
Fabrication of Ceramic Microchannels with Periodic Corrugated Microstructures as Catalyst Support for Hydrogen Production via Diamond Wire Sawing


Abstract
1. Introduction
2. Experiments
2.1. Materials and Methods
2.2. Catalyst Loading Performance Test
2.3. Hydrogen Production Performance Test
3. Results and Discussion
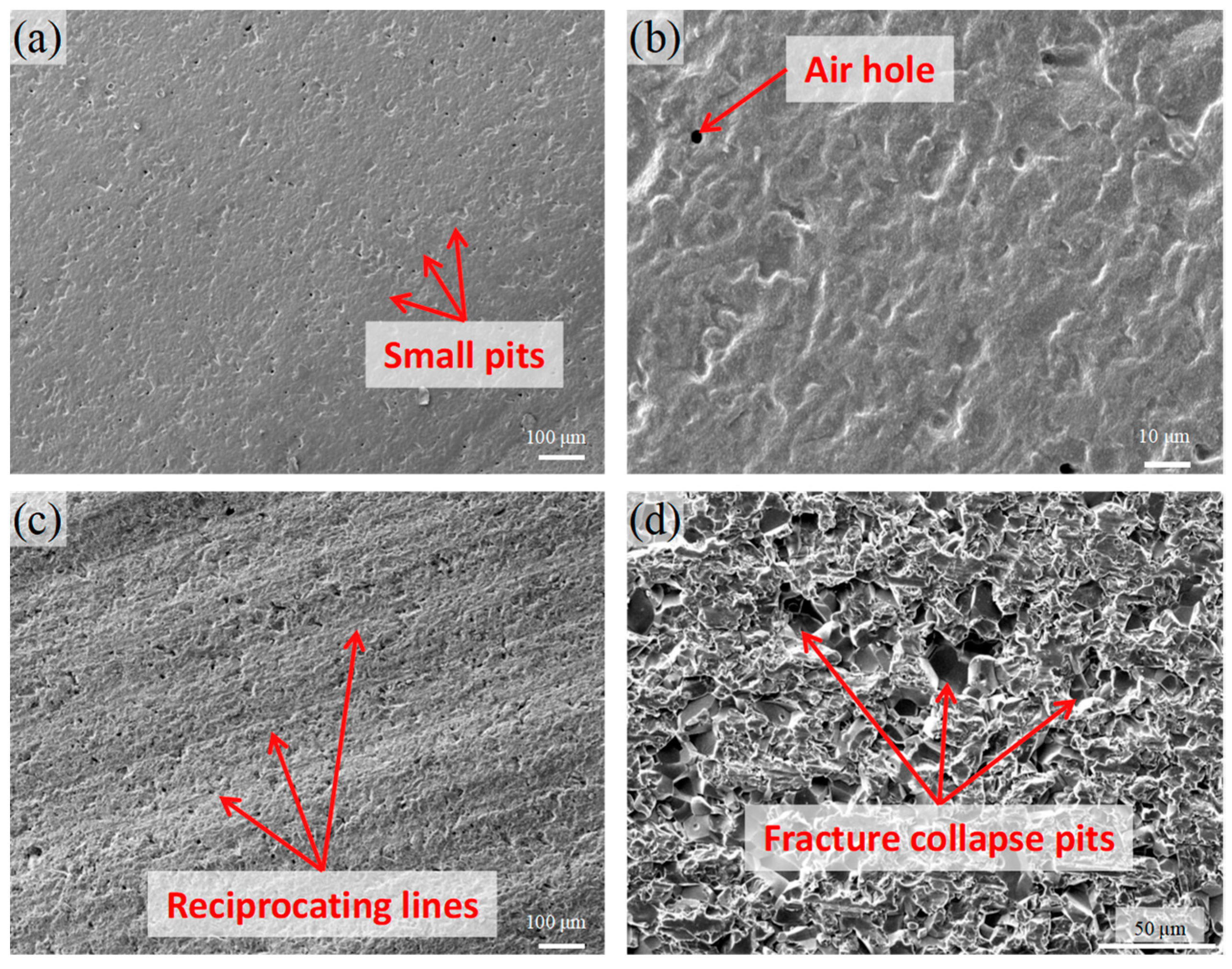
3.1. Microchannel Structure and Its Surface Morphology
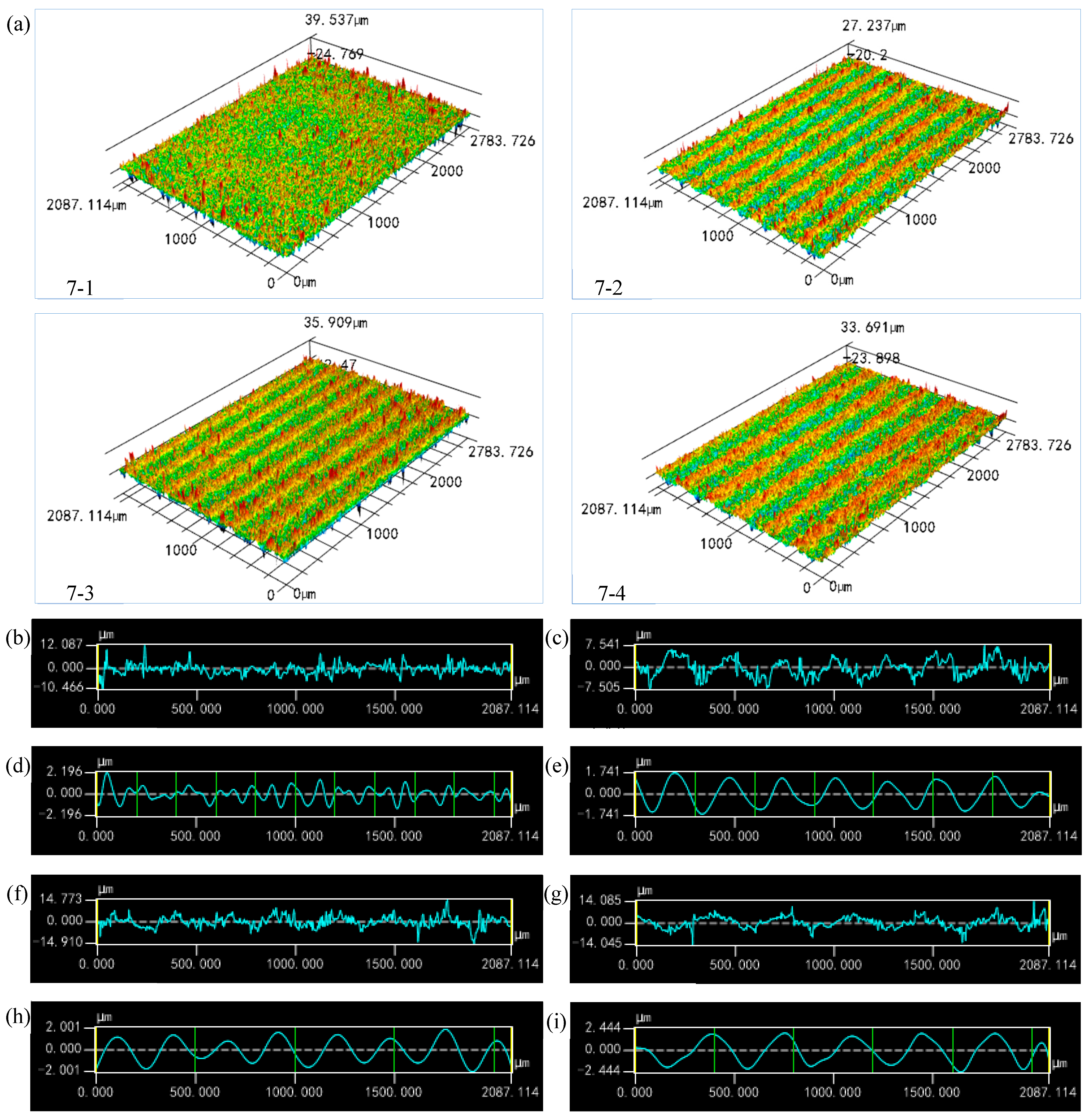
