
Hot Deformation Behavior and Microstructure Evolution Mechanisms of Ti6Al4V Alloy under Hot Stamping Conditions
 ,
,
Abstract
1. Introduction
2. Materials and Experimental Details
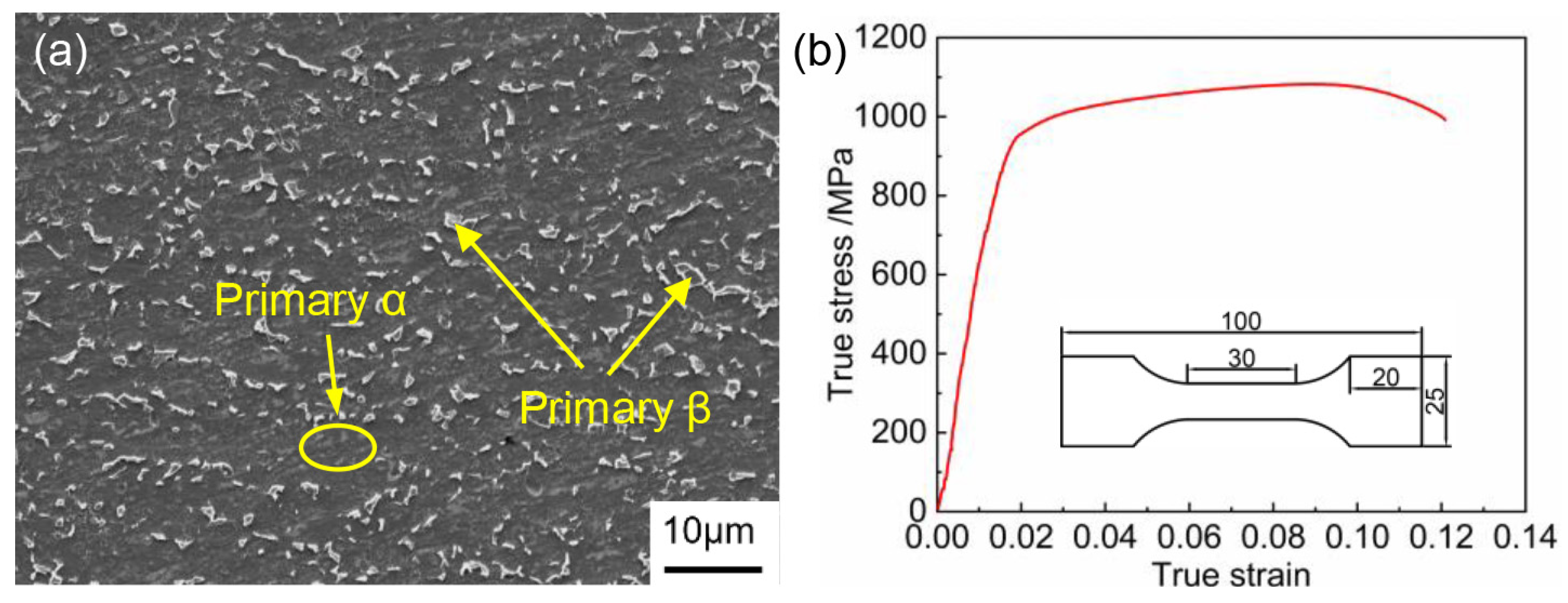
2.1. Materials
2.2. Experimental Details
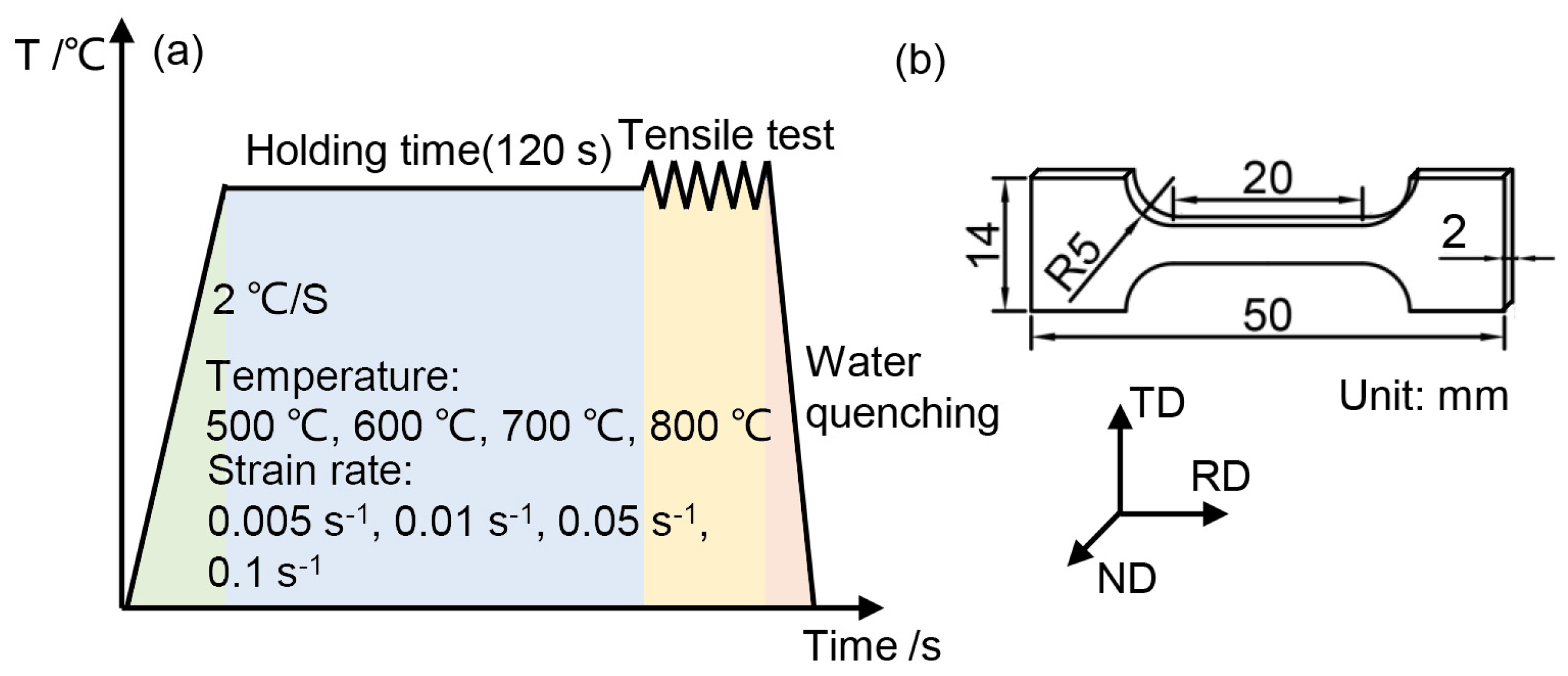
2.2.1. The Hot Tensile Test
