossRef]
- Withers, P.J.; Lopez-Crespo, P.; Kyrieleis, A.; Hung, Y.-C. Evolution of crack-bridging and crack-tip driving force during the growth of a fatigue crack in a Ti/SiC composite. Proc. R. Soc. A 2012, 468, 2722–2743. [Google Scholar] [CrossRef]
- Green, W.H.; Champagne, V.K.; Birt, A. X-ray Computed Tomography Inspection and Evaluation of Novel Wire Arc Additively Manufactured Maraging Steel Materials; Defense Technical Information Center: Fort Belvoir, VA, USA, 2021.
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of Defect Generation in Ti–6Al–4V Parts Made Using Powder Bed Fusion Additive Manufacturing Processes. Addit. Manuf. 2014, 1–4, 87–98. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of Keyhole-Mode Laser Melting in Laser Powder-Bed Fusion Additive Manufacturing. J. Mater. Process Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of Lack-of-Fusion Porosity for Powder Bed Fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Snell, R.; Tammas-Williams, S.; Chechik, L.; Lyle, A.; Hernández-Nava, E.; Boig, C.; Panoutsos, G.; Todd, I. Methods for Rapid Pore Classification in Metal Additive Manufacturing. JOM 2020, 72, 101–109. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.P. Microstructural Investigation of Selective Laser Melting 316L Stainless Steel Parts Exposed to Laser Re-Melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Cerezo, P.M.; Aguilera, J.A.; Garcia-Gonzalez, A.; Lopez-Crespo, P. Influence of Porosity on Fatigue Behaviour of 18Ni300 Steel SLM CT Specimens at Various Angles. Materials 2024, 17, 432. [Google Scholar] [CrossRef]
- Wadell, H. Volume, Shape, and Roundness of Rock Particles. J. Geol. 1932, 40, 443–451. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. The Influence of Porosity on Fatigue Crack Initiation in Additively Manufactured Titanium Components. Sci. Rep. 2017, 7, 7308. [Google Scholar] [CrossRef]
- Saby, Q.; Buffière, J.-Y.; Maire, E.; Joffre, T.; Bajolet, J.; Garabédian, S.; Vikner, P.; Boulnat, X. Laser Powder Bed Fusion Printability of Cobalt-Free Steel Powders for Manufacturing Injection Molds. Addit. Manuf. 2021, 44, 102031. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Martin, A.A.; Lee, J.R.I.; Guss, G.; Calta, N.P.; Hammons, J.A.; Nielsen, M.H.; Chaput, K.; Schwalbach, E.; Shah, M.N.; et al. Controlling Interdependent Meso-Nanosecond Dynamics and Defect Generation in Metal 3D Printing. Science 2020, 368, 660–665. [Google Scholar] [CrossRef] [PubMed]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole Threshold and Morphology in Laser Melting Revealed by Ultrahigh-Speed X-ray Imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Zhao, C.; Parab, N.D.; Li, X.; Fezzaa, K.; Tan, W.; Rollett, A.D.; Sun, T. Critical Instability at Moving Keyhole Tip Generates Porosity in Laser Melting. Science 2020, 370, 1080–1086. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Witvrouw, A.; Yang, S.; Thorborg, J.; Tiedje, N.S.; Hattel, J.H. Keyhole-Induced Porosities in Laser-Based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-Fidelity Modelling and Experimental Validation. Addit. Manuf. 2019, 30, 100835. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser Powder-Bed Fusion Additive Manufacturing: Physics of Complex Melt Flow and Formation Mechanisms of Pores, Spatter, and Denudation Zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Wang, Y.; Guo, W.; Xie, Y.; Li, H.; Zeng, C.; Xu, M.; Zhang, H. In-Situ Monitoring Plume, Spattering Behavior and Revealing Their Relationship with Melt Flow in Laser Powder Bed Fusion of Nickel-Based Superalloy. J. Mater. Sci. Technol. 2024, 177, 44–58. [Google Scholar] [CrossRef]
- Mancisidor, A.M.; Garciandia, F.; Sebastian, M.S.; Álvarez, P.; Díaz, J.; Unanue, I. Reduction of the Residual Porosity in Parts Manufactured by Selective Laser Melting Using Skywriting and High Focus Offset Strategies. Phys. Procedia 2016, 83, 864–873. [Google Scholar] [CrossRef]
- Karolczuk, A.; Kurek, A.; Böhm, M.; Derda, S.; Prażmowski, M.; Kluger, K.; Żak, K.; Pejkowski, Ł.; Seyda, J. Heterogeneous Effect of Aging Temperature on the Fatigue Life of Additively Manufactured Thin-Walled 18Ni300 Maraging Steel Tubular Specimen. Mater. Des. 2024, 237, 112561. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| [wt/%] | Fe | Ni | Co | Mo | Ti | Cr | Si | Al | Mn | C | P |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 18Ni300 | Balance | 18.2 | 9.0 | 5.0 | 0.6 | 0.3 | 0.1 | 0.05 | 0.04 | 0.01 | 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cerezo, P.M.; Aguilera, J.A.; Garcia-Gonzalez, A.; Lopez-Crespo, P. Tomography of Laser Powder Bed Fusion Maraging Steel. Materials 2024, 17, 891. https://doi.org/10.3390/ma17040891
Cerezo PM, Aguilera JA, Garcia-Gonzalez A, Lopez-Crespo P. Tomography of Laser Powder Bed Fusion Maraging Steel. Materials. 2024; 17(4):891. https://doi.org/10.3390/ma17040891
Chicago/Turabian StyleCerezo, Pablo M., Jose A. Aguilera, Antonio Garcia-Gonzalez, and Pablo Lopez-Crespo. 2024. "Tomography of Laser Powder Bed Fusion Maraging Steel" Materials 17, no. 4: 891. https://doi.org/10.3390/ma17040891
APA StyleCerezo, P. M., Aguilera, J. A., Garcia-Gonzalez, A., & Lopez-Crespo, P. (2024). Tomography of Laser Powder Bed Fusion Maraging Steel. Materials, 17(4), 891. https://doi.org/10.3390/ma17040891