
Effects of Ni Content and Heat Treatment on the Properties, Microstructures, and Precipitates of Cu-0.2 wt% Be-x wt% Ni Alloys

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
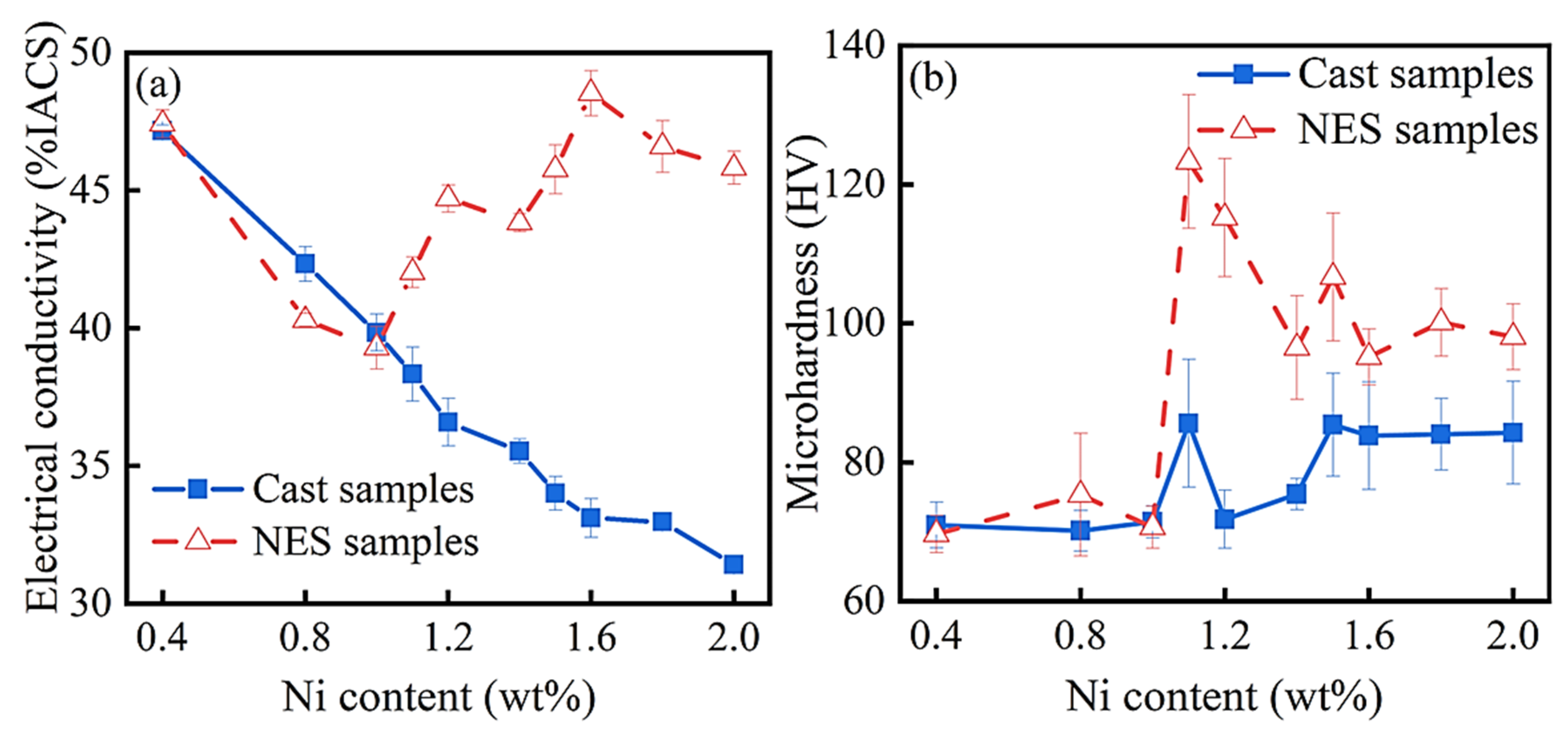
3.1. Properties of Cast and NES Samples
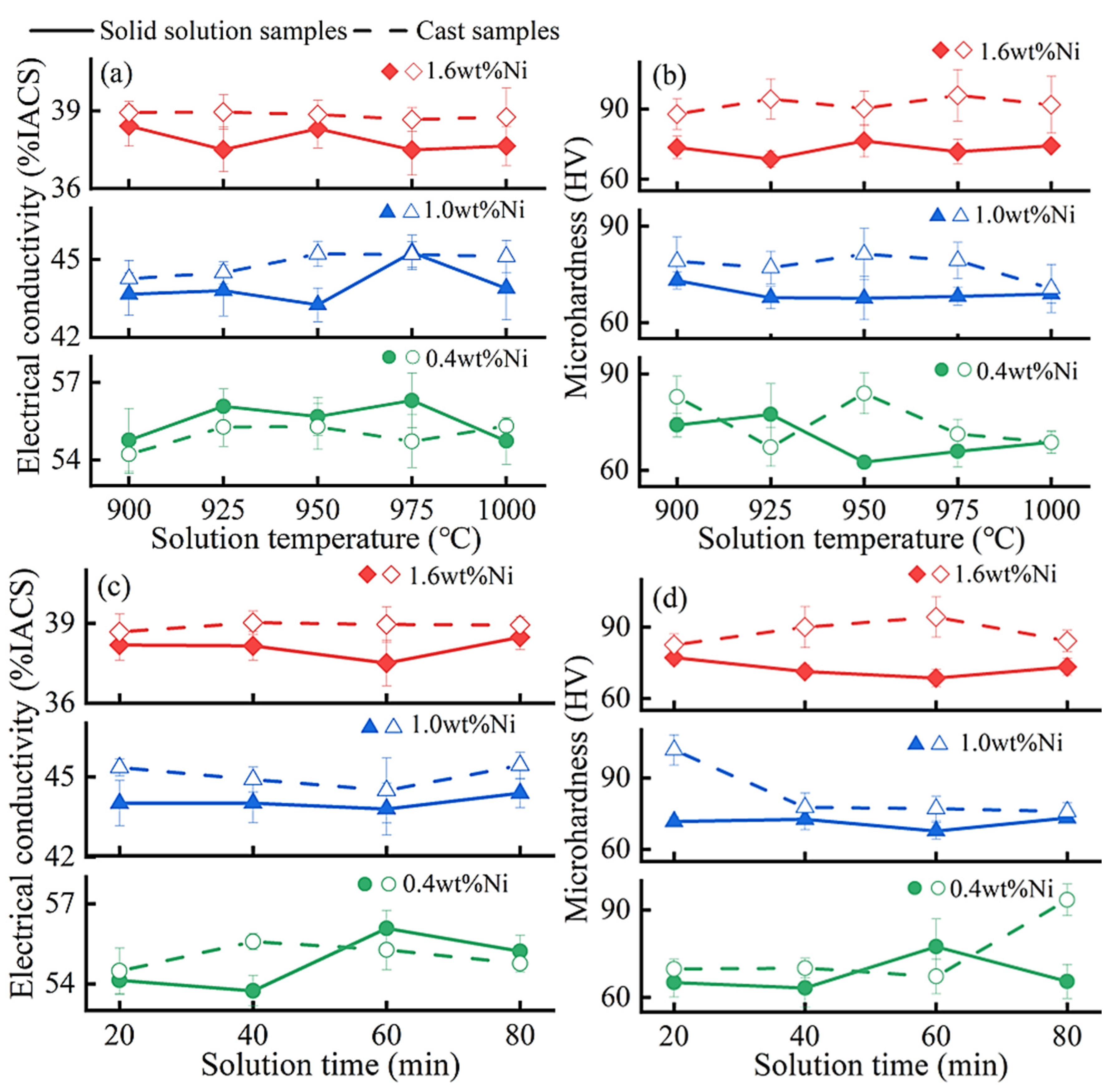
3.2. Properties of Solid Solution Samples
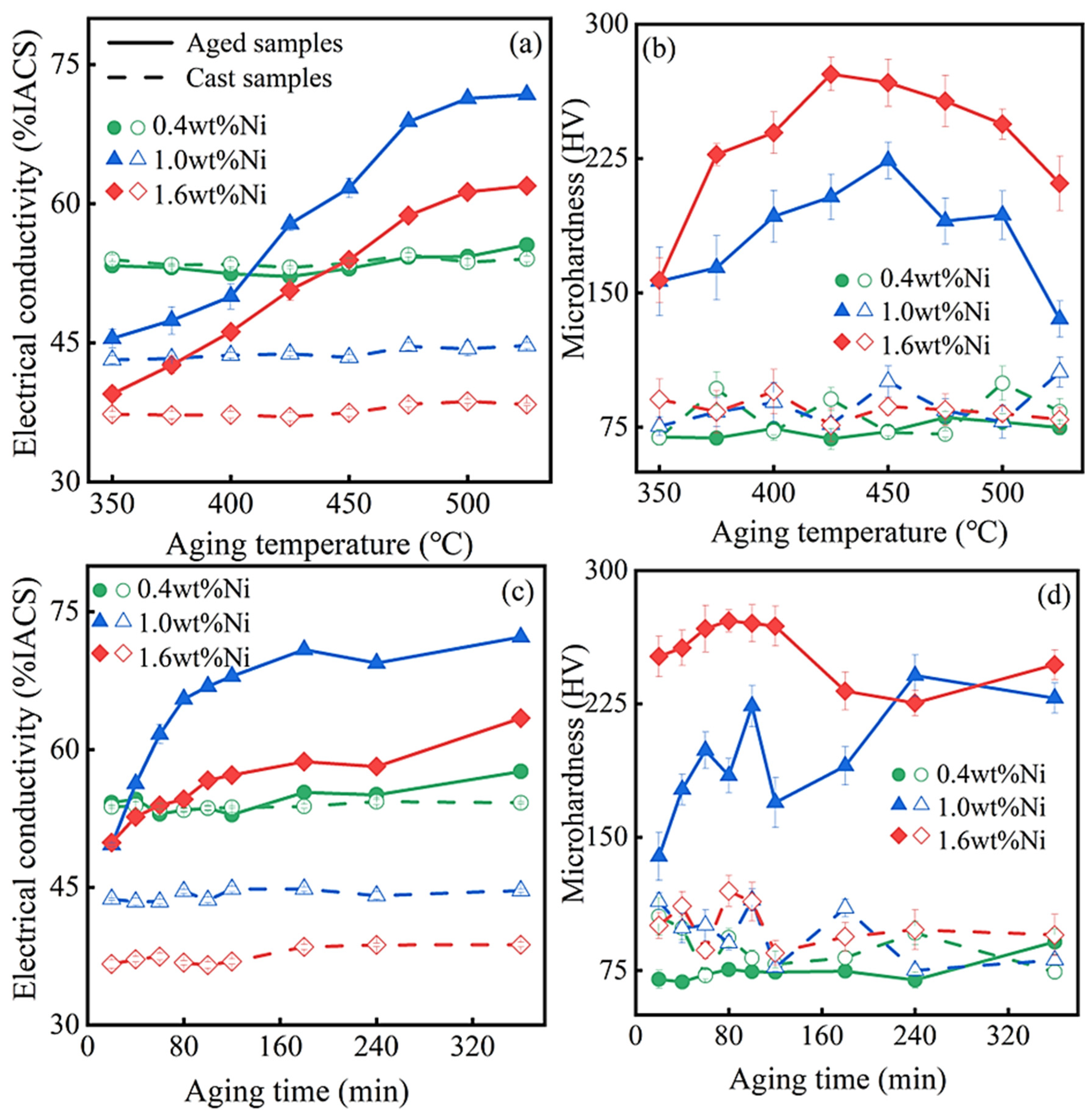
3.3. Properties of Aged Samples
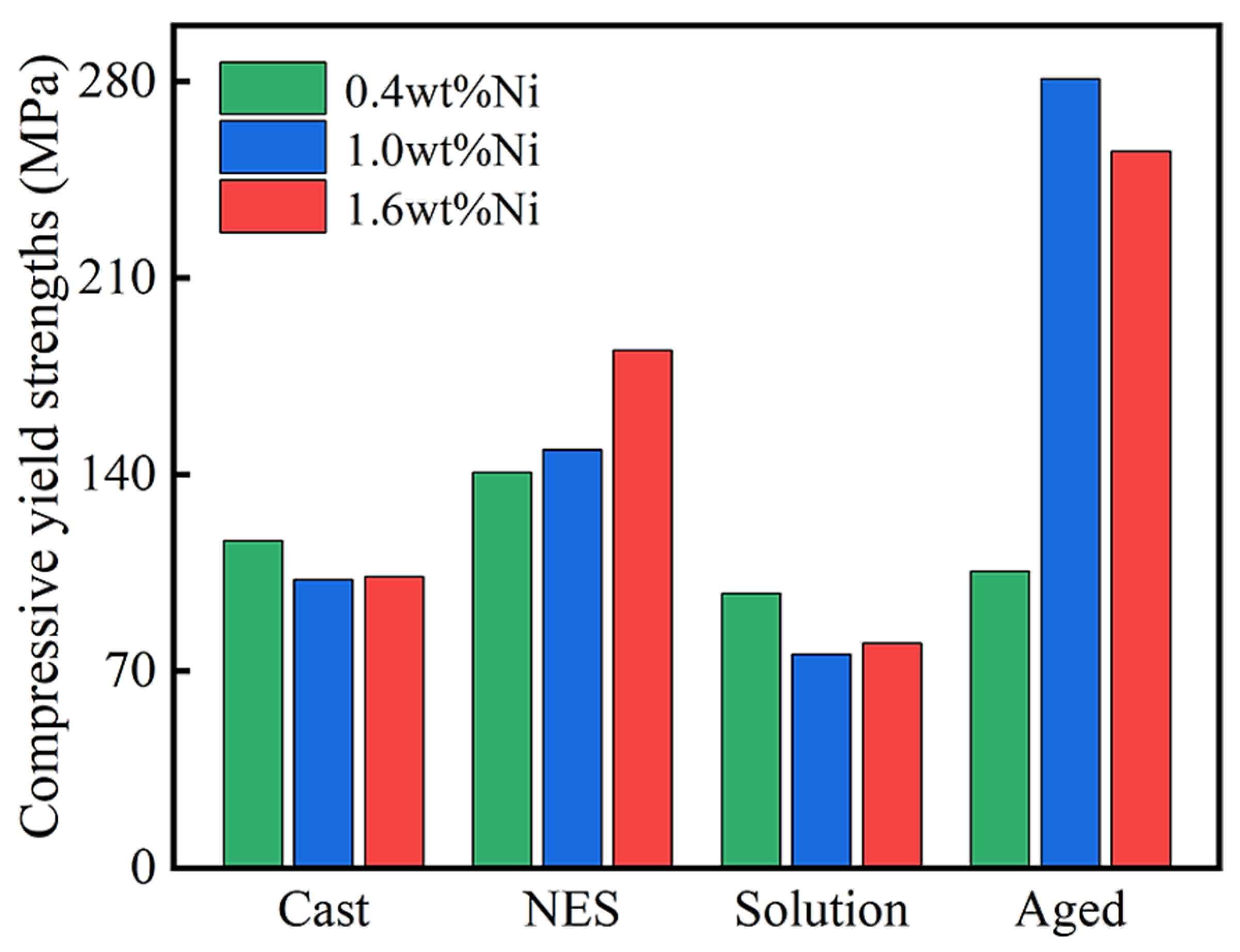
3.4. Compressive Yield Strengths of Different Samples
3.5. Precipitate Evolution
3.6. Discussions of Strengthening Mechanism
4. Conclusions
- For cast alloys, a fast cooling rate during solidification can retain more solute atoms in the α(Cu) matrix, which is beneficial for subsequent solid solution treatment.
- The solid solution treatment has a negligible effect on the properties of Cu-0.2 wt% Be-x wt% Ni alloys when x is small (around 0.4). Otherwise, both the electrical conductivity and microhardness decrease slightly with solid solution treatment. The optimal solution parameters are around 925 °C and 60 min.
