

Effect of Magnetic Field on Maskless Localized Electrodepositing Three-Dimensional Microstructure of Nano Nickel Crystals

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
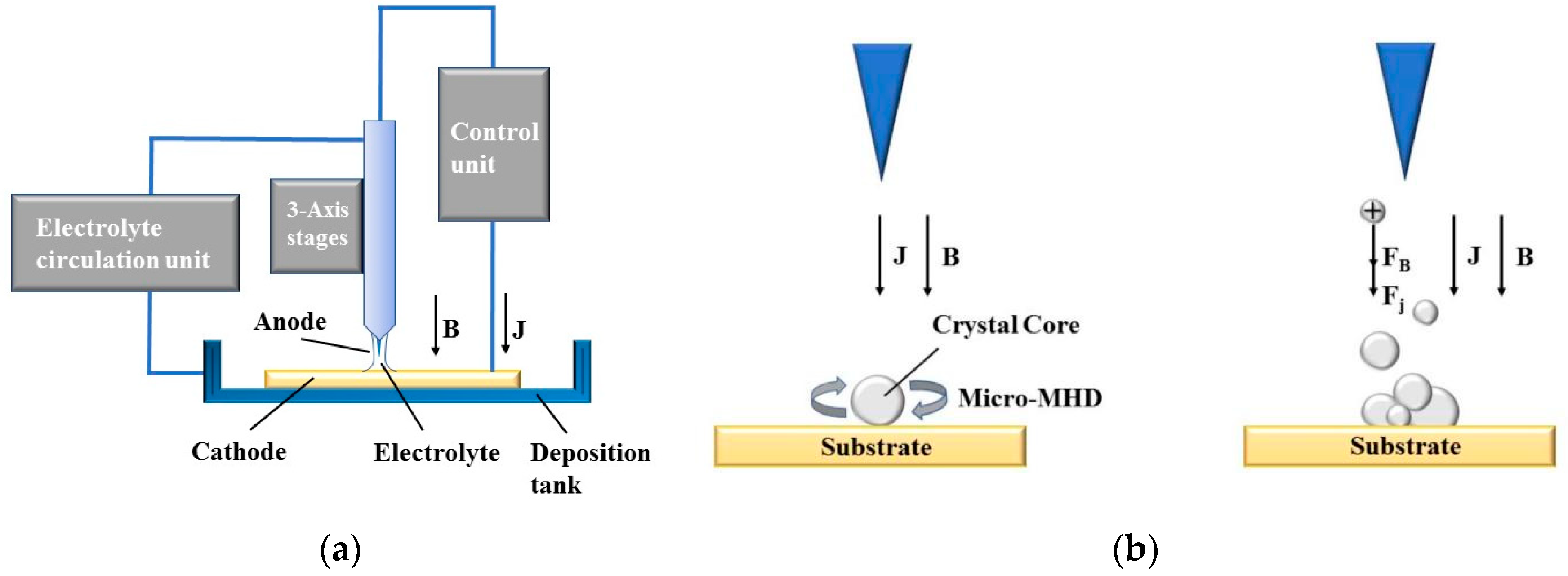
2. Working Principle of MLED under Action of Magnetic Field
3. Experimental
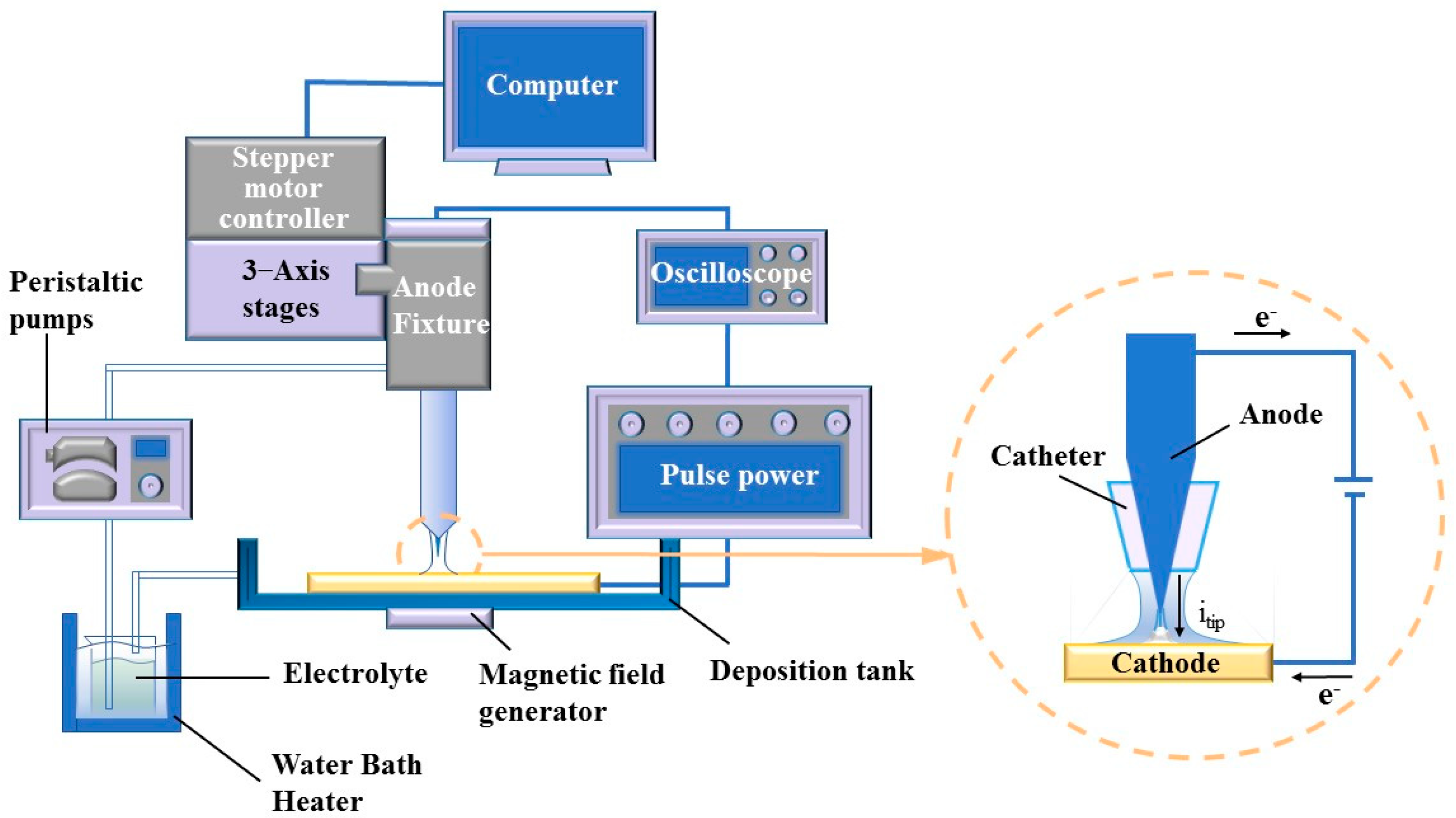
3.1. Experimental Set of MLED
3.2. Experimental Materials and Methods
4. Results and Discussion
4.1. Effect of Magnetic Field on Deposition Rate of MLED
