

Preparation of Metallized Pellets for Steelmaking by Hydrogen Cooling Reduction with Different Cooling Rates



Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.3. Characterizations
3. Results and Discussion
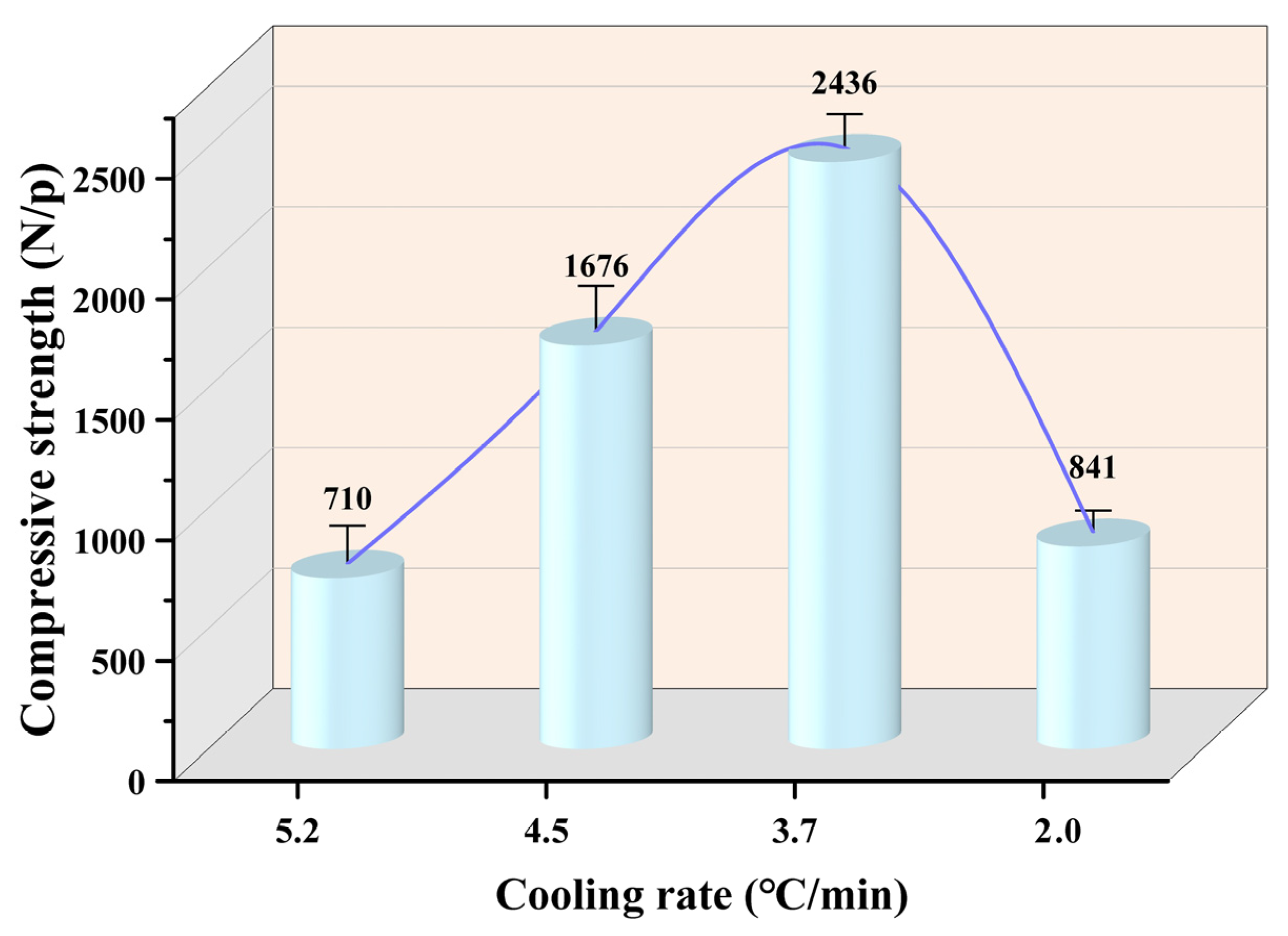
3.1. Effect of Cooling Rate on the Reduction Indexes
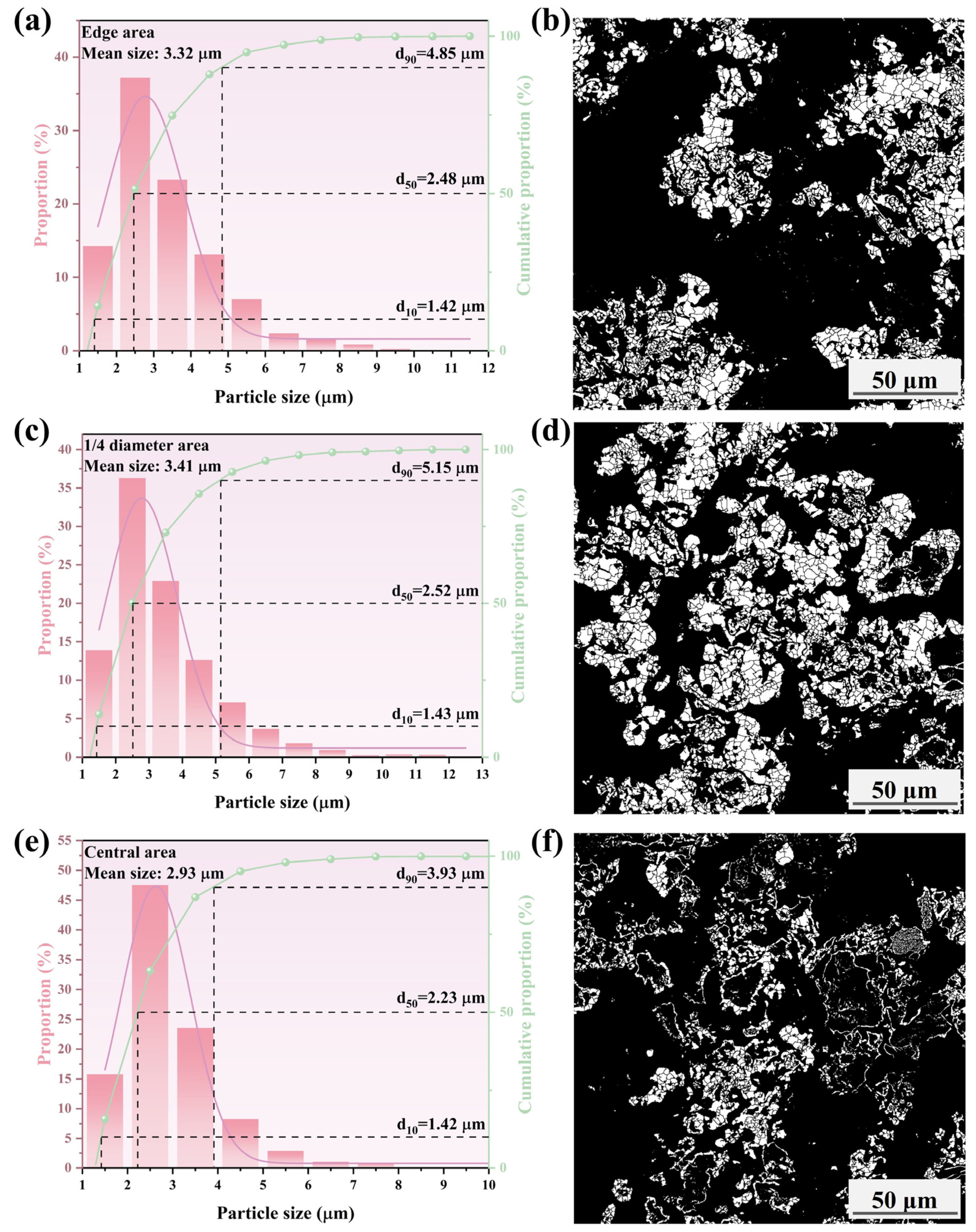
3.2. Effect of Cooling Rate on the Porosity
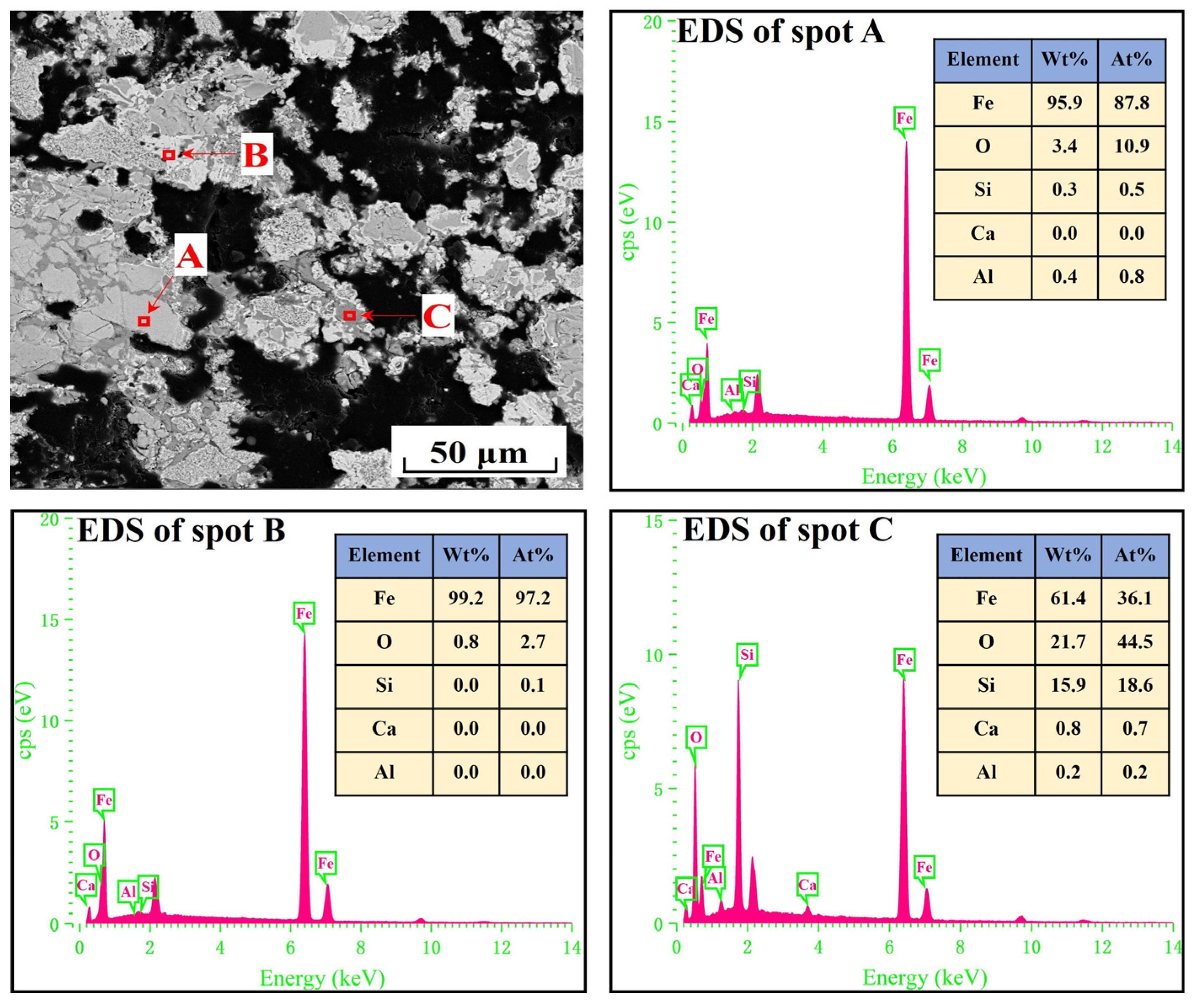
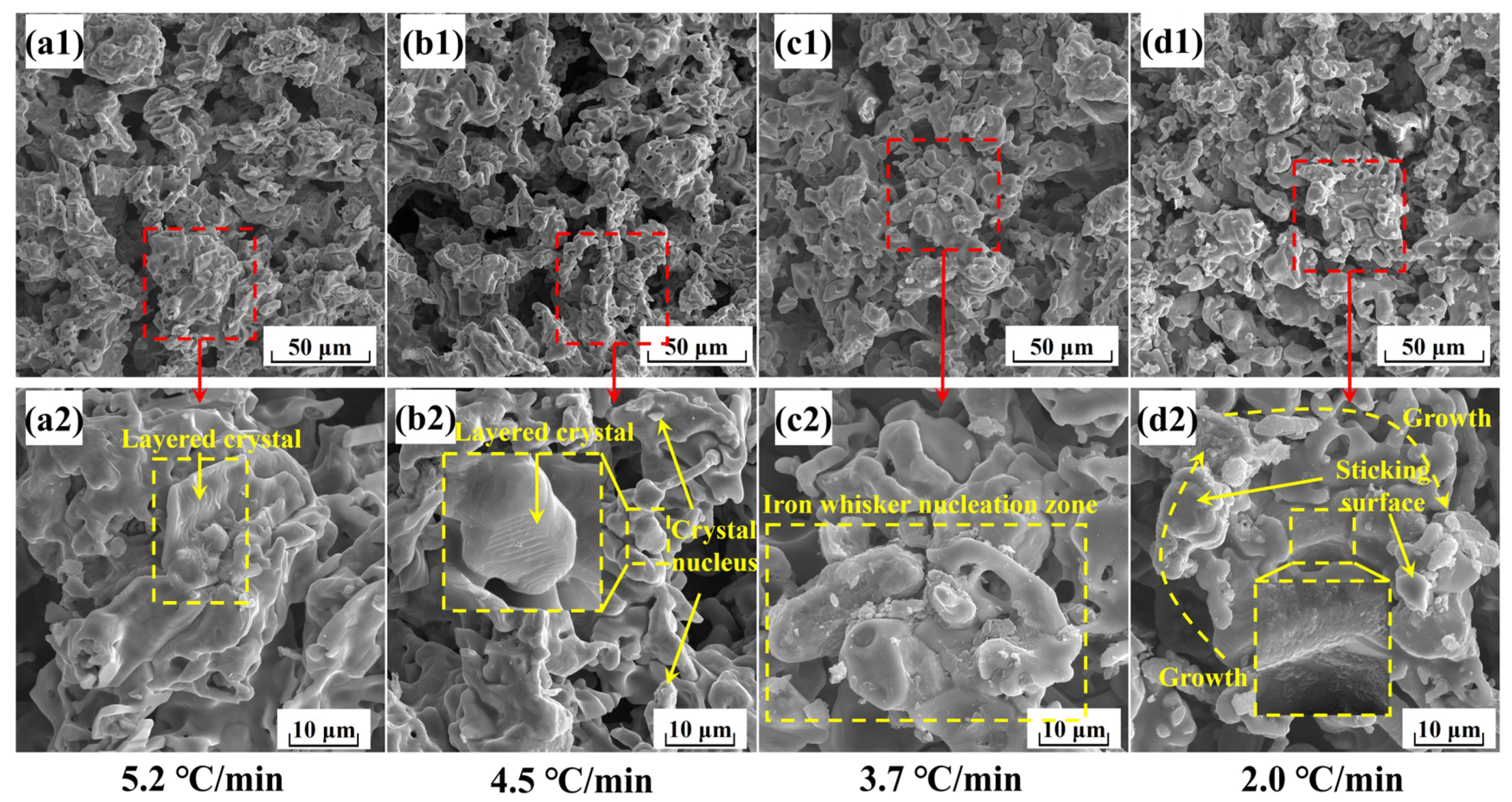
3.3. Effect of Cooling Rate on the Generation of Metallic Iron Particles
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martins, T.; Barreto, A.C.; Souza, F.M.; Souza, A.M. Fossil fuels consumption and carbon dioxide emissions in G7 countries: Empirical evidence from ARDL bounds testing approach. Environ. Pollut. 2021, 291, 7. [Google Scholar] [CrossRef]
- Zhao, J.; Zuo, H.B.; Wang, Y.J.; Wang, J.S.; Xue, Q.G. Review of green and low-carbon ironmaking technology. Ironmak. Steelmak. 2020, 47, 296–306. [Google Scholar] [CrossRef]
- Tang, C.M.; Guo, Z.Q.; Pan, J.; Zhu, D.Q.; Li, S.W.; Yang, C.C.; Tian, H.Y. Current situation of carbon emissions and countermeasures in China’s ironmaking industry. Int. J. Miner. Metall. Mater. 2023, 30, 1633–1650. [Google Scholar] [CrossRef]
- Ren, L.; Zhou, S.; Peng, T.D.; Ou, X.M. A review of CO2 emissions reduction technologies and low-carbon development in the iron and steel industry focusing on China. Renew. Sustain. Energy Rev. 2021, 143, 23. [Google Scholar] [CrossRef]
- Zhang, S.H.; Yi, B.W.; Guo, F.; Zhu, P.Y. Exploring selected pathways to low and zero CO2 emissions in China’s iron and steel industry and their impacts on resources and energy. J. Clean. Prod. 2022, 340, 18. [Google Scholar] [CrossRef]
