
Effect of Interlayer Temperature on Microstructure and Properties of High-Strength Low-Alloy Steel Manufactured Using Submerged-Arc Additive Manufacturing (SAAM)

Abstract
1. Introduction
2. Materials and Methods
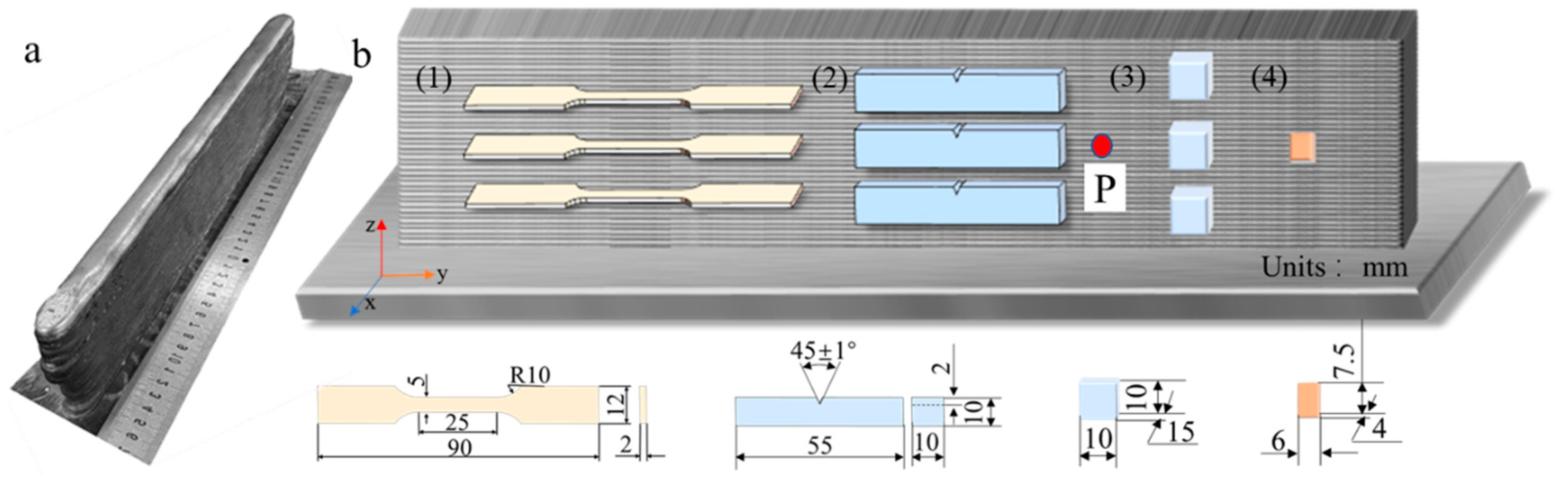
2.1. Materials and SAAM Procedures
2.2. Microstructure Characterization
2.3. Mechanical Testing
3. Results and Discussion
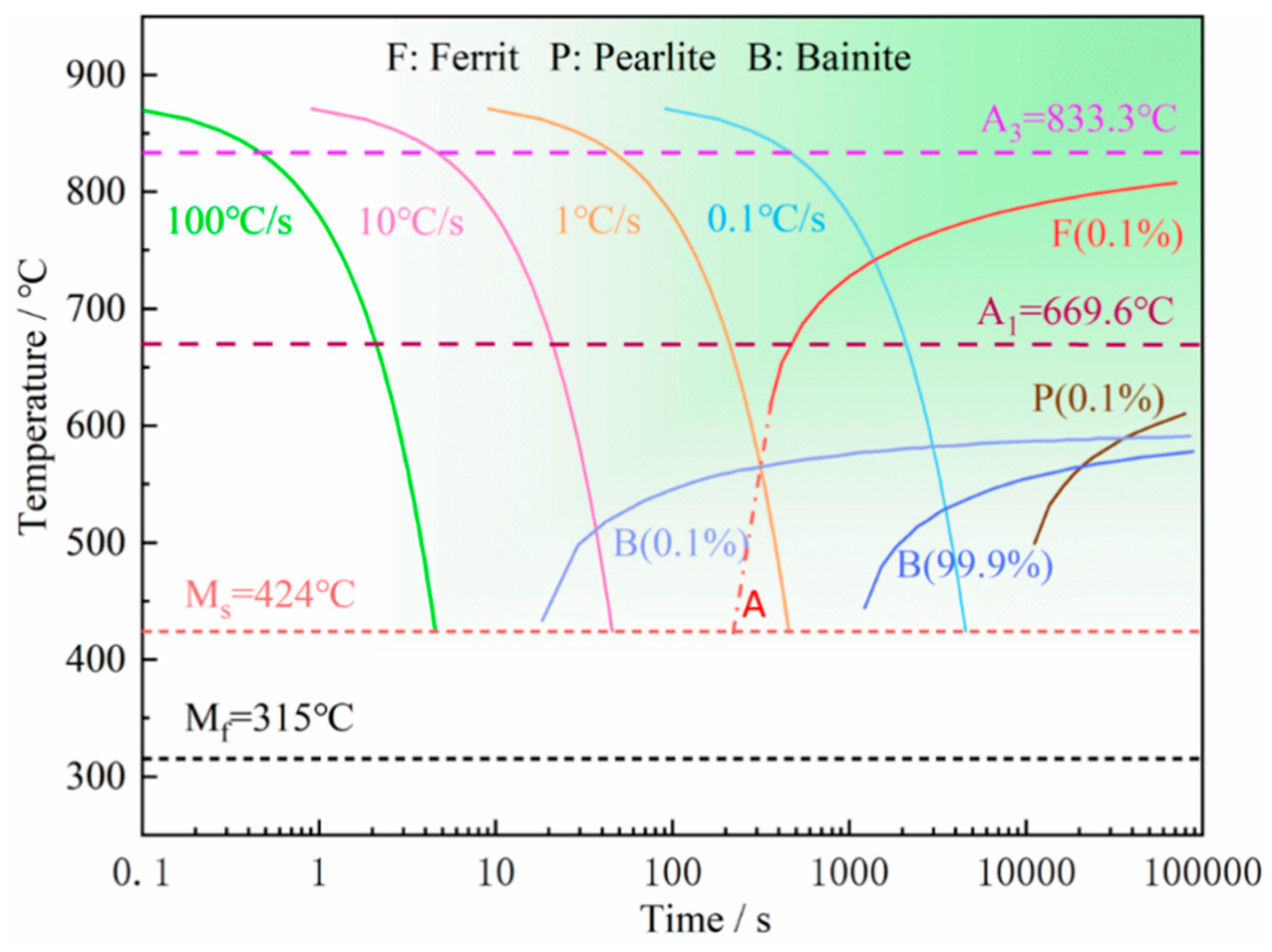
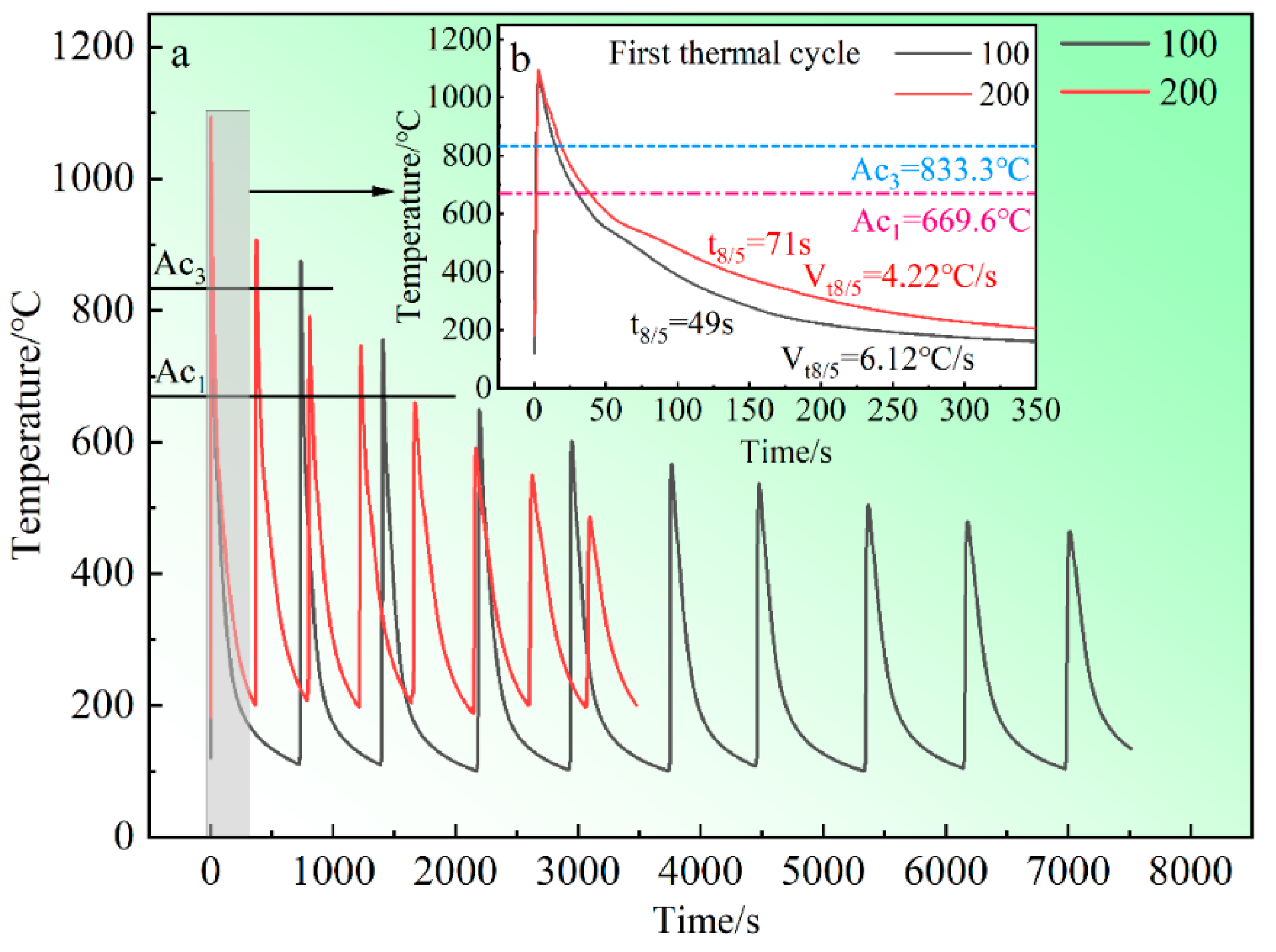
3.1. Thermal Analysis
3.2. Microscopic Characterization
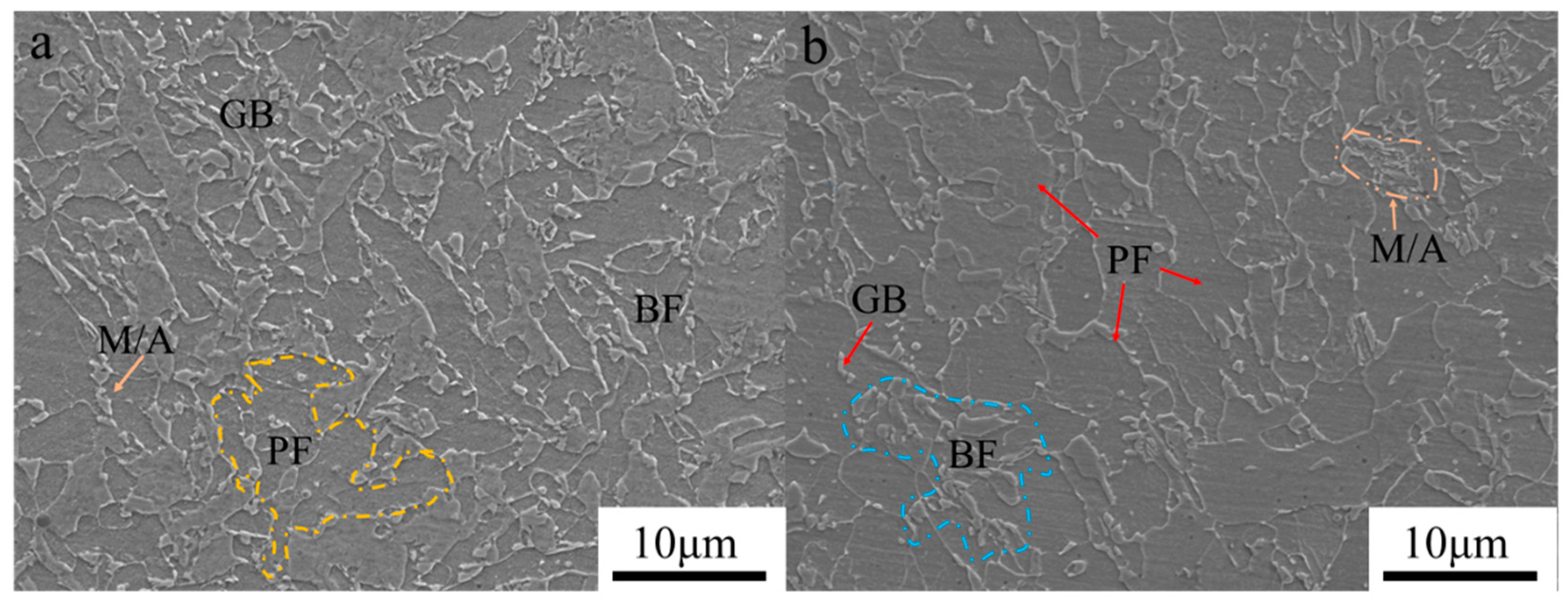
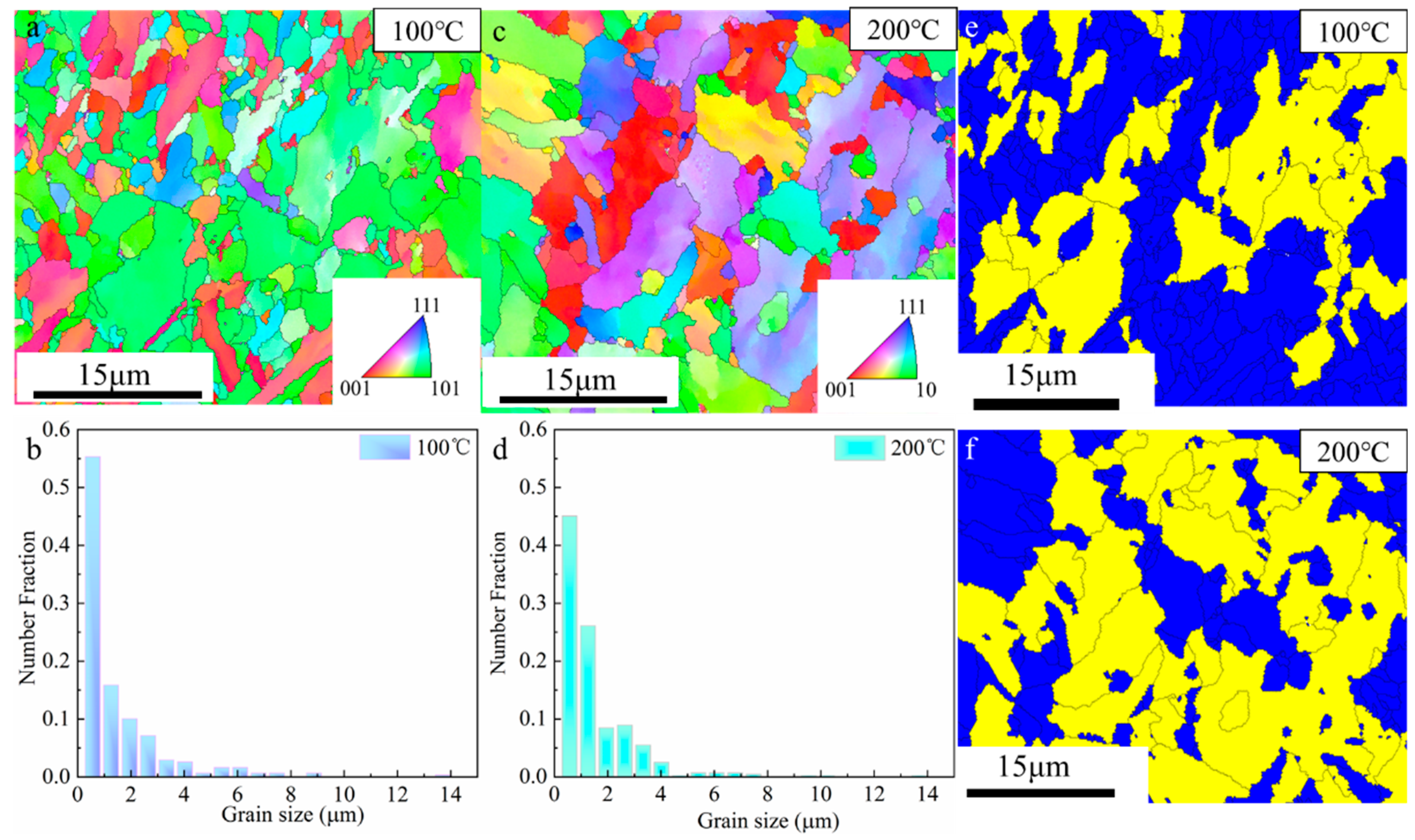
3.2.1. Microstructure
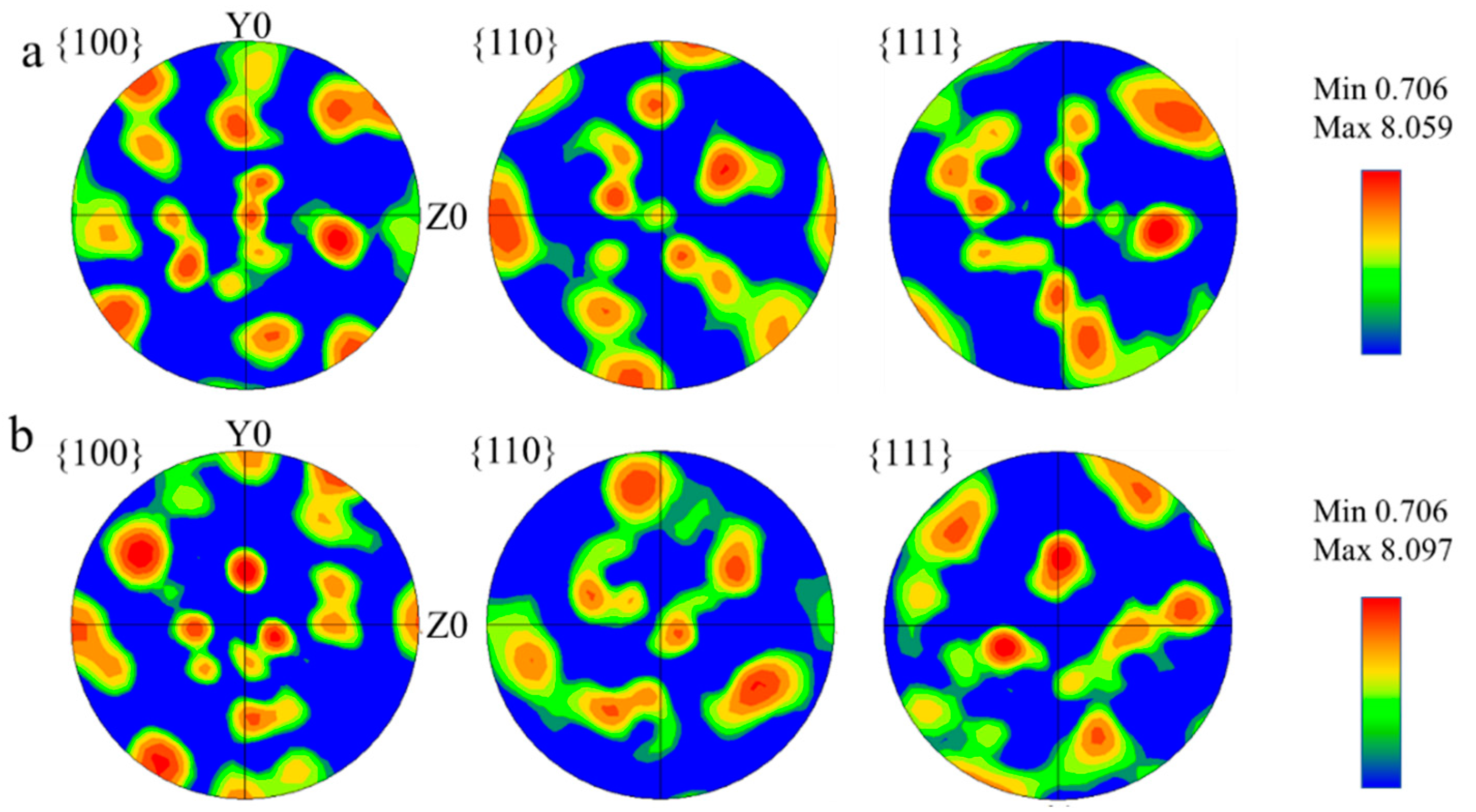
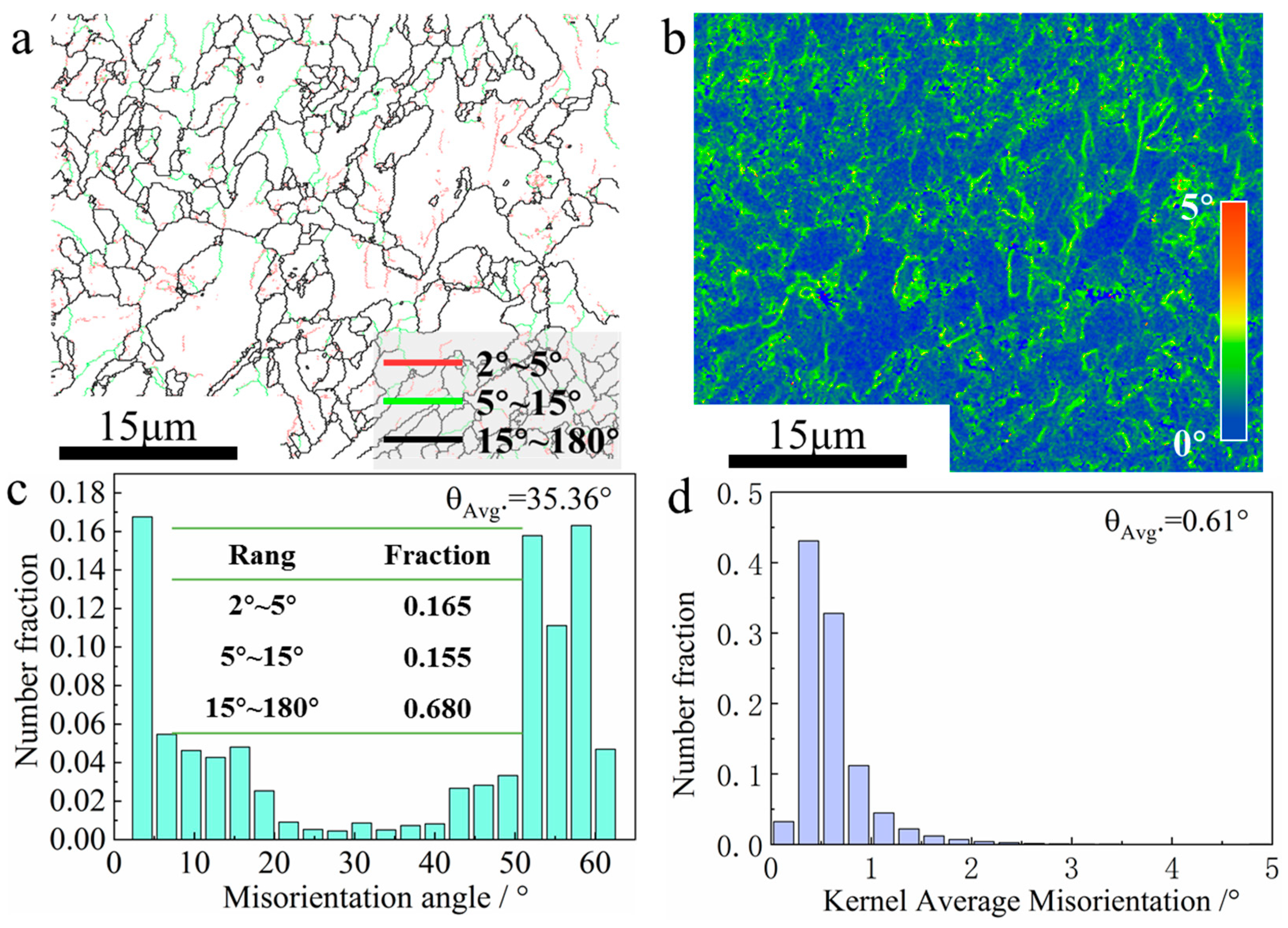
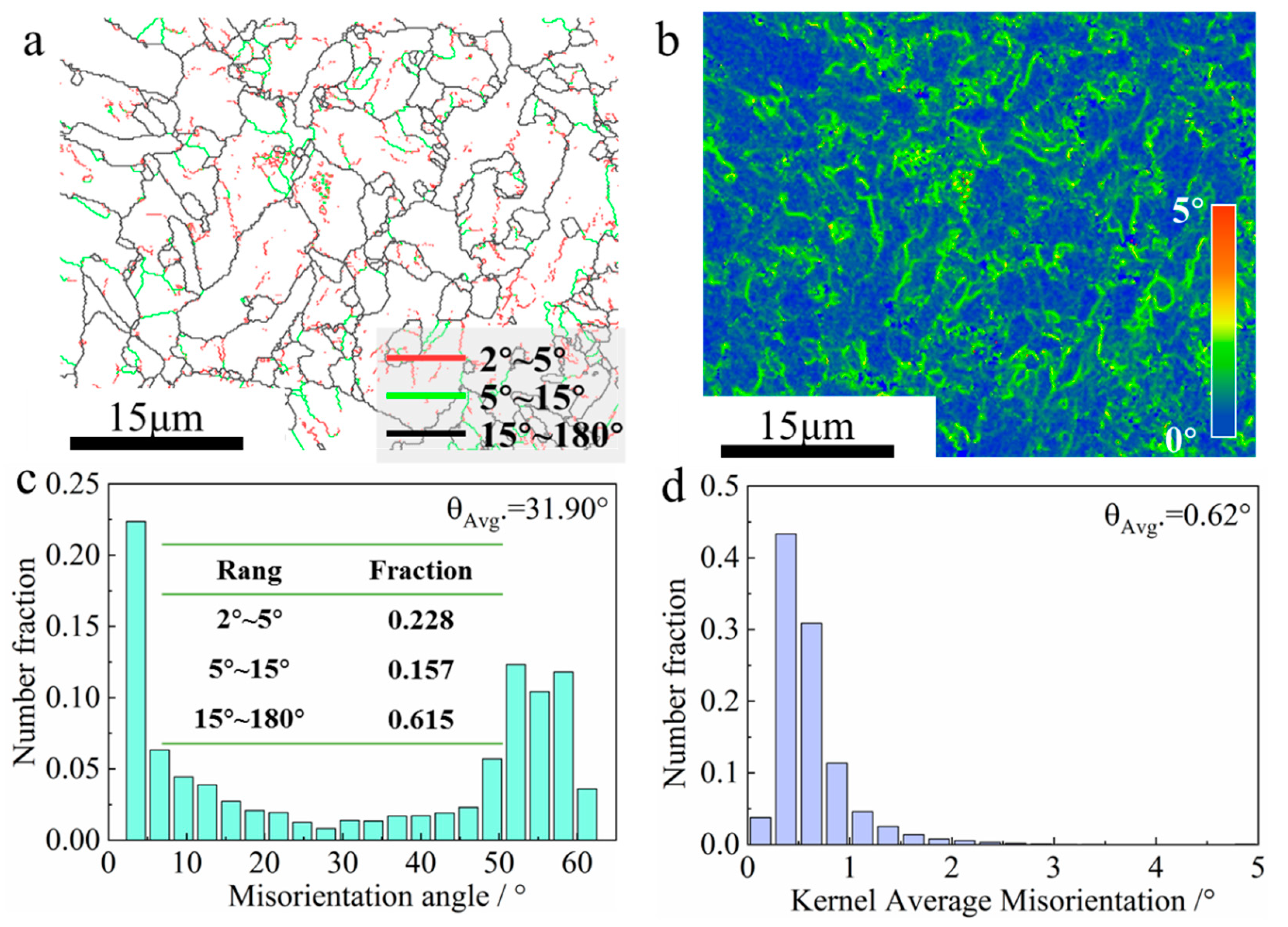
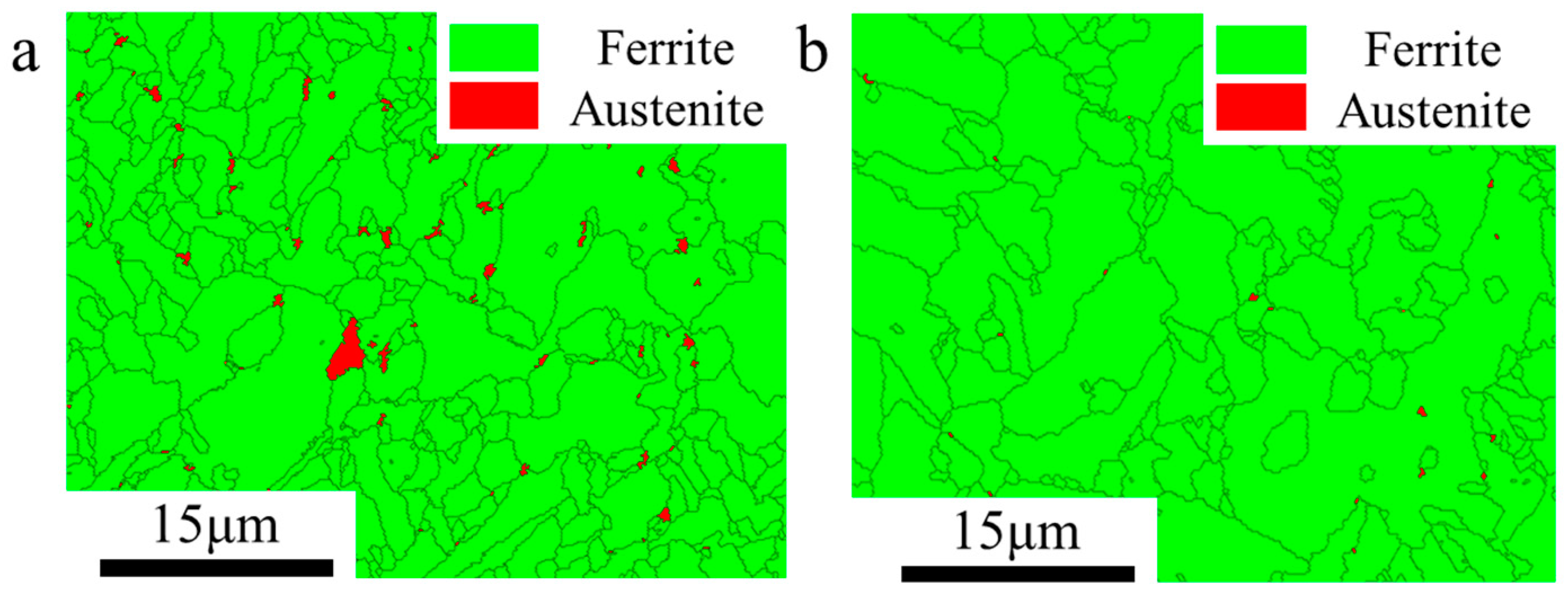
3.2.2. Crystallographic
3.3. Mechanical Properties
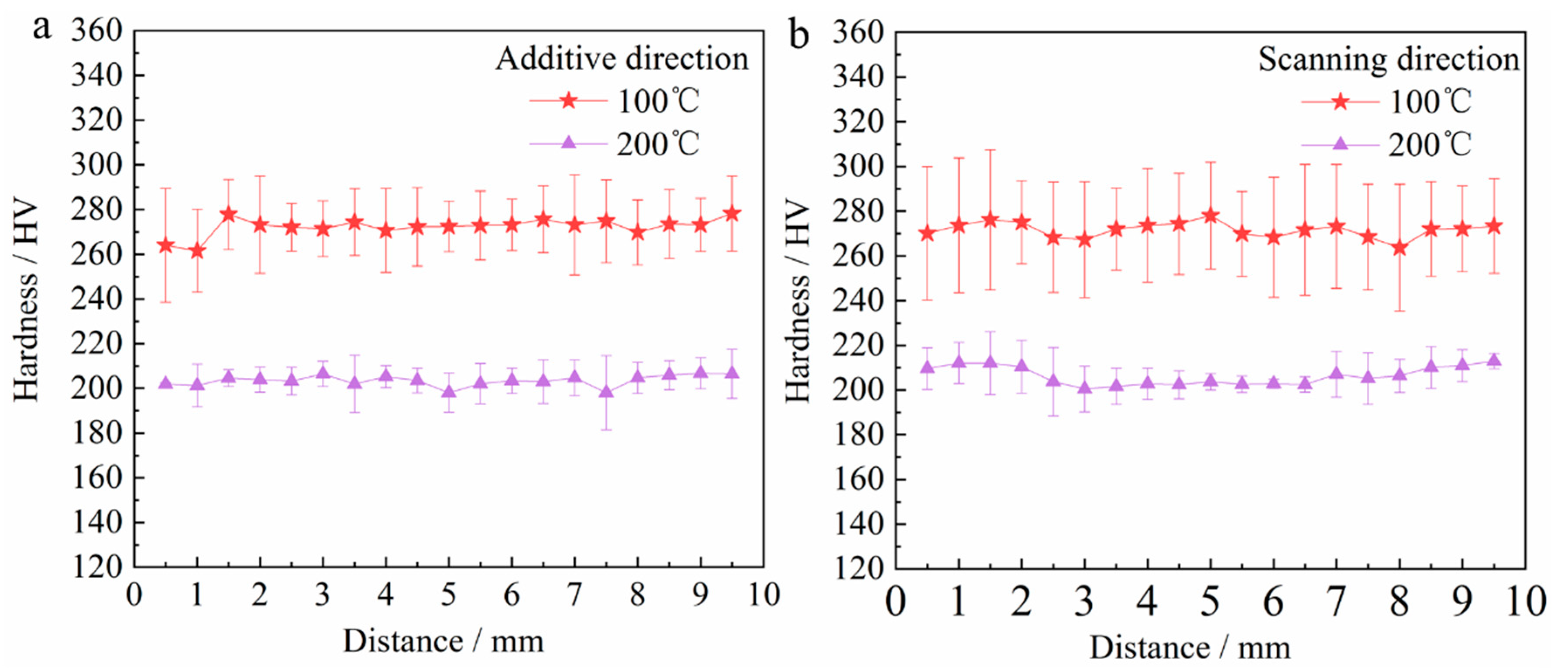
3.3.1. Microhardness
3.3.2. Uniaxial Tensile Tests
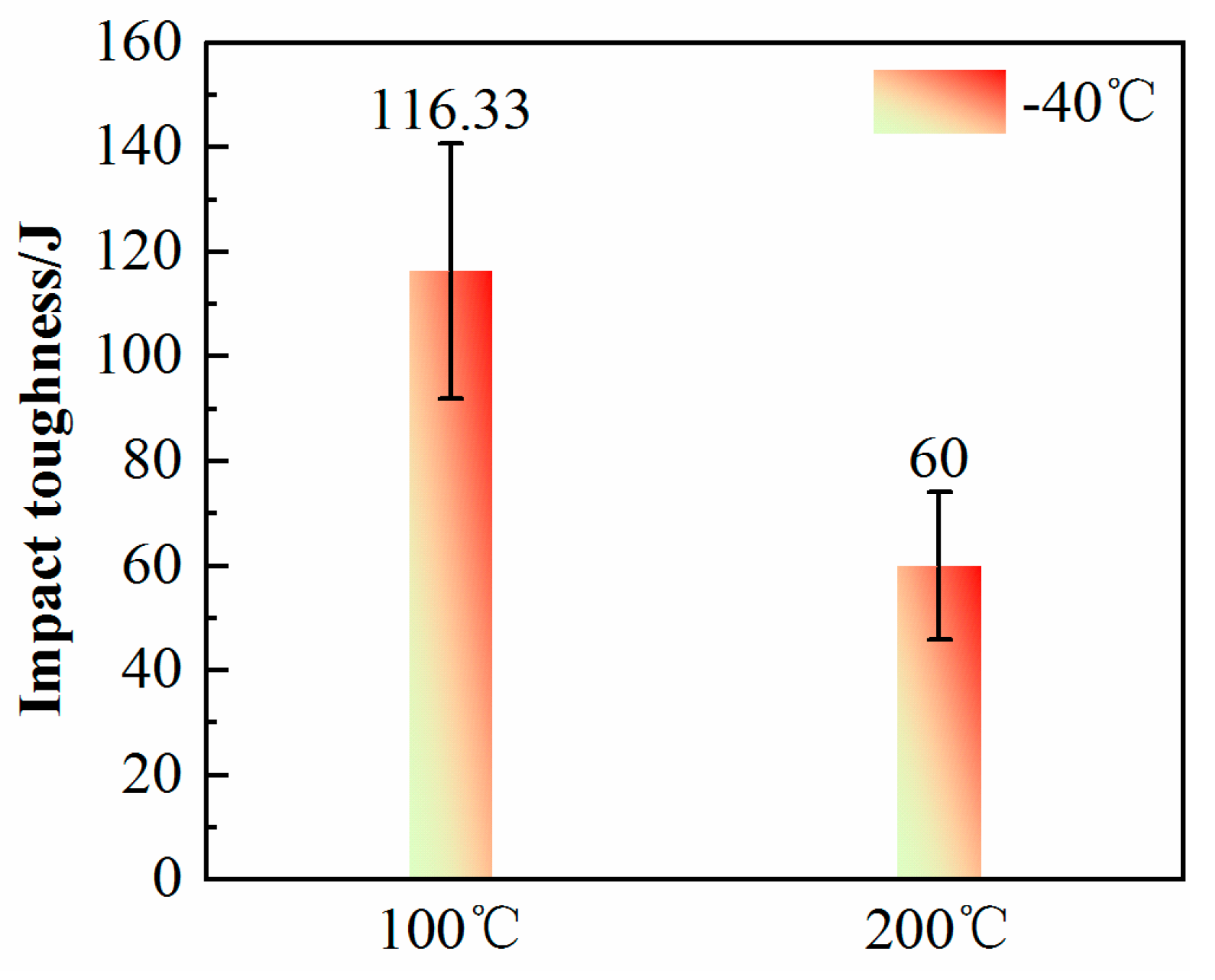
3.3.3. Charpy Impact Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, L.; Yu, Q.; Wang, Z.; Ell, J.; Huang, M.X.; Ritchie, R.O. Making ultrastrong steel tough by grain-boundary delamination. Science 2020, 368, 1347–1352. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Wang, H.; Xu, B.; Jiang, L.; Guo, S.; Sun, X.; Yu, D.; Liu, F.; Liu, Y. Making low-alloyed steel strong and tough by designing a dual-phase layered structure. Acta Mater. 2022, 227, 117701. [Google Scholar] [CrossRef]
- Li, Y.; Wu, S.; Wang, J.; Wang, H.; Kong, W.; Cheng, F. Microstructure homogeneity and strength-toughness balance in submerged arc additive manufactured Mn-Ni-Mo high-strength steel by unique intrinsic heat treatment. J. Mater. Process. Technol. 2022, 307, 117682. [Google Scholar] [CrossRef]
