

Study and Characterisation of Bimetallic Structure (316LSI and S275JR) Made by Hybrid CMT WAAM Process

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
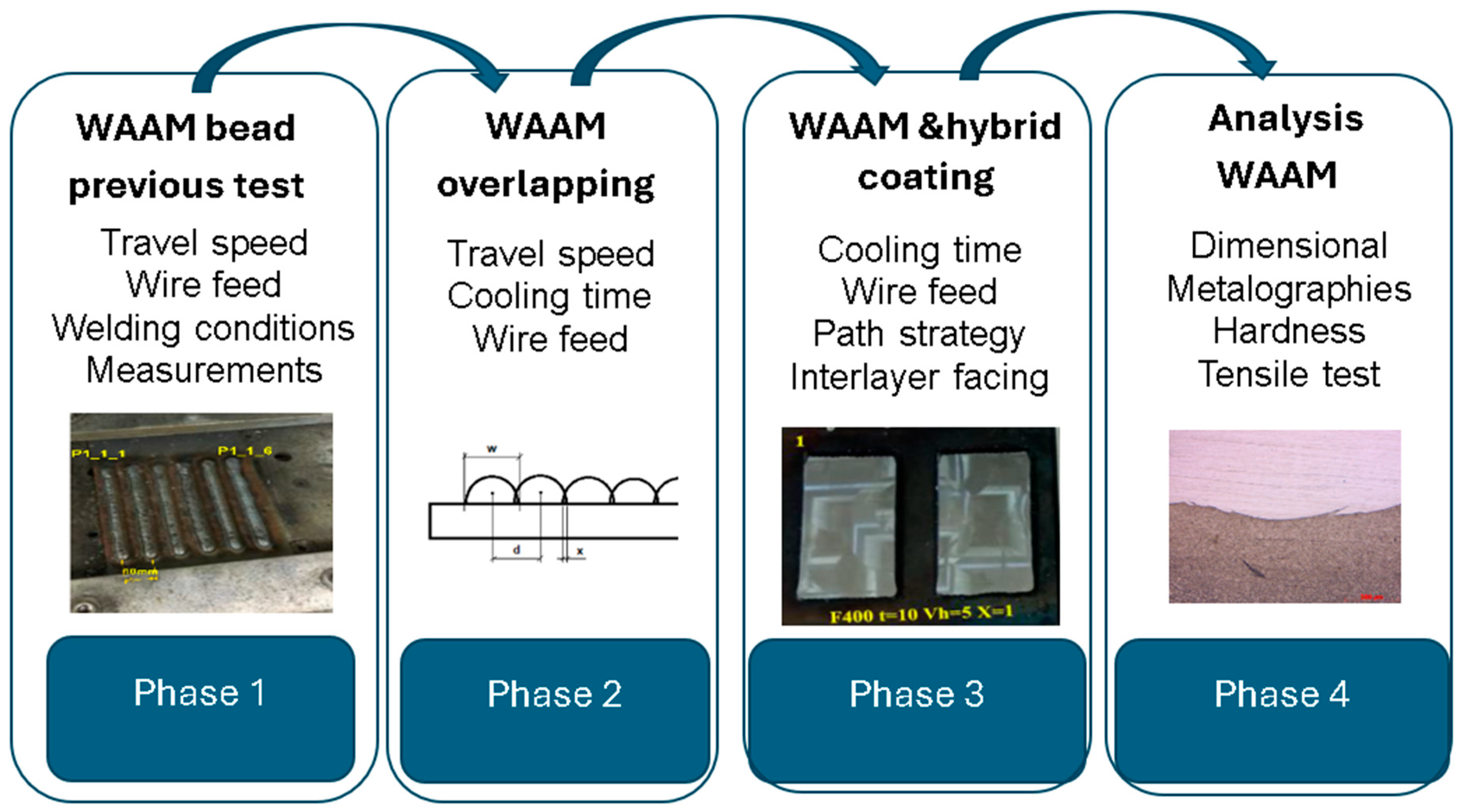
2.1. Experimental Plan
- First phase: previous experiments were carried out to choose the most suitable parameters for the weld bead. The selected welding parameters are wire feed (4, 5, and 6 m/min), arc correction (−25, −15, and 0%), and travel feed (from 150 to 500 mm/min). The fixed WAAM parameters were: CMT, two time modes, and argon gas flow rate of 10 l/min. These parameters are significantly different from those used by Huang et al. [28] due to the different targets. In this case, the target was to increase the ratio of deposition without minimal dispersion of bead shapes.
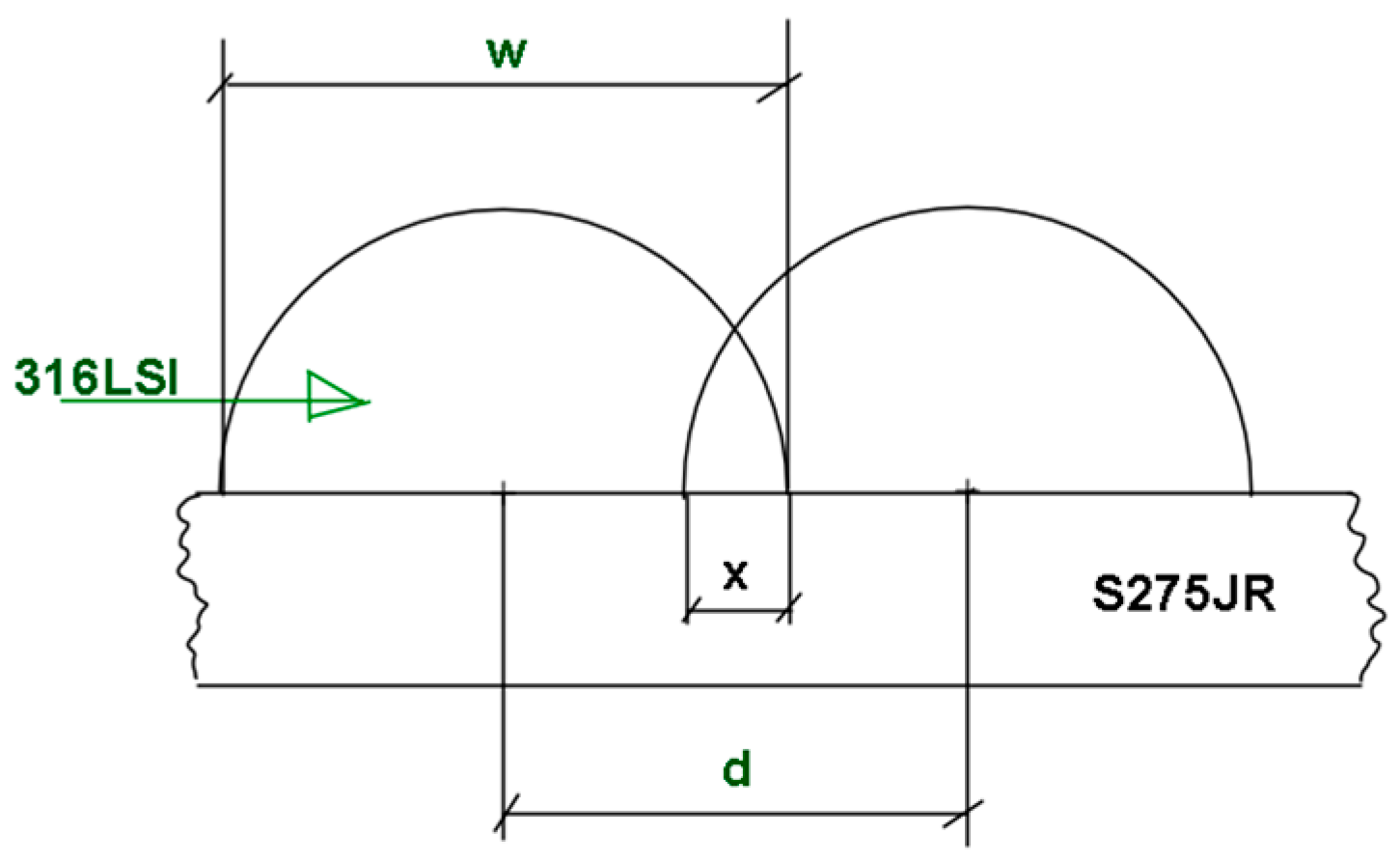
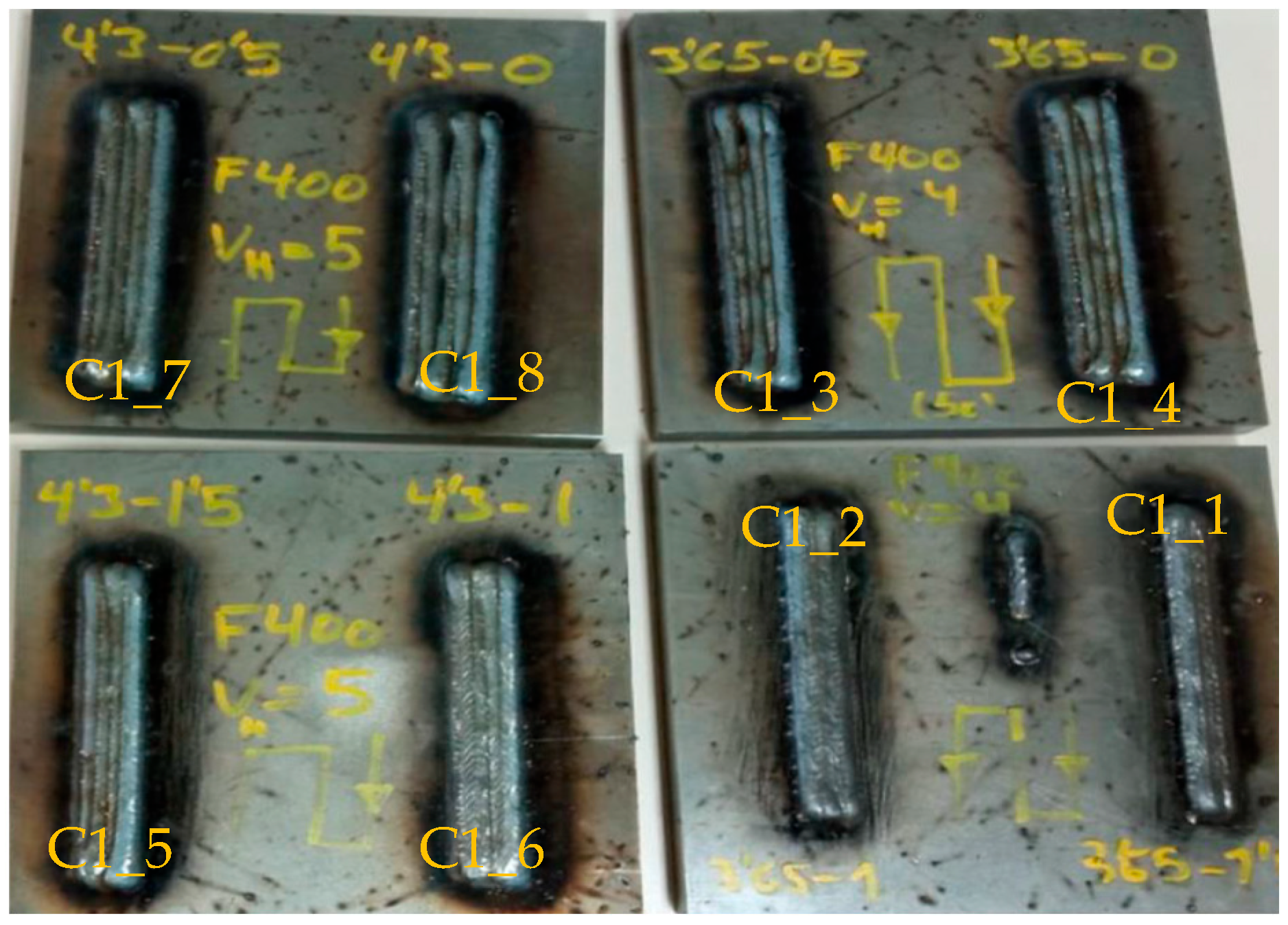
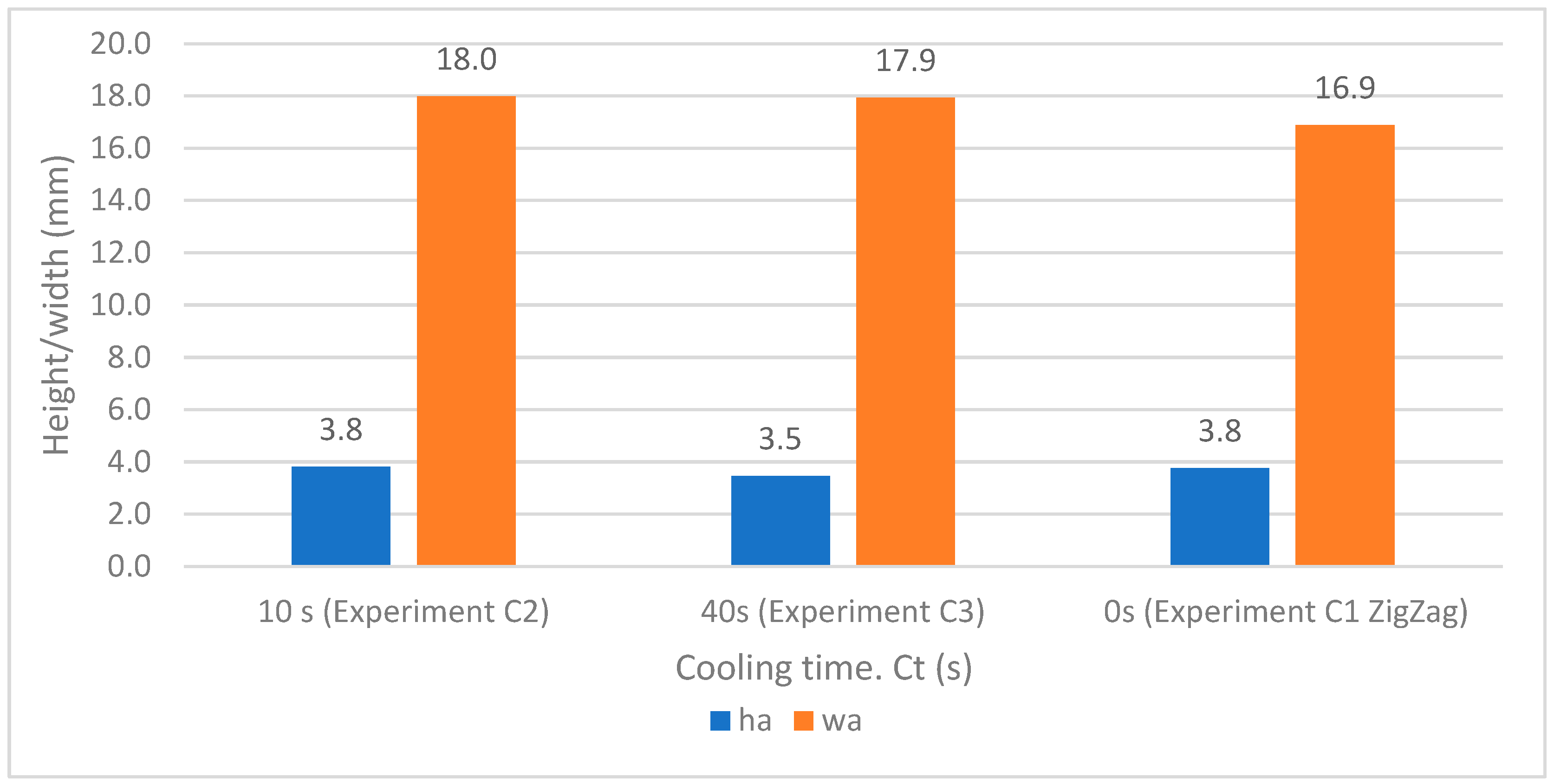