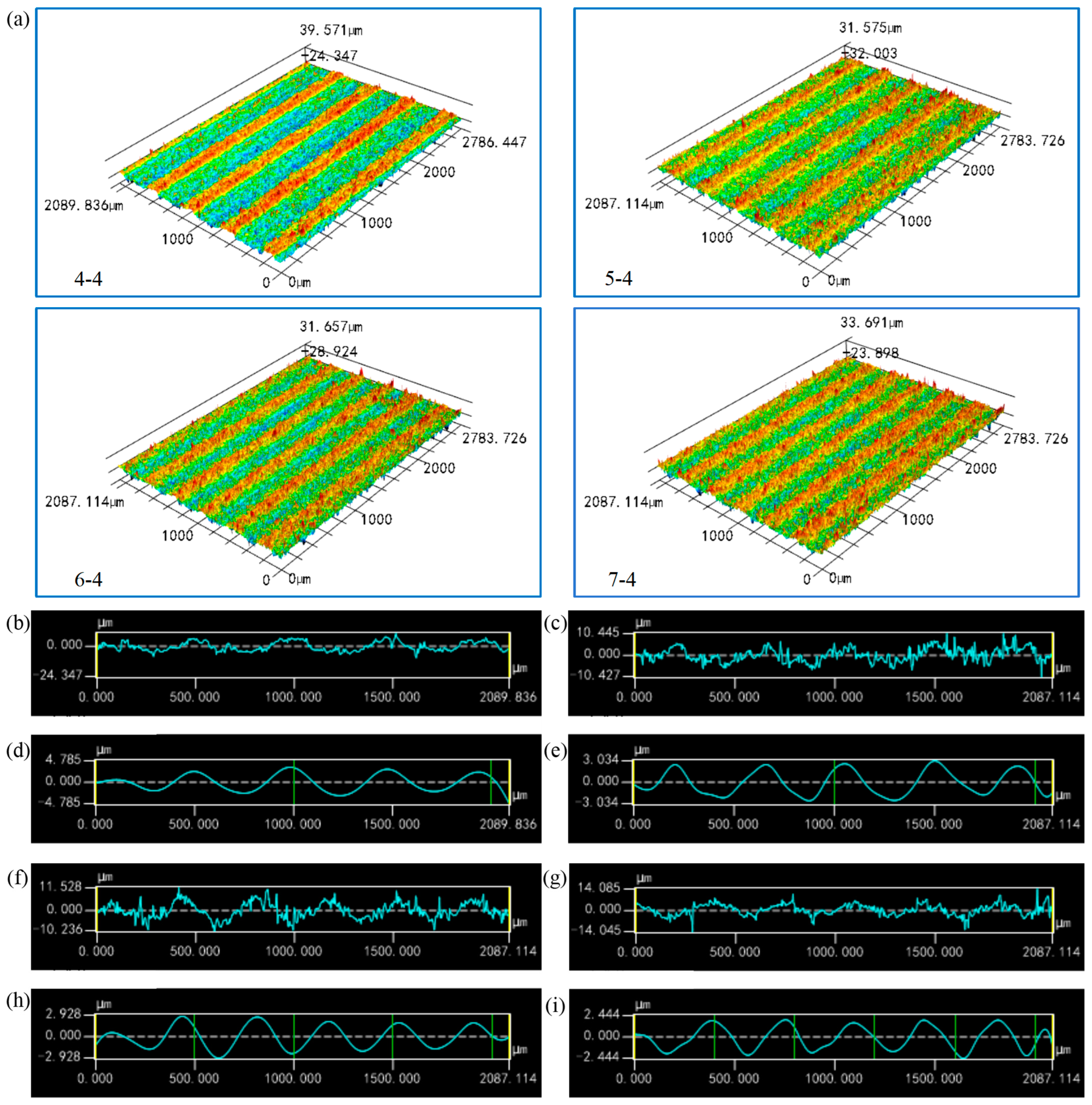
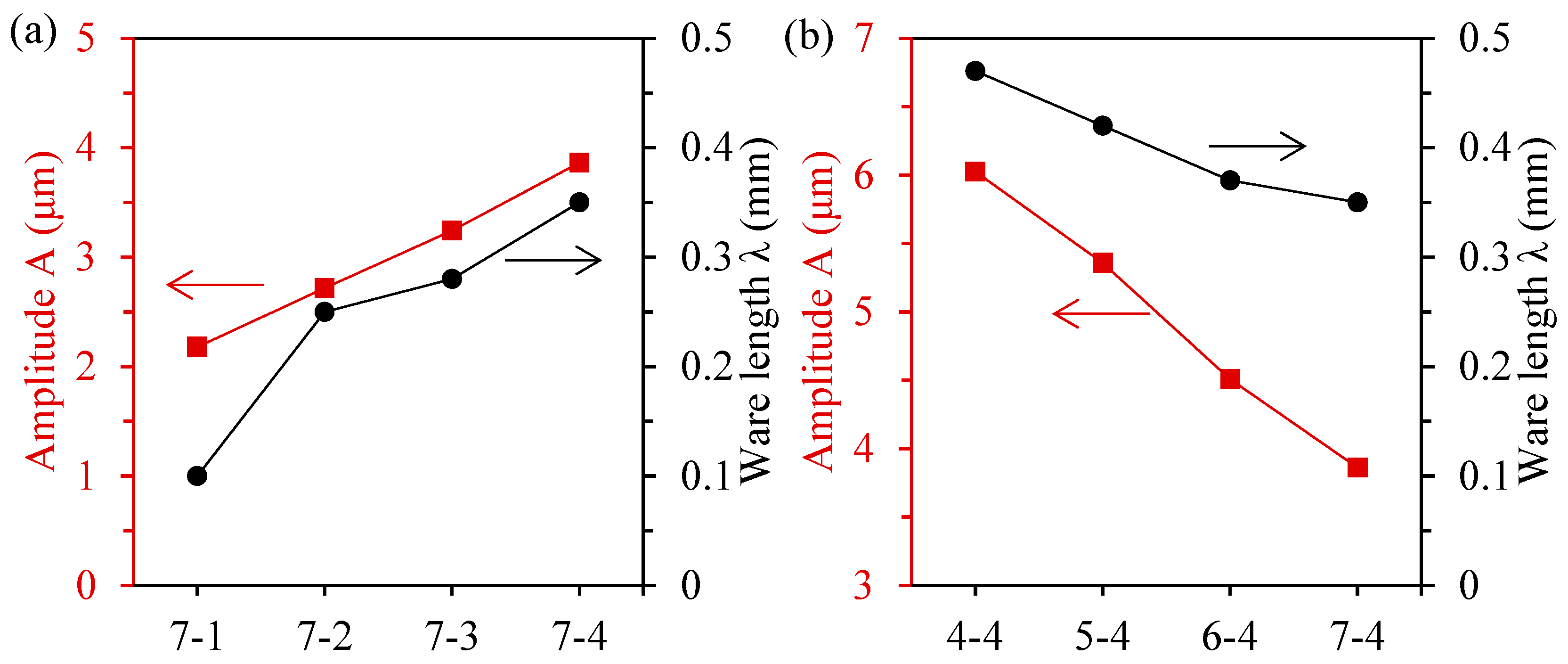
3.2. Effect of Processing Parameter on Periodic Corrugated Microstructure
3.3. Effect of Periodic Corrugated Microstructure on Catalyst Coating Performance
3.4. Performance Evaluation of Methanol Steaming Reforming
4. Conclusions
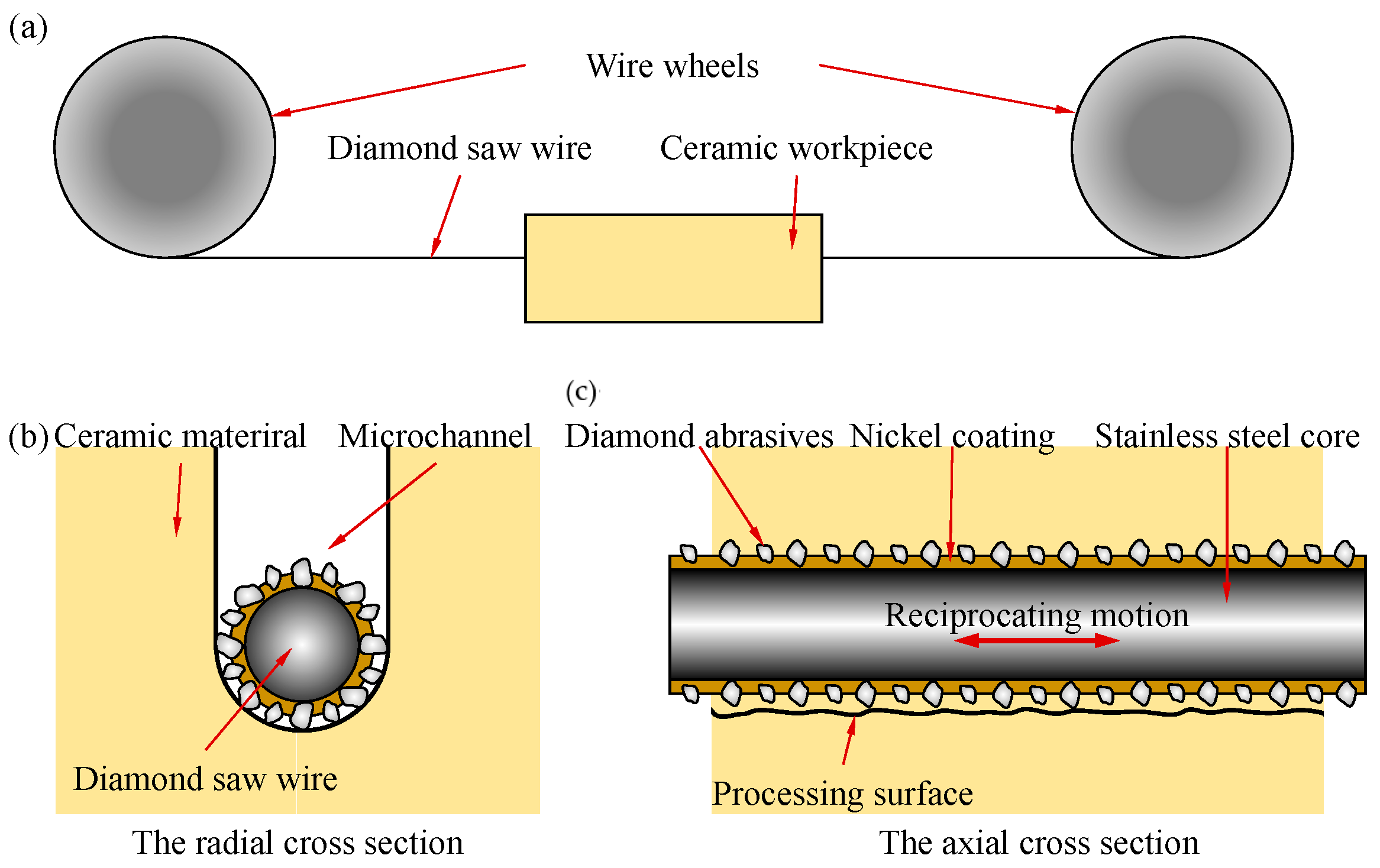
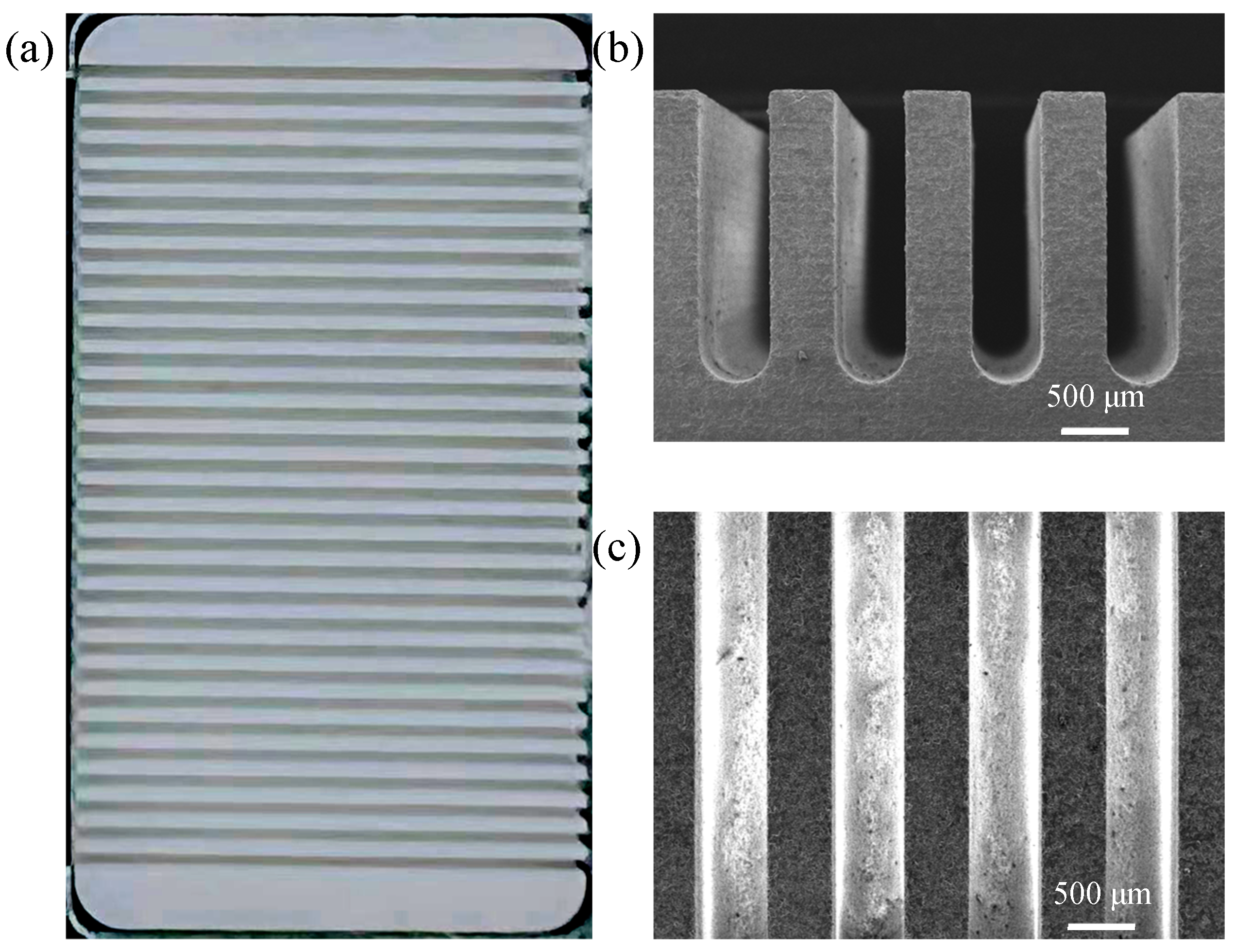
- The feasibility of the machining ceramic microchannel catalyst support with diamond wire sawing was verified. On a ceramic plate with a size of 20 mm × 35 mm × 2 mm, 31 microchannels with a width of about 500 μm, a depth of about 1500 μm, and a spacing of about 1000 μm were fabricated. The structure of the processed microchannel was complete, and there was no obvious edge breakage or damage on the front and side. The parallelism and consistency of the microchannels were good.