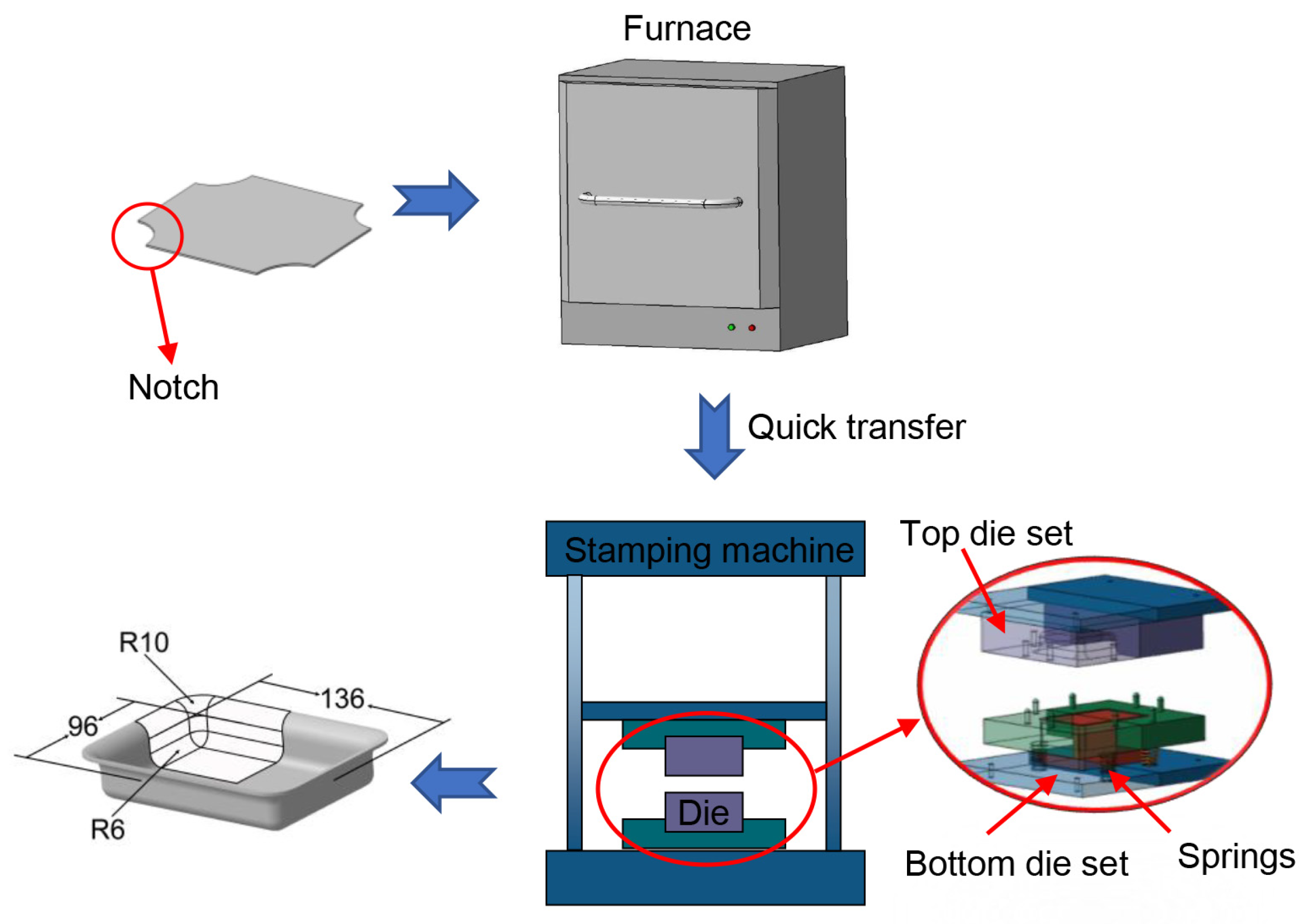
2.2.2. The Hot Stamping Test
3. Results and Discussion
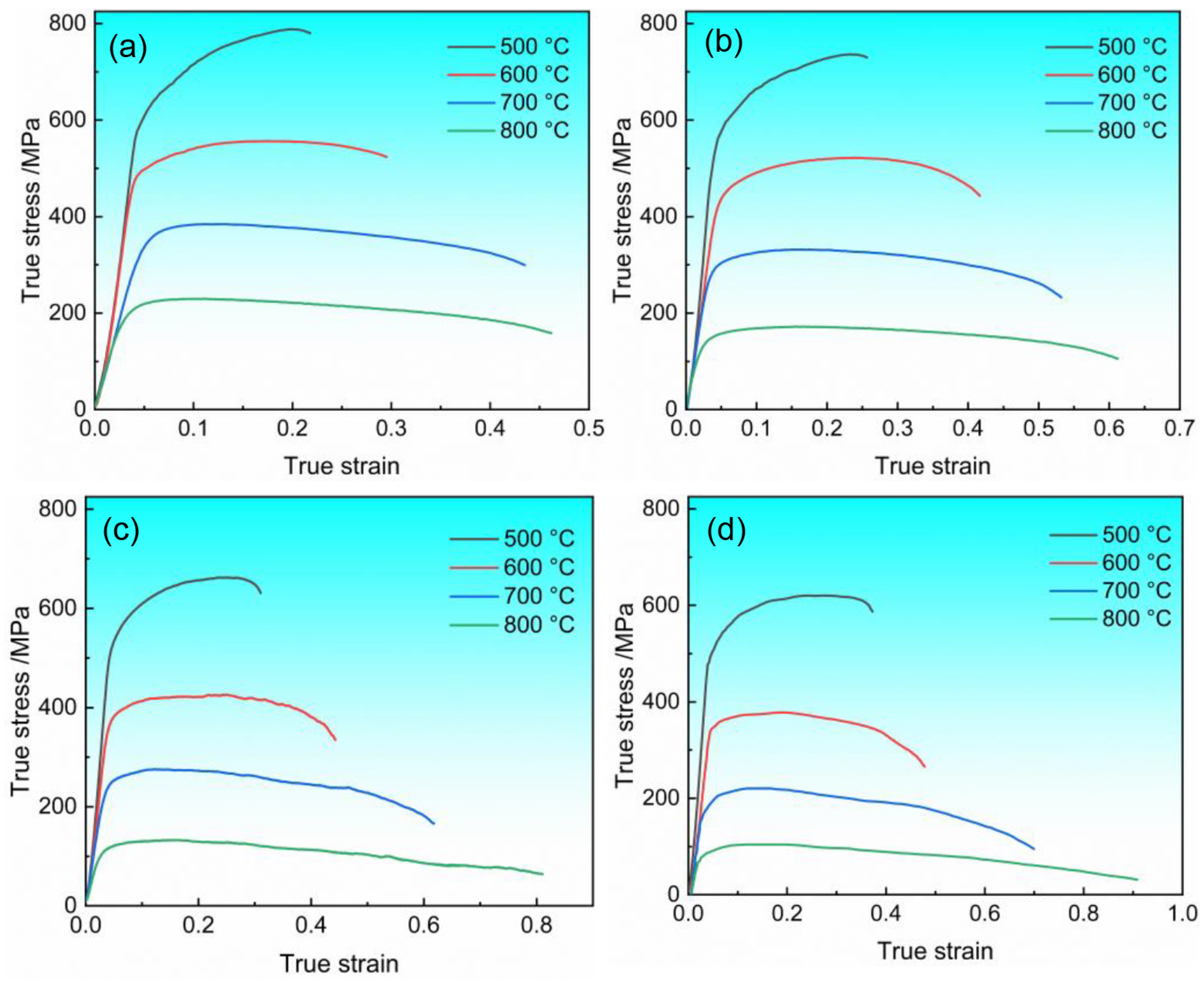
3.1. Thermal Rheological Behavior
3.2. Establishing the Constitutive Model
3.3. Hot Processing Maps
3.4. Hot Stamping of Titanium Alloy
3.4.1. Effect of Stamping Speed on Hot Stamping