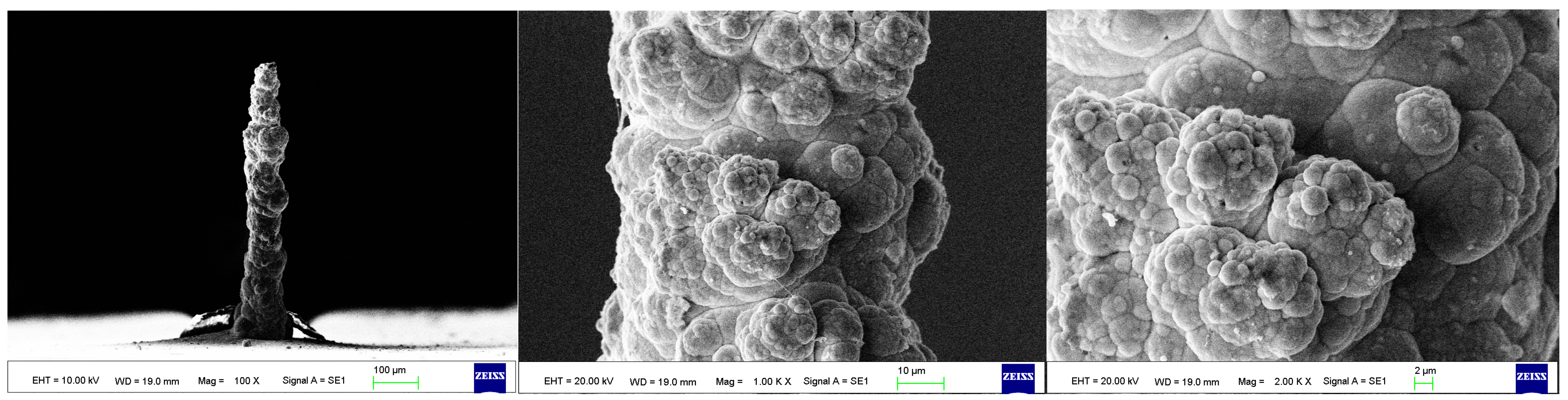
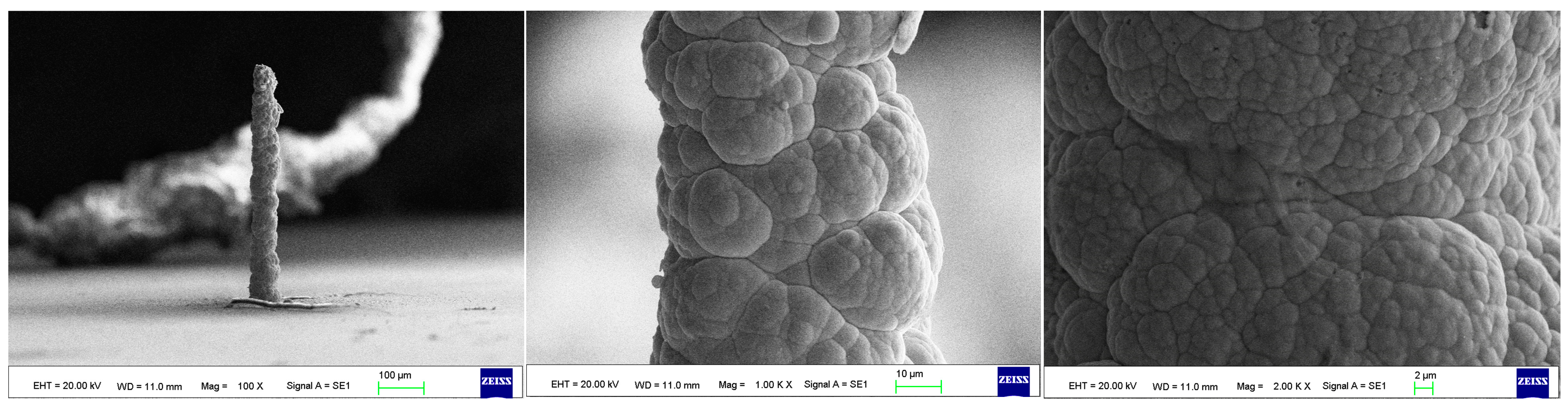
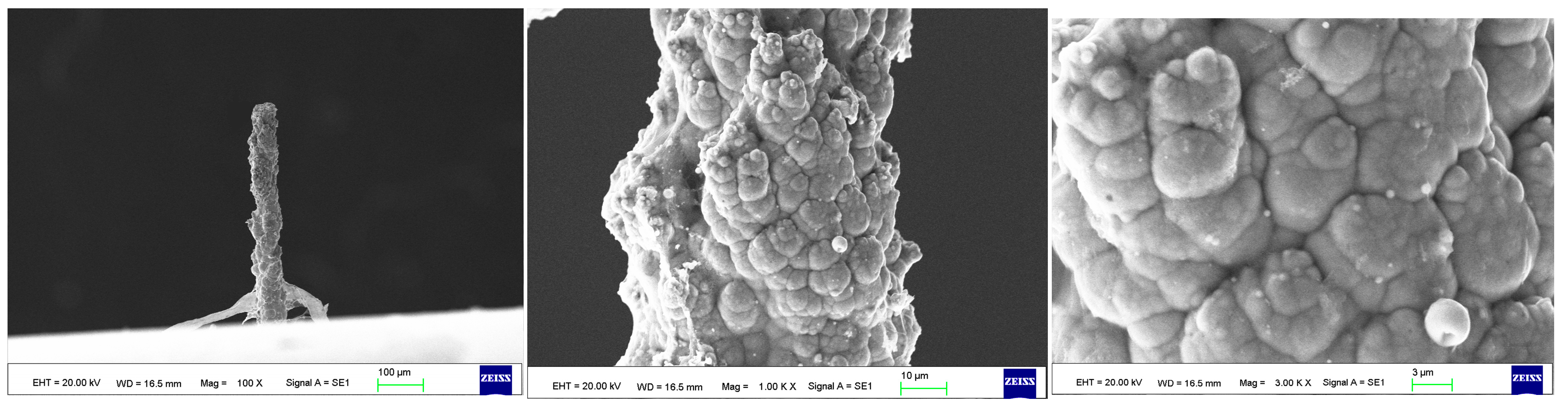
4.2. Effect of Magnetic Field on Microscopic Surface Morphology of MLED 3D Microstructure
- Exhibiting a high aspect ratio structure, the micro-nickel column remains upright and undistorted under its own weight, indicative of its relative stiffness in comparison to its weight. This phenomenon occurs as, at smaller length scales, body forces prove less effective in deforming structures than surface forces [27]. Nonetheless, the surface force holds less sway in comparison to the electric field force, resulting in the overall morphology of the micro-nickel column being predominantly influenced by the electric field force. However, during the deposition process, the tip portion of the column, constituting a smaller fraction of the overall structure, becomes more susceptible to the Lorentz force.