- The surface of the ceramic samples processed with different processing parameters was observed and analyzed using a 3D confocal laser microscope. The results show that the periodic corrugated microstructure with a larger amplitude and wavelength can be obtained through decreasing the wire speed and increasing the feed speed. In this experiment, when the wire speed and the feed speed are both level 4, the periodic corrugated microstructure with maximum amplitude and wavelength can be obtained, with an amplitude of 6.02 μm and a wavelength of 0.47 mm.
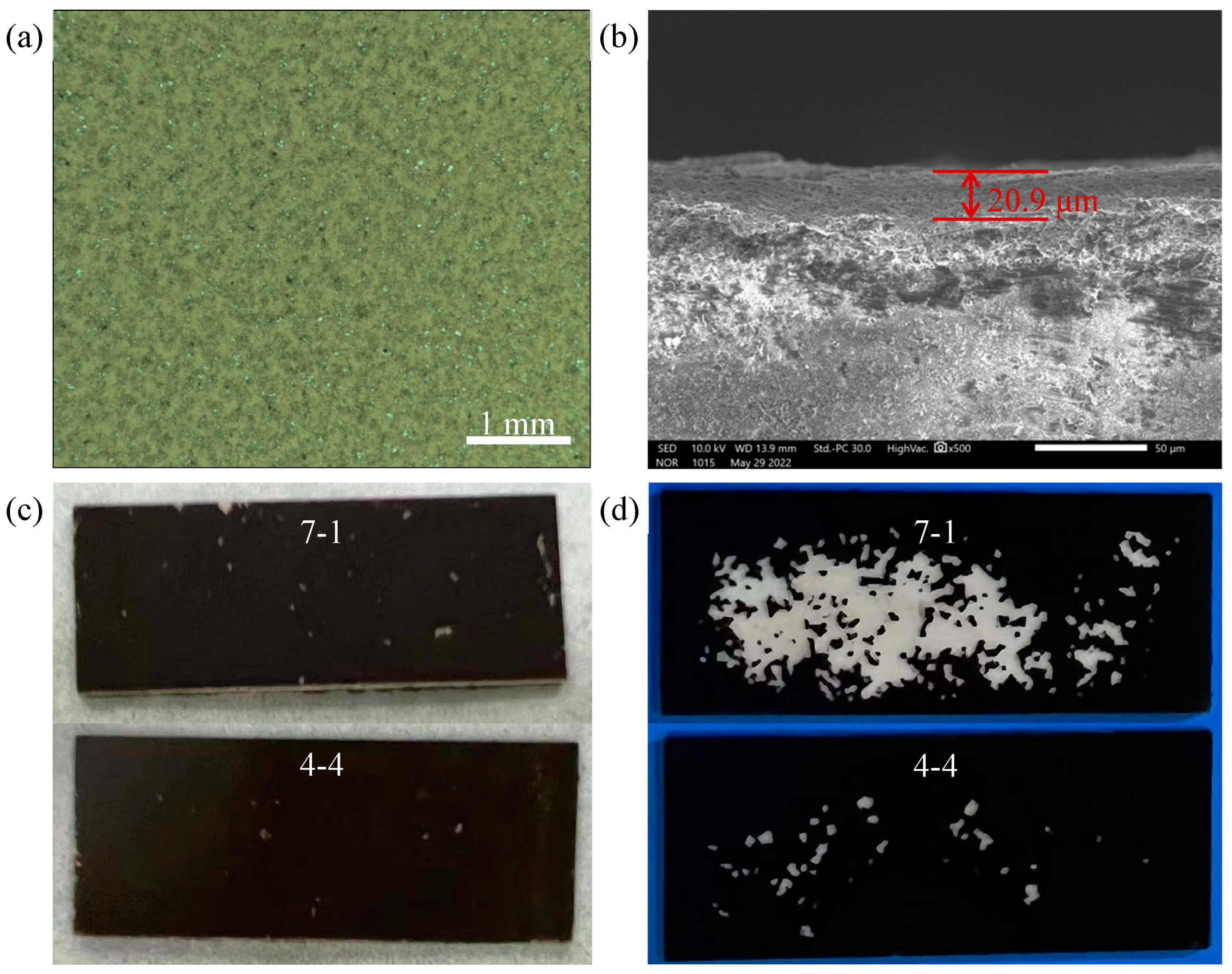
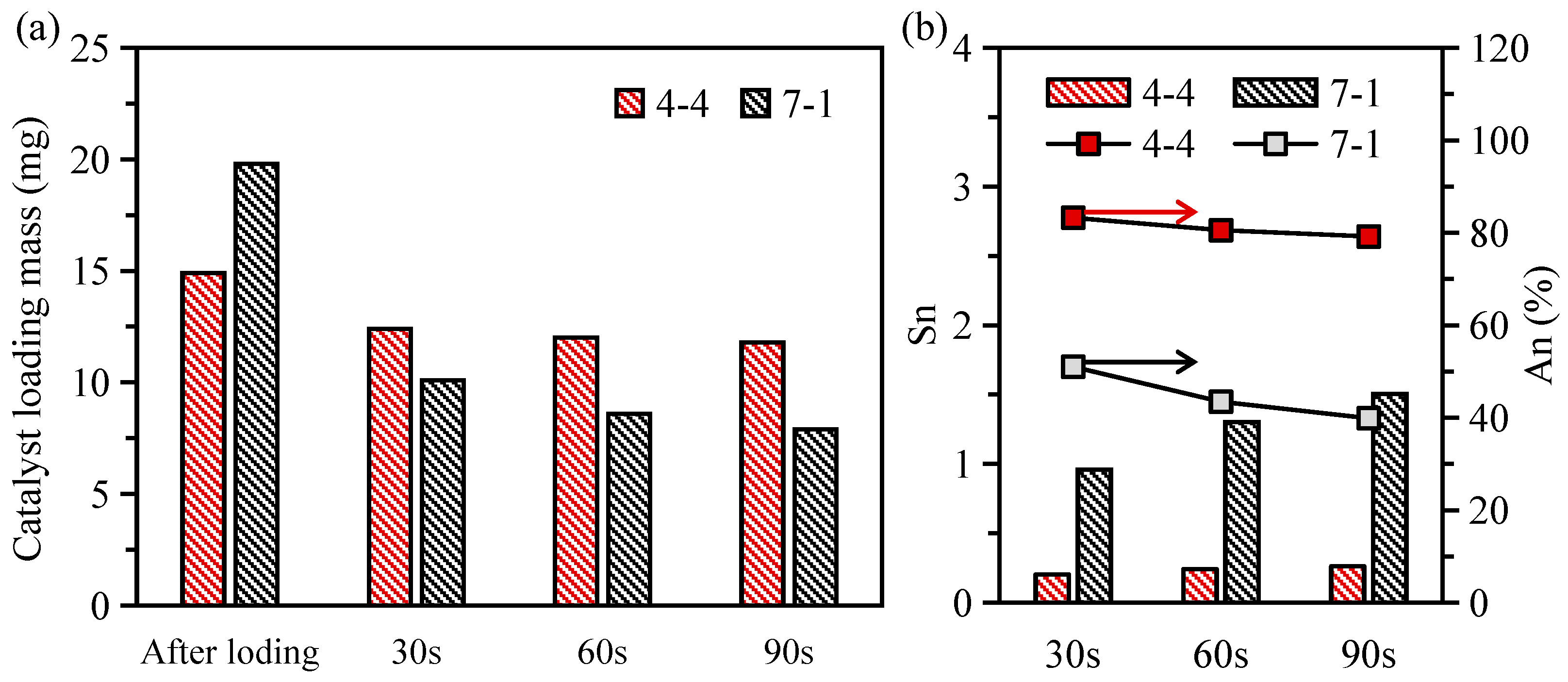