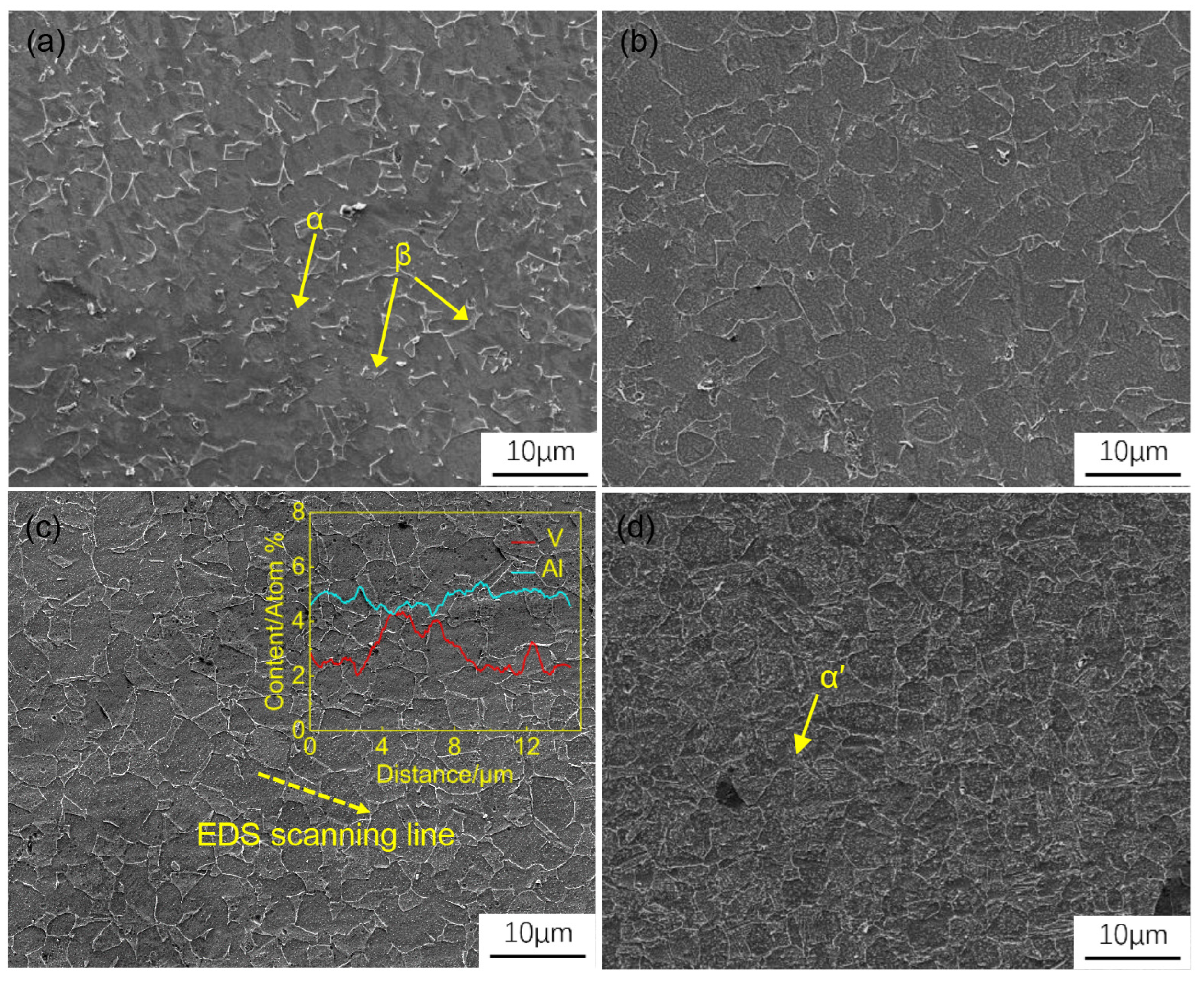
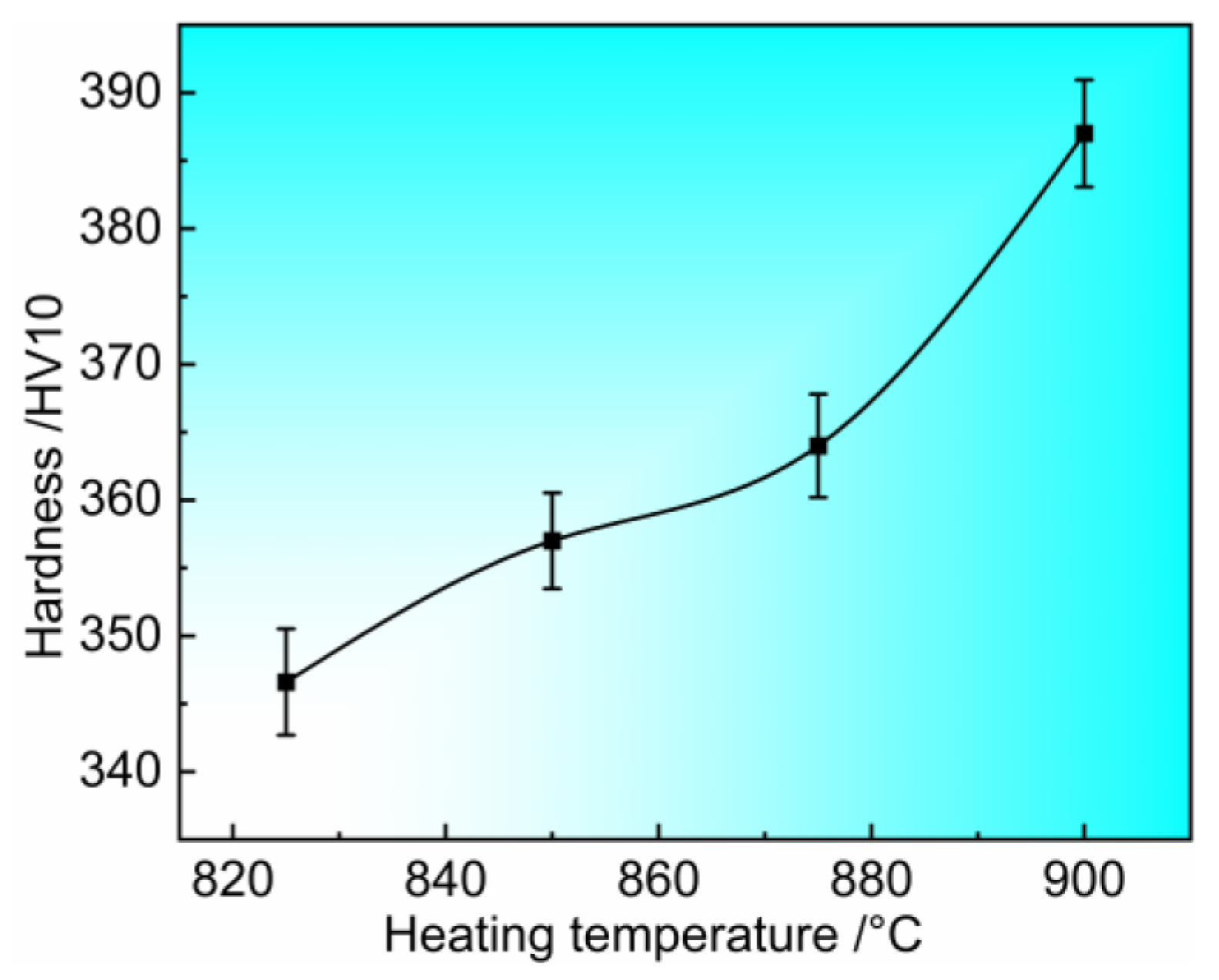
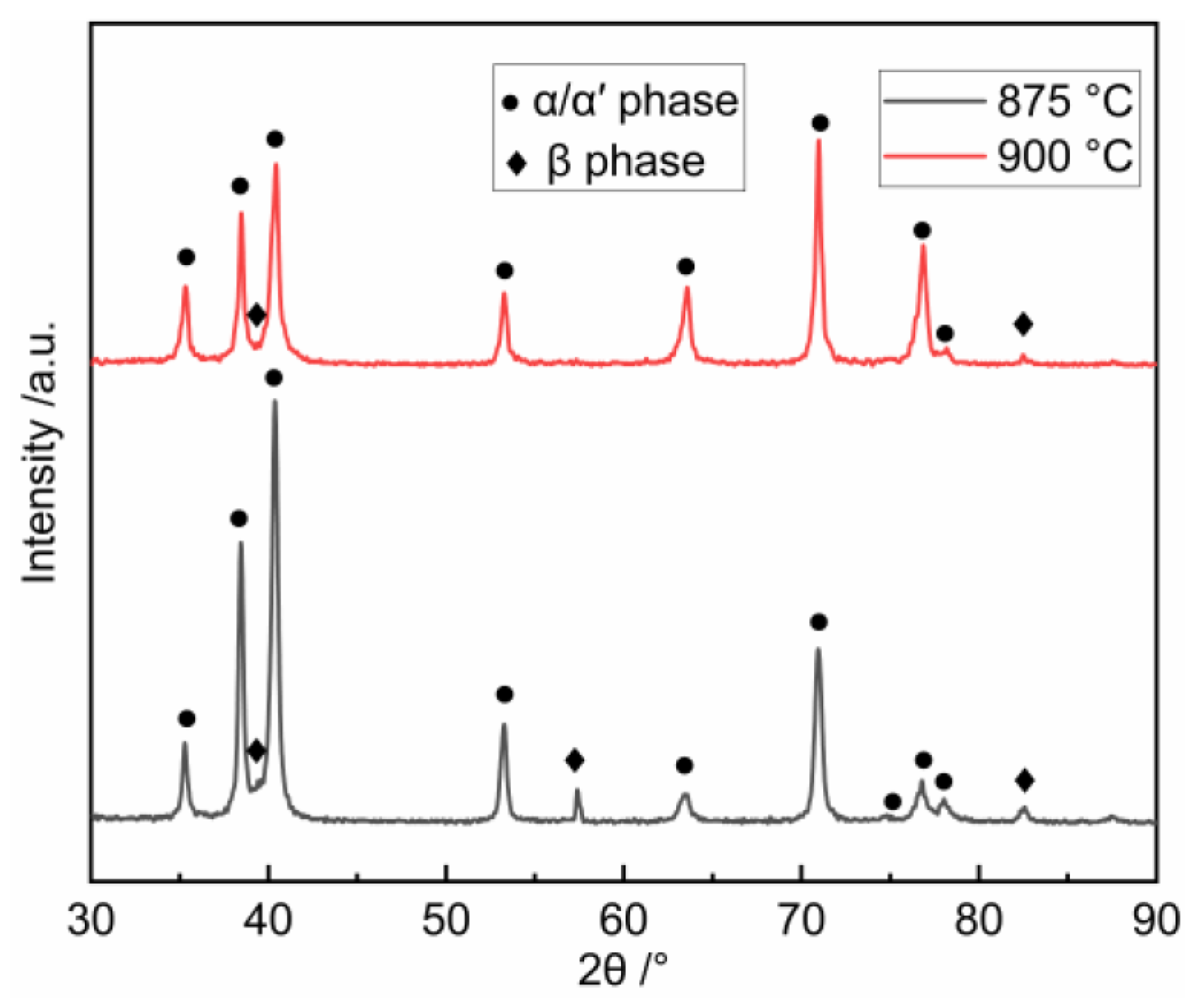
3.4.2. Effect of Temperature on Hot Stamping
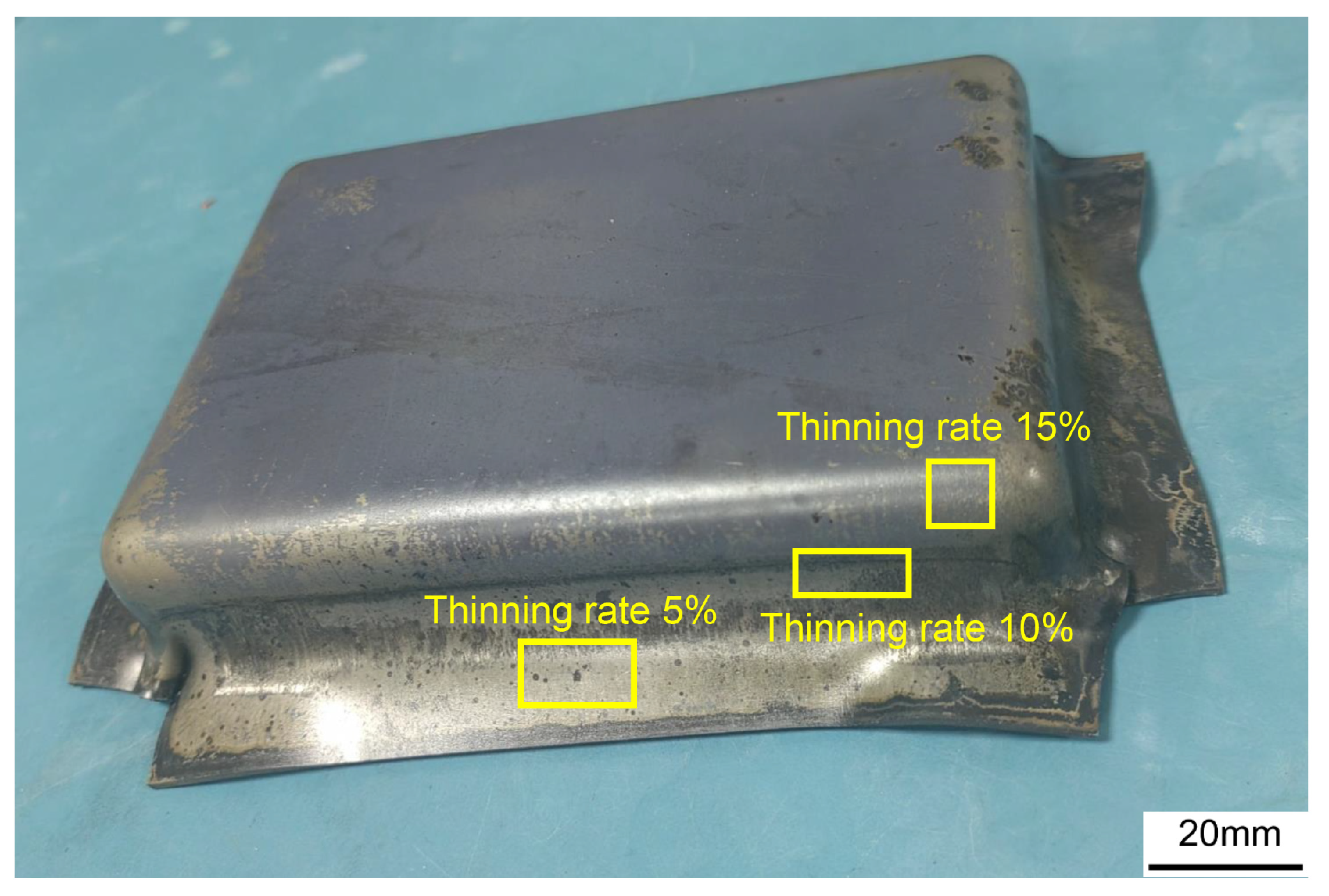
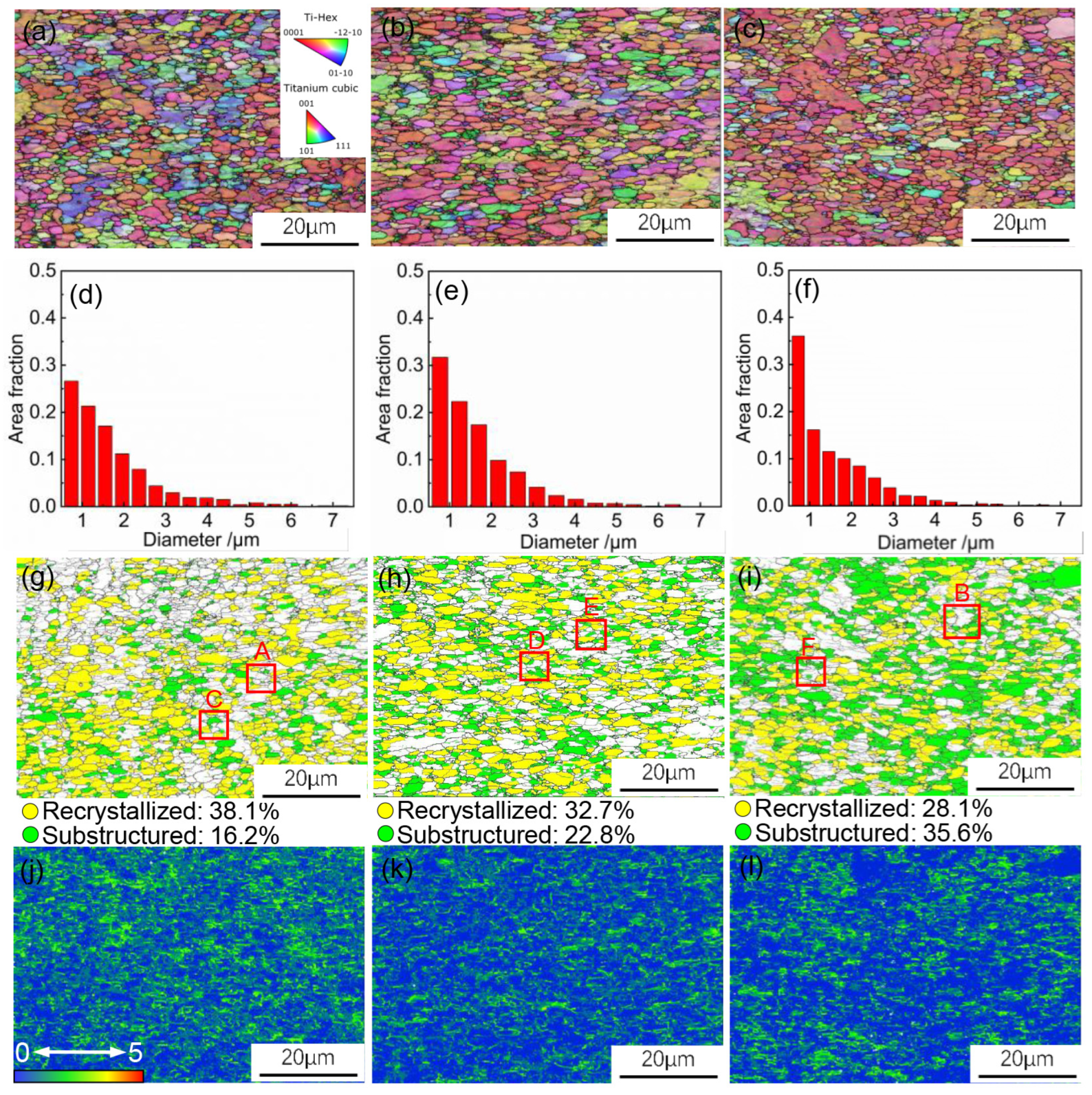
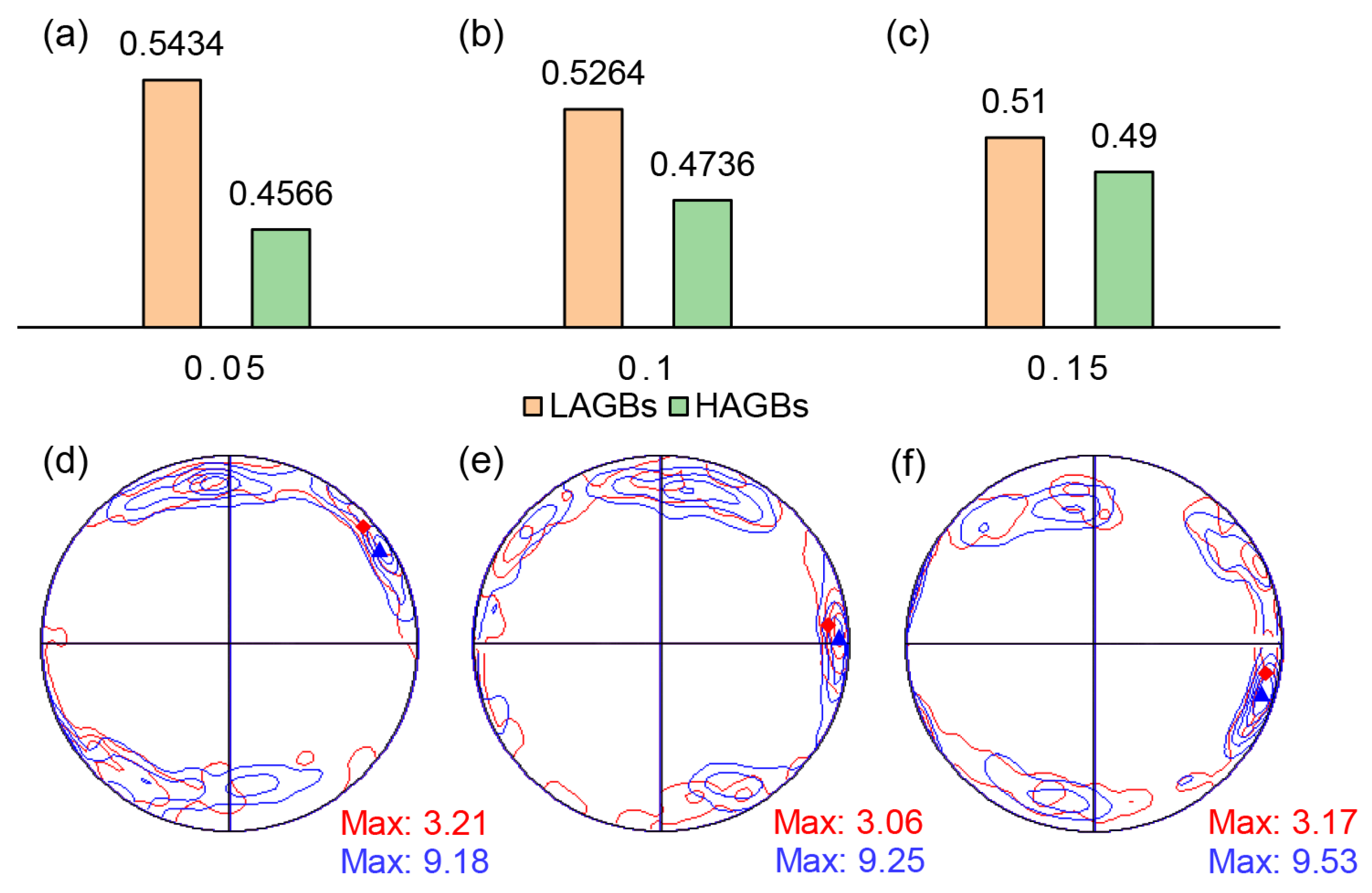