- Na, H.M.; Yuan, Y.X.; Du, T.; Zhang, T.B.; Zhao, X.; Sun, J.C.; Qiu, Z.Y.; Zhang, L. Multi-process production occurs in the iron and steel industry, supporting ‘dual carbon’ target: An in-depth study of CO2 emissions from different processes. J. Environ. Sci. 2024, 140, 46–58. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.B.; Zuo, H.B. Review of hydrogen-rich ironmaking technology in blast furnace. Ironmak. Steelmak. 2021, 48, 749–768. [Google Scholar] [CrossRef]
- Shao, L.; Zhang, X.N.; Zhao, C.X.; Qu, Y.X.; Saxén, H.; Zou, Z.S. Computational analysis of hydrogen reduction of iron oxide pellets in a shaft furnace process. Renew. Energy 2021, 179, 1537–1547. [Google Scholar] [CrossRef]
- Tang, J.; Chu, M.S.; Li, F.; Feng, C.; Liu, Z.G.; Zhou, Y.S. Development and progress on hydrogen metallurgy. Int. J. Miner. Metall. Mater. 2020, 27, 713–723. [Google Scholar] [CrossRef]
- Li, W.; Fu, G.Q.; Chu, M.S.; Zhu, M.Y. Reduction behavior and mechanism of Hongge vanadium titanomagnetite pellets by gas mixture of H2 and CO. J. Iron. Steel Res. Int. 2017, 24, 34–42. [Google Scholar] [CrossRef]
- Behera, P.R.; Bhoi, B.; Paramguru, R.K.; Mukherjee, P.S.; Mishra, B.K. Hydrogen Plasma Smelting Reduction of Fe2O3. Metall. Mater. Trans. B 2019, 50, 262–270. [Google Scholar] [CrossRef]
- Souza Filho, I.R.; Ma, Y.; Kulse, M.; Ponge, D.; Gault, B.; Springer, H.; Raabe, D. Sustainable steel through hydrogen plasma reduction of iron ore: Process, kinetics, microstructure, chemistry. Acta Mater. 2021, 213, 116971. [Google Scholar] [CrossRef]