- The aging treatment also has a negligible effect on the properties of Cu-0.2 wt% Be-x wt% Ni alloys when x is small (around 0.4). Otherwise, aging treatment can lead to a continuous increase in electrical conductivity and a double-peak age strengthening phenomenon. Around x = 1.0, the best comprehensive properties of electrical conductivity, microhardness, and compressive yield strength can be obtained, measuring about 72% IACS, 241 HV, and 281 MPa, respectively. The optimal aging parameters for the Cu-0.2 wt% Be-1.0 wt% Ni alloy are 450 °C and 60 or 240 min.
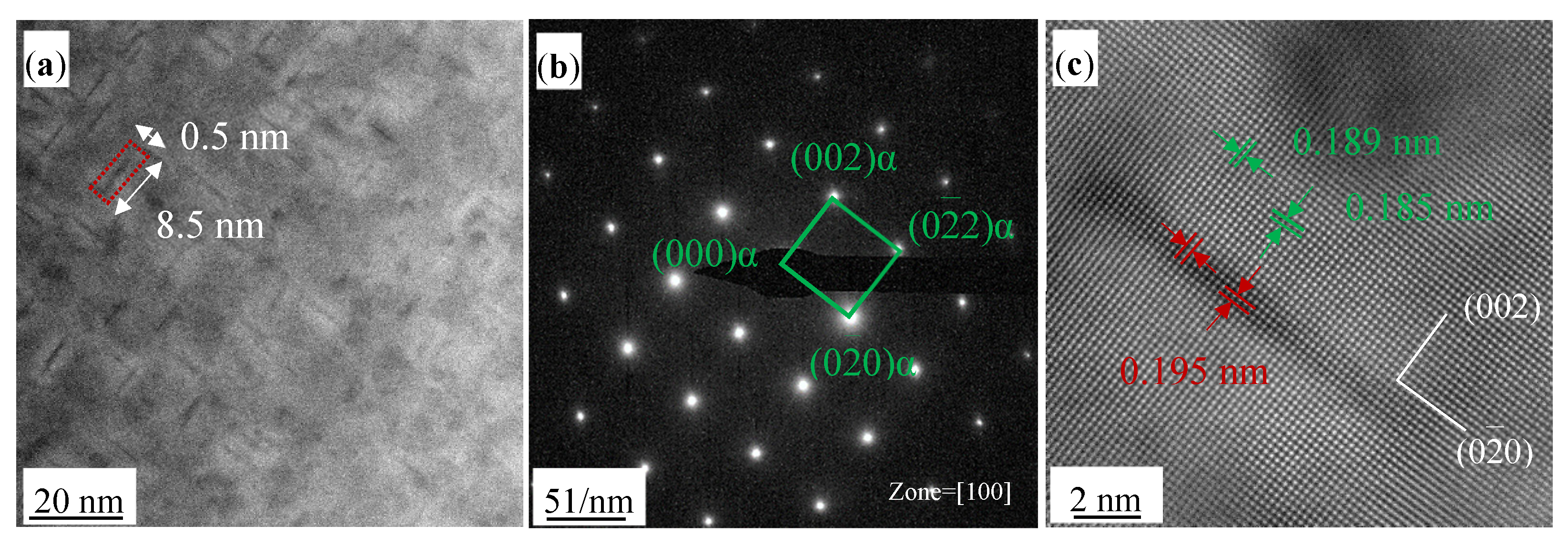
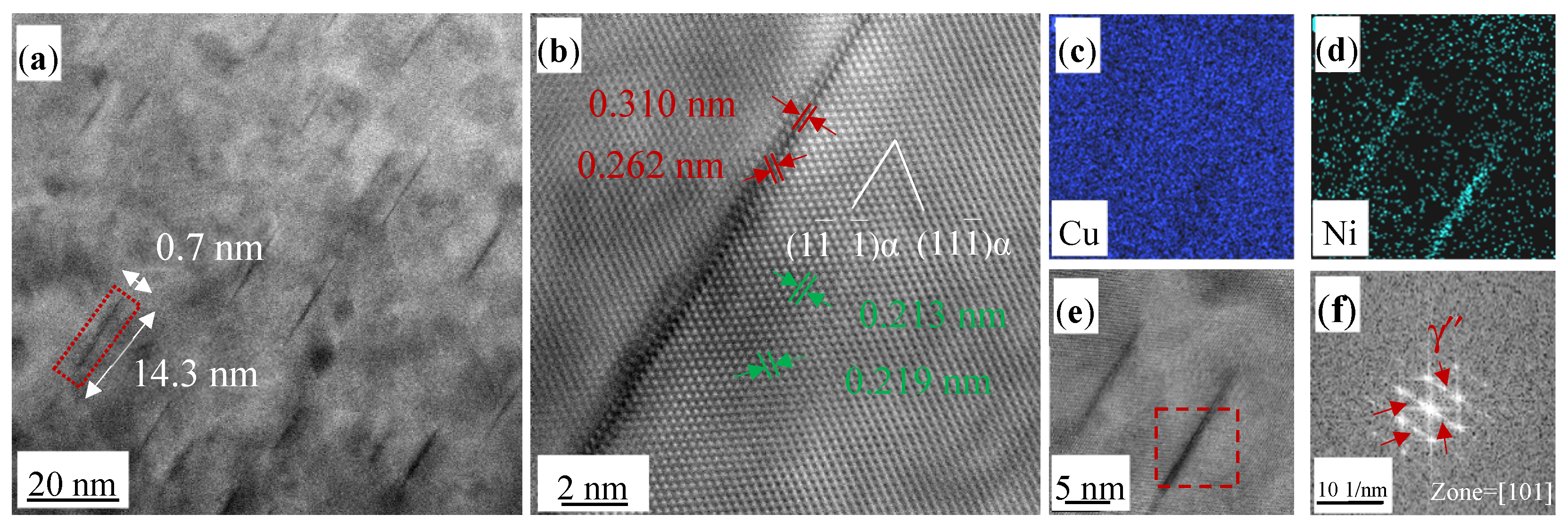
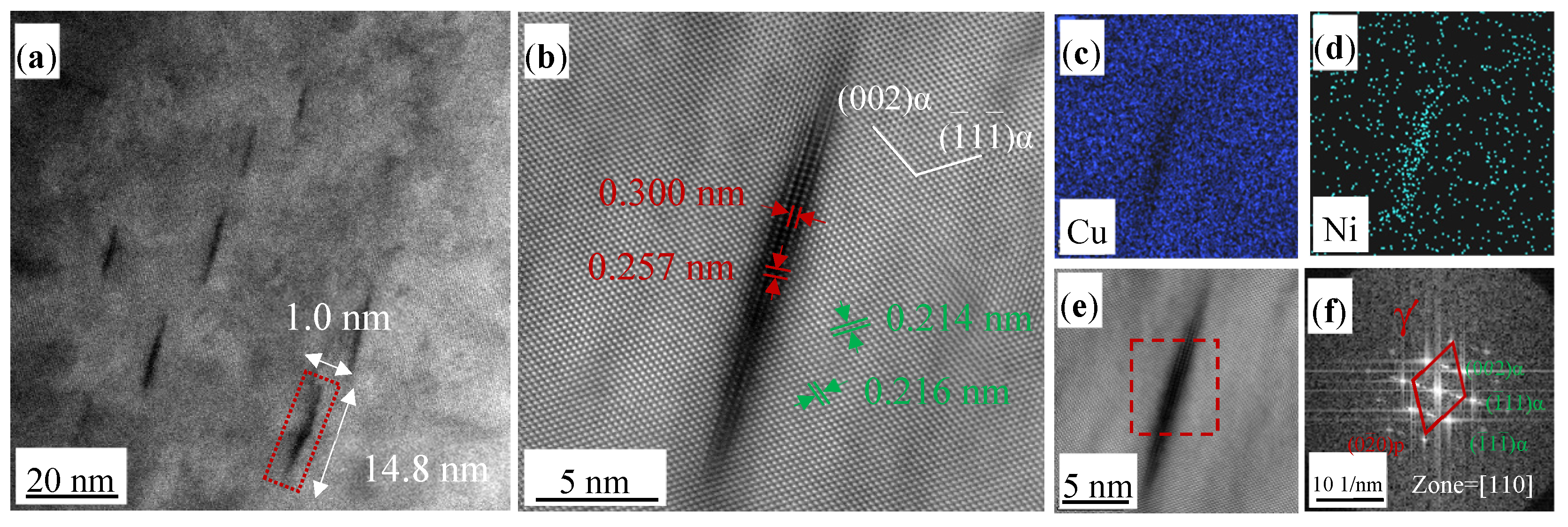
- With the increase in aging time, the precipitate evolution in the Cu-0.2 wt% Be-1.0 wt% Ni alloy is GP zones → γ″ → γ′. The precipitation of plenty of GP zones accounts for the appearance of the first strengthening peak. The strengthening mechanism transformation from shear to Orowan of the γ″ or γ′ phase explains the appearance of the second strengthening peak.
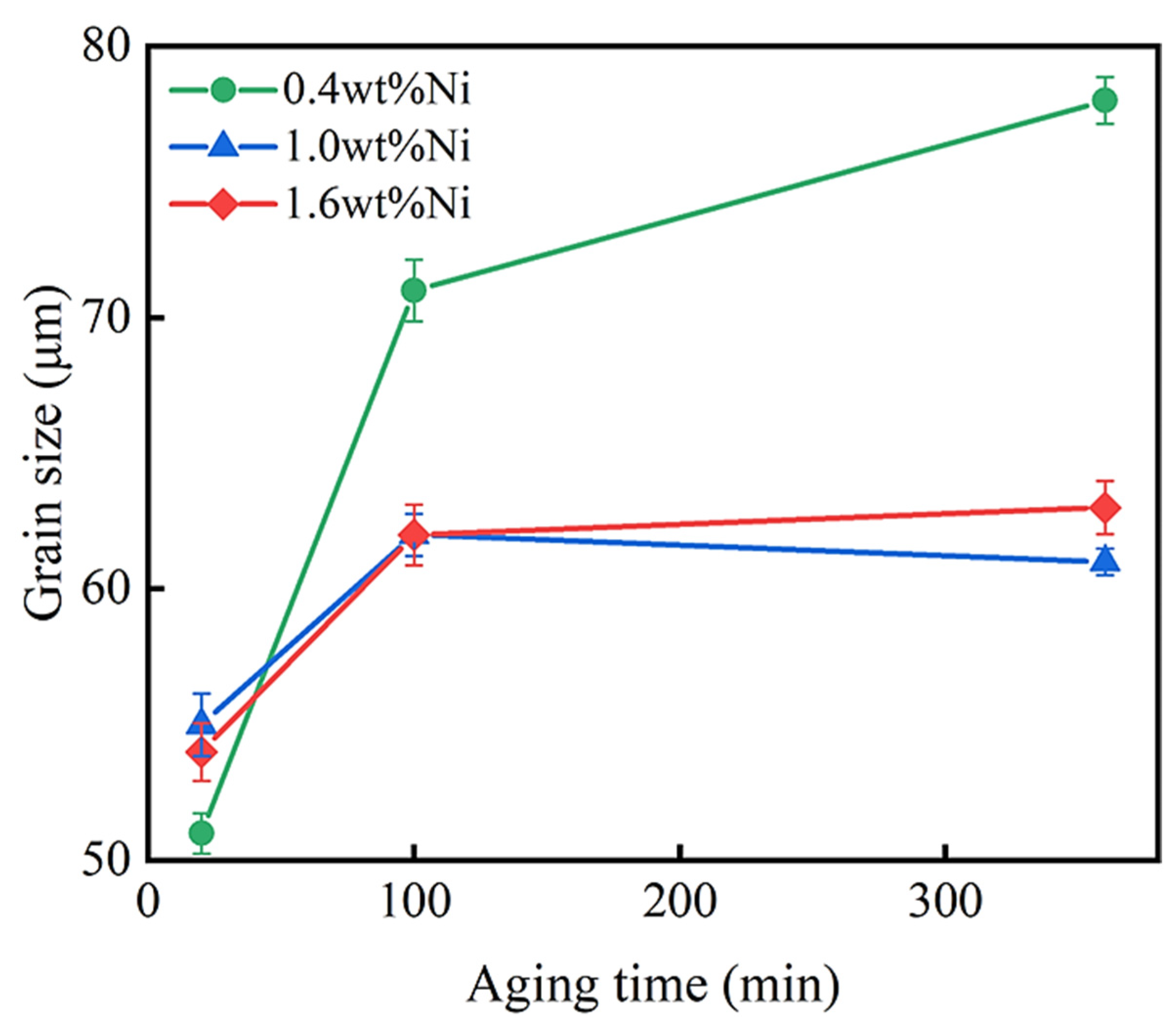