- Second phase: First coatings with parallel beads (C1, C2, and C3 experiments) were obtained with different strategies (zig zag, back and forth), overlap spacing, and cooling time.After obtaining these first samples, the manufacturing of the first layer of coatings from five parallel weld beads were carried out. The design of the experiments aims at choosing the best strategy, varying the overlapping (x = 0 mm, x = 0.5 mm, x = 1 mm, and x = 1.5 mm, where x is shown in Equation (1)), and the cooling time (10s and 40 s). Figure 2 shows the description of the relation between distance (d), width of bead (w) and overlapping (x)
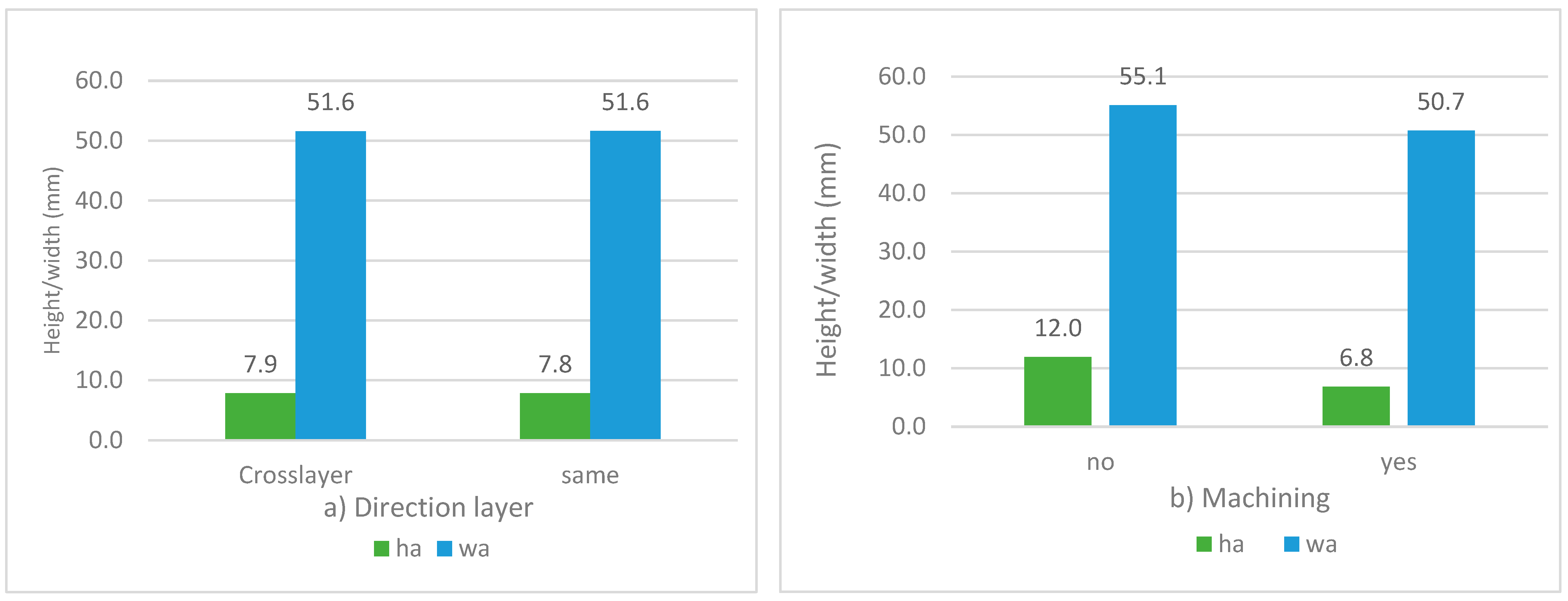
- Third phase: One first experiment (C4), was conducted with overlapping selected, 15 horizontal beads, and three vertical layers, one on top of the other, with two different vertical welding directions (same direction and cross direction) without machining. The last experiment (C5) was conducted with two vertical layers and two directions (same and cross direction), with face machining between layers. The machining had been conducted using a Microcut milling machine with CNC Fagor 8065 (Buffalo machinery Company Limited, Taichung City, Taiwan).