- Pauna, H.; Ernst, D.; Zarl, M.; Souza Filho, I.R.D.; Kulse, M.; Büyükuslu, Ö.; Jovičević-Klug, M.; Springer, H.; Huttula, M.; Schenk, J.; et al. The Optical Spectra of Hydrogen Plasma Smelting Reduction of Iron Ore: Application and Requirements. Steel Res. Int. 2024, 95, 2400028. [Google Scholar] [CrossRef]
- Sohn, H.Y.; Fan, D.-Q.; Abdelghany, A. Design of Novel Flash Ironmaking Reactors for Greatly Reduced Energy Consumption and CO2 Emissions. Metals 2021, 11, 332. [Google Scholar] [CrossRef]
- Moriya, K.; Takahashi, K.; Murao, A.; Sato, T.; Fukada, K. Prediction of Pulverized Coal Combustibility by Measuring Chemiluminescence of Radical Species around Tuyere. ISIJ Int. 2022, 62, 1371–1380. [Google Scholar] [CrossRef]
- Zhang, X.; Jiao, K.; Zhang, J.; Guo, Z. A review on low carbon emissions projects of steel industry in the World. J. Clean. Prod. 2021, 306, 127259. [Google Scholar] [CrossRef]
- De Castro, J.A.; De Medeiros, G.A.; Da Silva, L.M.; Ferreira, I.L.; De Campos, M.F.; De Oliveira, E.M. A Numerical Study of Scenarios for the Substitution of Pulverized Coal Injection by Blast Furnace Gas Enriched by Hydrogen and Oxygen Aiming at a Reduction in CO2 Emissions in the Blast Furnace Process. Metals 2023, 13, 21. [Google Scholar] [CrossRef]
- Jiang, X.; Wang, L.; Shen, F.M. Shaft Furnace Direct Reduction Technology—Midrex and Energiron. Adv. Mater. Res. 2013, 805, 654–659. [Google Scholar] [CrossRef]
- Wang, R.R.; Zhao, Y.Q.; Babich, A.; Senk, D.; Fan, X.Y. Hydrogen direct reduction (H-DR) in steel industry—An overview of challenges and opportunities. J. Clean. Prod. 2021, 329, 129797. [Google Scholar] [CrossRef]
