
Penetration State Recognition during Laser Welding Process Control Based on Two-Stage Temporal Convolutional Networks
 ,
,
Abstract
1. Introduction
- The limited computational resources available at the edge of the control system constrain the efficiency of laser welding image feature extraction processes.
- The welding process is a time series process, and the acquired images fluctuate continuously in time. Short-term noise is not favorable for laser welding recognition that relies on long-time information and can reduce the accuracy of melt-through recognition.
- Fusion recognition manifests itself as a cumulative effect of the image signal over time. The cumulative contribution is the process of continuously extracting similar features at critical times and enhancing the contribution to the recognition in the time dimension. RNN (Recurrent Neural Network) results do not handle the problem well.
- This study proposes a lightweight segmentation model based on channel pruning technique to extract molten pool and keyhole features, improving the model’s accuracy and computational efficiency.
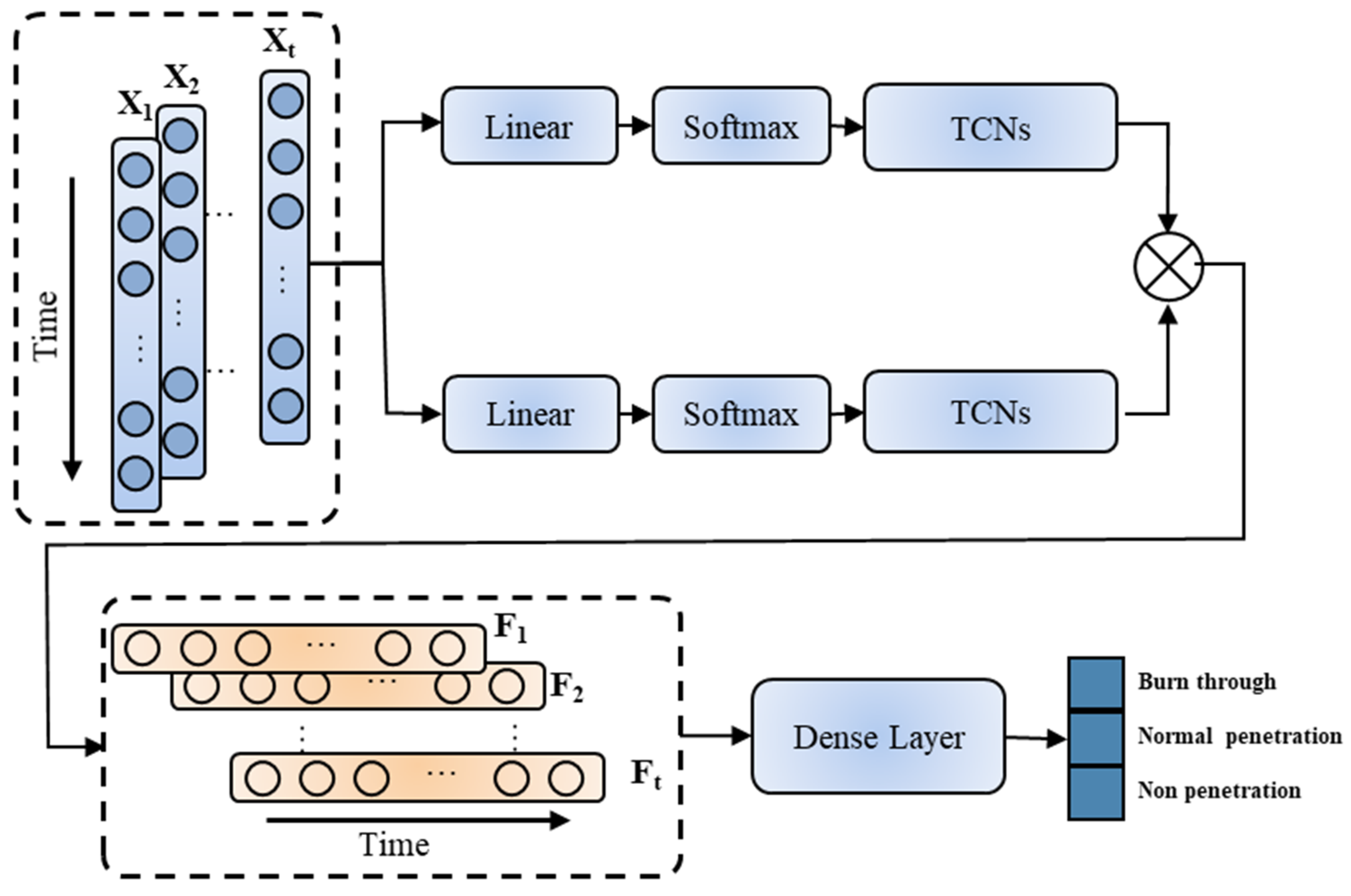
- This study proposes ST-TCN (temporal convolutional network based on attention mechanism) to improve the efficiency and accuracy of long-term information penetration recognition. The parallel model structure was used to improve the scope of model-aware time series. This method provides a new idea for the problem of long-sequence information fusion penetration recognition.
- We designed welding penetration and closed-loop control experiments involving plates of unequal thickness. The experimental results demonstrate that the proposed penetration identification method exhibits excellent performance in both welding power control and long weld penetration identification.