- Fourth phase: This phase includes dimensional measuring of all the beads, micrographs of selected beads, and selected samples from experiment C5, measuring the hardness of selected beads and conducting a tensile test of selected samples.
2.2. Materials
2.3. WAAM Equipment
2.4. Measurements
2.4.1. Dimensional Measurements
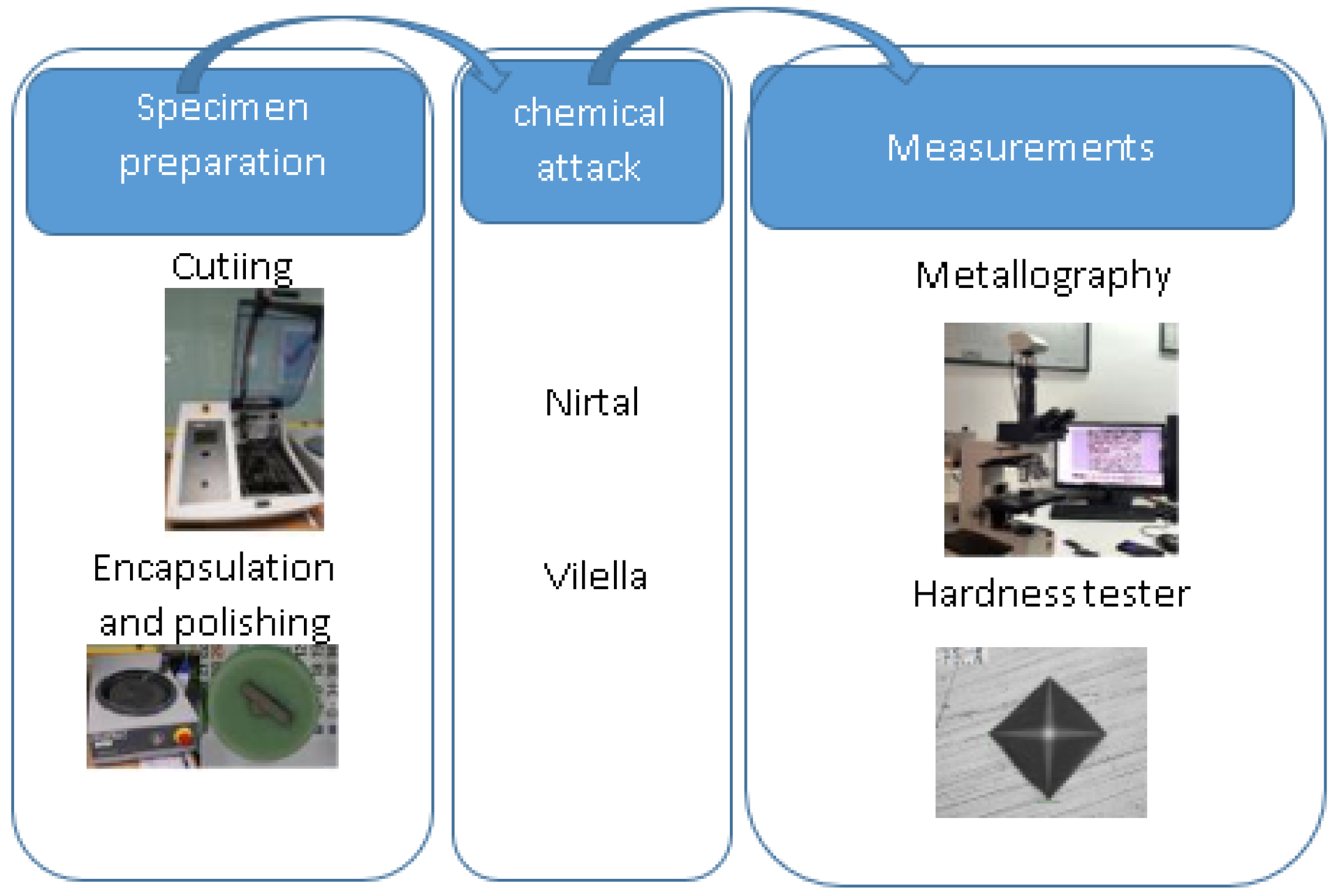
2.4.2. Metallography and Hardness
- 5 points in the filler material (316LSI), heat-affected zone (HAZ);
- 4 points in the base material, S275JR;
- 12 points measured at 316LSI near HAZ, HAZ, and S275JR near HAZ.
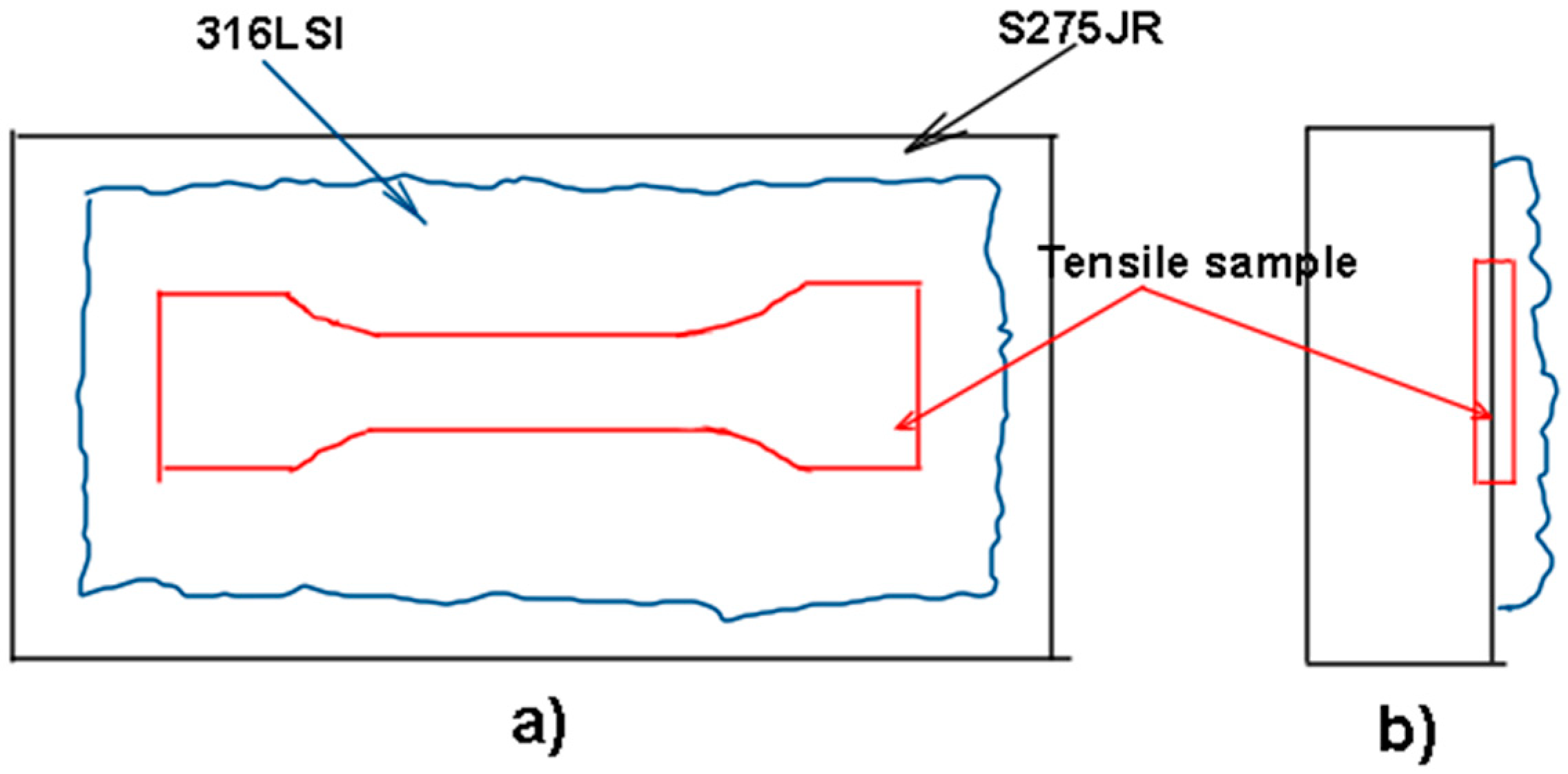
2.4.3. Tensile Test
3. Results and Discussion
3.1. Dimensional Analysis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Code | Wf (m/min) | Qw (mm3/s) | Ts (mm/min) | ha (mm) | hs (mm) | wa (mm) | ws (mm) | Sb (mm2) |
|---|---|---|---|---|---|---|---|---|---|
| Test 2 | P_1.2.2 | 4 | 52.36 | 200 | 4.3 | 0.5 | 7.0 | 0.4 | 15.7 |
| Test 2 | P_1.2.3 | 4 | 52.36 | 150 | 4.5 | 0.7 | 7.8 | 0.7 | 20.9 |
| Test 2 | P_1.2.4 | 4 | 52.36 | 300 | 3.2 | 0.8 | 5.2 | 0.2 | 10.5 |
| Test 2 | P_1.2.5 | 4 | 52.36 | 400 | 3.0 | 0.3 | 3.8 | 0.5 | 7.9 |
| Test 2 | P_1.2.6 | 4 | 52.36 | 500 | 2.7 | 0.4 | 3.5 | 0.5 | 6.3 |
| Test 5 | P_1_5.1 | 4 | 52.36 | 400 | 2.9 | 0.1 | 3.5 | 0.5 | 7.9 |
| Test 5 | P_1_5.2 | 5 | 65.45 | 400 | 3.3 | 0.3 | 4.3 | 0.4 | 9.8 |
- : Flow rate of material;
- : Wire feed;
- : Wire section;
- : Wire diameter.