- Scharm, C.; Küster, F.; Laabs, M.; Huang, Q.; Volkova, O.; Reinmöller, M.; Guhl, S.; Meyer, B. Direct reduction of iron ore pellets by H2 and CO: In-situ investigation of the structural transformation and reduction progression caused by atmosphere and temperature. Miner. Eng. 2022, 180, 107459. [Google Scholar] [CrossRef]
- Man, Y.; Feng, J.X.; Li, F.J.; Ge, Q.; Chen, Y.M.; Zhou, J.Z. Influence of temperature and time on reduction behavior in iron ore–coal composite pellets. Powder Technol. 2014, 256, 361–366. [Google Scholar] [CrossRef]
- Feng, J.; Tang, J.; Chu, M.; Liu, P.; Zhao, Z.; Zheng, A.; Wang, X.; Han, T. Sticking Behavior of Pellets During Direct Reduction Based on Hydrogen Metallurgy: An Optimization Approach Using Response Surface Methodology. J. Sustain. Metall. 2023, 9, 1139–1154. [Google Scholar] [CrossRef]
- GB/T6730.5–2022; Iron Ores—Determination of Total Iron Content—Titrimetric Methods after Titanium (III) Chloride Reduction. State Administration for Market Regulation and Standardization Administration of China & Standardization Administration of China: Beijing, China, 2022.
- GB/T24236–2009; Iron Ores for Shaft Direct-Reduction Feedstocks—Determination of the Reducibility Index, Final Degree of Reduction and Degree of Metallization. State General Administration of China for Quality Supervision and Inspection and Quarantine & Standardization Administration of China: Beijing, China, 2009.