2. Related Work
2.1. Feature Extraction Based on Lightweight Models
2.2. Penetration Identification Based on Time Series Modeling
3. Methodology and Analysis
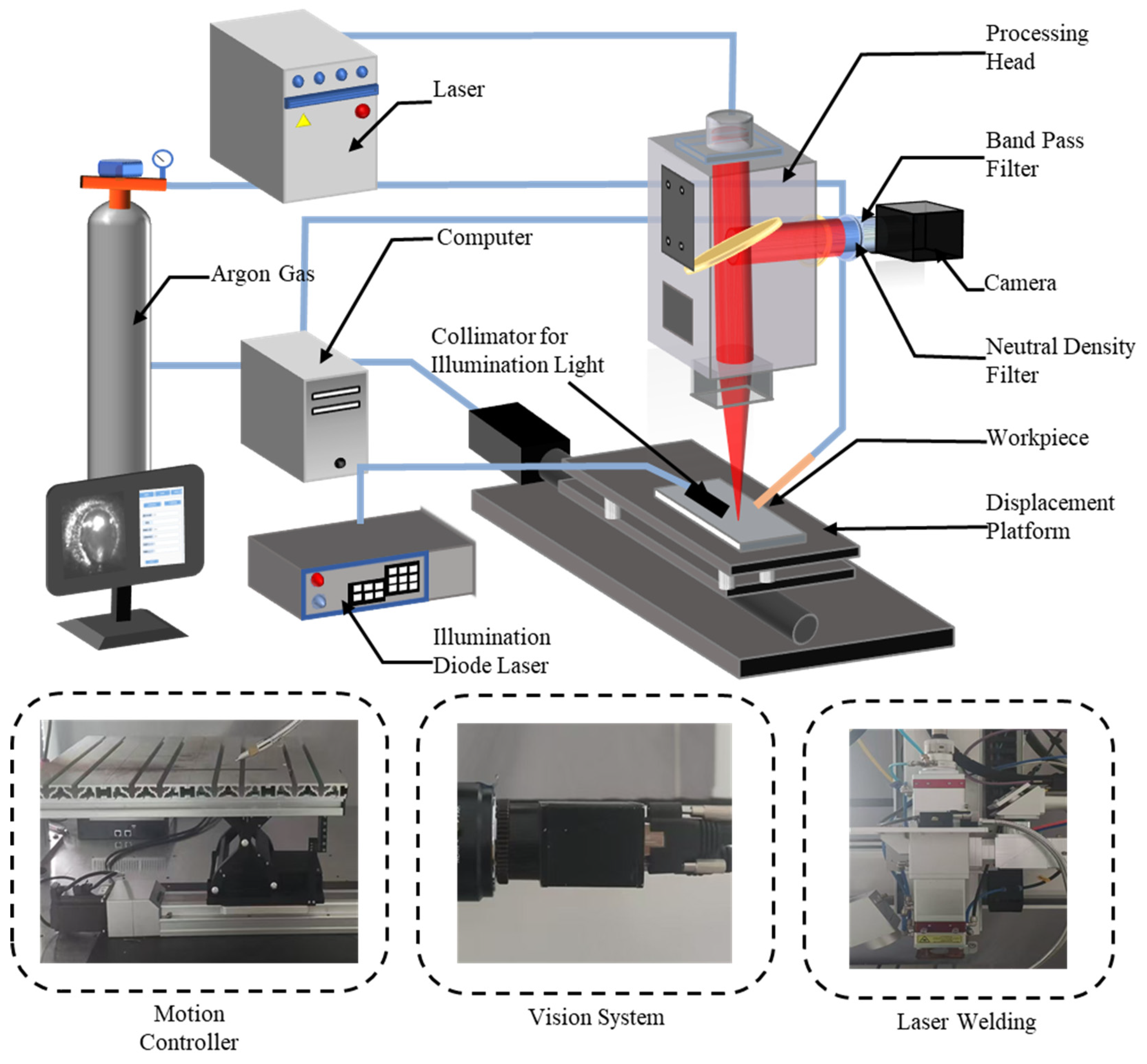
3.1. Experimental Platform and Materials
3.2. Feature Extraction
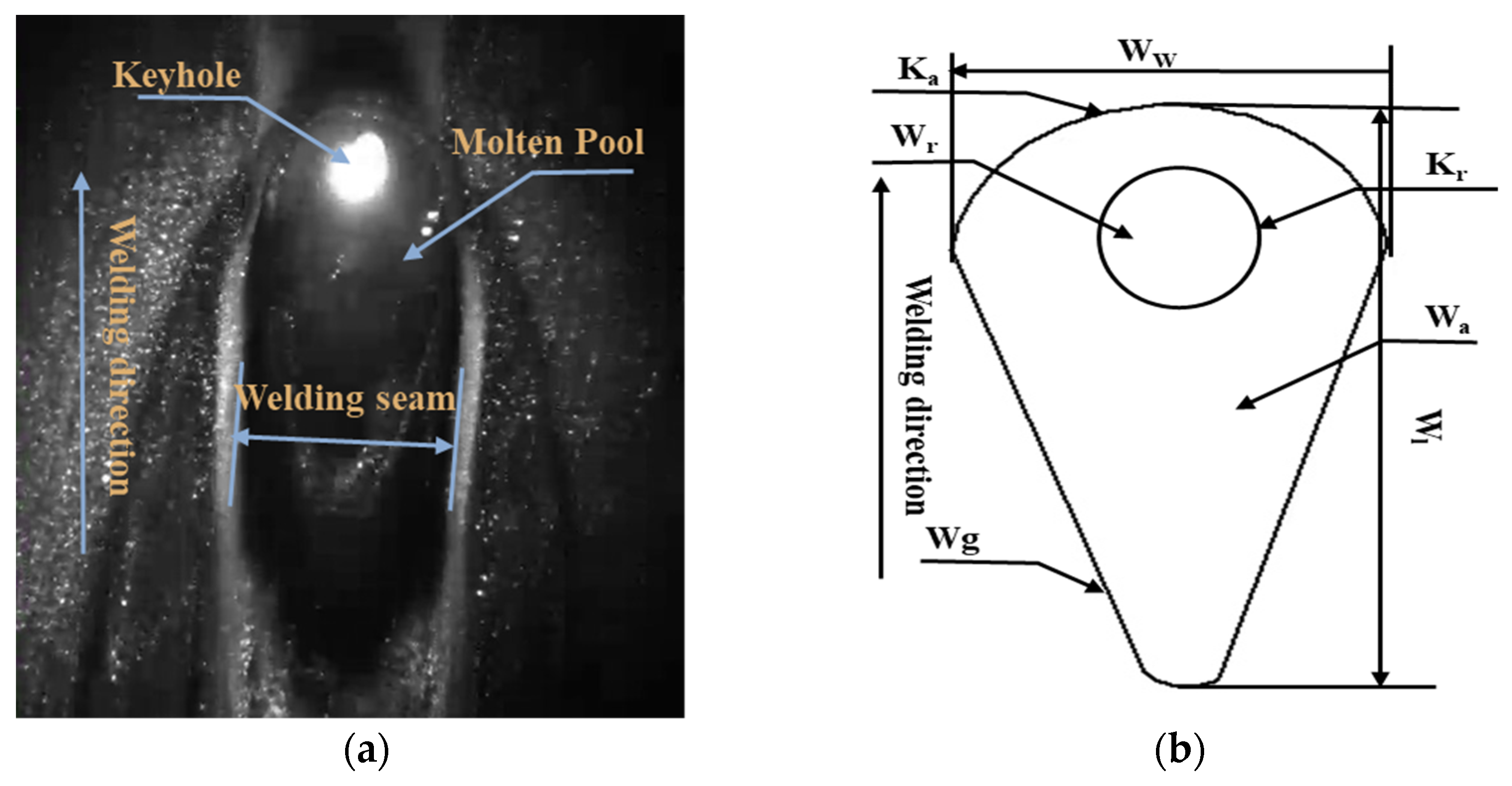
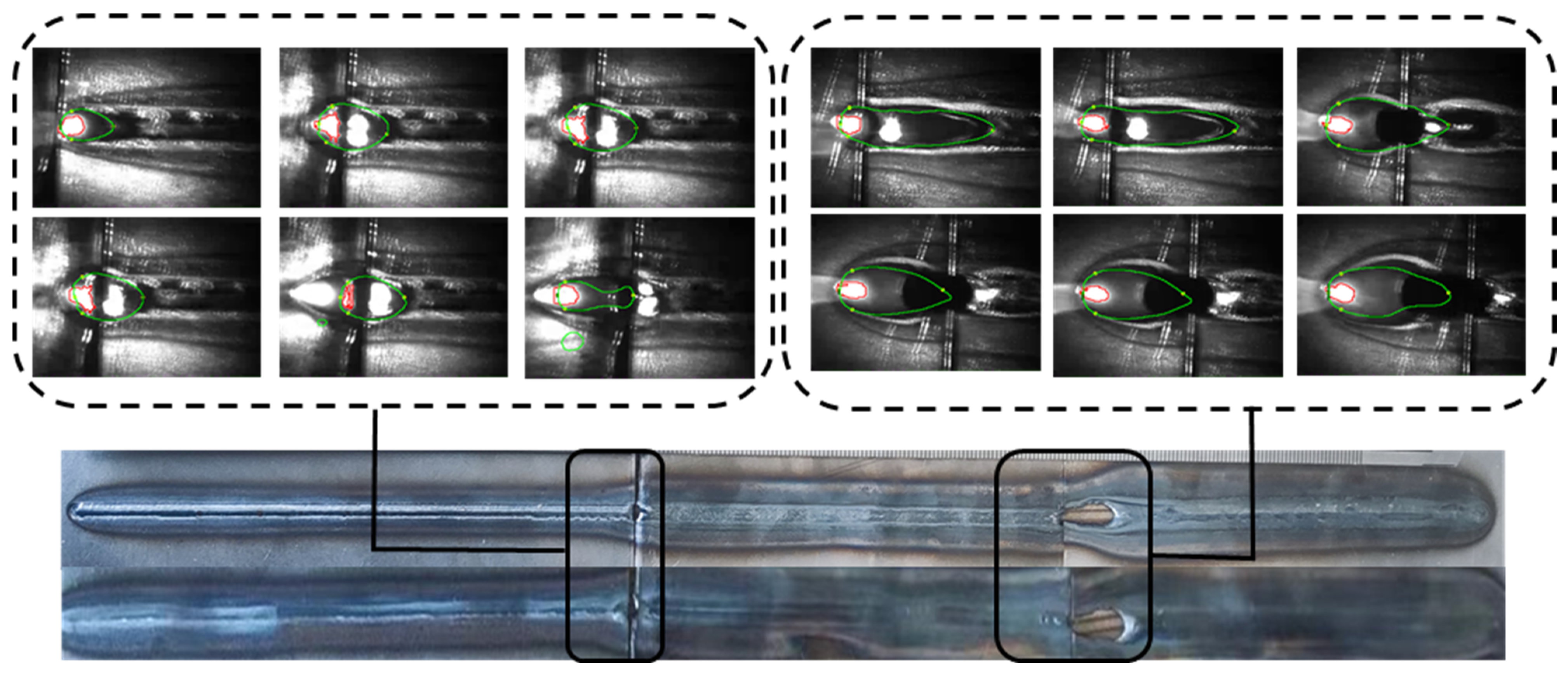
3.2.1. Images of Laser Molten Pool and Keyhole
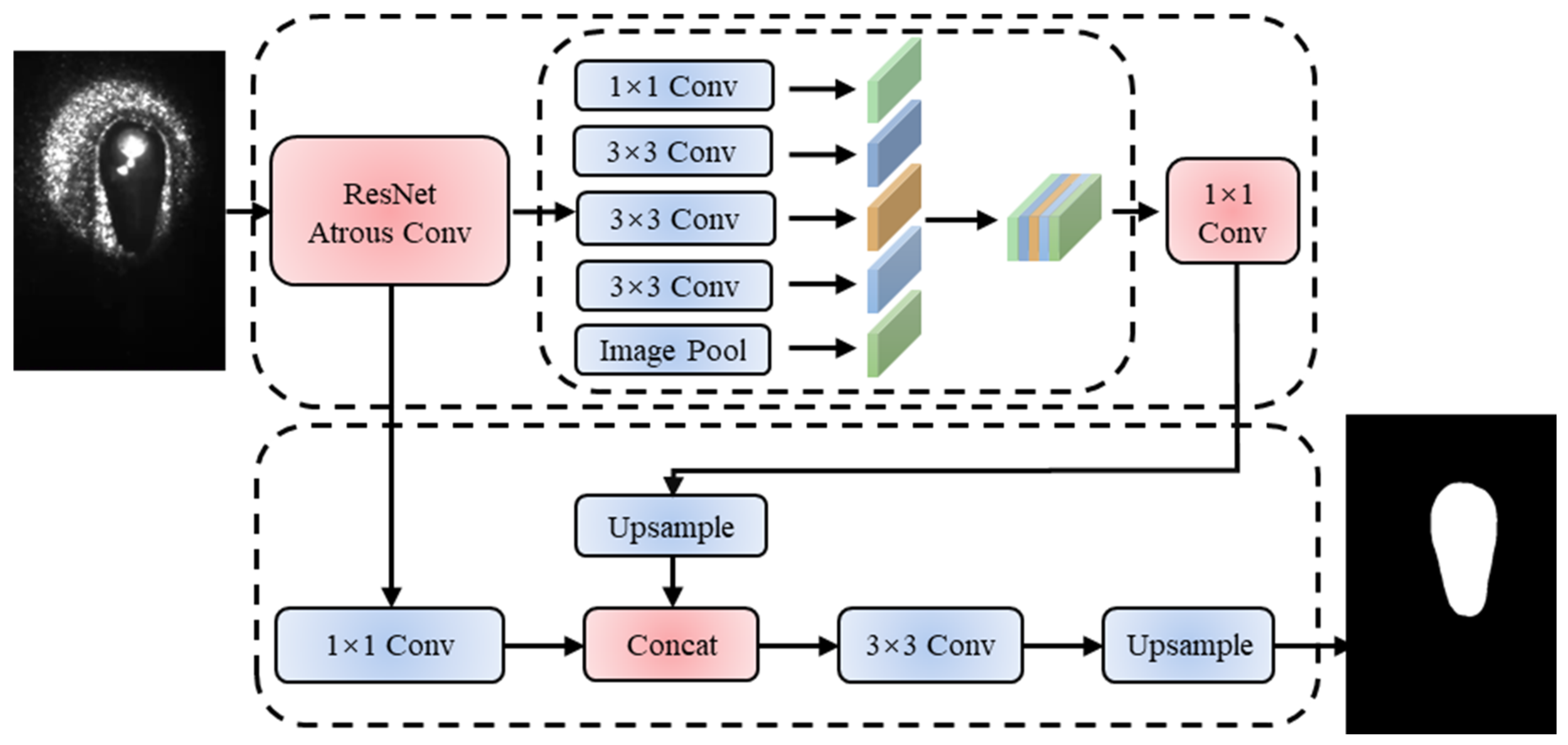
3.2.2. Lightweight Image Segmentation Network
- Modify the network structure of DeeplabV3+, the inputs and outputs of the channels of ResNet and the layers connected to the backbone network are fixed, and the fixed channels are modified with variable channel variables.
- Sparse training, with L regularization constraints imposed on the channel layers in the model, promotes model sparsification and separates unimportant channels.
- Pruning: After completing sparse training, set the pruning rate and delete the corresponding channel information when the corresponding channel weight is less than the set pruning rate. Generate a parsimonious model that occupies less space.
- Fine-tuning. The accuracy of the pruned model is too low and needs to be retrained to obtain new weight parameters.
3.3. Penetration State Recognition Based on ST-TCNs
3.3.1. TCN Model
3.3.2. Attention Mechanisms
3.3.3. ST-TCNs
4. Results
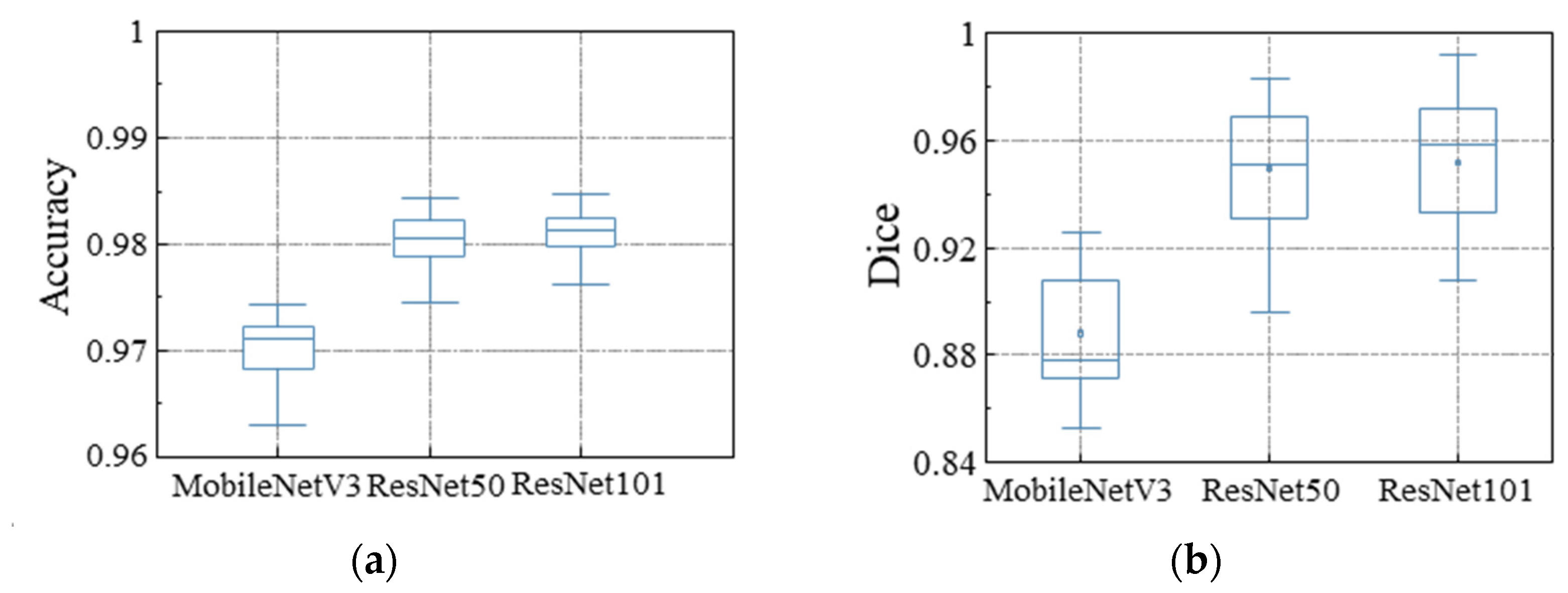
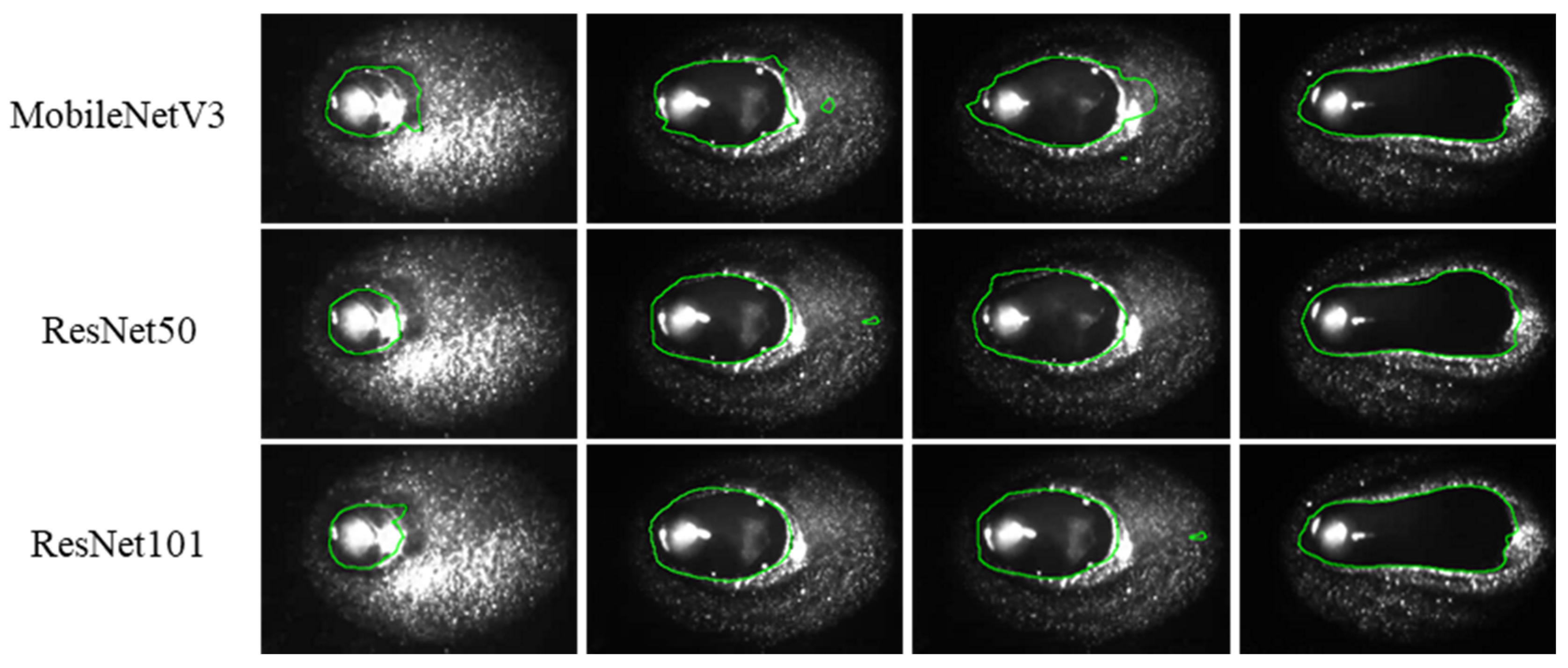
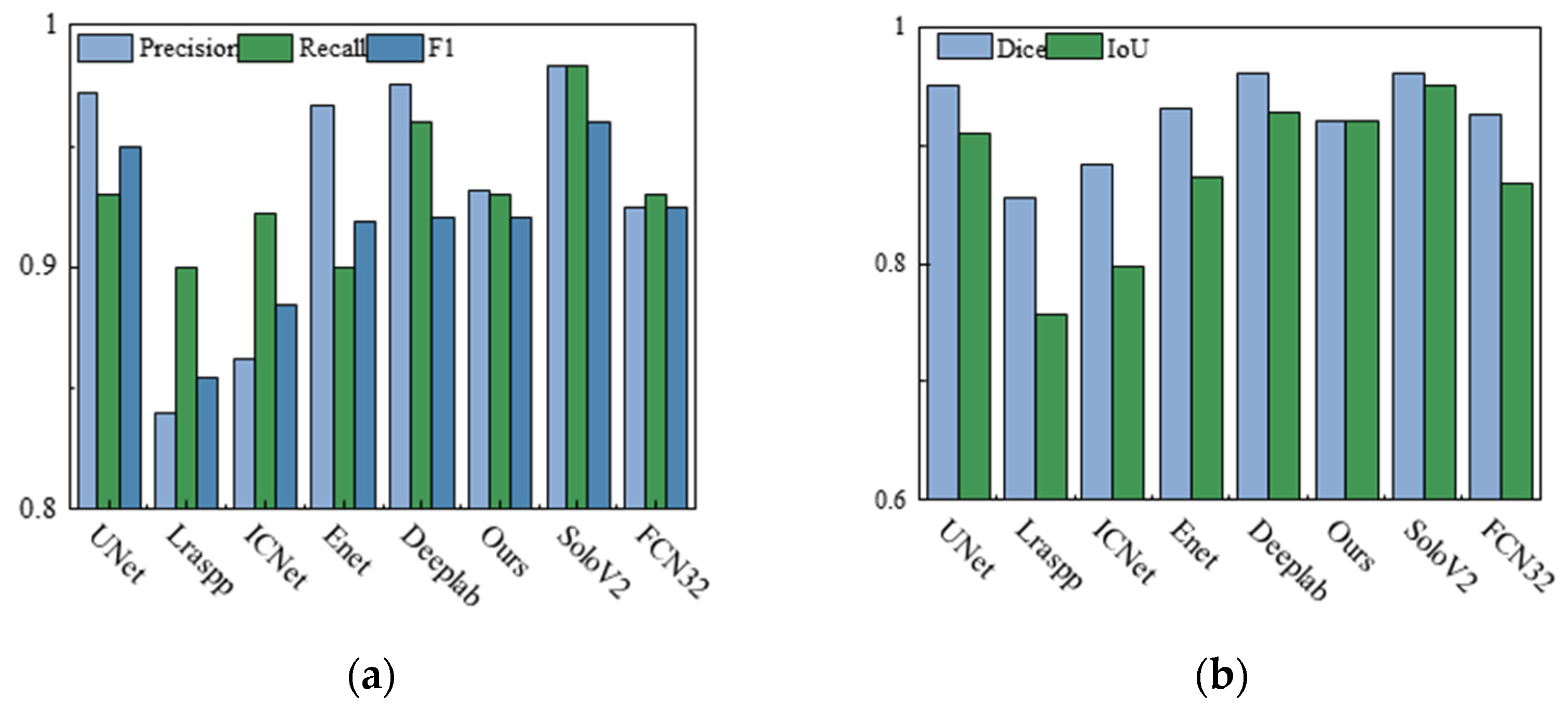
4.1. Training and Validation of Lightweight Segmentation Models
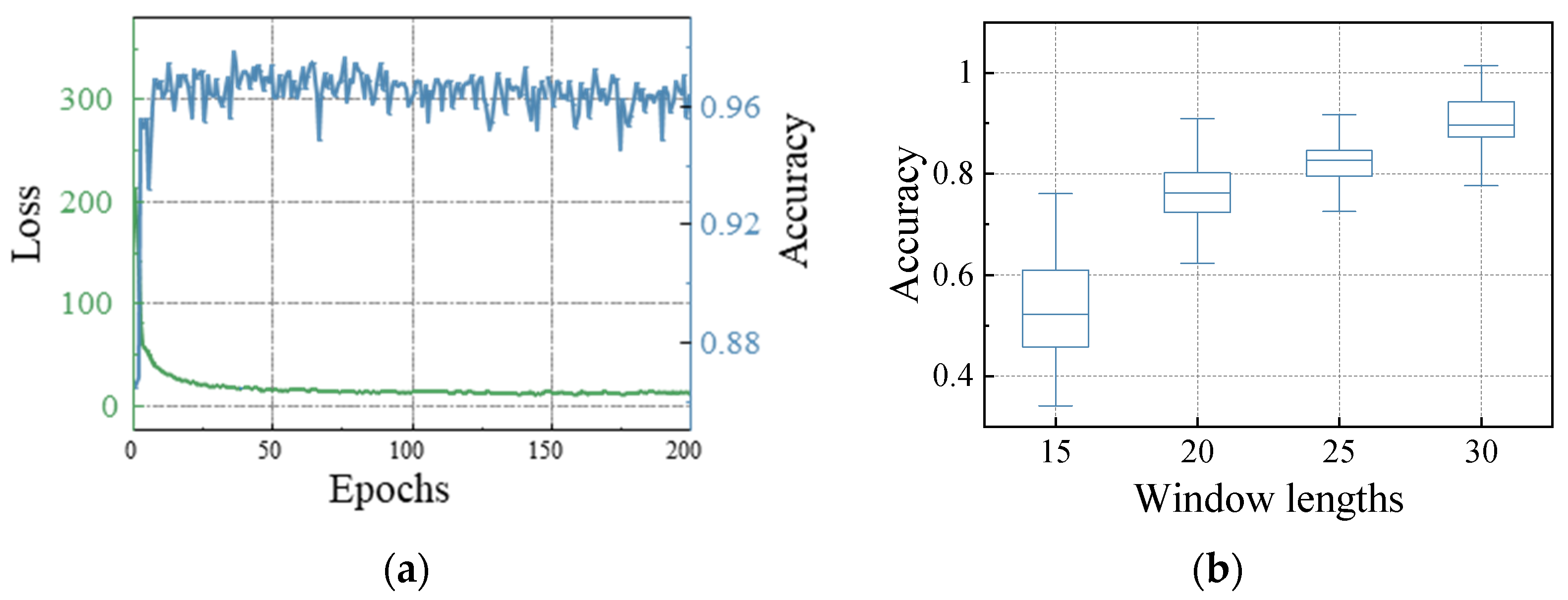
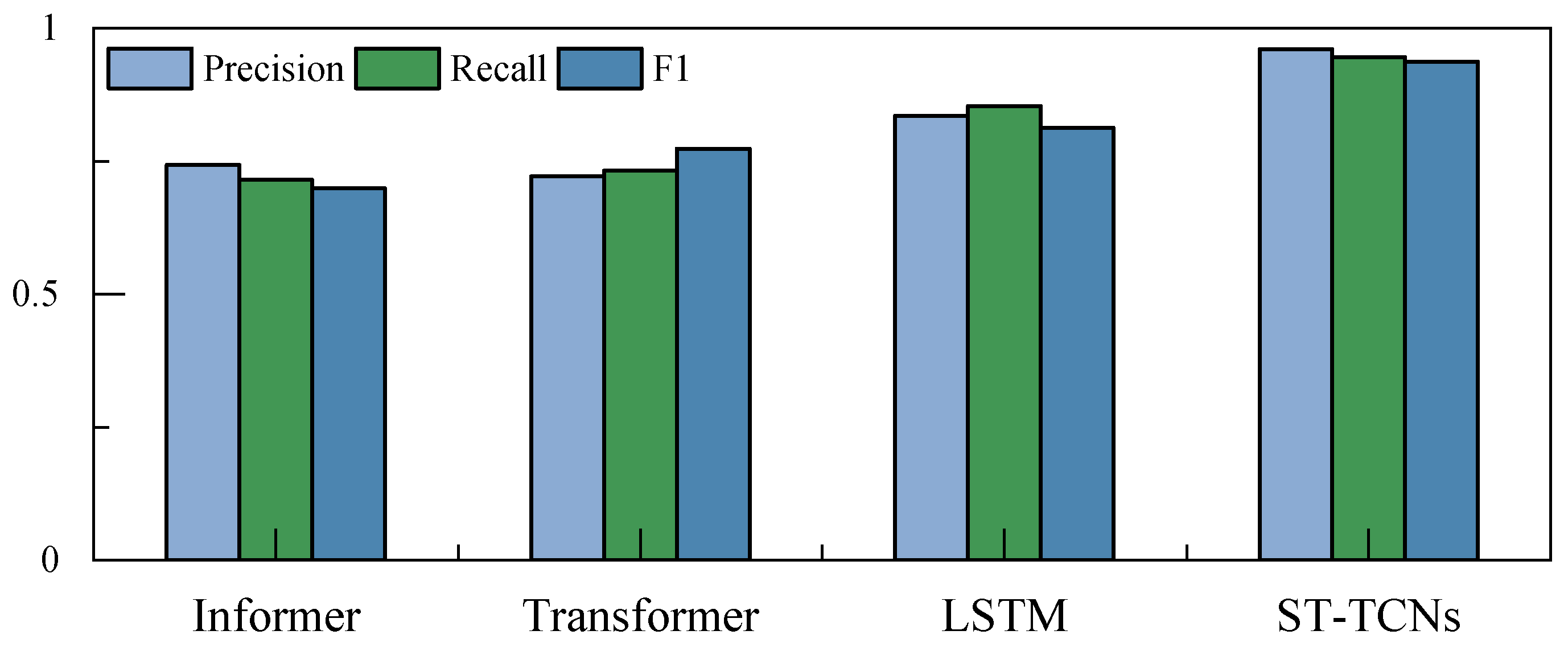
4.2. Training and Validation of ST-TCNs