- Hong, S.; Song, J.; Kim, M.-C.; Choi, K.-J.; Lee, B.-S. Effects of microstructural variation on Charpy impact properties in heavy-section Mn-Mo-Ni low alloy steel for reactor pressure vessel. Met. Mater. Int. 2016, 22, 196–203. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, M.; Liu, Y.; Ma, D.; Xu, B.; Huang, M.; Li, D.; Li, Y. Ultrafine-grained dual-phase maraging steel with high strength and excellent cryogenic toughness. Acta Mater. 2021, 211, 116878. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Kharat, V.J.; Singh, P.; Sharath Raju, G.; Kumar Yadav, D.; Gupta, M.S.; Arun, V.; Hussein Majeed, A.; Singh, N. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Mater. Today: Proc. 2023, 143, 172–196. [Google Scholar] [CrossRef]
- Ceritbinmez, F.; Günen, A.; Gürol, U.; Çam, G. A comparative study on drillability of Inconel 625 alloy fabricated by wire arc additive manufacturing. J. Manuf. Process. 2023, 89, 150–169. [Google Scholar] [CrossRef]
- Liu, G.; Xiong, J. External filler wire based GMA-AM process of 2219 aluminum alloy. Mater. Manuf. Process. 2020, 35, 1268–1277. [Google Scholar] [CrossRef]
- Xiong, J.; Chen, H.; Zheng, S.; Zhang, G. Feedback control of variable width in gas metal arc-based additive manufacturing. J. Manuf. Process. 2022, 76, 11–20. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. (Eds.) Directed Energy Deposition Processes. In Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: New York, NY, USA, 2015; pp. 245–268. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. (Eds.) Sheet Lamination Processes. In Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: New York, NY, USA, 2015; pp. 219–244. [Google Scholar]