- GB/T14201–2018; Iron Ore Pellets for Blast Furnace and Direct Reduction Feedstocks—Determination of the Crushing Strength. State Administration for Market Regulation and Standardization Administration of China & Standardization Administration of China: Beijing, China, 2018.
- Zou, G.; She, J.; Peng, S.; Yin, Q.; Liu, H.; Che, Y. Two-dimensional SEM image-based analysis of coal porosity and its pore structure. Int. J. Coal Sci. Technol. 2020, 7, 350–361. [Google Scholar] [CrossRef]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- GB/T24586-2009; Iron Ores—Determination of Apparent Density, True Density and Porosity. State Administration for Market Regulation and Standardization Administration of China & Standardization Administration of China: Beijing, China, 2009.
- Zinoveev, D.; Grudinsky, P.; Zakunov, A.; Semenov, A.; Panova, M.; Valeev, D.; Kondratiev, A.; Dyubanov, V.; Petelin, A. Influence of Na2CO3 and K2CO3 Addition on Iron Grain Growth during Carbothermic Reduction of Red Mud. Metals 2019, 9, 1313. [Google Scholar] [CrossRef]
- Grudinsky, P.; Zinoveev, D.; Pankratov, D.; Semenov, A.; Panova, M.; Kondratiev, A.; Zakunov, A.; Dyubanov, V.; Petelin, A. Influence of Sodium Sulfate Addition on Iron Grain Growth during Carbothermic Roasting of Red Mud Samples with Different Basicity. Metals 2020, 10, 1571. [Google Scholar] [CrossRef]
- Ishak, M.H.; Sazali, N.; Ghazali, M.F. A short review on different metal alloys on rapid cooling process. IOP Conf. Ser. Mater. Sci. Eng. 2020, 736, 052034. [Google Scholar] [CrossRef]