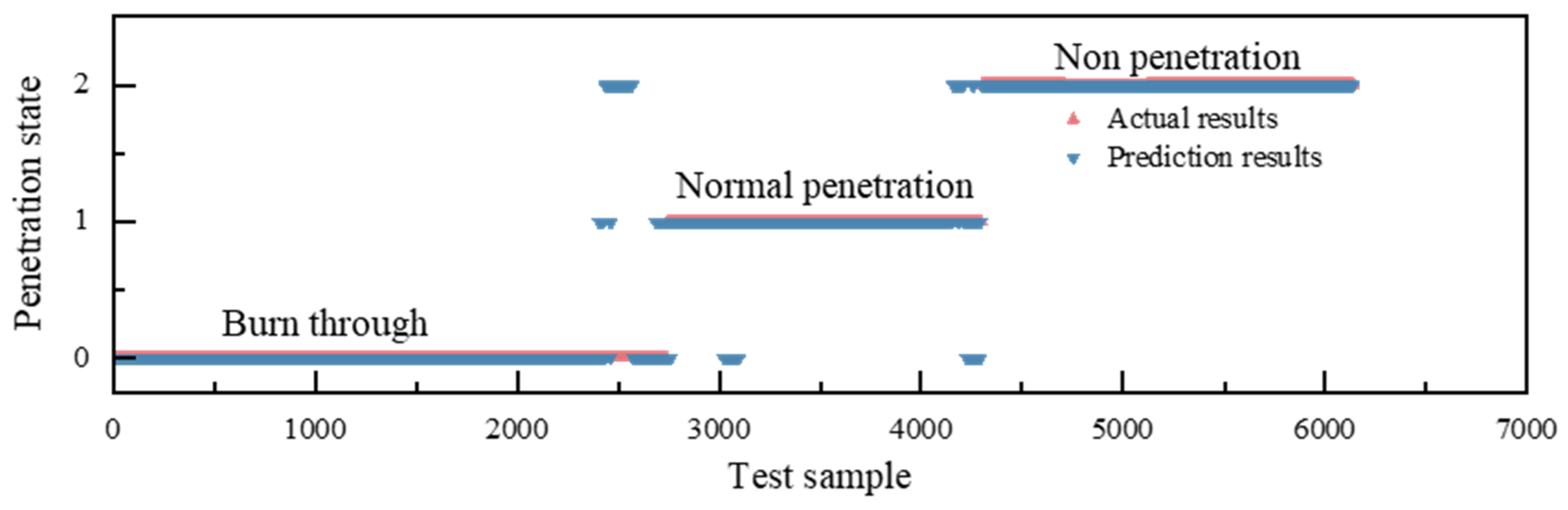
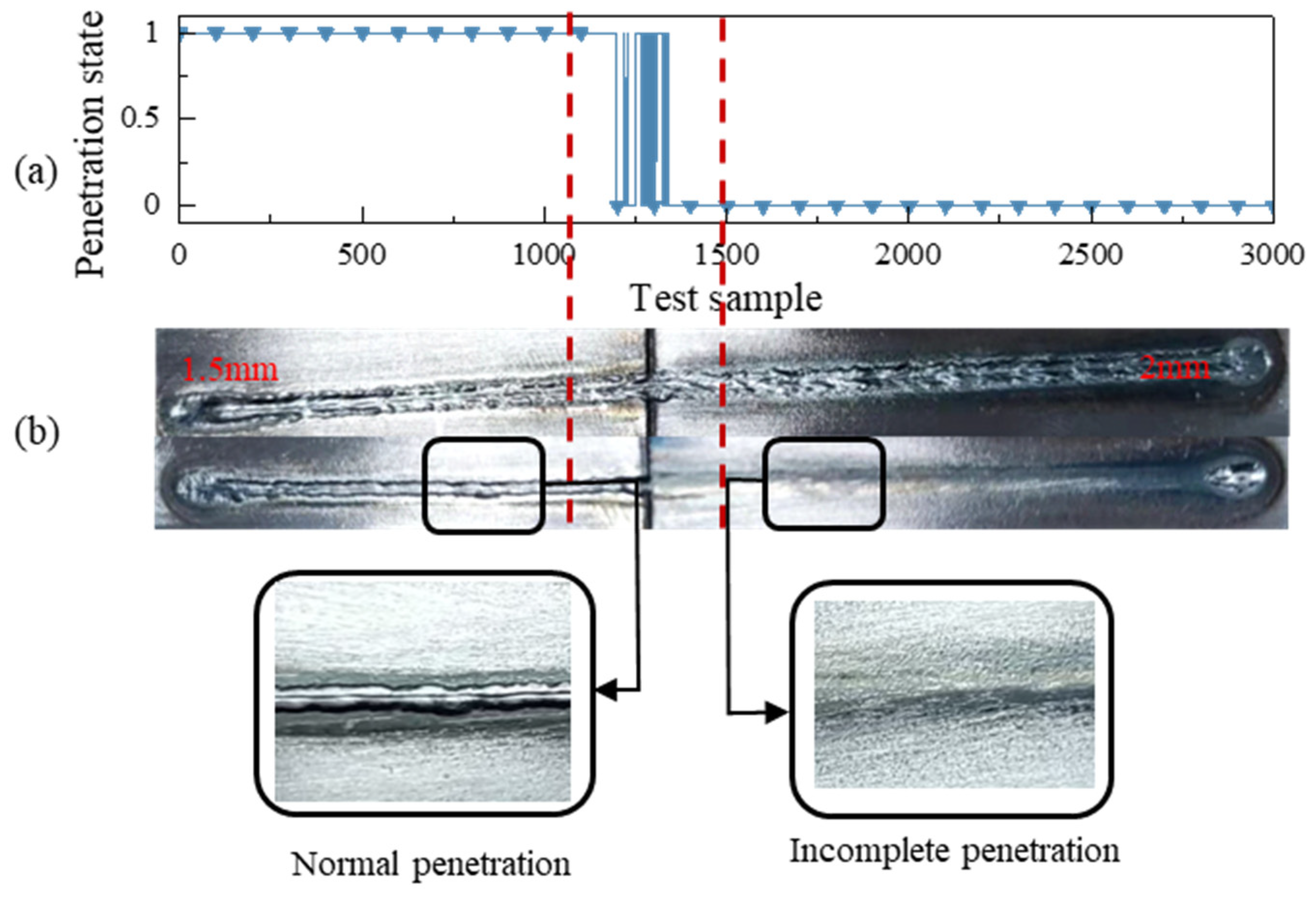
4.3. Long-Time Sequence Welding Penetration Recognition Experiment
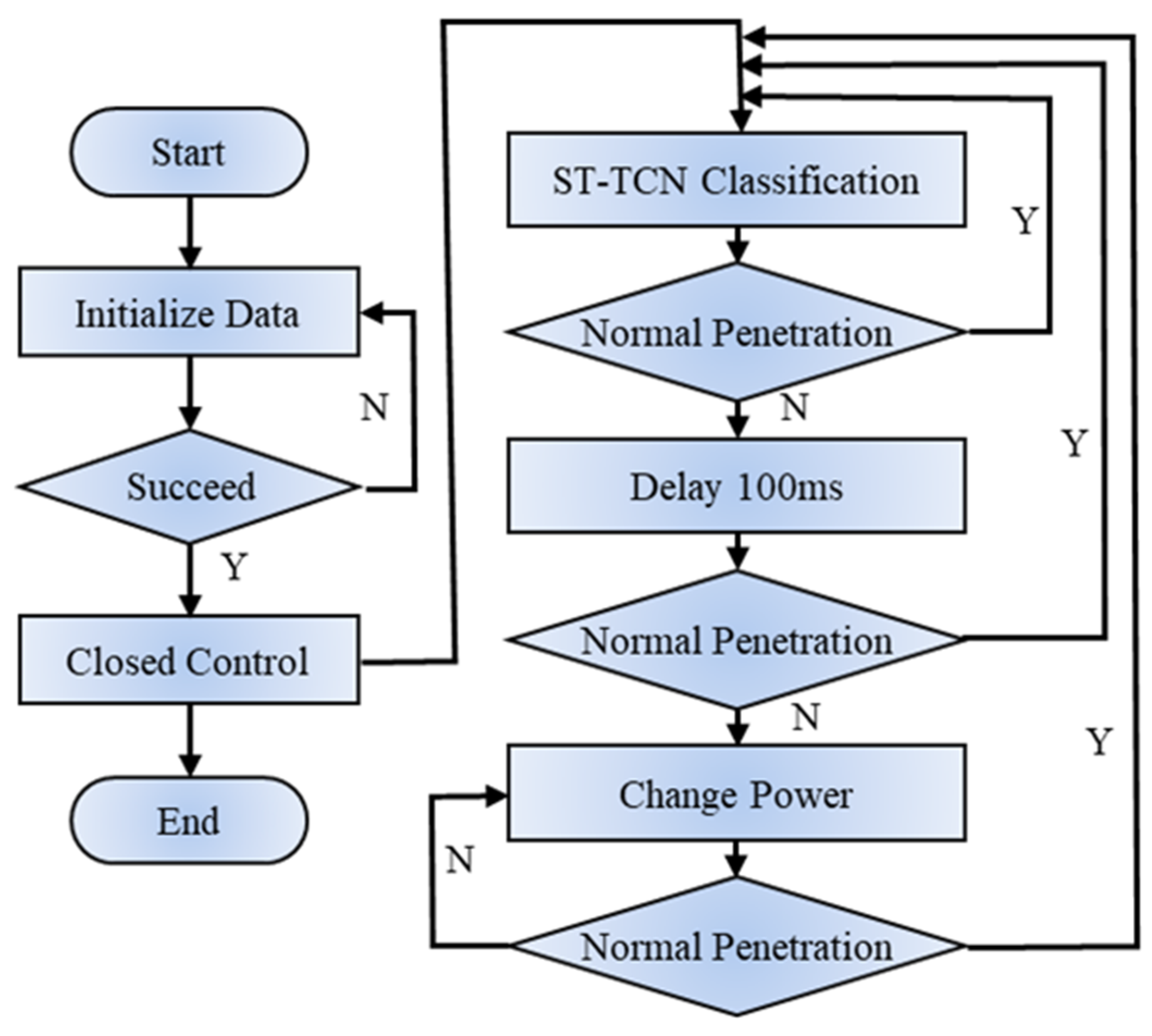
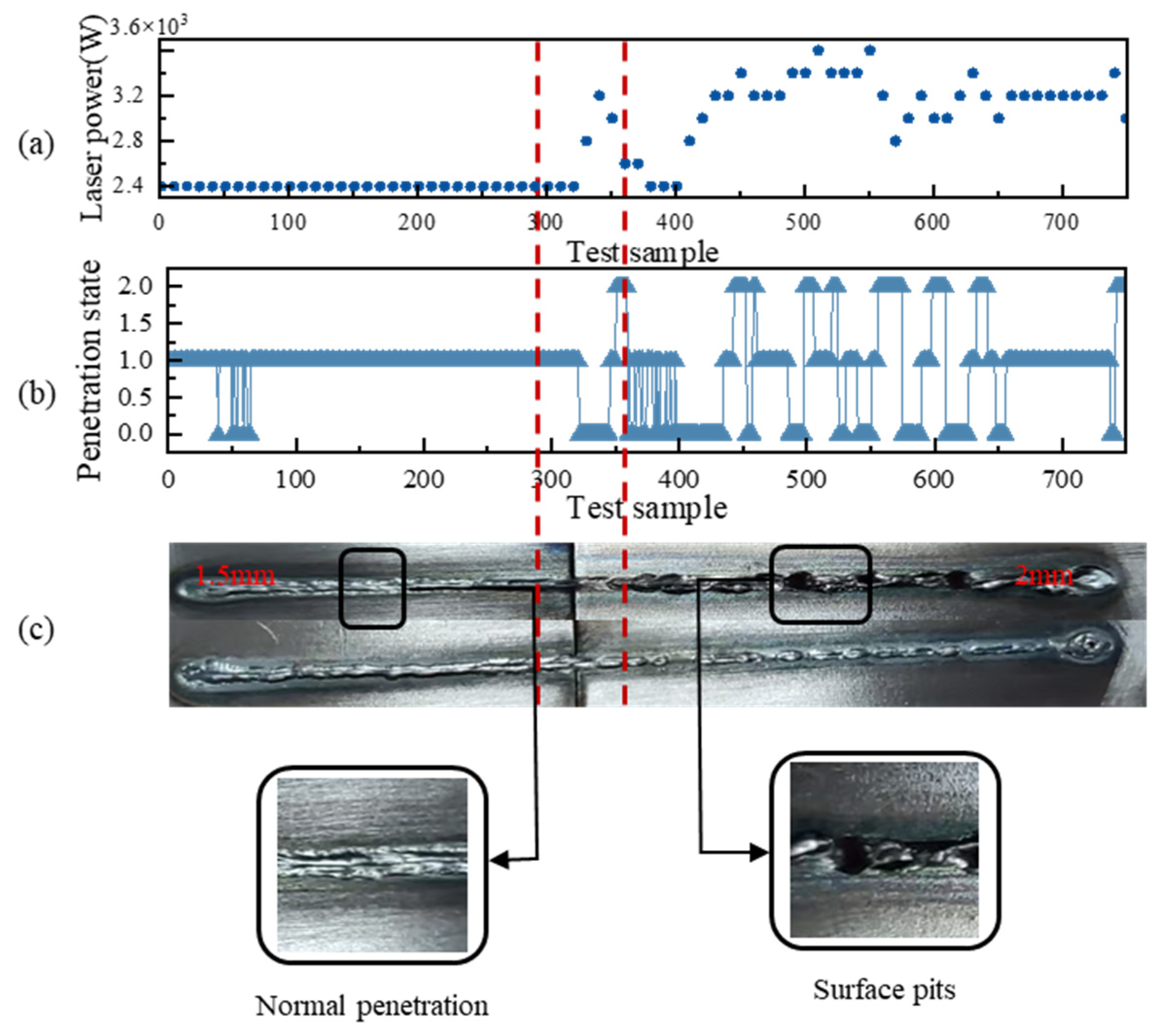
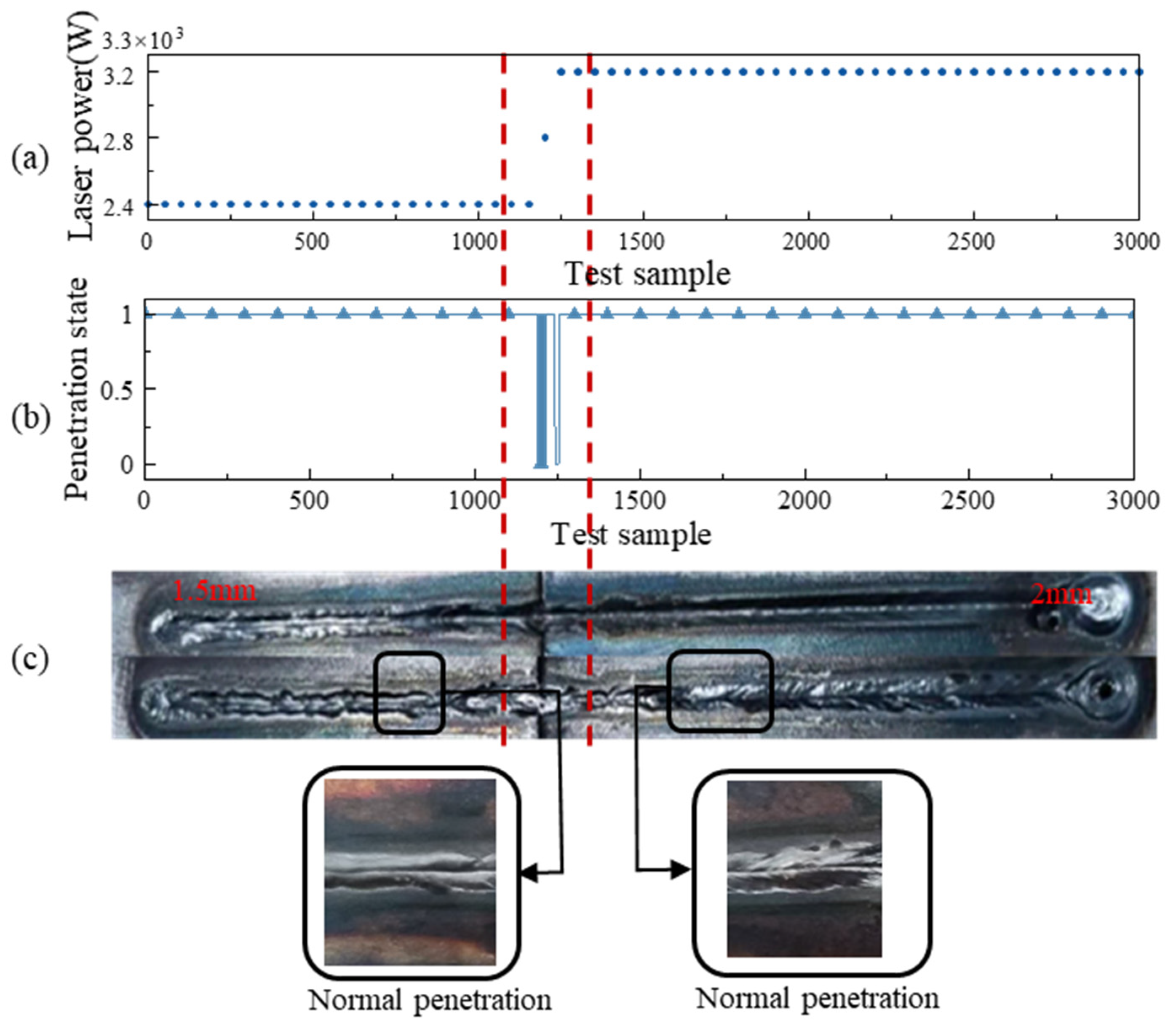
4.4. Laser Weld Process Control Experiment
5. Discussion
6. Conclusions
- We built a coaxial laser sensing monitoring system to obtain clear images of the molten pool keyholes and designed different welding schemes to obtain datasets under different welding conditions.
- A lightweight segmentation model was proposed, based on the channel pruning technique, to achieve real-time and stable segmentation of molten pool and keyhole shapes, as well as feature extraction for edge devices. The model achieves a segmentation accuracy of 95.96% and enables edge-side inference at 49 FPS.
- A temporal convolutional network incorporating time-space attention was introduced to classify melting states in a long-term laser welding process. The optimal time window for this purpose was determined through experimentation.
- Using the unequal thickness plate as the experimental object, we designed both a laser weld penetration identification experiment and a process control experiment. The proposed model robustly identifies the through state with an accuracy of 98.96% and an inference time of 20.4 ms. In the process control experiment, the adjustment time was 0.5 s, allowing for consistent welding molding.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; Liu, T.; Li, B.; Zhang, Z. Simultaneous Monitoring of Penetration Status and Joint Tracking during Laser Keyhole Welding. IEEE/ASME Trans. Mechatron. 2019, 24, 1732–1742. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, B.; Han, X.; Tan, C.; Liu, F.; Zeng, Z.; Chen, B.; Song, X. Predicting laser penetration welding states of high-speed railway Al butt-lap joint based on EEMD-SVM. J. Mater. Res. Technol. 2022, 21, 1316–1330. [Google Scholar] [CrossRef]