- : Flow rate of bead deposition;
- : Bead section;
- : Travel speed.
3.2. Metallographs and Hardness Test
3.3. Tensile Test Results
4. Conclusions
- A methodological investigation has been carried out starting with welding beads of 316LSI on a S275JR plate, followed by overlapping five beads and conducting final experiments with several vertical layers.
- Optimal bead conditions have been established for wire speeds of 4 m/min and 5 m/min, and a process speed of 400 mm/min.
- The results of the overlap experiments show that the best deposition results are achieved with an overlap of 1 mm over an average bead width of 3.3 mm, i.e., a 28% overlap.
- It is noted that cooling time does not significantly influence the final geometry of the coatings.
- Regarding the path strategy, the Go&Forth technique is selected, with a cooling time of 10 s.
- In coating tests, the crossing factor of trajectories does not have a major influence on the dimensional behavior of the beads.
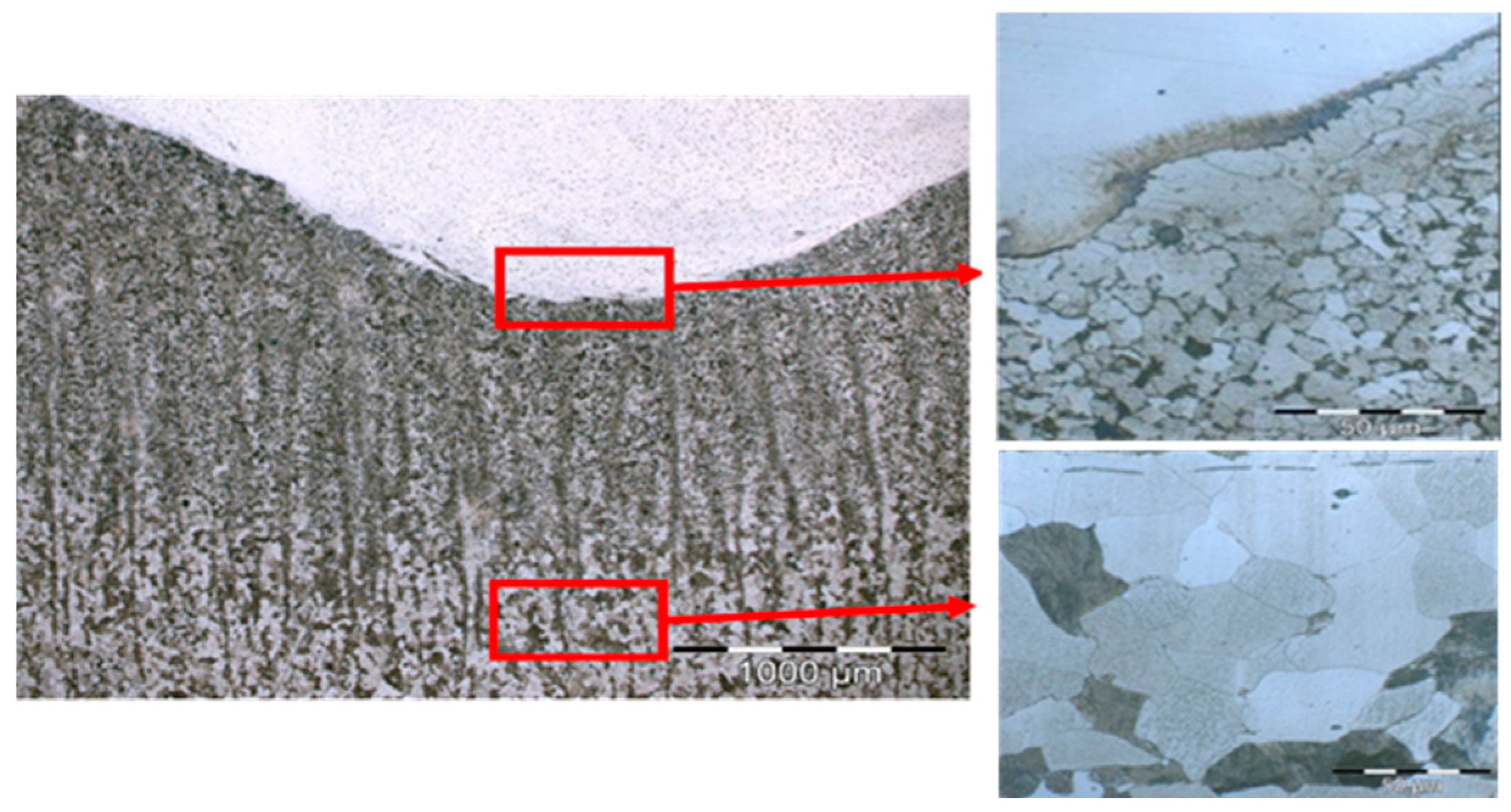
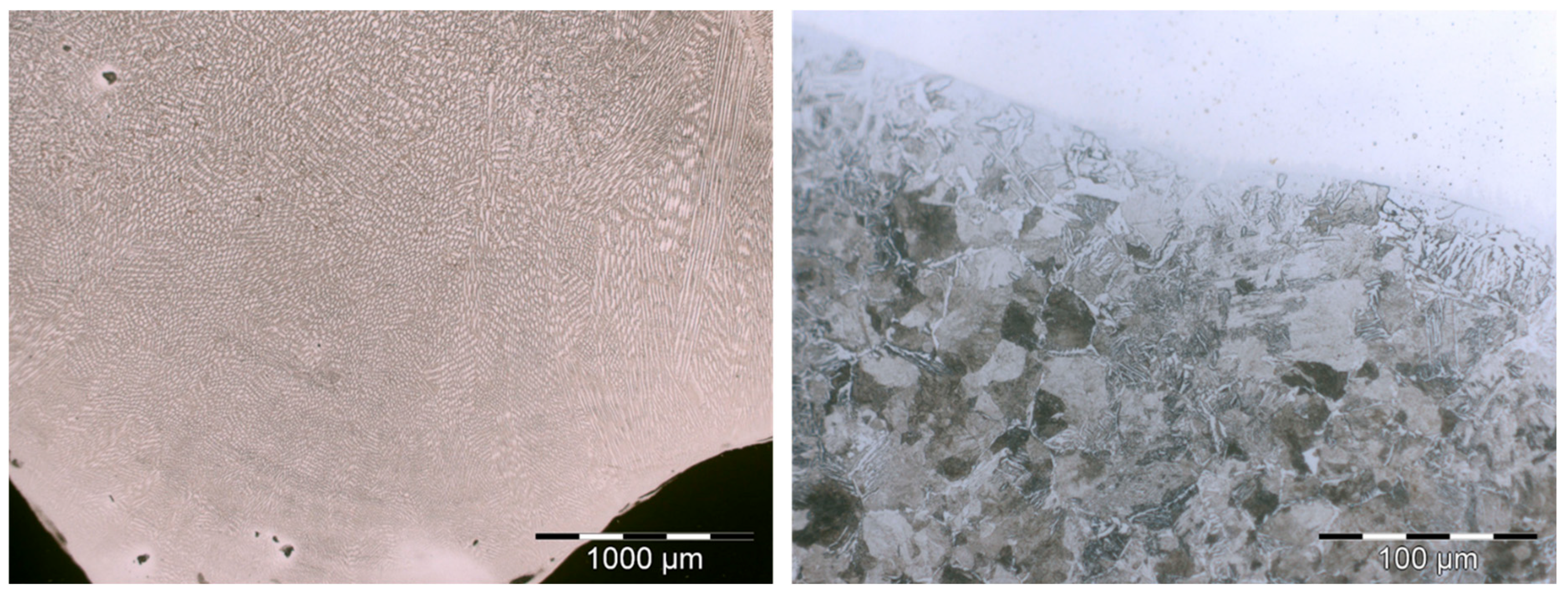
- Regarding metallographic analysis, the filler material presents an austenitic columnar structure. In the base material, a bainitic structure, inferred via grain refinement, was detected in the heat-affected zone (HAZ).