- Wesling, V. The Current State of Research of Wire Arc Additive Manufacturing (WAAM): A Review. Appl. Sci. 2021, 11, 8619. [Google Scholar] [CrossRef]
- Sridharan, N.; Noakes, M.W.; Nycz, A.; Love, L.J.; Dehoff, R.R.; Babu, S.S. On the toughness scatter in low alloy C-Mn steel samples fabricated using wire arc additive manufacturing. Mater. Sci. Eng. A 2018, 713, 18–27. [Google Scholar] [CrossRef]
- Baufeld, B.; Van Der Biest, O.; Gault, R. Additive manufacturing of Ti–6Al–4V components by shaped metal deposition: Microstructure and mechanical properties. Mater. Des. 2010, 31, S106–S111. [Google Scholar] [CrossRef]
- Todaro, C.J.; Easton, M.A.; Qiu, D.; Brandt, M.; St. John, D.H.; Qian, M. Grain refinement of stainless steel in ultrasound-assisted additive manufacturing. Addit. Manuf. 2021, 37, 101632. [Google Scholar] [CrossRef]
- Clark, D.; Bache, M.R.; Whittaker, M.T. Shaped metal deposition of a nickel alloy for aero engine applications. J. Mater. Process. Technol. 2008, 203, 439–448. [Google Scholar] [CrossRef]
- Kussmaul, K. High quality large components ‘shape welded’ by a saw process. Weld. J. 1983, 62, 17–24. [Google Scholar]
- Li, Y.; Wu, S.; Li, H.; Dong, Y.; Cheng, F. Submerged arc additive manufacturing (SAAM) of low-carbon steel: Effect of in-situ intrinsic heat treatment (IHT) on microstructure and mechanical properties. Addit. Manuf. 2021, 46, 102124. [Google Scholar] [CrossRef]
- Hu, M.J.; Ji, L.K.; Chi, Q.; Ma, Q.R. Microstructures and Fatigue Properties of High-Strength Low-Alloy Steel Prepared through Submerged-Arc Additive Manufacturing. Materials 2022, 15, 8610. [Google Scholar] [CrossRef] [PubMed]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Song, K.; Lin, Z.; Fa, Y.; Zhao, X.; Zhu, Z.; Ya, W.; Sun, Z.; Yu, X. Microstructure and Mechanical Properties of High-Strength, Low-Alloy Steel Thin-Wall Fabricated with Wire and Arc Additive Manufacturing. Metals 2023, 13, 764. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Martina, F.; Williams, S.; Wiktorowicz, R.; Palt, M.R. Development of a laminar flow local shielding device for wire+arc additive manufacture. J. Mater. Process. Technol. 2015, 226, 99–105. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Avila, J.A.; Santos, T.G.; Miranda, R.M.; Oliveira, J.P. Wire and arc additive manufacturing of HSLA steel: Effect of thermal cycles on microstructure and mechanical properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Geng, H.; Li, J.; Xiong, J.; Lin, X. Optimisation of interpass temperature and heat input for wire and arc additive manufacturing 5A06 aluminium alloy. Sci. Technol. Weld. Join. 2017, 22, 472–483. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Shen, C.; Li, H.; Pan, Z. Effect of interpass temperature on in-situ alloying and additive manufacturing of titanium aluminides using gas tungsten arc welding. Addit. Manuf. 2015, 8, 71–77. [Google Scholar] [CrossRef]
- Wang, Q.; Michaleris, P.; Ren, Y.; Dickman, C.; Reutzel, E. Effect of interlayer temperature on melt-pool morphology in laser powder bed fusion. Addit. Manuf. Lett. 2023, 7, 100169. [Google Scholar] [CrossRef]
- Shao, Y.; Liu, C.; Yan, Z.; Li, H.; Liu, Y. Formation mechanism and control methods of acicular ferrite in HSLA steels: A review. J. Mater. Sci. Technol. 2018, 34, 737–744. [Google Scholar] [CrossRef]
- Shi, L.; Yan, Z.; Liu, Y.; Yang, X.; Qiao, Z.; Ning, B.; Li, H. Development of ferrite/bainite bands and study of bainite transformation retardation in HSLA steel during continuous cooling. Met. Mater. Int. 2014, 20, 19–25. [Google Scholar] [CrossRef]