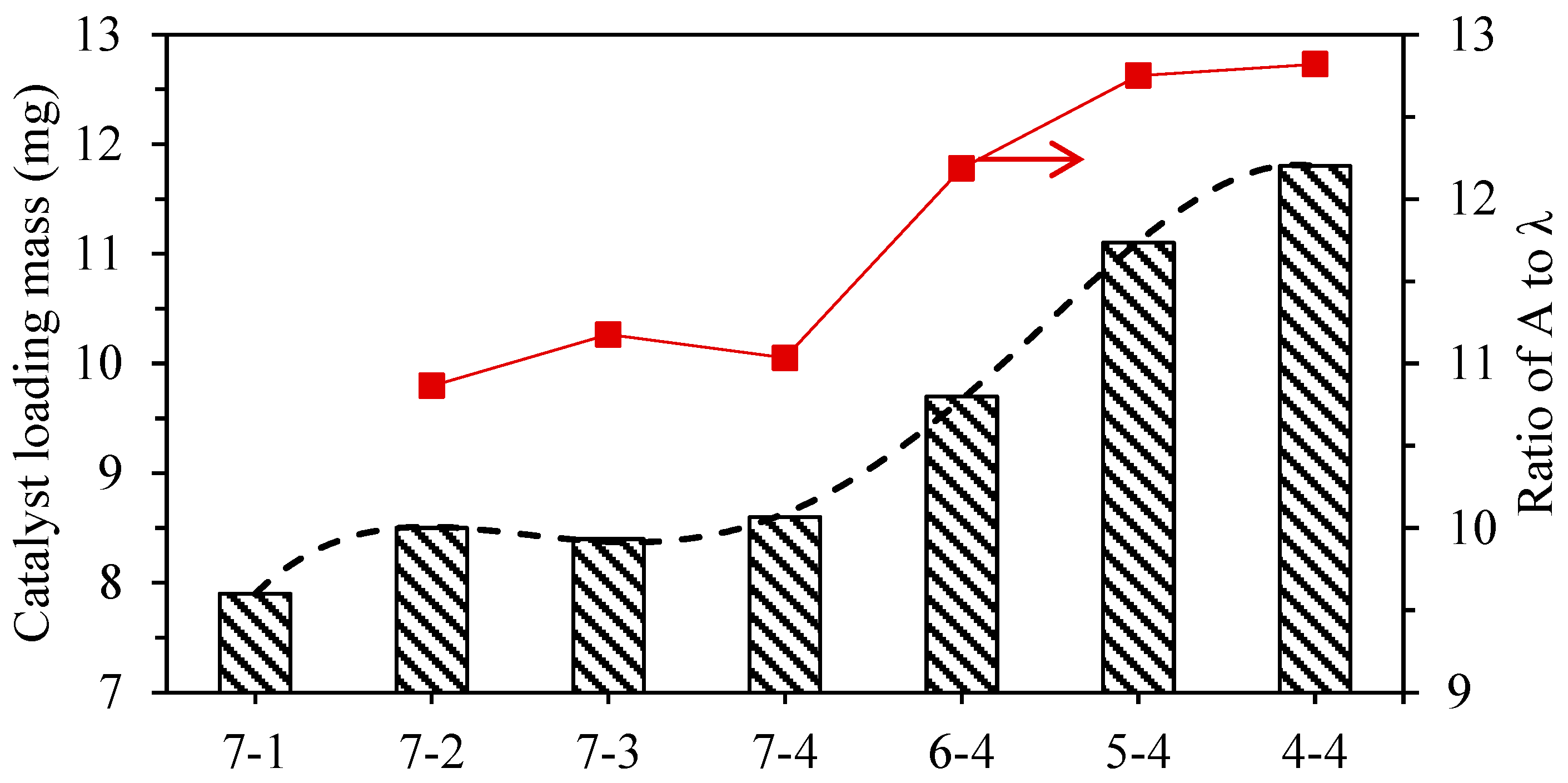
- The ceramic support was loaded with the catalyst via multiple impregnation. The loading strength of the catalyst was tested using strong wind blowing. The experimental results show that the ceramic support with a periodic corrugated microstructure displays better catalyst loading performance. The sample still has 80% of the adhesion ratio after strong wind blowing lasting 90 s. A/λ is defined as a characteristic parameter evaluation index of the periodic corrugated microstructure. The coating performance of the catalyst was consistent with the variation trend of its A/λ.