- Liu, S.; Wu, D.; Luo, Z.; Zhang, P.; Ye, X.; Yu, Z. Measurement of pulsed laser welding penetration based on keyhole dynamics and deep learning approach. Measurement 2022, 199, 111579. [Google Scholar] [CrossRef]
- Deng, F.; Huang, Y.; Lu, S.; Chen, Y.; Chen, J.; Feng, H.; Zhang, J.; Yang, Y.; Hu, J.; Lam, T.L.; et al. A Multi-Sensor Data Fusion System for Laser Welding Process Monitoring. IEEE Access 2020, 8, 147349–147357. [Google Scholar] [CrossRef]
- Peng, G.; Chang, B.; Xue, B.; Wang, G.; Gao, Y.; Du, D. Closed-loop control of medium-thickness plate arc welding based on weld-face vision sensing. J. Manuf. Process. 2021, 68, 371–382. [Google Scholar] [CrossRef]
- Kim, H.; Nam, K.; Oh, S.; Ki, H. Deep-learning-based real-time monitoring of full-penetration laser keyhole welding by using the synchronized coaxial observation method. J. Manuf. Process. 2021, 68, 1018–1030. [Google Scholar] [CrossRef]
- Wu, S.; Kong, W.; Feng, Y.; Chen, P.; Cheng, F. Penetration prediction of narrow-gap laser welding based on coaxial high dynamic range observation and machine learning. J. Manuf. Process. 2024, 110, 91–100. [Google Scholar] [CrossRef]
- Liu, T.; Zheng, H.; Bao, J.; Zheng, P.; Wang, J.; Yang, C.; Gu, J. An Explainable Laser Welding Defect Recognition Method Based on Multi-Scale Class Activation Mapping. IEEE Trans. Instrum. Meas. 2022, 71, 5005312. [Google Scholar] [CrossRef]