- Li, S.; Wan, X.; Dong, Z.; Hu, F.; Zhou, S.; Yang, D.; Li, G.; Wu, K. Effect of heat input on microstructural evolution and toughness of heat-affected zone of ultra-high strength steel for offshore structure. Trans. Mater. Heat Treat. 2023, 44, 109–119. [Google Scholar]
- Zhang, W.; Shang, X.; Chen, S.; Zhang, L. Comparison of microstructural characteristics and mechanical properties of the high-strength low-alloy steels fabricated by wire arc additive manufacturing versus conventional casting. Mater. Sci. Eng. A 2023, 885, 145593. [Google Scholar] [CrossRef]
- Xu, P.G.; Yin, F.; Nagai, K. Solidification cooling rate and as-cast textures of low-carbon steel strips. Mater. Sci. Eng. A 2006, 441, 157–166. [Google Scholar] [CrossRef]
- Gan, X.; Wan, X.; Zhang, Y.; Wang, H.; Li, G.; Xu, G.; Wu, K. Investigation of characteristic and evolution of fine-grained bainitic microstructure in the coarse-grained heat-affected zone of super-high strength steel for offshore structure. Mater. Charact. 2019, 157, 109893. [Google Scholar] [CrossRef]
- Kang, S.; Speer, J.G.; Regier, R.W.; Nako, H.; Kennett, S.C.; Findley, K.O. The analysis of bainitic ferrite microstructure in microalloyed plate steels through quantitative characterization of intervariant boundaries. Mater. Sci. Eng. A 2016, 669, 459–468. [Google Scholar] [CrossRef]
- Singh, S.; Palani, I.A.; Dehgahi, S.; Paul, C.P.; Prashanth, K.G.; Qureshi, A.J. Influence of the interlayer temperature on structure and properties of CMT wire arc additive manufactured NiTi structures. J. Alloys Compd. 2023, 966, 171447. [Google Scholar] [CrossRef]