3.4.3. Effect of Deformation Amount on Hot Stamping
3.5. Analysis of the Dynamic Recrystallization Mechanism
4. Conclusions
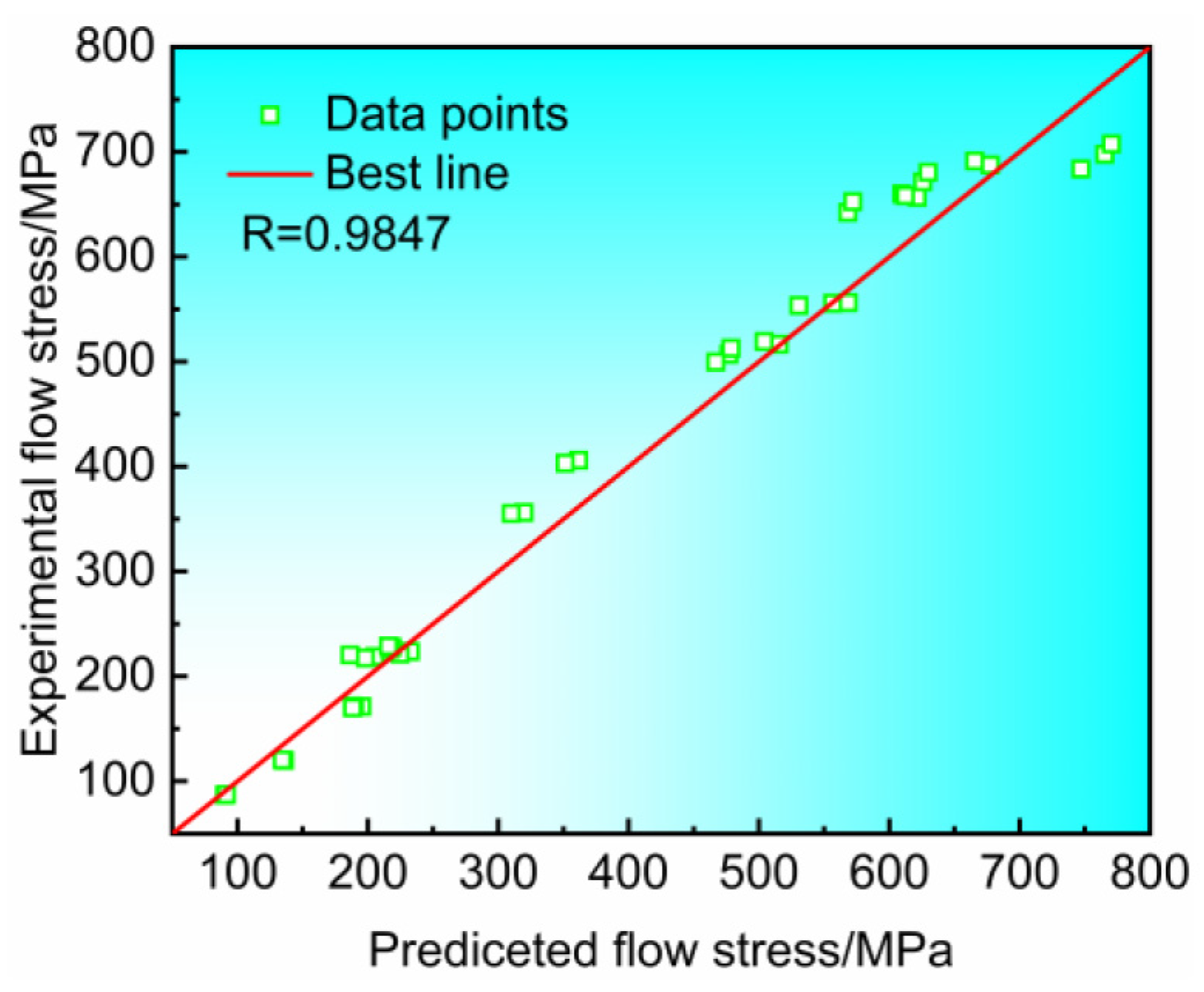
- The stress–strain curve indicated that with the increase in temperature and the decrease in the strain rate, the rheological softening effect was enhanced, and the material exhibited temperature and strain rate sensitivity. A strain-compensated Arrhenius constitutive model suitable for hot stamping of Ti6Al4V alloy was established, which showed good agreement with experimental values. The average error of the stress–strain curve calculated using the constitutive model was only 8.3%.