- Additionally, lots of twin crystals of the α(Cu) matrix can be produced by solid solution or aging treatments, and adding adequate Ni can effectively prevent the matrix grains from growing during aging treatment.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zinkle, S.J. Evaluation of High Strength, High Conductivity CuNiBe Alloys for Fusion Energy Applications. J. Nucl. Mater. 2014, 449, 277–289. [Google Scholar] [CrossRef]
- Montecinos, S.; Tognana, S.; Salgueiro, W. Influence of Microstructure on the Young’s Modulus in a Cu-2Be (Wt%) Alloy. J. Alloys Compd. 2017, 729, 43–48. [Google Scholar] [CrossRef]
- Scardi, P.; Leoni, M.; Straffelini, G.; Giudici, G.D. Microstructure of Cu–Be Alloy Triboxidative Wear Debris. Acta Mater. 2007, 55, 2531–2538. [Google Scholar] [CrossRef]
- Straffelini, G.; Maines, L.; Pellizzari, M.; Scardi, P. Dry Sliding Wear of Cu–Be Alloys. Wear 2005, 259, 506–511. [Google Scholar] [CrossRef]
- Tang, Y.C.; Kang, Y.L.; Yue, L.J.; Jiao, X.L. The Effect of Aging Process on the Microstructure and Mechanical Properties of a Cu–Be–Co–Ni Alloy. Mater. Des. 2015, 85, 332–341. [Google Scholar] [CrossRef]