- Biswal, S.K.; Pal, S. Induction assisted autogenous plasma arc welding of HSLA steel. J. Mater. Process. Technol. 2024, 333, 118583. [Google Scholar] [CrossRef]
- Pereira, H.B.; Azevedo, C.R.F. Can the drop evaporation test evaluate the stress corrosion cracking susceptibility of the welded joints of duplex and super duplex stainless steels? Eng. Fail. Anal. 2019, 99, 235–247. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]
- Liu, K.; Wang, D.; Deng, C.; Gong, B.; Wu, S. Improved microstructure heterogeneity and low-temperature fracture toughness of C–Mn weld metal through post weld heat treatment. Mater. Sci. Eng. A 2020, 770, 138541. [Google Scholar] [CrossRef]
- Vahedi Nemani, A.; Ghaffari, M.; Nasiri, A. Comparison of microstructural characteristics and mechanical properties of shipbuilding steel plates fabricated by conventional rolling versus wire arc additive manufacturing. Addit. Manuf. 2020, 32, 101086. [Google Scholar] [CrossRef]
- Rafieazad, M.; Ghaffari, M.; Vahedi Nemani, A.; Nasiri, A. Microstructural evolution and mechanical properties of a low-carbon low-alloy steel produced by wire arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 105, 2121–2134. [Google Scholar] [CrossRef]
- Zhai, W.; Wu, N.; Zhou, W. Effect of Interpass Temperature on Wire Arc Additive Manufacturing Using High-Strength Metal-Cored Wire. Metals 2022, 12, 212. [Google Scholar] [CrossRef]
- Sato, Y.S.; Urata, M.; Kokawa, H.; Ikeda, K. Hall–Petch relationship in friction stir welds of equal channel angular-pressed aluminium alloys. Mater. Sci. Eng. A 2003, 354, 298–305. [Google Scholar] [CrossRef]
- Sun, L.; Jiang, F.; Huang, R.; Yuan, D.; Guo, C.; Wang, J. Anisotropic mechanical properties and deformation behavior of low-carbon high-strength steel component fabricated by wire and arc additive manufacturing. Mater. Sci. Eng. A 2020, 787, 139514. [Google Scholar] [CrossRef]