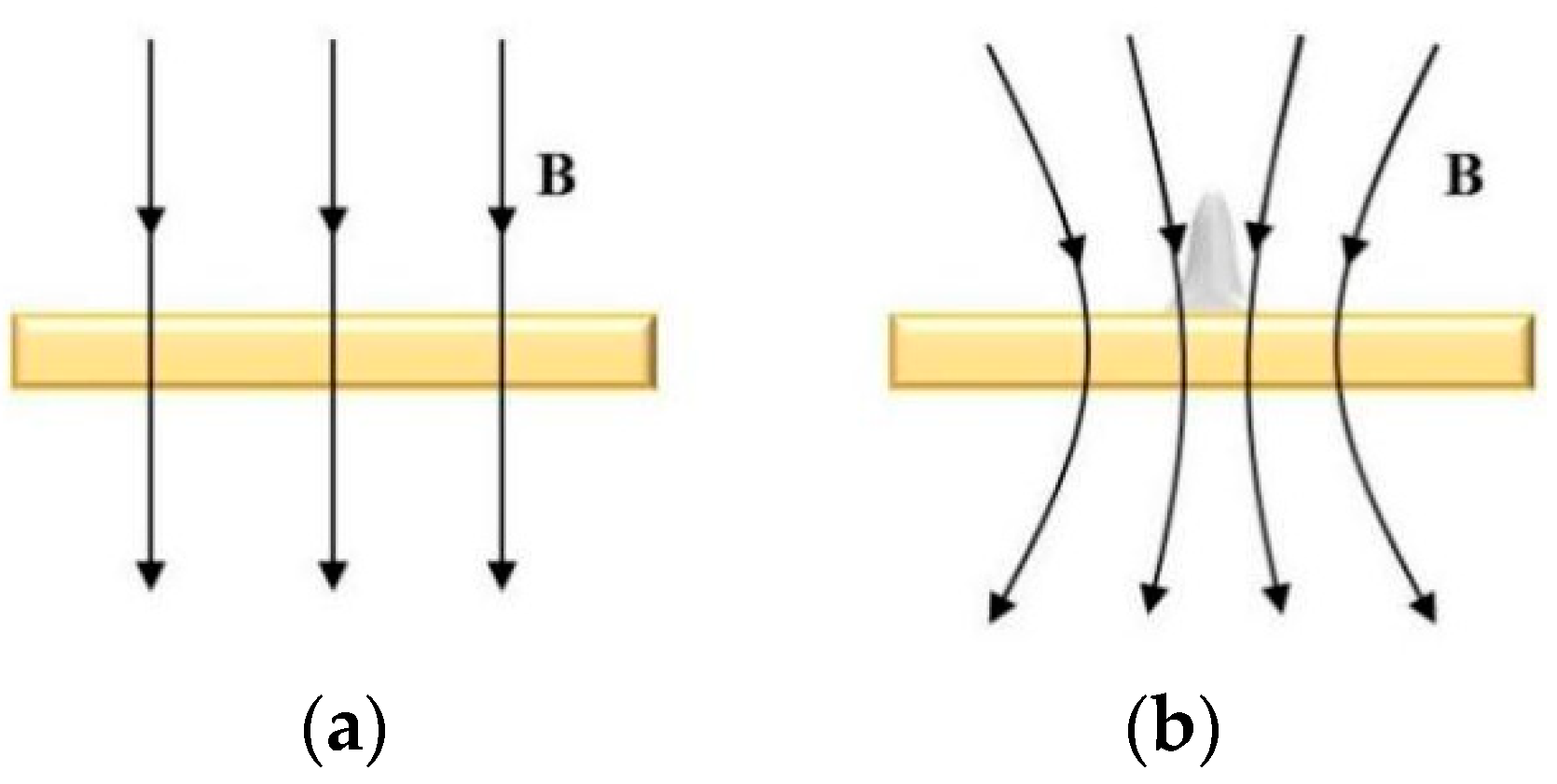
- The Lorentz force propels the nickel ions upward, aligning with the direction of the magnetic field, where upon under the influence of the electric field, a reduction reaction ensues, culminating in the formation of nickel atoms. These atoms subsequently deposit in a layer-by-layer island fashion upon each particle cluster, exhibiting a progressive diminution in particle size. Theoretically, Faraday’s law posits the absence of Lorentz force generation in the context of a parallel magnetic field absent magnetic field and current interaction. Nevertheless, the micro-nickel columns being prone to magnetization, and their coupling with the electric field, induce anisotropic magnetic fields. Additionally, the growth of the micro-nickel columns distorts the electric field lines, engendering micro-scale MHD effects and consequently directing the magnetic metal atoms to grow along specific orientations during the electrodeposition process.
- The implementation of pulsed electrodeposition alongside anodic microtips introduces ultra-high overpotentials to the deposition procedure. Concurrently, the evolution of hydrogen disrupts the nickel deposition, culminating in a surface with less uniformity.