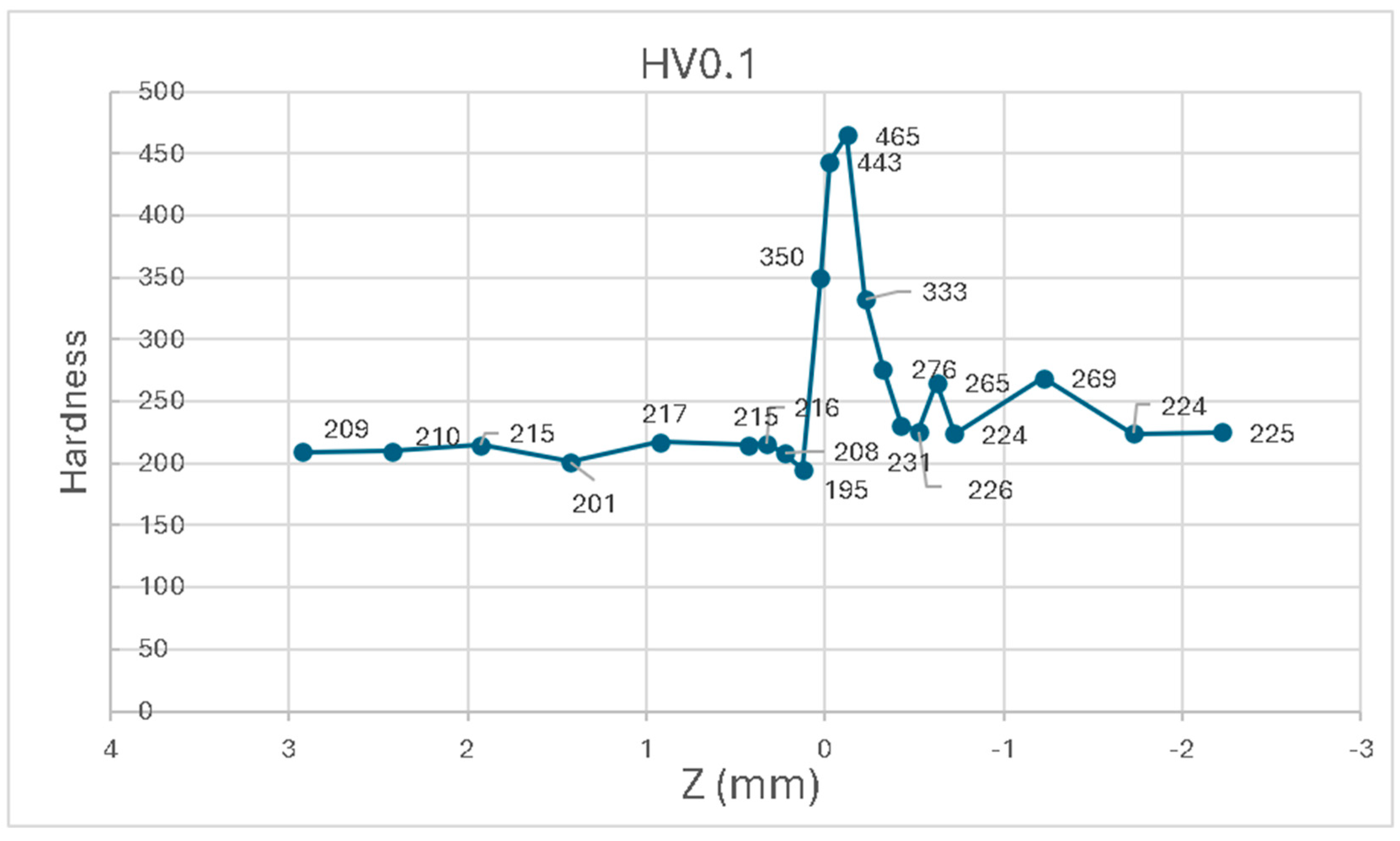
- An increase in hardness is observed in the heat-affected zone.
- When analyzing the two materials in the welding pair, the standard for S275 steel does not specify a grain size for the material; however, steels with a fine grain have a higher tensile strength, greater ductility, and are less distorted during welding. The solution of using low-energy welding, among other advantages, produces a lower overall alteration of the grain size in the HAZ, which favors a lower distortion of the grain size outside the fusion pool.
- Regarding austenitic stainless steel, grain size properties mainly affect its creep behaviour, so a larger grain size favours this property. However, here the authors are looking for corrosion protection, so a melt pool with a larger grain size would produce better corrosion behaviour, which is favoured, as explained in the introduction, by the use of cold-welding technology.
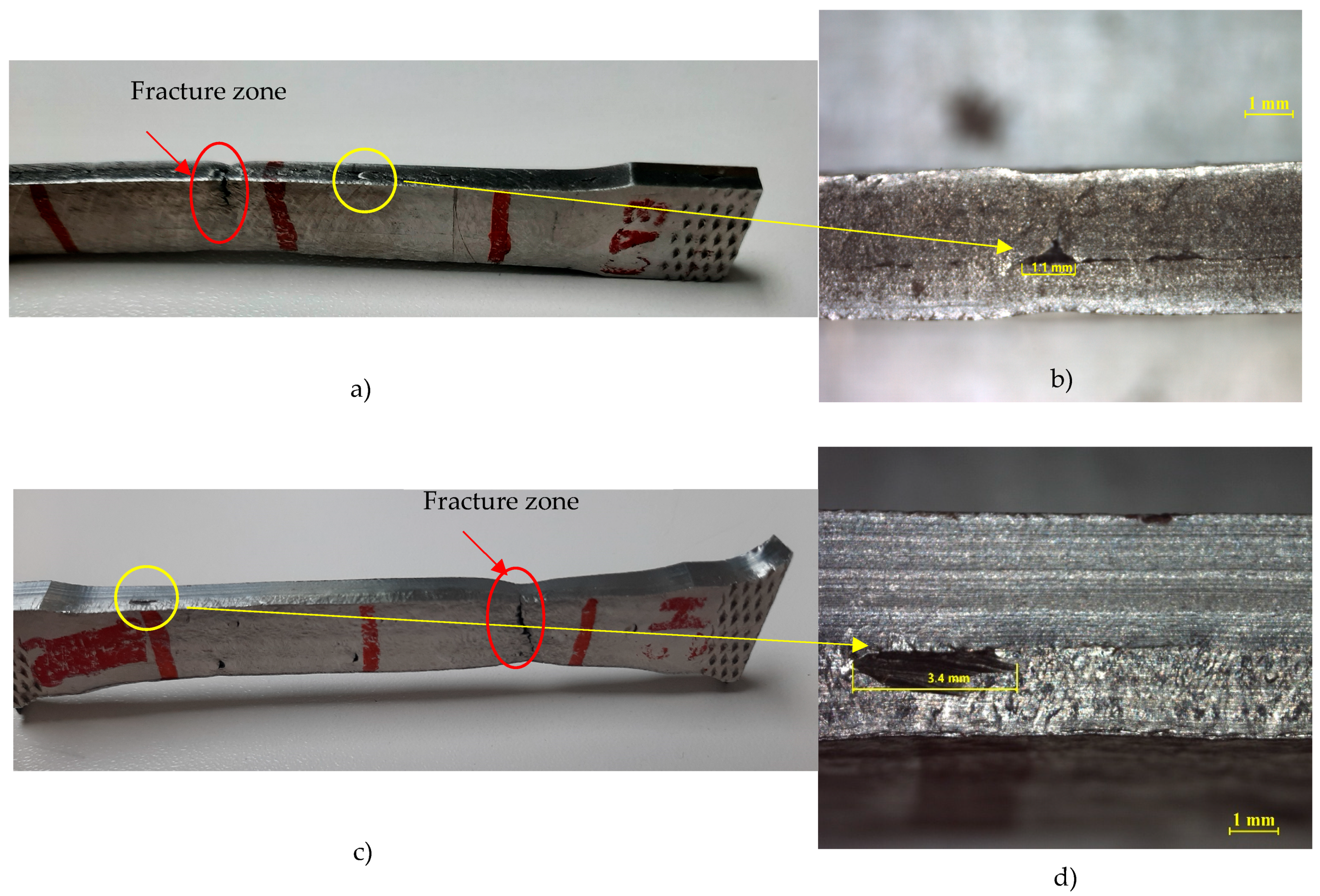
- In the results obtained from the tensile tests of the bimetallic material, an increase in mechanical strength and yield strength is observed in the tested specimens
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sartal, A.; Carou, D.; Davim, J.P. Enabling Technologies for the Successful Deployment of Industry 4.0; CRC Press: Boca Raton, FL, USA, 2020. [Google Scholar]
- ISO/ASTM 52900:2015(E); Standard Terminology for Additive Manufacturing—General Principles—Terminology. ISO/ASTM International: West Conshohocken, PA, USA, 2015.