- Li, J.; Zhang, Y.; Xu, Y.; Chen, C. Two-stage fusion framework driven by domain knowledge for penetration prediction of laser welding. Opt. Laser Technol. 2024, 179, 111287. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, B.; Tan, C.; Song, X.; Zhao, H. An end-to-end framework based on acoustic emission for welding penetration prediction. J. Manuf. Process. 2023, 107, 411–421. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, F.; Chen, Y.; Zhang, H.; Liu, L.; Wang, Q. Weld joint penetration state sequential identification algorithm based on representation learning of weld images. J. Manuf. Process. 2024, 120, 192–204. [Google Scholar] [CrossRef]
- Wu, Y.; Meng, Y.; Shao, C. End-to-end online quality prediction for ultrasonic metal welding using sensor fusion and deep learning. J. Manuf. Process. 2022, 83, 685–694. [Google Scholar] [CrossRef]
- Jiao, W.; Wang, Q.; Cheng, Y.; Zhang, Y. End-to-end prediction of weld penetration: A deep learning and transfer learning based method. J. Manuf. Process. 2020, 63, 191–197. [Google Scholar] [CrossRef]
- Wang, Q.; Jiao, W.; Zhang, Y. Deep learning-empowered digital twin for visualized weld joint growth monitoring and penetration control. J. Manuf. Syst. 2020, 57, 429–439. [Google Scholar] [CrossRef]
- Cui, Y.; Shi, Y.; Hong, X. Analysis of the frequency features of arc voltage and its application to the recognition of welding penetration in K-TIG welding. J. Manuf. Process. 2019, 46, 225–233. [Google Scholar] [CrossRef]
- Li, B.; Shi, Y.; Wang, Z. Penetration identification of magnetic controlled Keyhole Tungsten inert gas horizontal welding based on OCR-SVM. Weld. World 2024, 68, 2281–2292. [Google Scholar] [CrossRef]
- Cai, W.; Jiang, P.; Shu, L.; Geng, S.; Zhou, Q. Real-time laser keyhole welding penetration state monitoring based on adaptive fusion images using convolutional neural networks. J. Intell. Manuf. 2021, 34, 1259–1273. [Google Scholar] [CrossRef]