- Ye, L.; Peng, Z.; Ye, Q.; Wang, L.; Augustine, R.; Lee, J.; Liu, Y.; Liu, M.; Rao, M.; Li, G.; et al. Preparation of Metallized Pellets from Blast Furnace Dust and Electric Arc Furnace Dust Based on Microwave Impedance Matching. In Proceedings of the 11th International Symposium on High-Temperature Metallurgical Processing, Cham, Switzerland, 24 January 2020; pp. 569–579. [Google Scholar] [CrossRef]
- Bersenev, I.S.; Pokolenko, S.I.; Sabirov, E.R.; Spirin, N.A.; Borisenko, A.V.; Kurochkin, A.R. Influence of the Iron Ore Pellets Macrostructure on Their Strength. Steel Transl. 2023, 53, 1018–1022. [Google Scholar] [CrossRef]
- Prusti, P.; Rath, S.S.; Dash, N.; Meikap, B.C.; Biswal, S.K. Pelletization of hematite and synthesized magnetite concentrate from a banded hematite quartzite ore: A comparison study. Adv. Powder Technol. 2021, 32, 3735–3745. [Google Scholar] [CrossRef]
- Gao, X.; Chai, Y.; Wang, Y.; Luo, G.; An, S.; Peng, J. Process and mechanism of preparing metallized blast furnace burden from metallurgical dust and sludge. Sci. Rep. 2024, 14, 9760. [Google Scholar] [CrossRef]
- Rajshekar, Y.; Alex, T.C.; Sahoo, D.P.; Babu, G.A.; Balakrishnan, V.; Venugopalan, T.; Kumar, S. Iron ore slime as an alternate coolant in steelmaking: Performance evaluation at commercial scale. J. Clean. Prod. 2016, 139, 886–893. [Google Scholar] [CrossRef]
- Wang, Z.; Peng, B.; Zhang, L.; Zhao, Z.; Liu, D.; Peng, N.; Wang, D.; He, Y.; Liang, Y.; Liu, H. Study on Formation Mechanism of Fayalite (Fe2SiO4) by Solid State Reaction in Sintering Process. JOM 2018, 70, 539–546. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, H.; Deng, R.; Zuo, W.; Guo, B.; Ku, J. Growth behavior of iron grains during deep reduction of copper slag. Powder Technol. 2020, 367, 157–162. [Google Scholar] [CrossRef]