- Wolff, S. Directed Energy Deposition. In Springer Handbook of Additive Manufacturing; Pei, E., Bernard, A., Gu, D., Klahn, C., Monzón, M., Petersen, M., Sun, T., Eds.; Springer International Publishing: Cham, Switzerland, 2023; pp. 459–474. ISBN 978-3-031-20752-5. [Google Scholar]
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of Wire and Arc Additive Manufacturing (WAAM) Process Parameters on Bead Geometry and Microstructure. Addit. Manuf. 2019, 26, 138–146. [Google Scholar] [CrossRef]
- González, J.; Rodríguez, I.; Prado-Cerqueira, J.-L.; Diéguez, J.L.; Pereira, A. Additive Manufacturing with GMAW Welding and CMT Technology. Procedia Manuf. 2017, 13, 840–847. [Google Scholar] [CrossRef]
- Pereira, A.; Carou, D.; Fenollera, M.; Prado, T.; Gapiński, B.; Wieczorowski, M. Experimental Study on the Manufacturing of Steel Inclined Walls by Directed Energy Deposition Based on Dimensional and 3D Surface Roughness Measurements. Materials 2022, 15, 4994. [Google Scholar] [CrossRef] [PubMed]
- Vinoth, V.; Sathiyamurthy, S.; Natarajan, U.; Venkatkumar, D.; Prabhakaran, J.; Sanjeevi Prakash, K. Examination of Microstructure Properties of AISI 316L Stainless Steel Fabricated by Wire Arc Additive Manufacturing. Mater. Today Proc. 2022, 66, 702–706. [Google Scholar] [CrossRef]
- Vinoth, V.; Sathiyamurthy, S.; Prabhakaran, J.; Vardhan, H.; Sundaravignesh, S. Tensile, Hardness, XRD and Surface Vonmises Stress of 316 L Stainless Steel Built by Wire Arc Additive Manufacturing (WAAM). J. Manuf. Eng. 2022, 17, 98–103. [Google Scholar] [CrossRef]
- Vora, J.; Parmar, H.; Chaudhari, R.; Khanna, S.; Doshi, M.; Patel, V. Experimental Investigations on Mechanical Properties of Multi-Layered Structure Fabricated by GMAW-Based WAAM of SS316L. J. Mater. Res. Technol. 2022, 20, 2748–2757. [Google Scholar] [CrossRef]
- Vu, D.; Le, V.T. Metallurgical Characterization of SS 316L Repurposed by Wire Plus Arc Additive Manufacturing. Int. J. Eng. Technol. Innov. 2023, 13, 189–202. [Google Scholar] [CrossRef]
- Suárez, A.; Panfilo, A.; Aldalur, E.; Veiga, F.; Gomez, P. Microstructure and Mechanical Properties of Mild Steel-Stainless Steel Bimetallic Structures Built Using Wire Arc Additive Manufacturing. CIRP J. Manuf. Sci. Technol. 2022, 38, 769–773. [Google Scholar] [CrossRef]
- Rajesh Kannan, A.; Mohan Kumar, S.; Pramod, R.; Pravin Kumar, N.; Siva Shanmugam, N.; Palguna, Y. Microstructure and Mechanical Properties of Wire Arc Additive Manufactured Bi-Metallic Structure. Sci. Technol. Weld. Join. 2020, 26, 47–57. [Google Scholar] [CrossRef]
- Wu, B.; Qiu, Z.; Pan, Z.; Carpenter, K.; Wang, T.; Ding, D.; Van Duin, S.; Li, H. Enhanced Interface Strength in Steel-Nickel Bimetallic Component Fabricated Using Wire Arc Additive Manufacturing with Interweaving Deposition Strategy. J. Mater. Sci. Technol. 2020, 52, 226–234. [Google Scholar] [CrossRef]
- Tomar, B.; Shiva, S. Analysis of AISI 316L-Ti Graded Deposition Fabricated by Wire and Arc Additive Manufacturing. Trans. Indian. Inst. Met. 2024, 77, 279–285. [Google Scholar] [CrossRef]
- Gürol, U.; Dilibal, S.; Turgut, B.; Baykal, H.; Kümek, H.; Koçak, M. Manufacturing and characterizaton of waam-based bimetallic cutting tool. Int. J. 3D Print. Technol. Digit. Ind. 2022, 6, 548–555. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Cipriano Farias, F.W.; Zhang, K.; Shamsolhodaei, A.; Shen, J.; Zhou, N.; Schell, N.; Capek, J.; Polatidis, E.; Santos, T.G.; et al. Wire and Arc Additive Manufacturing of 316L Stainless Steel/Inconel 625 Functionally Graded Material: Development and Characterization. J. Mater. Res. Technol. 2022, 21, 237–251. [Google Scholar] [CrossRef]
- Saha, M.K.; Hazra, R.; Mondal, A.; Das, S. Effect of Heat Input on Geometry of Austenitic Stainless Steel Weld Bead on Low Carbon Steel. J. Inst. Eng. Ser. C 2019, 100, 607–615. [Google Scholar] [CrossRef]
- Murugan, N.; Palani, P.K. Optimization Ot Bead Geometry in Automatic Stainless Steel Cladding by MIG Welding Using a Genetic Algorithm. J. Inst. Eng. Part PR Prod. Eng. Div. 2004, 84, 49–54. [Google Scholar]
- Wieczorowski, M.; Yago, I.P.; Alejandro, P.D.; Gapiński, B.; Budzik, G.; Diering, M. Comparison of Measurements Realized on Computed Tomograph and Optical Scanners for Elements Manufactured by Wire Arc Additive Manufacturing. In Proceedings of the International Scientific-Technical Conference Manufacturing, Valencia, Spain, 10–12 March 2022; pp. 127–141. [Google Scholar] [CrossRef]
- Karim, M.A.; Jadhav, S.; Kannan, R.; Pierce, D.; Lee, Y.; Nandwana, P.; Kim, D.B. Investigating Stainless Steel/Aluminum Bimetallic Structures Fabricated by Cold Metal Transfer (CMT)-Based Wire-Arc Directed Energy Deposition. Addit. Manuf. 2024, 81, 104015. [Google Scholar] [CrossRef]
- Grzesik, W.; Ruszaj, A. Hybrid Manufacturing Processes: Physical Fundamentals, Modelling and Rational Applications; Springer: Cham, Switzerland, 2021; Volume 1. [Google Scholar]
- Pragana, J.P.M.; Sampaio, R.F.V.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Hybrid Metal Additive Manufacturing: A State–of–the-Art Review. Adv. Ind. Manuf. Eng. 2021, 2, 100032. [Google Scholar] [CrossRef]
- Chen, Y.H.; Song, Y. Development of a Layer Based Machining System. CAD Comput. Aided Des. 2001, 33, 331–342. [Google Scholar] [CrossRef]
- Sun, S.H.; Ishimoto, T.; Hagihara, K.; Tsutsumi, Y.; Hanawa, T.; Nakano, T. Excellent Mechanical and Corrosion Properties of Austenitic Stainless Steel with a Unique Crystallographic Lamellar Microstructure via Selective Laser Melting. Scr. Mater. 2019, 159, 89–93. [Google Scholar] [CrossRef]
- Revilla, R.I.; Wouters, B.; Andreatta, F.; Lanzutti, A.; Fedrizzi, L.; De Graeve, I. EIS Comparative Study and Critical Equivalent Electrical Circuit (EEC) Analysis of the Native Oxide Layer of Additive Manufactured and Wrought 316L Stainless Steel. Corros. Sci. 2020, 167, 108480. [Google Scholar] [CrossRef]
- Sander, G.; Thomas, S.; Cruz, V.; Jurg, M.; Birbilis, N.; Gao, X.; Brameld, M.; Hutchinson, C.R. On The Corrosion and Metastable Pitting Characteristics of 316L Stainless Steel Produced by Selective Laser Melting. J. Electrochem. Soc. 2017, 164, C250–C257. [Google Scholar] [CrossRef]
- Collazo, A.; Figueroa, R.; Pérez, C.; Nóvoa, X.R. Effect of Laser Speed and Hatch Spacing on the Corrosion Behavior of 316L Stainless Steel Produced by Selective Laser Melting. Materials 2022, 15, 1353. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Yang, L.; Xin, Q. Novel Geometrical Model and Design Mechanical Parameters for CMT-WAAM Stainless Steel. J. Constr. Steel Res. 2023, 210, 108071. [Google Scholar] [CrossRef]
- EN10025-1; Hot rolled products of structural steels—Part 1: General technical delivery conditions. European Committee for Standardization: Brussels, Belgium, 2004.