- Yu, R.; Kershaw, J.; Wang, P.; Zhang, Y. Real-time recognition of arc weld pool using image segmentation network. J. Manuf. Process. 2021, 72, 159–167. [Google Scholar] [CrossRef]
- Lu, R.; Wei, H.; Li, F.; Zhang, Z.; Liang, Z.; Li, B. In-situ monitoring of the penetration status of keyhole laser welding by using a support vector machine with interaction time conditioned keyhole behaviors. Opt. Lasers Eng. 2020, 72, 159–167. [Google Scholar] [CrossRef]
- Chen, C.; Lv, N.; Chen, S. Welding penetration monitoring for pulsed GTAW using visual sensor based on AAM and random forests. J. Manuf. Process. 2021, 63, 152–162. [Google Scholar] [CrossRef]
- Wu, D.; Hu, M.; Huang, Y.; Zhang, P.; Yu, Z. In situ monitoring and penetration prediction of plasma arc welding based on welder intelligence-enhanced deep random forest fusion. J. Manuf. Process. 2021, 66, 153–165. [Google Scholar] [CrossRef]
- Liang, R.; Yu, R.; Luo, Y.; Zhang, Y. Machine learning of weld joint penetration from weld pool surface using support vector regression. J. Manuf. Process. 2019, 41, 23–28. [Google Scholar] [CrossRef]
- Wang, R.; Wang, H.; He, Z.; Zhu, J.; Zuo, H. WeldNet: A lightweight deep learning model for welding defect recognition. Weld. World 2024. [Google Scholar] [CrossRef]
- Cai, W.; Shu, L.; Geng, S.; Zhou, Q.; Cao, L. Real-time monitoring of weld surface morphology with lightweight semantic segmentation model improved by attention mechanism during laser keyhole welding. Opt. Laser Technol. 2024, 174, 110707. [Google Scholar] [CrossRef]
- Hong, Y.; Yang, M.; Yuan, R.; Du, D.; Chang, B. A Novel Quality Monitoring Approach Based on Multigranularity Spatiotemporal Attentive Representation Learning during Climbing GTAW. IEEE Trans. Ind. Inform. 2024, 20, 8218–8228. [Google Scholar] [CrossRef]