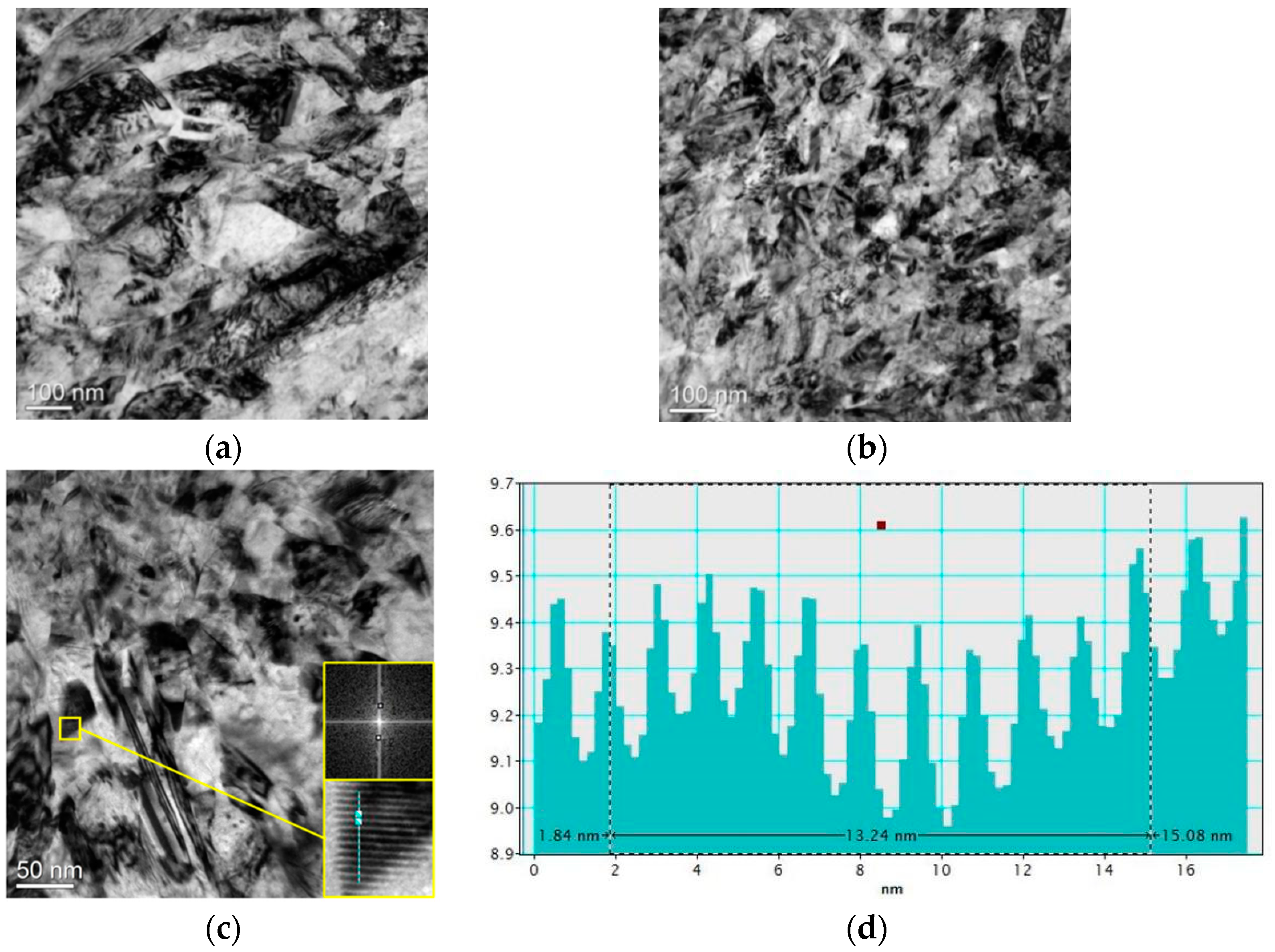
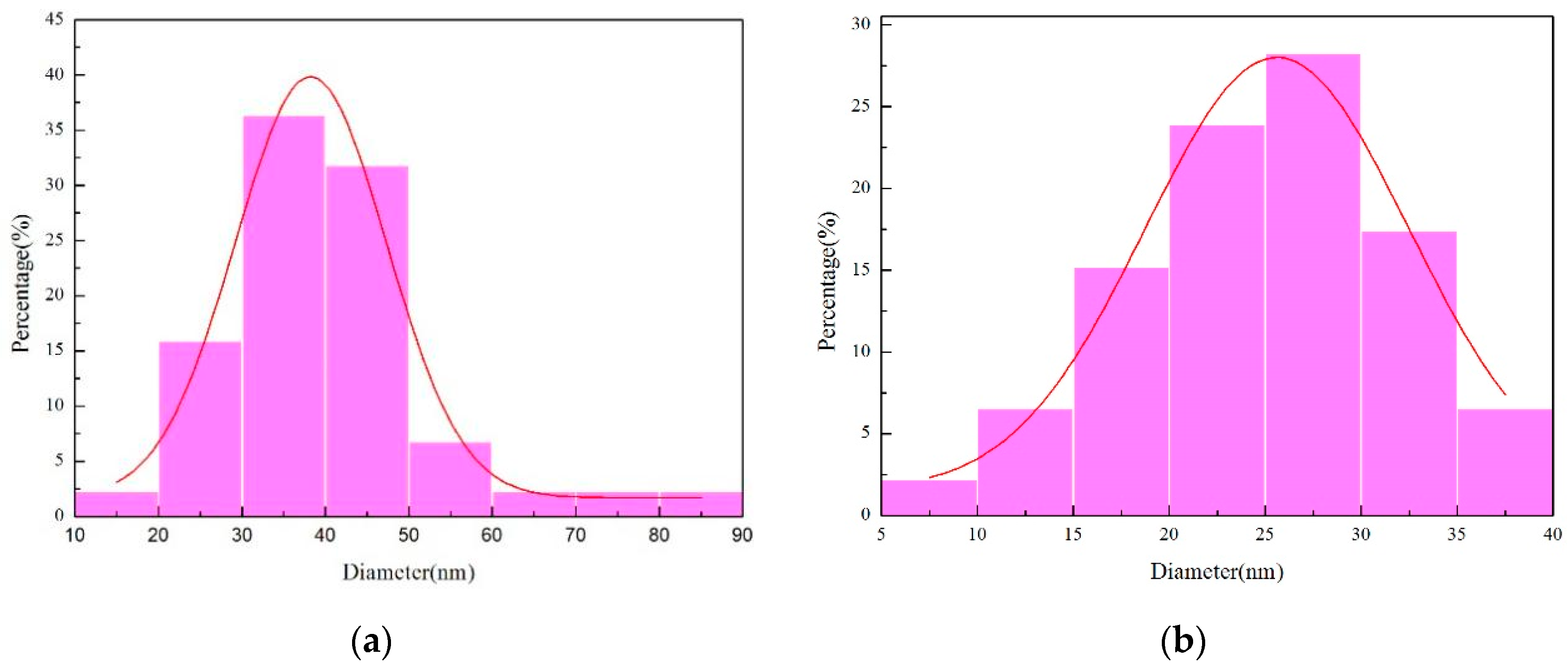
4.3. Effect of Magnetic Field on Grain Size of MLED 3D Microstructure
5. Conclusions
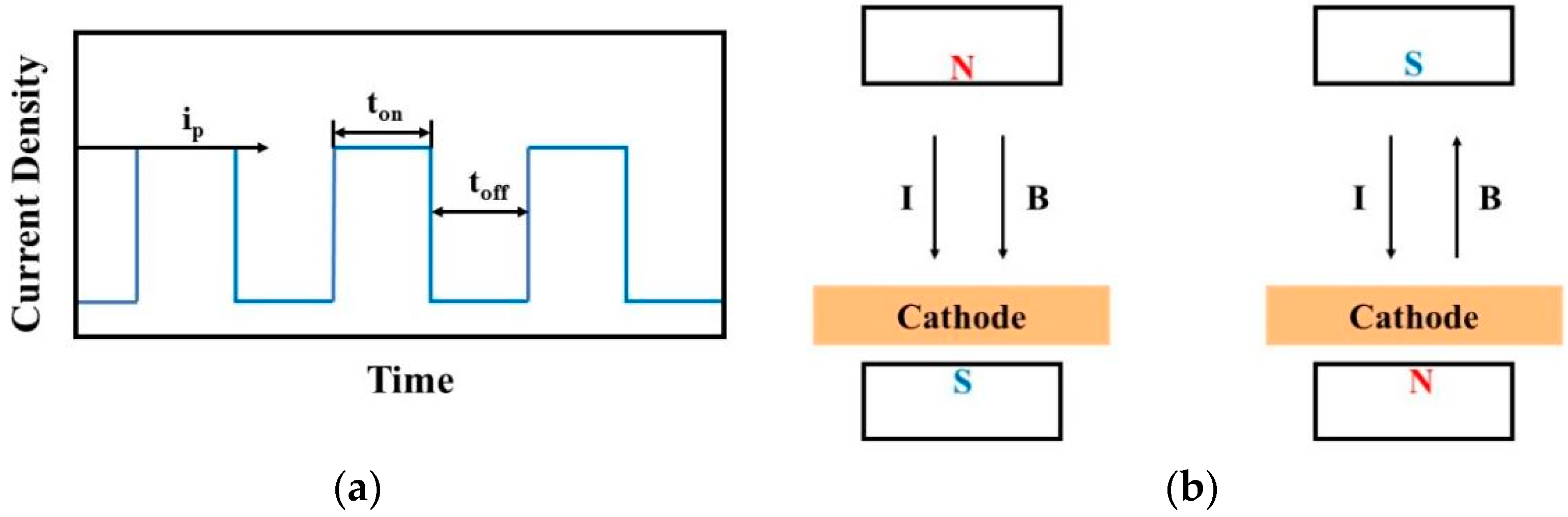
- The implementation of a magnetic field markedly improves the fabrication rate of the MLED process, exhibiting enhanced efficiency under an anti-parallel magnetic field configuration. Concurrently, it influences the nucleation and grain growth within the deposited structure, yielding a microstructure characterized by nano-scale grains.