- Monzen, R.; Okawara, S.; Watanabe, C. Stress-Assisted Nucleation and Growth of γ″ and γ′ Precipitates in a Cu–1.2 wt%Be–0.1 wt%Co Alloy Aged at 320 °C. Philos. Mag. 2012, 92, 1826–1843. [Google Scholar] [CrossRef]
- Kizilaslan, A.; Altinsoy, I. The Mechanism of Two-Step Increase in Hardness of Precipitation Hardened CuCoNiBe Alloys and Characterization of Precipitates. J. Alloys Compd. 2017, 701, 116–121. [Google Scholar] [CrossRef]
- Xu, Y.H.; Zhao, H.L.; Fan, Y.H.; Hong, Z.Y.; Song, K.X.; Dong, X.L.; Guo, C.W. The Effect of Silicon on the Microstructure and Properties of Aged Cu-2.2Ni-0.4Be Alloy. J. Alloys Compd. 2022, 909, 164680. [Google Scholar] [CrossRef]
- Rioja, R.J.; Laughlin, D.E. The Sequence of Precipitation in Cu-2w/0 Be Alloys. Acta Metall. Sin. 1980, 28, 1301–1313. [Google Scholar] [CrossRef]
- Yagmur, L.; Duygulu, O.; Aydemir, B. Investigation of Metastable Γ′ Precipitate Using HRTEM in Aged Cu–Be Alloy. Mater. Sci. Eng. A 2011, 528, 4147–4151. [Google Scholar] [CrossRef]