- Cheng, Y.; Wang, Q.; Jiao, W.; Yu, R.; Chen, S.; Zhang, Y.; Xiao, J. Detecting dynamic development of weld pool using machine learning from innovative composite images for adaptive welding. J. Manuf. Process. 2020, 56, 908–915. [Google Scholar] [CrossRef]
- Yang, B.; Tan, C.; Chen, G.; Sun, H.; Liu, F.; Wu, L.; Chen, B.; Song, X. Online monitoring system for welding states of bottom-locking joints in high-speed trains via multi-information fusion and 3DCNN. J. Manuf. Process. 2024, 113, 105–116. [Google Scholar] [CrossRef]
- Liu, T.; Wang, J.; Huang, X.; Lu, Y.; Bao, J. 3DSMDA-Net: An improved 3DCNN with separable structure and multi-dimensional attention for welding status recognition. J. Manuf. Syst. 2022, 62, 811–822. [Google Scholar] [CrossRef]
- Shi, Y.-H.; Wang, Z.-S.; Chen, X.-Y.; Cui, Y.-X.; Xu, T.; Wang, J.-Y. Real-time K-TIG welding penetration prediction on embedded system using a segmentation-LSTM model. Adv. Manuf. 2023, 11, 444–461. [Google Scholar] [CrossRef]
- Yu, R.; Kershaw, J.; Wang, P.E.; Zhang, Y. How to Accurately Monitor the Weld Penetration from Dynamic Weld Pool Serial Images Using CNN-LSTM Deep Learning Model? IEEE Robot. Autom. Lett. 2022, 7, 6519–6525. [Google Scholar] [CrossRef]
- Zhao, Z.; Lv, N.; Xiao, R.; Chen, S. A Novel Penetration State Recognition Method Based on LSTM with Auditory Attention during Pulsed GTAW. IEEE Trans. Ind. Inform. 2022, 19, 9565–9575. [Google Scholar] [CrossRef]
- Knaak, C.; von Eßen, J.; Kröger, M.; Schulze, F.; Abels, P.; Gillner, A. A Spatio-Temporal Ensemble Deep Learning Architecture for Real-Time Defect Detection during Laser Welding on Low Power Embedded Computing Boards. Sensors 2021, 21, 4205. [Google Scholar] [CrossRef]