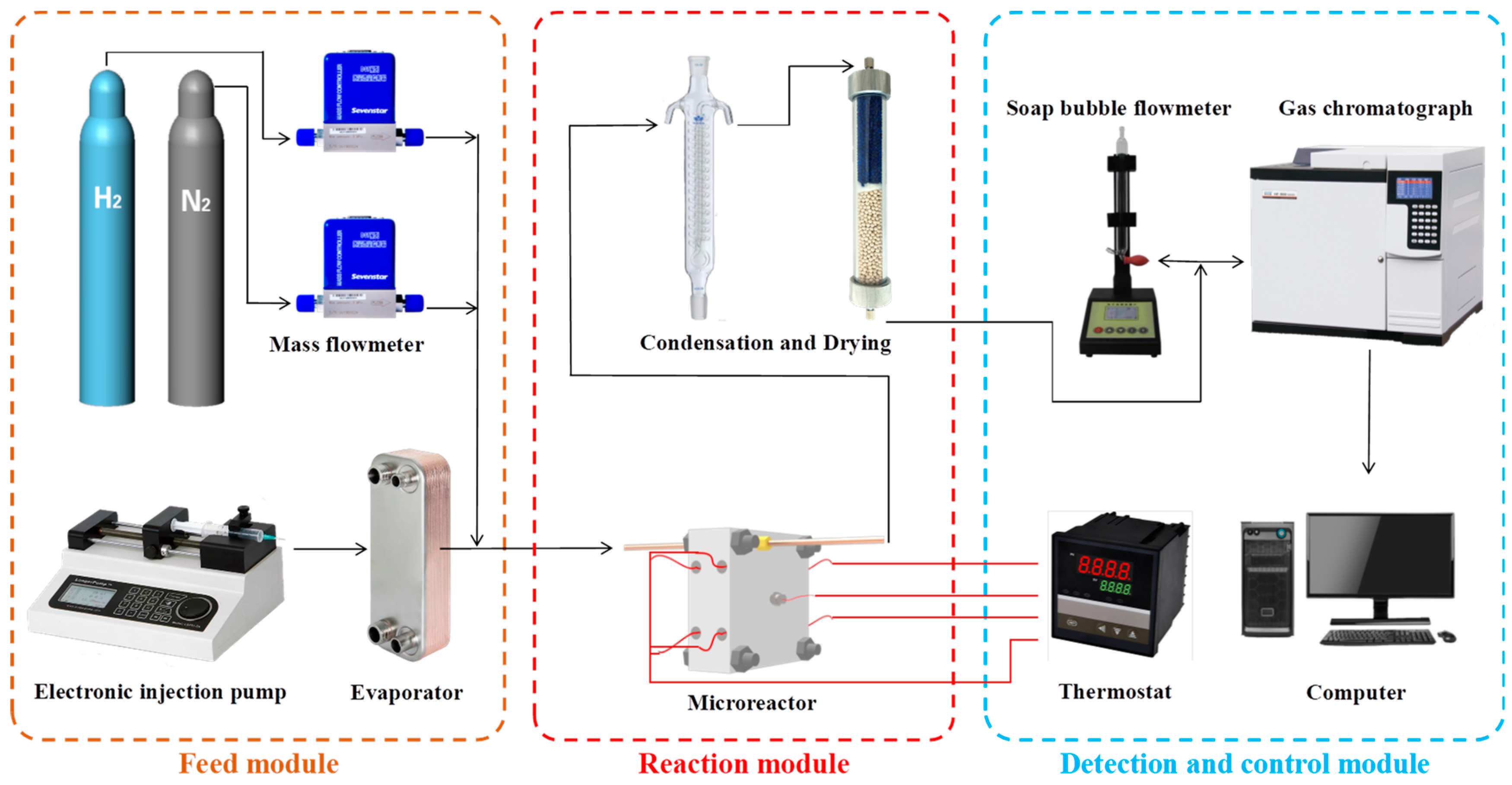
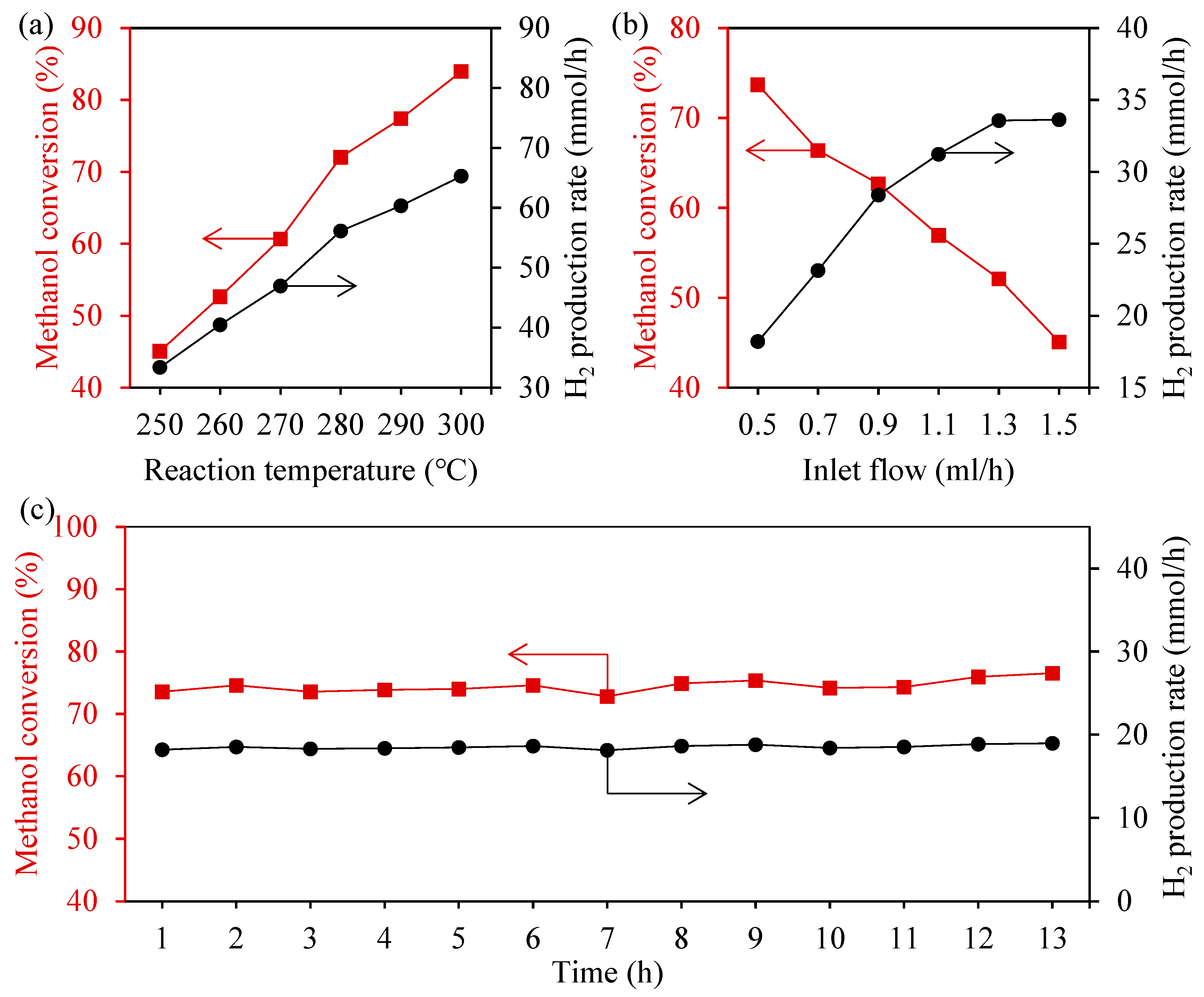
- A hydrogen production performance test showed that ceramic support with a periodic corrugated microstructure presents good hydrogen production performance. When the inlet flow rate was 1.5 mL/h and the reaction temperature was 300 °C, the methanol conversion rate was as high as 84%, and the hydrogen production rate was 65.3 mmol/h. When the inlet flow rate is 0.5 mL/h and the reaction temperature is 250 °C, after a 13 h stability test, the hydrogen support performance remains basically unchanged.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, Y.; Mai, Z.; Fan, S.; Wang, Y.; Qiu, B.; Wang, Y.; Chen, J.; Xiao, Z. Synergistic enhanced catalysis of micro-reactor with nano MnO2/ZIF-8 immobilized in membrane pores by flowing synthesis. J. Membr. Sci. 2021, 628, 119233. [Google Scholar] [CrossRef]
- Wang, C.; Wang, Z.; Yu, J.; Lu, K.; Bao, W.; Wang, G.; Peng, B.; Peng, W.; Yu, F. Facile synthesis behavior and CO2 adsorption capacities of Zn-based metal organic framework prepared via a microchannel reactor. Chem. Eng. J. 2023, 454, 140078. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, Y.; Wang, P.; Na, D.; Yang, Z.; Zhang, J. Solvent extraction with a three-dimensional reticulated hollow-strut SiC foam microchannel reactor. Chin. J. Chem. Eng. 2022, 46, 53–62. [Google Scholar] [CrossRef]
- Wang, Y.; Cheng, Y.; Chen, Y.; Wang, R.; Ping, Z. Lattice-structured SiC ceramics obtained via 3D printing, gel casting, and gaseous silicon infiltration sintering. Ceram. Int. 2022, 48, 6488–6496. [Google Scholar] [CrossRef]
- Zhao, Z.; Ma, Y.; Sun, W.; Ye, Z.; Zhao, W.; Buckley, C.E.; Dong, D. Ceramic microchannel reactors with channel sizes less than 100 μm prepared by a mesh-assisted phase-inversion process. Ceram. Int. 2021, 47, 25485–25490. [Google Scholar] [CrossRef]
- Ke, Y.; Zhou, W.; Chu, X.; Yuan, D.; Wan, S.; Yu, W.; Liu, Y. Porous copper fiber sintered felts with surface microchannels for methanol steam reforming microreactor for hydrogen production. Int. J. Hydrog. Energy 2019, 44, 5755–5765. [Google Scholar] [CrossRef]
- Qing, W.; Liu, F.; Yao, H.; Sun, S.; Chen, C.; Zhang, W. Functional catalytic membrane development: A review of catalyst coating techniques. Adv. Colloid Interface Sci. 2020, 282, 102207. [Google Scholar] [PubMed]
- Wang, Y.; Huang, L.; Mei, D.; Feng, Y.; Qian, M. Numerical modeling of microchannel reactor with porous surface microstructure based on fractal geometry. Int. J. Hydrog. Energy 2018, 43, 22447–22457. [Google Scholar] [CrossRef]
- Wu, G.; Cao, E.; Ellis, P.; Constantinou, A.; Kuhn, S.; Gavriilidis, A. Development of a flat membrane microchannel packed-bed reactor for scalable aerobic oxidation of benzyl alcohol in flow. Chem. Eng. J. 2019, 377, 120086. [Google Scholar] [CrossRef]
- Zhu, X.; Zhang, Y.; Zhang, J.; Su, Y.; Chen, R.; Zhang, P. SiC/HfB2-based ceramic/SiC multilayer coating to protect C/C composites against oxidation at medium and high temperatures for long-life service. Corros. Sci. 2022, 201, 110299. [Google Scholar] [CrossRef]
- Sun, J.; Li, T.; Reitz, A.; Fu, Q.; Riedel, R.; Yu, Z. High-temperature stability and oxidation behavior of SiOC/HfO2 ceramic nanocomposite in air. Corros. Sci. 2020, 175, 108866. [Google Scholar] [CrossRef]
- Zhang, J.; Shu, S.; Guan, X.; Yang, N. Lattice Boltzmann simulation of drop splitting in a fractal tree-like microchannel. Chem. Eng. Sci. 2022, 252, 117277. [Google Scholar] [CrossRef]
- Guo, R.; Fu, T.; Zhu, C.; Ma, Y. Pressure drop model of gas-liquid flow with mass transfer in tree-typed microchannels. Chem. Eng. J. 2020, 397, 125340. [Google Scholar] [CrossRef]
- Sharma, A.; Khan, M.K. Heat transfer and flow characteristics of varying curvature wavy microchannels. Int. J. Therm. Sci. 2023, 185, 108096. [Google Scholar] [CrossRef]
- Meng, J.; Loh, N.H.; Tay, B.Y.; Tor, S.B.; Fu, G.; Khor, K.A.; Yu, L. Pressureless spark plasma sintering of alumina micro-channel part produced by micro powder injection molding. Scr. Mater. 2011, 64, 237–240. [Google Scholar] [CrossRef]