- Xie, G.L.; Wang, Q.S.; Mi, X.J.; Xiong, B.Q.; Peng, L.J. The Precipitation Behavior and Strengthening of a Cu–2.0 wt% Be Alloy. Mater. Sci. Eng. A 2012, 558, 326–330. [Google Scholar] [CrossRef]
- Zhang, H.T.; Jiang, Y.B.; Xie, J.X.; Li, Y.H.; Yue, L.J. Precipitation Behavior, Microstructure and Properties of Aged Cu-1.7 wt% Be Alloy. J. Alloys Compd. 2019, 773, 1121–1130. [Google Scholar] [CrossRef]
- Zhang, W.W.; Zhao, Z.H.; Fang, J.H.; He, P.; Chao, Z.L.; Gong, D.; Chen, G.Q.; Jiang, L.T. Evolution and Strengthening Mechanism of Metastable Precipitates in Cu-2.0 wt% Be Alloy. J. Alloys Compd. 2021, 857, 157601. [Google Scholar] [CrossRef]
- Nagel, N. Beryllium and Copper-Beryllium Alloys. ChemBioEng Rev. 2018, 5, 30–33. [Google Scholar] [CrossRef]
- Miki, M.; Ogino, Y. Effects of Co, Ni and Ti Additions on the Cellular Precipitation in Cu-2%Be Alloy. Mater. Trans. JIM 1994, 35, 161–167. [Google Scholar] [CrossRef]
- Peng, L.J.; Xiong, B.Q.; Xie, G.L.; Wang, Q.S.; Hong, S.B. Precipitation Process and Its Effects on Properties of Aging Cu–Ni–Be Alloy. Rare Met. 2013, 32, 332–337. [Google Scholar] [CrossRef]