- He, Y.; Zhang, X.; Sun, J. Channel Pruning for Accelerating Very Deep Neural Networks. Arxiv-Cs-Computer Vision and Pattern Recognition. arXiv 2017, arXiv:1707.06168. [Google Scholar]
- Bai, S.; Kolter, J.Z.; Koltun, V. An Empirical Evaluation of Generic Convolutional and Recurrent Networks for Sequence Modeling. Arxiv-Cs-Machine Learning. arXiv 2018, arXiv:1803.01271. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Parameters | Value |
|---|---|
| Welding speed | 15 mm/s |
| Laser power | 2400 W |
| Gas flow rate | 15 L/min |
| Model | Flops (G) | Params (M) |
|---|---|---|
| Ours | 10.8 | 11.5 |
| DeeplabV3+ | 44.28 | 46.80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Ji, S.; Ma, C.; Zhang, C.; Yu, H.; Yin, Y. Penetration State Recognition during Laser Welding Process Control Based on Two-Stage Temporal Convolutional Networks. Materials 2024, 17, 4441. https://doi.org/10.3390/ma17184441
Liu Z, Ji S, Ma C, Zhang C, Yu H, Yin Y. Penetration State Recognition during Laser Welding Process Control Based on Two-Stage Temporal Convolutional Networks. Materials. 2024; 17(18):4441. https://doi.org/10.3390/ma17184441
Chicago/Turabian StyleLiu, Zhihui, Shuai Ji, Chunhui Ma, Chengrui Zhang, Hongjuan Yu, and Yisheng Yin. 2024. "Penetration State Recognition during Laser Welding Process Control Based on Two-Stage Temporal Convolutional Networks" Materials 17, no. 18: 4441. https://doi.org/10.3390/ma17184441
APA StyleLiu, Z., Ji, S., Ma, C., Zhang, C., Yu, H., & Yin, Y. (2024). Penetration State Recognition during Laser Welding Process Control Based on Two-Stage Temporal Convolutional Networks. Materials, 17(18), 4441. https://doi.org/10.3390/ma17184441