- Guo, L.; Zhong, S.; Bao, Q.; Gao, J.; Guo, Z. Nucleation and Growth of Iron Whiskers during Gaseous Reduction of Hematite Iron Ore Fines. Metals 2019, 9, 750. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TFe | SiO2 | Al2O3 | CaO | Na2O | MgO | K2O | P | S | LOI |
|---|---|---|---|---|---|---|---|---|---|
| 64.00 | 8.51 | 0.42 | 0.18 | 0.18 | 0.15 | 0.10 | 0.045 | 0.0046 | 2.58 |
| Item | Size (mm) | Compressive Strength (N/p) | True Density (g/cm3) | Bulk Density (g/cm3) | Porosity (%) |
|---|---|---|---|---|---|
| Value | 14–16 | 2100 | 4.45 | 3.39 | 23.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, G.; Peng, Z.; Gao, K.; Fan, W.; Tian, R.; Yi, L.; Rao, M. Preparation of Metallized Pellets for Steelmaking by Hydrogen Cooling Reduction with Different Cooling Rates. Materials 2024, 17, 4362. https://doi.org/10.3390/ma17174362
Luo G, Peng Z, Gao K, Fan W, Tian R, Yi L, Rao M. Preparation of Metallized Pellets for Steelmaking by Hydrogen Cooling Reduction with Different Cooling Rates. Materials. 2024; 17(17):4362. https://doi.org/10.3390/ma17174362
Chicago/Turabian StyleLuo, Guanwen, Zhiwei Peng, Kangle Gao, Wanlong Fan, Ran Tian, Lingyun Yi, and Mingjun Rao. 2024. "Preparation of Metallized Pellets for Steelmaking by Hydrogen Cooling Reduction with Different Cooling Rates" Materials 17, no. 17: 4362. https://doi.org/10.3390/ma17174362
APA StyleLuo, G., Peng, Z., Gao, K., Fan, W., Tian, R., Yi, L., & Rao, M. (2024). Preparation of Metallized Pellets for Steelmaking by Hydrogen Cooling Reduction with Different Cooling Rates. Materials, 17(17), 4362. https://doi.org/10.3390/ma17174362