- Pavlina, E.J.; Van Tyne, C.J. Correlation of Yield Strength and Tensile Strength with Hardness for Steels. J. Mater. Eng. Perform. 2008, 17, 888–893. [Google Scholar] [CrossRef]
- Kim, B.C.; Lee, S.; Kim, N.J.; Lee, D.Y. Microstructure and local brittle zone phenomena in high-strength low-alloy steel welds. Metall. Trans. A 1991, 22, 139–149. [Google Scholar] [CrossRef]
- Akselsen, O.M.; Grong, Ø.; Solberg, J.K. Structure-property relationships in intercritical heat affected zone of low-carbon microalloyed steels. Mater. Sci. Technol. 1987, 3, 649–655. [Google Scholar] [CrossRef]
- Davis, C.L.; King, J.E. Effect of cooling rate on intercritically reheated microstructure and toughness in high strength low alloy steel. Mater. Sci. Technol. 1993, 9, 8–15. [Google Scholar] [CrossRef]
- Garrison, W.M.; Moody, N.R. Ductile fracture. J. Phys. Chem. Solids 1987, 48, 1035–1074. [Google Scholar] [CrossRef]
- Xie, Z.J.; Yuan, S.F.; Zhou, W.H.; Yang, J.R.; Guo, H.; Shang, C.J. Stabilization of retained austenite by the two-step intercritical heat treatment and its effect on the toughness of a low alloyed steel. Mater. Des. 2014, 59, 193–198. [Google Scholar] [CrossRef]
- Marder, A.R. Deformation characteristics of dual-phase steels. Metall. Trans. A Phys. Metall. Mater. Sci. 1982, 13A, 85–92. [Google Scholar] [CrossRef]
- Ahn, Y.-S.; Kim, H.-D.; Byun, T.-S.; Oh, Y.-J.; Kim, G.-M.; Hong, J.-H. Application of intercritical heat treatment to improve toughness of SA508 Cl.3 reactor pressure vessel steel. Nucl. Eng. Des. 1999, 194, 161–177. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Mo | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.115 | 0.22 | 1.44 | 0.010 | 0.005 | 0.03 | 0.46 | 1.16 | 0.03 | Bal. |