- Chinn, R.E.; Kate, K.H.; Atre, S.V. Powder injection molding of silicon carbide: Processing issues. Metal Powder Rep. 2016, 71, 460–464. [Google Scholar] [CrossRef]
- Knitter, R.; Liauw, M.A. Ceramic microreactors for heterogeneously catalysed gas-phase reactions. Lab Chip 2004, 4, 378–383. [Google Scholar] [CrossRef]
- Pradeep, A.; Nair, B.G.; Suneesh, P.V.; Satheesh Babu, T.G. Enhancement in mixing efficiency by ridges in straight and meander microchannels. Chem. Eng. Process. 2021, 159, 108217. [Google Scholar] [CrossRef]
- Biswas, O.F.; Sen, A.; Kibria, G.; Doloi, B.; Bhattacharyya, B. Experimental analysis of fiber laser milling process for generating microchannel on zirconia (ZrO2). Mater. Today Proc. 2019, 18, 3566–3574. [Google Scholar] [CrossRef]
- Chen, L.; Deng, D.; Ma, Q.; Yao, Y.; Xu, X. Performance evaluation of high concentration photovoltaic cells cooled by microchannels heat sink with serpentine reentrant microchannels. Appl. Energy 2022, 309, 118478. [Google Scholar] [CrossRef]
- Chu, X.; Zeng, X.; Zheng, T.; Zhuang, W.; Yang, Y.; Zhou, W.; Hong, Y. Structural design and performance research of methanol steam reforming microchannel for hydrogen production based on mixing effect. Int. J. Hydrog. Energy 2020, 45, 20859–20874. [Google Scholar] [CrossRef]
- Ren, W.; Perumal, J.; Wang, J.; Wang, H.; Sharma, S.; Kim, D.P. Whole ceramic-like microreactors from inorganic polymers for high temperature or/and high pressure chemical syntheses. Lab Chip 2014, 14, 779–786. [Google Scholar] [CrossRef] [PubMed]
- Abdo, B.M.A.; Anwar, S.; El-Tamimi, A. Machinability study of biolox forte ceramic by milling microchannels using rotary ultrasonic machining. J. Manuf. Process. 2019, 43, 175–191. [Google Scholar] [CrossRef]
- Xiao, J.; Zeng, X.; Li, M.; Dong, P.; Wu, H.; Xu, M.; Lin, Y.; Liu, J.; Xie, Y.; Zhang, Y. Effect of pre-calcined ceramic powders at different temperatures on Ni-YSZ anode-supported SOFC cell/stack by low pressure injection molding. Ceram. Int. 2019, 45, 20066–20072. [Google Scholar] [CrossRef]
- Kahrizsangi, H.S.; Sofia, D.; Barletta, D.; Poletto, M. Dust generation in vibrated cohesive powders. Chem. Eng. Trans. 2015, 43, 769–774. [Google Scholar]
- Wu, W.; Deng, X.; Ding, S.; Zhu, L.; Wei, X.; Song, A. Effect mechanism of multiple obstacles on non-Newtonian flow in ceramic 3D printing (arcuate elements). Ceram. Int. 2021, 47, 34554–34567. [Google Scholar]
- Zhou, W.; Deng, W.; Lu, L.; Zhang, J.; Qin, L.; Ma, S.; Tang, Y. Laser micro-milling of microchannel on copper sheet as catalyst support used in microreactor for hydrogen production. Int. J. Hydrog. Energy 2014, 39, 4884–4894. [Google Scholar] [CrossRef]
- Bayer, Ö.; Baghaei Oskouei, S.; Aradag, S. Investigation of double-layered wavy microchannel heatsinks utilizing porous ribs with artificial neural networks. Int. Commun. Heat Mass Transf. 2022, 134, 105984. [Google Scholar] [CrossRef]
- Yang, H.; Yao, G.; Wen, D. Flow resistance and convective heat transfer by elastic turbulence in 1D/2D/3D geometries. Int. J. Therm. Sci. 2022, 176, 107512. [Google Scholar] [CrossRef]
- Shanbhog, N.; Arunachalam, N.; Bakshi, S.R. Surface integrity studies on ZrB2 and graphene reinforced ZrB2 ceramic matrix composite in EDM process. CIRP J. Manuf. Sci. Technol. 2022, 38, 401–413. [Google Scholar] [CrossRef]
- Xiong, Y.F.; Wang, W.H.; Jiang, R.S.; Huang, B.; Liu, C. Feasibility and tool performance of ultrasonic vibration-assisted milling-grinding SiCf/SiC ceramic matrix composite. J. Mater. Res. Technol. 2022, 19, 3018–3033. [Google Scholar] [CrossRef]
- Wang, X.; Zou, B.; Li, L.; Xing, H.; Huang, C.; Wang, Y.; Shi, Z.; Liu, J.; Yao, P.; Xue, K. Manufacturing of a ceramic groove part based on additive and subtractive technologies. Ceram. Int. 2021, 47, 740–747. [Google Scholar]