- Wieczorowski, M.; Pereira, A.; Carou, D.; Gapinski, B.; Ramírez, I. Characterization of 5356 Aluminum Walls Produced by Wire Arc Additive Manufacturing (WAAM). Materials 2023, 16, 2570. [Google Scholar] [CrossRef] [PubMed]
- ISO 6507-1:2018; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. ISO: Geneva, Switzerland, 2018.
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019.
- Sahu, A.; Raheem, A.; Masanta, M.; Sahoo, C.K. On the Constancy in Wear Characteristic of Large Area TiC–Ni Coating Developed by Overlapping of TIG Arc Scanning. Tribol. Int. 2020, 151, 106501. [Google Scholar] [CrossRef]
- Sales, A.; Kotousov, A.; Perilli, E.; Yin, L. Improvement of the Fatigue Resistance of Super Duplex Stainless-Steel (SDSS) Components Fabricated by Wire Arc Additive Manufacturing (WAAM). Metals 2022, 12, 1548. [Google Scholar] [CrossRef]
- Wang, L.; Xue, J.; Wang, Q. Correlation between Arc Mode, Microstructure, and Mechanical Properties during Wire Arc Additive Manufacturing of 316L Stainless Steel. Mater. Sci. Eng. A 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Abaspour, S.; Palanisamy, S.; Matthews, N.; Dargusch, M.S. Metallurgical and Geometrical Characterisation of the 316L Stainless Steel Clad Deposited on a Mild Steel Substrate. Surf. Coat. Technol. 2017, 327, 174–184. [Google Scholar] [CrossRef]
- Andrade, D.G.; Tankova, T.; Zhu, C.; Branco, R.; da Silva, L.S.; Rodrigues, D.M. Mechanical Properties of 3D Printed CMT-WAAM 316 LSi Stainless Steel Walls. J. Constr. Steel Res. 2024, 215, 108527. [Google Scholar] [CrossRef]
- Chen, B.; Su, Y.; Xie, Z.; Tan, C.; Feng, J. Development and Characterization of 316L/Inconel625 Functionally Graded Material Fabricated by Laser Direct Metal Deposition. Opt. Laser Technol. 2020, 123, 105916. [Google Scholar] [CrossRef]
- Motwani, A.; Kumar, A.; Puri, Y.; Lautre, N.K. Mechanical Characteristics and Microstructural Investigation of CMT Deposited Bimetallic SS316LSi-IN625 Thin Wall for WAAM. Weld. World 2023, 67, 967–980. [Google Scholar] [CrossRef]
- Masek, P.; Fornusek, T.; Zeman, P.; Bucko, M.; Smolik, J.; Heinrich, P. Machinability the Aisi 316 Stainless Steel after Processing by Various Methods of 3D Printing. MM Sci. J. 2019, 2019, 3338–3346. [Google Scholar] [CrossRef]
- Hossein Nedjad, S.; Yildiz, M.; Saboori, A. Solidification Behaviour of Austenitic Stainless Steels during Welding and Directed Energy Deposition. Sci. Technol. Weld. Join. 2023, 28, 1–17. [Google Scholar] [CrossRef]
- Dash, A.; Squires, L.; Avila, J.D.; Bose, S.; Bandyopadhyay, A. Influence of Active Cooling on Microstructure and Mechanical Properties of Wire Arc Additively Manufactured Mild Steel. Front. Mech. Eng. 2023, 9, 1130407. [Google Scholar] [CrossRef]
- Kelly, F.S.; Sha, W. A Comparison of the Mechanical Properties of Fire-Resistant and S275 Structural Steels. J. Constr. Steel Res. 1999, 50, 223–233. [Google Scholar] [CrossRef]
- Kabaldin, Y.; Shatagin, D.; Ryabov, D.; Solovyov, A.; Kurkin, A. Microstructure, Phase Composition, and Mechanical Properties of a Layered Bimetallic Composite ER70S-6-ER309LSI Obtained by the WAAM Method. Metals 2023, 13, 851. [Google Scholar] [CrossRef]







| C | Mn | Si | Ni | Cr | Mo | Cu | V | Co |
|---|---|---|---|---|---|---|---|---|
| 0.03 max | 1.99 | 0.65–1.0 | 11.52 | 16.55 | 2.90 | 0.17 | 0.08 | 0.56 |
| C | Si | Mn | P | S | Ni | Cr | Mo | Cu | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0.08 | 0.22 | 0.57 | 0.025 | 0.017 | 0.14 | 0.1 | 0.02 | 0.5 | 0.002 |
| Code | h_b | v_l | ov_l (mm) | p_st | ct (s) | Cross Layer | mch | wf (m/min) | ha (mm) | hs (mm) | wa (mm) | ws (mm) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C1_1 | 5 | 1 | 1.5 | ZigZag | No | 4 | 4.3 | 0.3 | 13.1 | 0.5 | ||
| C1_2 | 5 | 1 | 1 | ZigZag | No | 4 | 3.9 | 0.3 | 15.0 | 0.6 | ||
| C1_3 | 5 | 1 | 0.5 | ZigZag | No | 4 | 3.5 | 0.1 | 16.2 | 1.0 | ||
| C1_4 | 5 | 1 | 0 | ZigZag | No | 4 | 3.4 | 0.1 | 17.1 | 0.8 | ||
| C1_5 | 5 | 1 | 1.5 | ZigZag | No | 5 | 4.4 | 0.2 | 15.7 | 0.9 | ||
| C1_6 | 5 | 1 | 1 | ZigZag | No | 5 | 4.0 | 0.3 | 17.4 | 0.1 | ||
| C1_7 | 5 | 1 | 0.5 | ZigZag | No | 5 | 3.5 | 0.2 | 19.4 | 0.4 | ||
| C1_8 | 5 | 1 | 0 | ZigZag | No | 5 | 3.3 | 0.1 | 21.1 | 0.7 | ||
| C2_1 | 5 | 1 | 1.5 | Go&Forth | 10 | No | 4 | 4.4 | 0.5 | 13.7 | 0.8 | |
| C2_2 | 5 | 1 | 1 | Go&Forth | 10 | No | 4 | 3.9 | 0.4 | 15.5 | 0.6 | |
| C2_3 | 5 | 1 | 0.5 | Go&Forth | 10 | No | 4 | 3.5 | 0.2 | 16.6 | 1.5 | |
| C2_4 | 5 | 1 | 0 | Go&Forth | 10 | No | 4 | 3.4 | 0.4 | 19.5 | 0.9 | |