- The magnetic field magnetizes the paramagnetic metal, inducing a micromagnetic field that influences the microscopic surface morphology of the three-dimensional microstructure. Observations also reveal that smaller grain sizes correlate with larger colonies exhibiting particle agglomeration and more distinct gaps between the colonies.
- Although the magnetic field introduces substantial energy to the MLED deposition process, influencing the microstructure’s surface morphology, the anti-parallel magnetic field proves more advantageous for 3D microstructure preparation, considering the deposition rate and internal grain structure.
- The MLED process involves complex interactions among magnetic fields, electric fields, flow fields, and other multiphysics fields, with mechanisms of action between them that remain obscure. Utilizing finite element analysis software such as COMSOL (V4.1a) and ANSYS (15.0) is considered to assist in elucidating these interactions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, X.; Ming, P.; Ao, S.; Wang, W. Review of additive electrochemical micro- manufacturing technology. Int. J. Mach. Tools Manuf. 2022, 173, 103848. [Google Scholar] [CrossRef]
- Matko, V.; Milanovič, M. Detection principles of temperature compensated oscillators with reactance influence on piezoelectric resonator. Sensors 2020, 20, 802. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Tan, M.; Yu, T.; Li, X.; Wang, X.; Zhang, J. Hybrid Reduced Graphene Oxide with Special Magnetoresistance for Wireless Magnetic Field Sensor. Nano-Micro Lett. 2020, 12, 69. [Google Scholar] [CrossRef]
- Hengsteler, J.; Mandal, B.; van Nisselroy, C.; Lau, G.; Schlotter, T.; Zambelli, T.; Momotenko, D. Bringing Electrochemical Three-Dimensional Printing to the Nanoscale. Nano Lett. 2021, 21, 9093–9101. [Google Scholar] [CrossRef] [PubMed]
- Hensleigh, R.; Cui, H.; Xu, Z.; Massman, J.; Yao, D.; Berrigan, J.; Zheng, X. Charge-programmed three-dimensional printing for multi-material electronic devices. Nat. Electron. 2020, 3, 216–224. [Google Scholar] [CrossRef]
- Li, S.; Ming, P.; Zhang, J.; Zhang, Y. Concurrently Fabricating Precision Meso- and Microscale Cross-Scale Arrayed Metal Features and Components by Using Wire-Anode Scanning Electroforming Technique. Micromachines 2023, 14, 979. [Google Scholar] [CrossRef]
- Speidel, A.; Bisterov, I.; Saxena, K.K.; Zubayr, M.; Reynaerts, D.; Natsu, W.; Clare, A.T. Electrochemical jet manufacturing technology: From fundamentals to application. Int. J. Mach. Tools Manuf. 2022, 180, 103931. [Google Scholar] [CrossRef]
- Chen, X.; Chen, J.; Saxena, K.K.; Zhu, J.; Gu, X.; Guo, Z. Localization of jet electrochemical additive manufacturing with a liquid confinement technique. J. Manuf. Process. 2022, 81, 48–64. [Google Scholar] [CrossRef]
- Wei, W.; Pingmei, M.; Xinmin, Z.; Xinchao, L.; Yunyan, Z.; Shen, N.; Sansan, A. Additive manufacturing of three-dimensional intricate microfeatures by electrolyte-column localized electrochemical deposition. Addit. Manuf. 2022, 50, 102582. [Google Scholar] [CrossRef]
- Bi, X.; Meng, L. Electrochemical Deposition of Pure-Nickel Microstructures with Controllable Size. Micromachines 2022, 13, 704. [Google Scholar] [CrossRef]
- Jain, M.; Sharma, A.; Schürch, P.; Della Ventura, N.M.; Koelmans, W.W.; Maeder, X.; Schwiedrzik, J.; Michler, J. Strengthening of 3D printed Cu micropillar in Cu-Ni core-shell structure. Mater. Des. 2023, 227, 111717. [Google Scholar] [CrossRef]
- Xu, J.; Zou, Z.; Ren, W.; Xu, Z. Simulation and Experiment of Localized Electrochemical Deposition with Re-Entrant Structures by Applying the Tip Effect. Adv. Eng. Mater. 2023, 25, 2200881. [Google Scholar] [CrossRef]
- Wang, X.; Xu, J.; Ren, W.; Xu, Z.; Zou, Z.; Deng, H. Prediction of Deposition Rate in Meniscus-Confined Electrodeposition Based on Parameter Optimization Algorithm. Adv. Eng. Mater. 2023, 25, 2300155. [Google Scholar] [CrossRef]
- Abishek, K.; Spenser, L.; Murali, S. Numerical Study of Localized Electrochemical Deposition for Micro Electrochemical Additive Manufacturing. Procedia CIRP 2016, 42, 788–792. [Google Scholar]