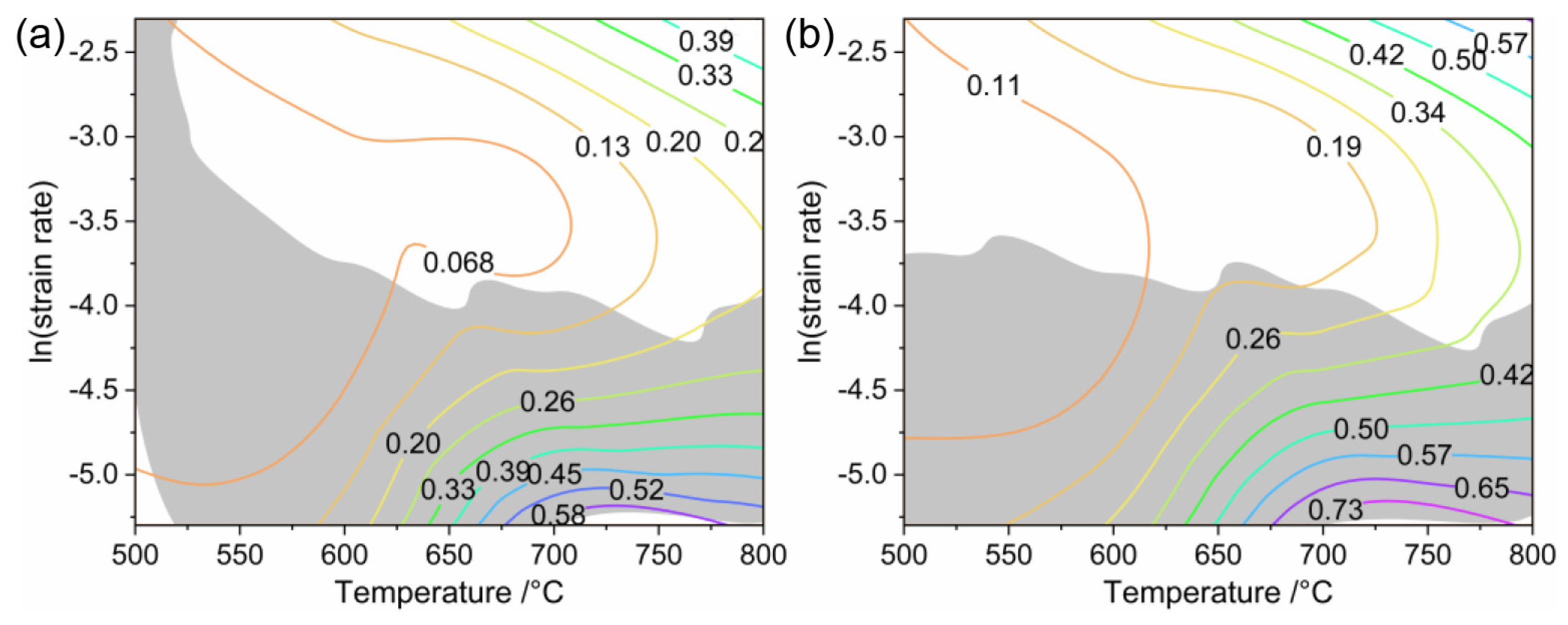
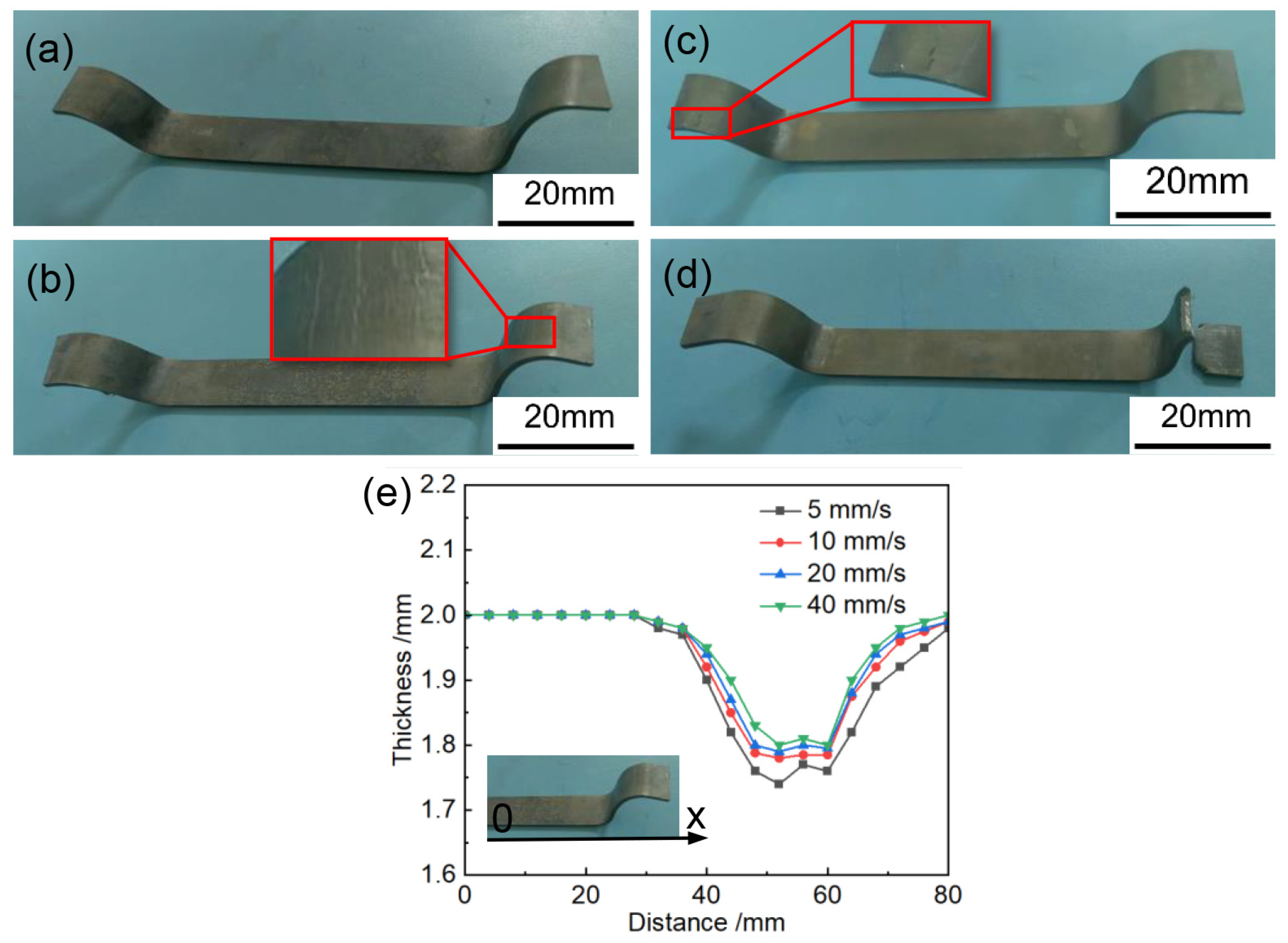
- A hot processing map suitable for the hot stamping process of Ti6Al4V alloy was established. The instability region mainly concentrates in the low strain rate region. Ti6Al4V alloy was less prone to instability when the strain rate was higher than 0.05 s−1, and the processing temperature range of the material was increased as the deformation amount increases. Based on the hot processing map, in hot stamping experiments, Ti6Al4V alloy parts can be successfully formed at stamping speeds greater than 40 mm/s and heating temperatures in the range of 825–875 °C.
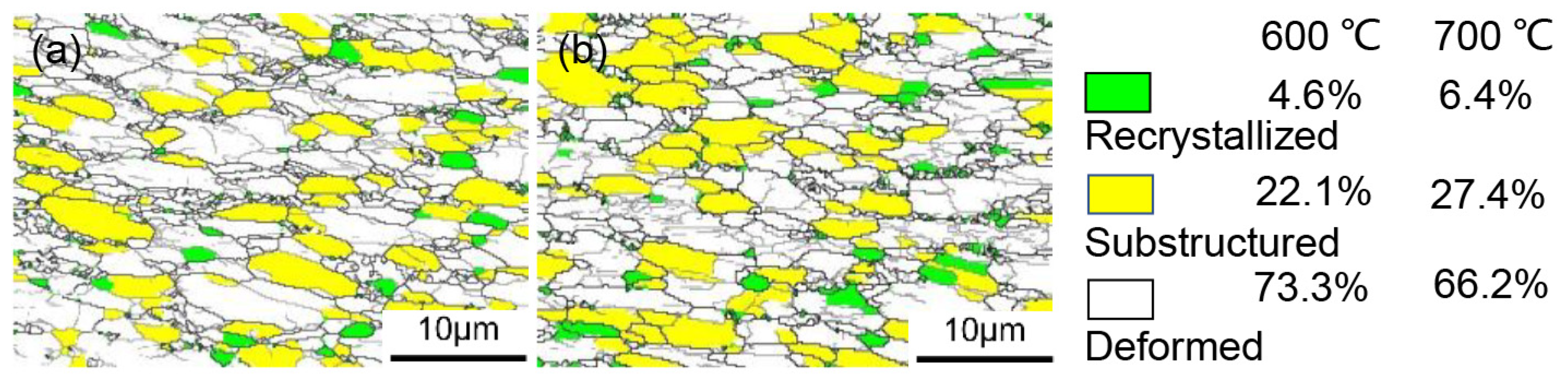
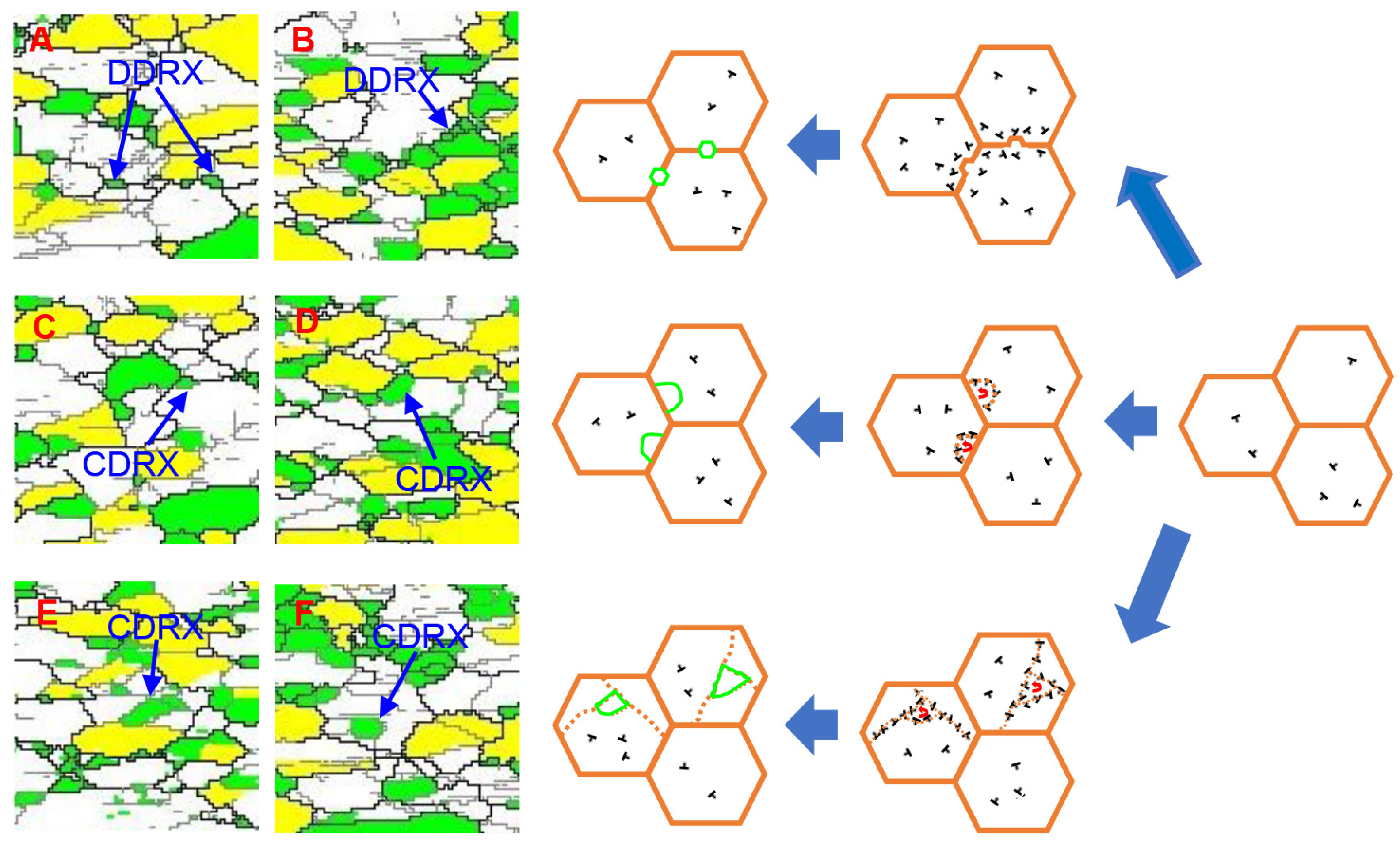
- The study of recrystallization mechanisms in Ti6Al4V alloy during hot stamping revealed that increased deformation has an exciting effect on DRX. When the thinning rate of Ti6Al4V alloy during hot stamping was increased from 5% to 15%, DRX was significantly enhanced, dislocation density was reduced, and grain refinement occurred. The characteristics of substructure and texture evolution indicated that both CDRX and DDRX coexist throughout the hot stamping of titanium alloy. With increasing deformation during hot stamping, the DDRX mechanism was strengthened, but the CDRX mechanism remained dominant.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Quadros, F.D.; Kuroda, P.A.B.; Sousa, K.D.J.; Donato, T.A.G.; Grandini, C.R. Preparation, structural and microstructural characterization of Ti-25Ta-10Zr alloy for biomedical applications. J. Mater. Res. Technol. 2019, 8, 4108–4114. [Google Scholar] [CrossRef]
- Jin, B.Q.; Wang, Q.; Zhao, L.Z.; Pan, A.J.; Ding, X.F.; Gao, W.; Song, Y.F.; Zhang, X.F. A Review of Additive Manufacturing Techniques and Post-Processing for High-Temperature Titanium Alloys. Metals 2023, 13, 1327. [Google Scholar] [CrossRef]
- Kumar, N.; Kumar, M.; Kumar, V.; Sharma, A. Microstructural Heterogeneity and Anisotropy Control of Additive Manufactured Ti-6Al-4V Alloy for Aircraft Components. JOM 2023, 75, 1695–1709. [Google Scholar] [CrossRef]
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olubambi, P.A. Additive manufacturing of titanium-based alloys—A review of methods, properties, challenges, and prospects. Heliyon 2022, 8, e09041. [Google Scholar] [CrossRef]
- Li, H.; Chen, S.F.; Zhang, S.H.; Xu, Y.; Song, H.W. Deformation Characteristics, Formability and Springback Control of Titanium Alloy Sheet at Room Temperature: A Review. Materials 2022, 15, 5586. [Google Scholar] [CrossRef] [PubMed]
- Akula, S.P.; Ojha, M.; Rao, K.L.; Gupta, A.K. A review on superplastic forming of Ti-6Al-4V and other titanium alloys. Mater. Today Commun. 2023, 34, 105343. [Google Scholar] [CrossRef]
- Wróbel, I.; Skowronek, A.; Grajcar, A. A Review on Hot Stamping of Advanced High-Strength Steels: Technological-Metallurgical Aspects and Numerical Simulation. Symmetry 2022, 14, 969. [Google Scholar] [CrossRef]
- Chen, Y.; Li, S.H.; Li, Y.F.; Wang, Y.Q.; Li, Z.Q.; Lin, Z.Q. Constitutive modeling of TA15 alloy sheet coupling phase transformation in non-isothermal hot stamping process. J. Mater. Res. Technol. 2021, 12, 629–642. [Google Scholar] [CrossRef]
- Gao, S.; Sang, Y.; Li, Q.H.; Sun, Y.L.; Wu, Y.H.; Wang, H.R. Constitutive modeling and microstructure research on the deformation mechanism of Ti-6Al-4V alloy under hot forming condition. J. Alloys Compd. 2022, 892, 162128. [Google Scholar] [CrossRef]
- Zhang, C.; Li, X.Q.; Li, D.S.; Jin, C.H.; Xiao, J.J. Modelization and comparison of Norton-Hoff and Arrhenius constitutive laws to predict hot tensile behavior of Ti-6Al-4V alloy. Trans. Nonferrous. Met. Soc. China 2012, 22, S457–S464. [Google Scholar] [CrossRef]
- Yang, X.M.; Wang, B.Y.; Zhou, J.; Xiao, W.C.; Feng, P.N. Constitutive modeling of softening mechanism and damage for Ti-6Al-4V alloy and its application in hot tensile simulation process. Arch. Civ. Mech. Eng. 2021, 21, 69. [Google Scholar] [CrossRef]
- Qiu, Q.; Wang, K.L.; Li, X.; Wang, J.; Gao, X.; Zhang, K.M. Hot deformation behavior and processing parameters optimization of SP700 titanium alloy. J. Mater. Res. Technol. 2021, 15, 3078–3087. [Google Scholar] [CrossRef]