- Jiang, Y.B.; Zhang, T.T.; Lei, Y.; He, S.J.; Liu, X.H.; Xie, J.X. Effects of Ni Content on Microstructure and Properties of Aged Cu−0.4Be Alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 679–691. [Google Scholar] [CrossRef]
- Watanabe, C.; Monzen, R. Precipitation Process in a Cu-Ni-Be Alloy. Solid State Phenom. 2011, 172–174, 432–436. [Google Scholar] [CrossRef]
- Sobolev, S.L. On the Transition from Diffusion-Limited to Kinetic-Limited Regimes of Alloy Solidification. Acta Mater. 2013, 61, 7881–7888. [Google Scholar] [CrossRef]
- Butt, M.Z.; Aziz, F.; Ali, D. Correlation between the Temperature Dependence of Yield Stress and the Nature of Solute Distribution in Cu–Ni Solid Solutions. J. Alloys Compd. 2010, 498, 102–106. [Google Scholar] [CrossRef]
- Yagmur, L. Effect of Microstructure on Internal Friction and Young’s Modulus of Aged Cu–Be Alloy. Mater. Sci. Eng. A 2009, 523, 65–69. [Google Scholar] [CrossRef]
- Zhao, Y.L.; Yang, Z.Q.; Zhang, Z.; Su, G.Y.; Ma, X.L. Double-Peak Age Strengthening of Cold-Worked 2024 Aluminum Alloy. Acta Mater. 2013, 61, 1624–1638. [Google Scholar] [CrossRef]