- Yong, Z.; Shirong, H.; Xiaohui, J.; Yuntao, Y.; Mu, X.; Xi, Y. Characteristics of proton exchange membrane fuel cell considering “dot matrix” gas distribution zones and waveform staggered flow field with cooling channels. Energy Convers. Manag. 2022, 267, 115881. [Google Scholar] [CrossRef]
- Zhang, Y.; He, S.; Jiang, X.; Xiong, M.; Ye, Y.; Yang, X. Three-dimensional multi-phase simulation of different flow fields with cooling channel in proton exchange membrane fuel cell. Int. J. Hydrog. Energy 2022, 47, 37929–37944. [Google Scholar] [CrossRef]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater Sci. 2021, 116, 100736. [Google Scholar]
- Yin, Y.; Gao, Y.; Yang, C. Sawing characteristics of diamond wire cutting sapphire crystal based on tool life cycle. Ceram. Int. 2021, 47, 26627–26634. [Google Scholar] [CrossRef]
- Li, Z.; Ge, P.; Bi, W.; Li, C.; Wang, C.; Meng, J. Influence of silicon anisotropy on surface shape deviation of wafer by diamond wire saw. Mater. Sci. Semicond. Process. 2021, 133, 105981. [Google Scholar]
- Cheng, D.; Gao, Y.; Yang, C. Influences of hard inclusions on processing stress in diamond multi-wire sawing multi-crystalline silicon. Mater. Sci. Semicond. Process. 2022, 144, 106602. [Google Scholar]
- Liu, Y.; Gao, Y.; Yang, C. Analysis of sawing characteristics of fine diamond wire slicing multicrystalline silicon. Diamond Relat. Mater. 2021, 120, 108708. [Google Scholar]
- Dong, C.; Wei, H.; Zhang, X.; Li, Y.; Huang, L.; Wa, Q.; Luo, Y. 3D printed hydrogel/wesselsite-PCL composite scaffold with structural change from core/shell fibers to microchannels for enhanced bone regeneration. Compos. Pt. B-Eng. 2022, 246, 110264. [Google Scholar]
- Zhang, F.; Li, Z.; Xu, M.; Wang, S.; Li, N.; Yang, J. A review of 3D printed porous ceramics. J. Eur. Ceram. Soc. 2022, 42, 3351–3373. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methods | Processing Efficiency | Advantages | Disadvantages |
|---|---|---|---|
| Injection molding | Medium | Simple process; High precision; Low cost | Mold manufacturing expansive; Demolding difficulty |
| Laser machining | Low | Path programmable | Expensive; Low precision |
| EDM | Very low | Complex shape processing; High precision | Very time consuming |
| Micro-milling | Low | High precision; Path programmable | Size limit; Time consuming |
| DWS | High | Simple process; High precision; Low cost | Path non-programmable |
| Density (g/cm3) | Hardness | E (GPa) | Poisson’s Ratio | Fracture Toughness (MPa·m1/2) |
|---|---|---|---|---|
| 3.85 | HRA 85 | 463 | 0.22 | 4 |
| Levels | Wire Speed (mm/s) | Levels | Feed Speed (μm/s) |
|---|---|---|---|
| 1 | 95 | 1 | 6 |
| 2 | 286 | 2 | 12 |
| 3 | 476 | 3 | 18 |
| 4 | 571 | 4 | 24 |
| 5 | 667 | 5 | 30 |
| 6 | 762 | ||
| 7 | 952 |
| Parameters | Wire Speed (mm/s) | Feed Speed (μm/s) |
|---|---|---|
| Group 1 | 952 (Lv.7) | 6, 12, 18, 24 (Lv.1 2 3 4) |
| Group 2 | 571, 667, 762, 952 (Lv.4 5 6 7) | 24 (Lv.4) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Gao, C.; Yuan, D.; Qin, Y.; Fu, D.; Jiang, X.; Zhou, W. Fabrication of Ceramic Microchannels with Periodic Corrugated Microstructures as Catalyst Support for Hydrogen Production via Diamond Wire Sawing. Materials 2024, 17, 2535. https://doi.org/10.3390/ma17112535
Li X, Gao C, Yuan D, Qin Y, Fu D, Jiang X, Zhou W. Fabrication of Ceramic Microchannels with Periodic Corrugated Microstructures as Catalyst Support for Hydrogen Production via Diamond Wire Sawing. Materials. 2024; 17(11):2535. https://doi.org/10.3390/ma17112535
Chicago/Turabian StyleLi, Xinying, Chao Gao, Ding Yuan, Yuanbao Qin, Dongbi Fu, Xiyang Jiang, and Wei Zhou. 2024. "Fabrication of Ceramic Microchannels with Periodic Corrugated Microstructures as Catalyst Support for Hydrogen Production via Diamond Wire Sawing" Materials 17, no. 11: 2535. https://doi.org/10.3390/ma17112535
APA StyleLi, X., Gao, C., Yuan, D., Qin, Y., Fu, D., Jiang, X., & Zhou, W. (2024). Fabrication of Ceramic Microchannels with Periodic Corrugated Microstructures as Catalyst Support for Hydrogen Production via Diamond Wire Sawing. Materials, 17(11), 2535. https://doi.org/10.3390/ma17112535