- Luo, J.; Li, M.Q.; Yu, W.X.; Li, H. Effect of the strain on processing maps of titanium alloys in isothermal compression. Mater. Sci. Eng. A 2009, 504, 90–98. [Google Scholar] [CrossRef]
- Kopec, M.; Wang, K.H.; Politis, D.J.; Wang, Y.Q.; Wang, L.L.; Lin, J.G. Formability and microstructure evolution mechanisms of Ti6Al4V alloy during a novel hot stamping process. Mater. Sci. Eng. A 2018, 719, 72–81. [Google Scholar] [CrossRef]
- Zheng, Z.Z.; Chen, Y.Y.; Kong, F.T.; Wang, X.P. The interrupted hot compression of an as-forged titanium matrix composite: Flow softening behavior and deformation mechanism. J. Mater. Res. Technol. 2022, 20, 821–832. [Google Scholar] [CrossRef]
- Li, C.H.; Cui, Y.M.; Zheng, W.W.; Song, L.; Wu, Y.L.; Wu, Y.D.; Yu, C.Y.; Hui, X.D. Unveiling the dynamic softening mechanism via micromechanical behavior for a near-β titanium alloy deformed at a high strain rate. J. Mater. Res. Technol. 2023, 26, 9392–9405. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Xie, B.C.; Liang, H.Q.; Li, H.; Yang, X.M.; Guo, H.Z. Dynamic softening behavior of TC18 titanium alloy during hot deformation. Mater. Des. 2015, 71, 68–77. [Google Scholar] [CrossRef]
- Li, C.M.; Huang, L.; Zhao, M.J.; Guo, S.Q.; Su, Y.; Li, J.J. Systematic analysis of the softening mechanism and texture evolution of Ti-6Cr-5Mo-5V-4Al alloy during hot compression in a + b phase region. Mater. Sci. Eng. A 2022, 850, 143571. [Google Scholar] [CrossRef]
- Deng, Y.C.; An, Y.X.; Xiao, Y.Z.H.; Zhan, X.D.; Zhang, X.Y.; Wang, B.F. Deformation mechanism diagram and deformation instability of a Ti-5Al-5Mo-5V-1Cr-1Fe titanium alloy during the hot compression. J. Alloys Compd. 2023, 966, 171446. [Google Scholar] [CrossRef]
- Yang, X.M.; Wang, B.Y.; Zhou, J. Numerical and experimental study on formability of TC4 alloy in a novel multi-layer sheet hot stamping process. Int. J. Adv. Manuf. Technol. 2020, 110, 1233–1247. [Google Scholar] [CrossRef]
- Zhang, J.Q.; Xu, X.Y.; Xue, J.Y.; Liu, S.N.; Deng, Q.H.; Li, F.; Ding, J.; Wang, H.; Chang, H. Hot deformation characteristics and mechanism understanding of Ti-6Al-2Sn-4Zr-6Mo titanium alloy. J. Mater. Res. Technol. 2022, 20, 2591–2610. [Google Scholar] [CrossRef]
- Yu, J.X.; Li, Z.J.; Qian, C.; Huang, S.; Xiao, H. Investigation of deformation behavior, microstructure evolution, and hot processing map of a new near-α Ti alloy. J. Mater. Res. Technol. 2023, 23, 2275–2287. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Luo, X.; Liang, H.Q.; Guo, H.Z.; Zhang, J.L.; Tan, K. Competition between dynamic recovery and recrystallization during hot deformation for TC18 titanium alloy. Mater. Sci. Eng. A 2015, 635, 77–85. [Google Scholar] [CrossRef]
- Li, L.; Liu, J.X.; Ding, N.; Li, M.Q. Substructure evolution in two phases based constitutive model for hot deformation of TC18 in α + β phase region. Chin. J. Aeronaut. 2023, 36, 573–588. [Google Scholar] [CrossRef]
- Wang, K.; Sun, D.L.; Wu, Y.L.; Xin, R.L.; Wu, M.Y.; Liu, Q. Correlation between Flow Behavior and Microstructure Evolution during α/β Deformation of TA19 Titanium Alloy. Adv. Eng. Mater. 2016, 18, 1808–1815. [Google Scholar] [CrossRef]
- Lin, Y.C.; Huang, J.; He, D.G.; Zhang, X.Y.; Wu, Q.; Wang, L.H.; Chen, C.; Zhou, K.C. Phase transformation and dynamic recrystallization behaviors in a Ti55511 titanium alloy during hot compression. J. Alloys Compd. 2019, 795, 471–482. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of strain rate upon plastic flow of steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Cho, C.H.; Kim, D.O.; Son, K.; Park, H.S. Relationship between hot workability and texture evolution in an Al-Zn-Mg-Cu alloy under hot compressive stress mode. J. Mater. Sci. 2023, 58, 16537–16549. [Google Scholar] [CrossRef]
- Xu, W.X.; Zhao, Z.L.; Wang, Y.B.; Liu, N.; Li, S.; Huang, X.Y. Correlation between the strain rate sensitivity exponent m and microstructure evolution during hot deformation of an as-cast TiAl alloy. Mater. Charact. 2023, 203, 113050. [Google Scholar] [CrossRef]