- Fang, Q.H.; Li, L.; Li, J.; Wu, H.Y.; Huang, Z.W.; Liu, B.; Liu, Y.; Liaw, P.K. A Statistical Theory of Probability-Dependent Precipitation Strengthening in Metals and Alloys. J. Mech. Phys. Solids 2019, 122, 177–189. [Google Scholar] [CrossRef]
- Monzen, R.; Seo, T.; Sakai, T.; Watanabe, C. Precipitation Processes in a Cu-0.9 Mass% Be Single Crystal. Mater. Trans. 2006, 47, 2925–2934. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation Hardening in Metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Fan, H.; Ngan, A.H.W.; Gan, K.; El-Awady, J.A. Origin of Double-Peak Precipitation Hardening in Metallic Alloys. Int. J. Plast. 2018, 111, 152–167. [Google Scholar] [CrossRef]
- Kubilay, R.E.; Curtin, W.A. Theory of Twin Strengthening in Fcc High Entropy Alloys. Acta Mater. 2021, 216, 117119. [Google Scholar] [CrossRef]
- Joshi, K.; Joshi, S.P. Interacting Effects of Strengthening and Twin Boundary Migration in Nanotwinned Materials. J. Mech. Phys. Solids 2017, 101, 180–196. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, Y.; Zhang, B.; Wang, J.; Hong, Z.; Zhao, H.; Yan, N.; Hu, L. Effects of Ni Content and Heat Treatment on the Properties, Microstructures, and Precipitates of Cu-0.2 wt% Be-x wt% Ni Alloys. Materials 2024, 17, 816. https://doi.org/10.3390/ma17040816
Meng Y, Zhang B, Wang J, Hong Z, Zhao H, Yan N, Hu L. Effects of Ni Content and Heat Treatment on the Properties, Microstructures, and Precipitates of Cu-0.2 wt% Be-x wt% Ni Alloys. Materials. 2024; 17(4):816. https://doi.org/10.3390/ma17040816
Chicago/Turabian StyleMeng, Yuhan, Bowen Zhang, Jinyun Wang, Zhenyu Hong, Hongliang Zhao, Na Yan, and Liang Hu. 2024. "Effects of Ni Content and Heat Treatment on the Properties, Microstructures, and Precipitates of Cu-0.2 wt% Be-x wt% Ni Alloys" Materials 17, no. 4: 816. https://doi.org/10.3390/ma17040816
APA StyleMeng, Y., Zhang, B., Wang, J., Hong, Z., Zhao, H., Yan, N., & Hu, L. (2024). Effects of Ni Content and Heat Treatment on the Properties, Microstructures, and Precipitates of Cu-0.2 wt% Be-x wt% Ni Alloys. Materials, 17(4), 816. https://doi.org/10.3390/ma17040816