| Current (A) | Voltage (V) | Scanning Speed (mm/min) | Contact Tip–Substrate Distance (mm) | Heat Input (J/mm) | Interlayer Temperature (°C) |
|---|---|---|---|---|---|
| 575 | 31.5 | 750 | 20 | 1449 | 100 |
| 575 | 31.5 | 750 | 20 | 1449 | 200 |
| Interlayer Temperature (°C) | YS (MPa) | UTS (MPa) | EL (%) |
|---|---|---|---|
| 100 | 564 ± 3 | 758 | 32.8 |
| 200 | 504 ± 15 | 740 | 21.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, M.; Chi, Q.; Ji, L.; Li, W.; Yan, S.; Cheng, F. Effect of Interlayer Temperature on Microstructure and Properties of High-Strength Low-Alloy Steel Manufactured Using Submerged-Arc Additive Manufacturing (SAAM). Materials 2024, 17, 5376. https://doi.org/10.3390/ma17215376
Hu M, Chi Q, Ji L, Li W, Yan S, Cheng F. Effect of Interlayer Temperature on Microstructure and Properties of High-Strength Low-Alloy Steel Manufactured Using Submerged-Arc Additive Manufacturing (SAAM). Materials. 2024; 17(21):5376. https://doi.org/10.3390/ma17215376
Chicago/Turabian StyleHu, Meijuan, Qiang Chi, Lingkang Ji, Weiwei Li, Shuai Yan, and Fangjie Cheng. 2024. "Effect of Interlayer Temperature on Microstructure and Properties of High-Strength Low-Alloy Steel Manufactured Using Submerged-Arc Additive Manufacturing (SAAM)" Materials 17, no. 21: 5376. https://doi.org/10.3390/ma17215376
APA StyleHu, M., Chi, Q., Ji, L., Li, W., Yan, S., & Cheng, F. (2024). Effect of Interlayer Temperature on Microstructure and Properties of High-Strength Low-Alloy Steel Manufactured Using Submerged-Arc Additive Manufacturing (SAAM). Materials, 17(21), 5376. https://doi.org/10.3390/ma17215376