- Xu, J.; Ren, W.; Lian, Z.; Yu, P.; Yu, H. A review development of the maskless localized electrochemical. Int. J. Adv. Manuf. Technol. 2020, 110, 1731–1757. [Google Scholar] [CrossRef]
- Arshad, M.H.; Saxena, K.K.; Smith, R.; Qian, J.; Reynaerts, D. Localized and Mask-less Copper Deposition with Free-flow Jet Micro-Electrochemical Additive Manufacturing. Int. J. Electr. Mach. 2022, 27, 16–21. [Google Scholar] [CrossRef]
- Shengyuan, Y.; Menghua, W.; Weiping, J.; Su, X. Research on “slice” layer height and width additive manufacturing by maskless localized electrodeposition method. Procedia CIRP 2022, 113, 367–371. [Google Scholar] [CrossRef]
- Liu, K.; Niu, Q.; Wang, F. Effects of applied potential, initial gap, and megasonic vibrations on the localized electrochemical deposition of Ni-Co microcolumns. Mater. Sci. Eng. B 2023, 289, 116236. [Google Scholar] [CrossRef]
- Aogaki, R.; Morimoto, R.; Asanuma, M. Nonequilibrium fluctuations in micro-MHD effects on electrodeposition. J. Magn. Magn. Mater. 2010, 322, 1664–1668. [Google Scholar] [CrossRef]
- Mutschke, G.; Tschulik, K.; Weier, T.; Uhlemann, M.; Bund, A.; Fröhlich, J. On the action of magnetic gradient forces in micro-structured copper deposition. Electrochim. Acta 2012, 55, 9060–9066. [Google Scholar] [CrossRef]
- Zhang, X.; Li, X.; Ming, P.; Zhang, Y.; Yan, L.; Qin, G. Micro-electroforming high aspect ratio microstructures under magnetic field. Springer Berl. Heidelb. 2019, 25, 1401–1411. [Google Scholar] [CrossRef]
- Long, Q.; Zhong, Y.; Wu, J. Research Progress of Magnetic Field Techniques for Electrodeposition of Coating. Int. J. Electrochem. Sci. 2020, 15, 8026–8040. [Google Scholar] [CrossRef]
- Long, Q.; Zhong, Y.; Wu, J. Effect of Magnetic Fields on The Behavior of Iron Electrodeposition. Int. J. Electrochem. Sci. 2020, 15, 6955–6968. [Google Scholar] [CrossRef]
- Yin, Y.; Li, H.; Pan, S.; Zhang, J.; Han, Q.; Yang, S. Electrochemical behaviour of passivation film formed on SLM-fabricated Hastelloy X superalloy surface in 10 wt% NaNO3 solution. Corros. Sci. 2022, 206, 110494. [Google Scholar] [CrossRef]
- Tang, Y.; Shen, X.; Qiao, Y.; Yang, L.; Chen, J.; Lu, D.; Zhang, Z. Corrosion behavior of a selective aser melted Inconel 718 alloy in a 3.5 wt.% NaCl solution. J. Mater. Eng. Perform. 2021, 30, 5506–5514. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, B.; Li, L.; Wang, C. Edge electrodeposition effect of cobalt under an external magnetic field. J. Electroanal. Chem. 2020, 865, 114143. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, P.; Jiang, P.; Hua, Y.; Shi, K.; Zheng, H.; Yang, Y. A flow-rate-controlled double-nozzles approach for electrochemical additive manufacturing. Virtual Phys. Prototyp. 2022, 17, 52–68. [Google Scholar] [CrossRef]
- Cordero, Z.C.; Knight, B.E.; Schuh, C.A. Six decades of the Hall–Petch effect—A survey of grain-size strengthening studies on pure metals. Int. Mater. Rev. 2016, 61, 95–512. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, M.; Jiang, B.; Xiao, Y.; Jia, W. Effect of Magnetic Field on Maskless Localized Electrodepositing Three-Dimensional Microstructure of Nano Nickel Crystals. Materials 2024, 17, 386. https://doi.org/10.3390/ma17020386
Wu M, Jiang B, Xiao Y, Jia W. Effect of Magnetic Field on Maskless Localized Electrodepositing Three-Dimensional Microstructure of Nano Nickel Crystals. Materials. 2024; 17(2):386. https://doi.org/10.3390/ma17020386
Chicago/Turabian StyleWu, Menghua, Bingchun Jiang, Yuqing Xiao, and Weiping Jia. 2024. "Effect of Magnetic Field on Maskless Localized Electrodepositing Three-Dimensional Microstructure of Nano Nickel Crystals" Materials 17, no. 2: 386. https://doi.org/10.3390/ma17020386
APA StyleWu, M., Jiang, B., Xiao, Y., & Jia, W. (2024). Effect of Magnetic Field on Maskless Localized Electrodepositing Three-Dimensional Microstructure of Nano Nickel Crystals. Materials, 17(2), 386. https://doi.org/10.3390/ma17020386