| C2_5 | 5 | 1 | 1.5 | Go&Forth | 10 | No | 5 | 4.7 | 0.4 | 16.9 | 0.8 | |
| C2_6 | 5 | 1 | 1 | Go&Forth | 10 | No | 5 | 4.0 | 0.4 | 18.3 | 0.3 | |
| C2_7 | 5 | 1 | 0.5 | Go&Forth | 10 | No | 5 | 3.3 | 0.1 | 20.4 | 0.4 | |
| C2_8 | 5 | 1 | 0 | Go&Forth | 10 | No | 5 | 3.3 | 0.3 | 23.0 | 0.6 | |
| C3_1 | 5 | 1 | 1.5 | Go&Forth | 40 | No | 4 | 3.7 | 0.3 | 14.4 | 0.6 | |
| C3_2 | 5 | 1 | 1 | Go&Forth | 40 | No | 4 | 3.9 | 0.1 | 15.3 | 0.7 | |
| C3_3 | 5 | 1 | 0.5 | Go&Forth | 40 | No | 4 | 2.9 | 0.4 | 16.9 | 0.3 | |
| C3_4 | 5 | 1 | 0 | Go&Forth | 40 | No | 4 | 3.0 | 0.2 | 19.2 | 0.4 | |
| C3_5 | 5 | 1 | 1.5 | Go&Forth | 40 | No | 5 | 4.2 | 0.1 | 16.5 | 0.7 | |
| C3_6 | 5 | 1 | 1 | Go&Forth | 40 | No | 5 | 3.6 | 0.3 | 18.7 | 0.7 | |
| C3_7 | 5 | 1 | 0.5 | Go&Forth | 40 | No | 5 | 3.0 | 0.1 | 20.2 | 0.5 | |
| C3_8 | 5 | 1 | 0 | Go&Forth | 40 | No | 5 | 3.4 | 0.2 | 22.3 | 0.4 | |
| C4_1 | 15 | 1 | 1 | Go&Forth | 10 | No | 5 | 3.9 | 0.4 | 55.0 | 1.0 | |
| C4_2 | 15 | 1 | 1 | Go&Forth | 10 | No | 5 | 4.0 | 0.3 | 55.0 | 1.0 | |
| C4_3 | 15 | 2 | 1 | Go&Forth | 10 | Cr_layer | No | 5 | 8.0 | 0.7 | 55.0 | 1.0 |
| C4_4 | 15 | 2 | 1 | Go&Forth | 10 | Same | No | 5 | 7.9 | 0.6 | 55.1 | 1.0 |
| C4_5 | 15 | 3 | 1 | Go&Forth | 10 | Cr_layer | No | 5 | 12.1 | 0.9 | 55.1 | 1.0 |
| C4_6 | 15 | 3 | 1 | Go&Forth | 10 | Same | No | 5 | 11.8 | 1.0 | 55.1 | 1.0 |
| C5_1 | 15 | 1 | 1 | Go&Forth | 10 | No | 5 | 3.9 | 0.4 | 55.0 | 1.1 | |
| C5_2 | 15 | 1 | 1 | Go&Forth | 10 | No | 5 | 4.0 | 0.3 | 55.0 | 1.0 | |
| C5_3 | 15 | 1 | 1 | Go&Forth | 10 | No | 4 | 3.9 | 0.4 | 46.4 | 1.7 | |
| C5_4 | 15 | 1 | 1 | Go&Forth | 10 | No | 4 | 3.9 | 0.4 | 46.3 | 1.7 | |
| C5_5 | 15 | 2 | 1 | Go&Forth | 10 | Same | Yes | 5 | 7.4 | 0.3 | 55.0 | 1.0 |
| C5_6 | 15 | 2 | 1 | Go&Forth | 10 | Same | Yes | 5 | 7.3 | 0.3 | 55.0 | 1.1 |
| C5_7 | 15 | 2 | 1 | Go&Forth | 10 | Same | Yes | 4 | 6.3 | 0.3 | 46.5 | 1.4 |
| C5_8 | 15 | 2 | 1 | Go&Forth | 10 | Same | Yes | 4 | 6.3 | 0.3 | 46.5 | 1.4 |
| C5_9 | 15 | 2 | 1 | Go&Forth | 10 | Cr_layer | Yes | 5 | 7.3 | 0.3 | 55.0 | 1.0 |
| C5_10 | 15 | 2 | 1 | Go&Forth | 10 | Cr_layer | Yes | 5 | 7.3 | 0.3 | 55.0 | 1.0 |
| C5_11 | 15 | 2 | 1 | Go&Forth | 10 | Cr_layer | Yes | 4 | 6.3 | 0.3 | 46.5 | 1.4 |
| C5_12 | 15 | 2 | 1 | Go&Forth | 10 | Cr_layer | Yes | 4 | 6.3 | 0.3 | 46.3 | 1.7 |
| Zone | Points | Z (mm) | HV0.1 | HRc |
|---|---|---|---|---|
 | 1 | 2.925 | 209 | 14.7 |
| 2 | 2.425 | 210 | 14.3 | |
| 3 | 1.925 | 215 | 15.7 | |
| 4 | 1.425 | 201 | 13.1 | |
| 5 | 0.925 | 217 | 16.3 | |
| 6 | 0.425 | 215 | 15.8 | |
| 7 | 0.325 | 216 | 15.9 | |
| 8 | 0.225 | 208 | 14.5 | |
| 9 | 0.125 | 195 | 11.9 | |
| 10 | 0.025 | 350 | 35.5 | |
| 11 | −0.025 | 443 | 44.7 | |
| 12 | −0.125 | 465 | 46.5 | |
| 13 | −0.225 | 333 | 33.6 | |
| 14 | −0.325 | 276 | 26.6 | |
| 15 | −0.425 | 231 | 18.6 | |
| 16 | −0.525 | 226 | 17.8 | |
| 17 | −0.625 | 265 | 24.8 | |
| 18 | −0.725 | 224 | 17.5 | |
| 19 | −1.225 | 269 | 25.4 | |
| 20 | −1.725 | 224 | 17.5 | |
| 21 | −2.225 | 225 | 17.6 |
| From Sample | Tension Sample | Thickness (mm) | Section (mm2) | Fmax (N) | Yield Stress (MPa) | Ultimate Stress (MPa) | Strain (%) |
|---|---|---|---|---|---|---|---|
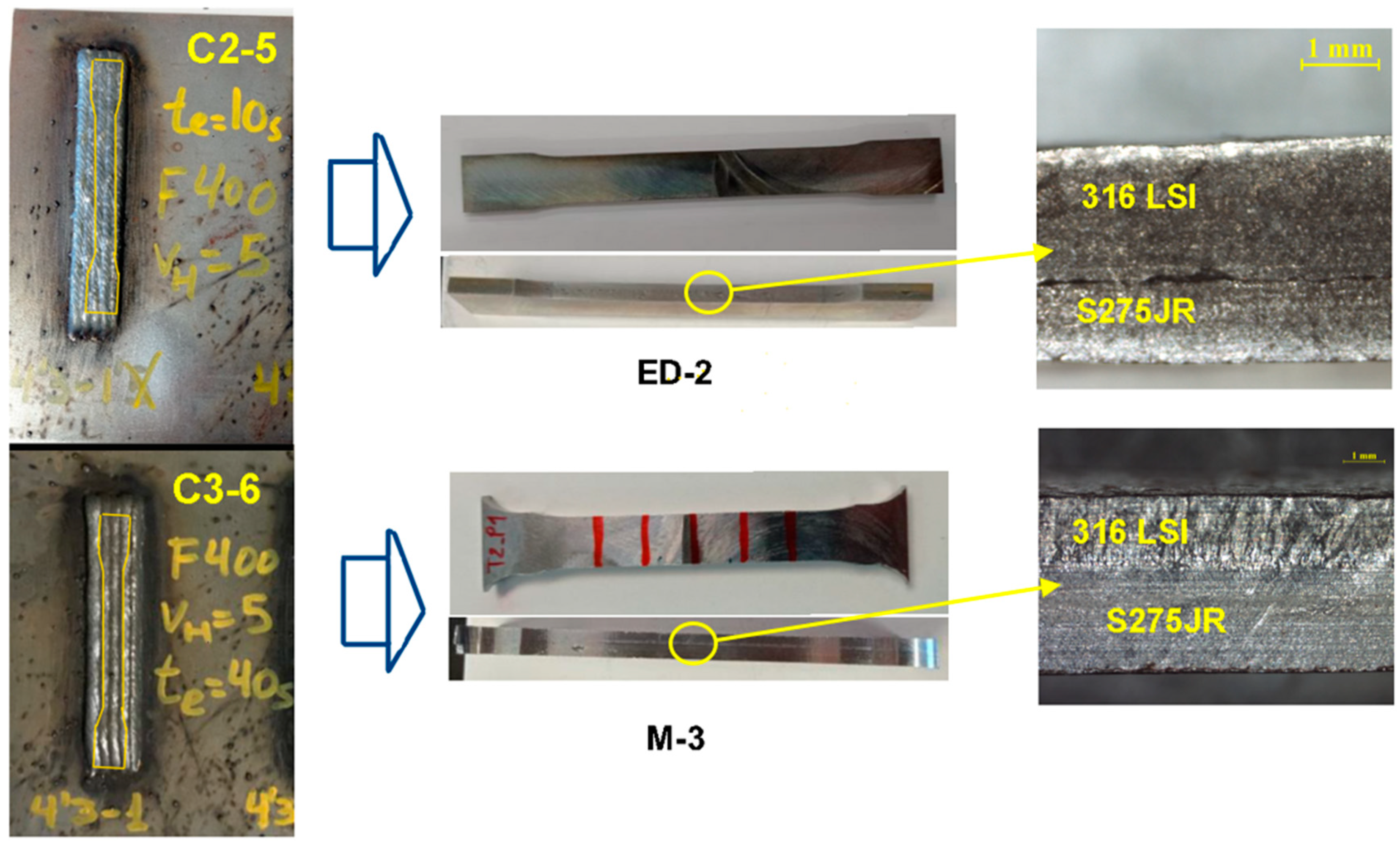
| C2-7 | ED_1 | 3.4 | 38.1 | 23,628.1 | 415.6 | 620.5 | 15.0 |
| C2-5 | ED_2 | 3.3 | 37.9 | 23,724.2 | 423.2 | 623.0 | 22.5 |
| C3-6 | M_3 | 4.9 | 55.9 | 33,827.2 | 416.6 | 604.6 | 22.5 |
| C2-6 | M_4 | 4.8 | 56.0 | 31,393.8 | ---- | 560.6 | 19.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pereira, A.; Alonso, A.; Hernández, P.; Martínez, J.; Alvarez, D.; Wieczorowski, M. Study and Characterisation of Bimetallic Structure (316LSI and S275JR) Made by Hybrid CMT WAAM Process. Materials 2024, 17, 5422. https://doi.org/10.3390/ma17225422
Pereira A, Alonso A, Hernández P, Martínez J, Alvarez D, Wieczorowski M. Study and Characterisation of Bimetallic Structure (316LSI and S275JR) Made by Hybrid CMT WAAM Process. Materials. 2024; 17(22):5422. https://doi.org/10.3390/ma17225422
Chicago/Turabian StylePereira, Alejandro, Antonio Alonso, Primo Hernández, Javier Martínez, David Alvarez, and Michal Wieczorowski. 2024. "Study and Characterisation of Bimetallic Structure (316LSI and S275JR) Made by Hybrid CMT WAAM Process" Materials 17, no. 22: 5422. https://doi.org/10.3390/ma17225422
APA StylePereira, A., Alonso, A., Hernández, P., Martínez, J., Alvarez, D., & Wieczorowski, M. (2024). Study and Characterisation of Bimetallic Structure (316LSI and S275JR) Made by Hybrid CMT WAAM Process. Materials, 17(22), 5422. https://doi.org/10.3390/ma17225422