- Zhu, S.; Yang, H.; Guo, L.G.; Fan, X.G. Effect of cooling rate on microstructure evolution during α/β heat treatment of TA15 titanium alloy. Mater. Charact. 2012, 70, 101–110. [Google Scholar] [CrossRef]
- Wang, K.H.; Kopec, M.; Chang, S.P.; Qu, B.; Liu, J.; Politis, D.J.; Wang, L.L.; Liu, G. Enhanced formability and forming efficiency for two-phase titanium alloys by Fast light Alloys Stamping Technology (FAST). Mater. Des. 2020, 194, 108948. [Google Scholar] [CrossRef]
- Sundar, A.S.; Mugada, K.K.; Kumar, A. Microstructural Evolution, Intermetallic Formation, and Mechanical Performance of Dissimilar Al6061-Ti6Al4V Static Shoulder Friction Stir Welds. Adv. Eng. Mater. 2023, 25, 2300973. [Google Scholar] [CrossRef]
- Zhu, W.G.; Pu, J.; Zhang, C.H.; Wang, Q.B.; Wang, Y.L.; Shu, T.C.; Wang, X.X.; Wang, J. Microstructure Evolution and Anisotropy Effect During Low Temperature Cross Rolling and Annealing of Ti6Al4V. Metall. Mater. Trans. A 2023, 54, 3550–3562. [Google Scholar] [CrossRef]
- Li, X.; Guan, B.; Wang, Y.L.; Wei, Y.L.; Li, B. Ascertaining the microstructural evolution and strengthening mechanisms of the gradient nanostructured pure titanium fabricated by ultrasonic surface rolling process. Surf. Coat. Technol. 2023, 473, 130047. [Google Scholar] [CrossRef]
- Wu, Y.; Fan, R.L.; Chen, M.H.; Wang, K.H.; Zhao, J.; Xiao, W.C. High-temperature anisotropic behaviors and microstructure evolution mechanisms of a near-α Ti-alloy sheet. Mater. Sci. Eng. A 2021, 820, 141560. [Google Scholar] [CrossRef]
- Liu, G.X.; Zhang, D.H.; Yao, C.F. Investigation of the grain refinement mechanism in machining Ti-6Al-4V: Experiments and simulations. J. Manuf. Process 2023, 94, 479–496. [Google Scholar] [CrossRef]
- Fu, Q.; Feng, J.; Xiang, W.; Yuan, W.H. Microstructure Characteristic and Texture Evolution of TB18 Titanium Alloy during Hot Compression in the β Phase Zone. Mater. Trans. 2022, 63, 1416–1424. [Google Scholar] [CrossRef]
- Wang, X.X.; Zhan, M.; Gao, P.F.; Ma, P.Y.; Yang, K.; Lei, Y.D.; Li, Z.X. Deformation mode dependent mechanism and kinetics of dynamic recrystallization in hot working of titanium alloy. Mater. Sci. Eng. A 2020, 772, 138804. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | V | Fe | Si |
|---|---|---|---|---|---|
| wt% | Bal | 6.85 | 4.00 | 0.25 | 0.22 |
| α | n | Q | lnA | |
|---|---|---|---|---|
| k0 | −0.0103 | 15.96865 | 676.94558 | 87.48507 |
| k1 | 0.76216 | −507.81285 | −22,345.4023 | −3034.32718 |
| k2 | −18.23749 | 9887.6117 | 419,169.9129 | 58,534.95292 |
| k3 | 222.92064 | −101,148.339 | −4,010,947.11 | −582,395.4021 |
| k4 | −1474.3765 | 560,983.548 | 20,473,000 | 3,120,280.7897 |
| k5 | 5015.36434 | −159,233 | −52,513,400 | −8,506,609.959 |
| k6 | −6865.6785 | 1,809,399 | 52,517,400 | 9,217,898.9467 |
| 0.1 | 0.2 | |||||||
|---|---|---|---|---|---|---|---|---|
| T/°C | 500 °C | 600 °C | 700 °C | 800 °C | 500 °C | 600 °C | 700 °C | 800 °C |
| 0.1 s−1 | −0.19 | 0.21 | 0.39 | 0.61 | 0.057 | 0.14 | 0.29 | 0.49 |
| 0.05 s−1 | −0.21 | 0.078 | 0.13 | 0.31 | 0.033 | 0.066 | 0.10 | 0.28 |
| 0.01 s−1 | −0.20 | 0.052 | 0.26 | 0.30 | 0.049 | 0.078 | 0.28 | 0.318 |
| 0.005 s−1 | −0.17 | 0.17 | 0.63 | 0.60 | 0.088 | 0.16 | 0.61 | 0.56 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, M.; Gu, Z.; Li, X.; Yi, L.; Li, Y.; Yu, G.; Zhao, Y. Hot Deformation Behavior and Microstructure Evolution Mechanisms of Ti6Al4V Alloy under Hot Stamping Conditions. Materials 2024, 17, 2531. https://doi.org/10.3390/ma17112531
Qu M, Gu Z, Li X, Yi L, Li Y, Yu G, Zhao Y. Hot Deformation Behavior and Microstructure Evolution Mechanisms of Ti6Al4V Alloy under Hot Stamping Conditions. Materials. 2024; 17(11):2531. https://doi.org/10.3390/ma17112531
Chicago/Turabian StyleQu, Mingjia, Zhengwei Gu, Xin Li, Lingling Yi, Yi Li, Ge Yu, and Yafu Zhao. 2024. "Hot Deformation Behavior and Microstructure Evolution Mechanisms of Ti6Al4V Alloy under Hot Stamping Conditions" Materials 17, no. 11: 2531. https://doi.org/10.3390/ma17112531
APA StyleQu, M., Gu, Z., Li, X., Yi, L., Li, Y., Yu, G., & Zhao, Y. (2024). Hot Deformation Behavior and Microstructure Evolution Mechanisms of Ti6Al4V Alloy under Hot Stamping Conditions. Materials, 17(11), 2531. https://doi.org/10.3390/ma17112531