
Facile Synthesis and Properties of Highly Porous Quartz Fiber-Reinforced Phenolic Resin Composites with High Strength

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
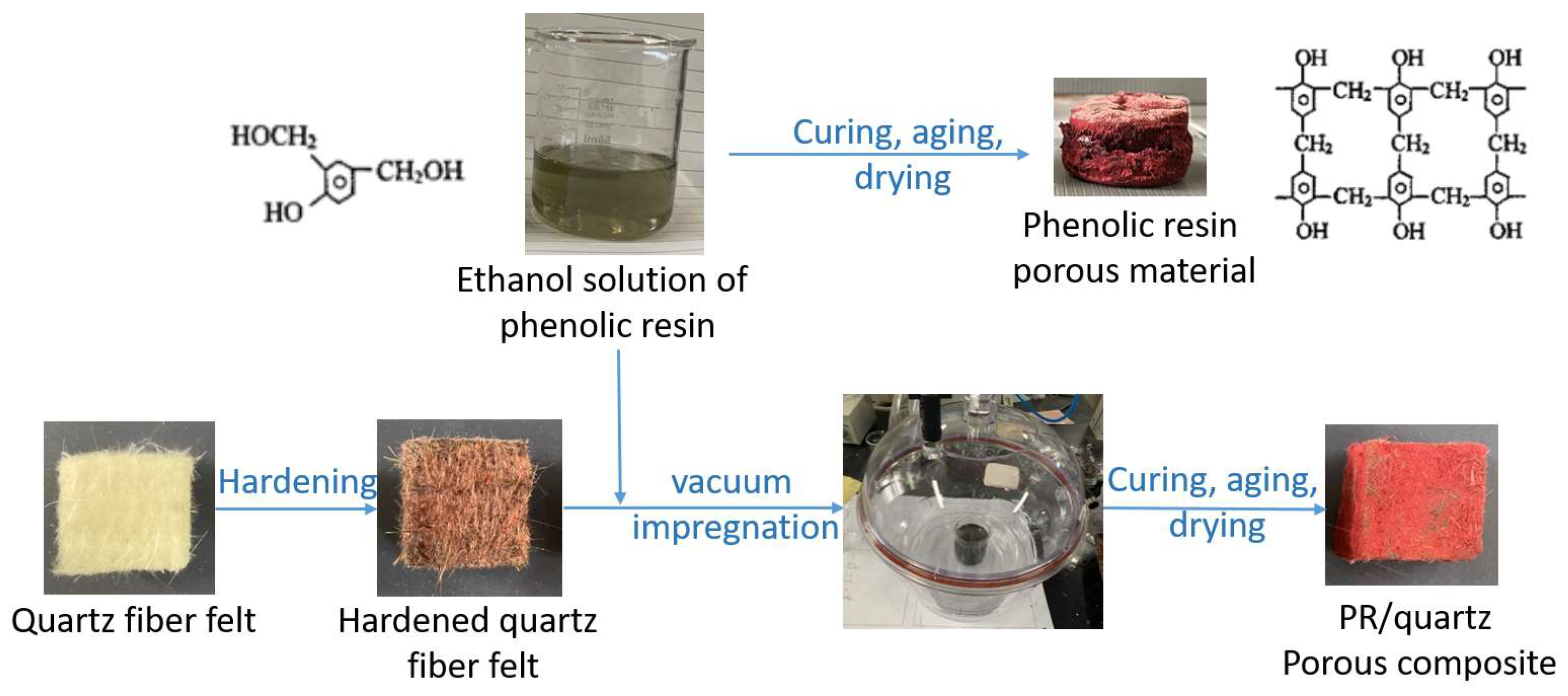
2.1. Preparation of Porous Phenolic Resin Material
2.2. Preparation of Porous Fiber-Reinforced Phenolic Resin Material
2.3. Characterization and Performance Testing
3. Results
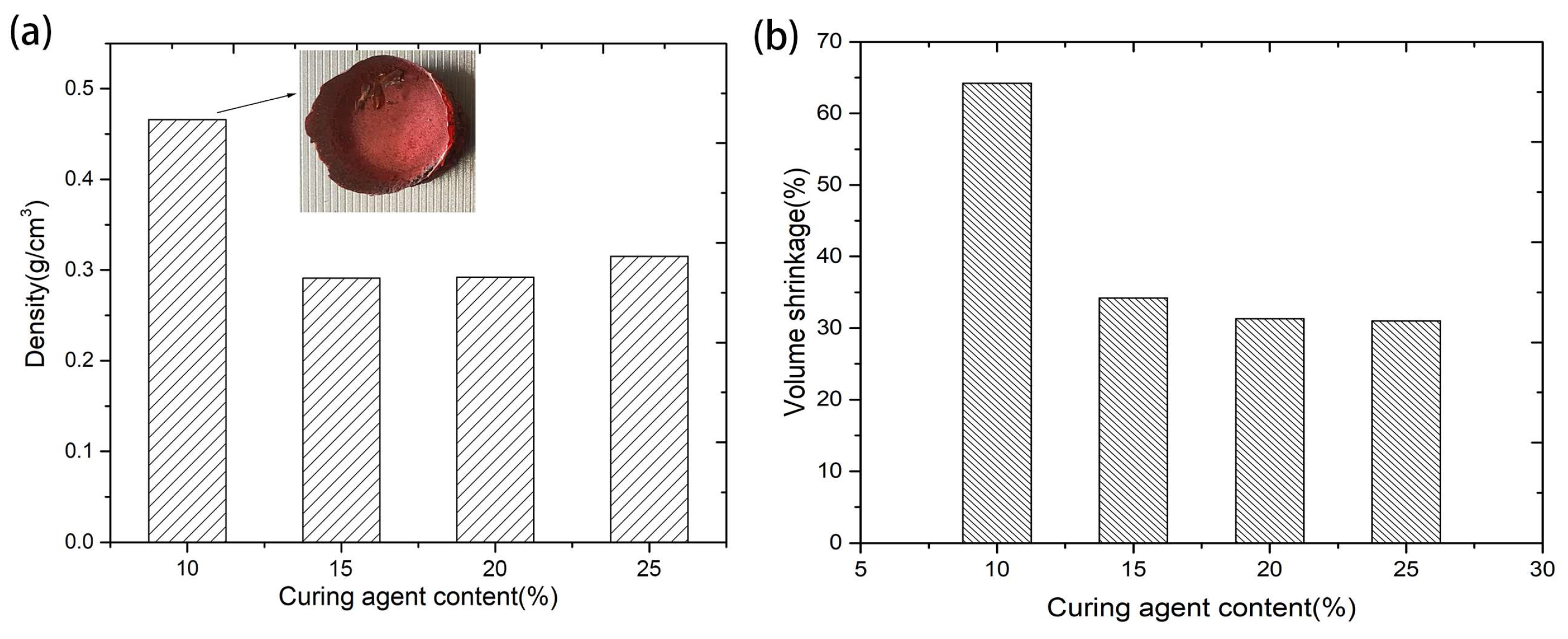
3.1. Structural and Physical Properties of Porous PR
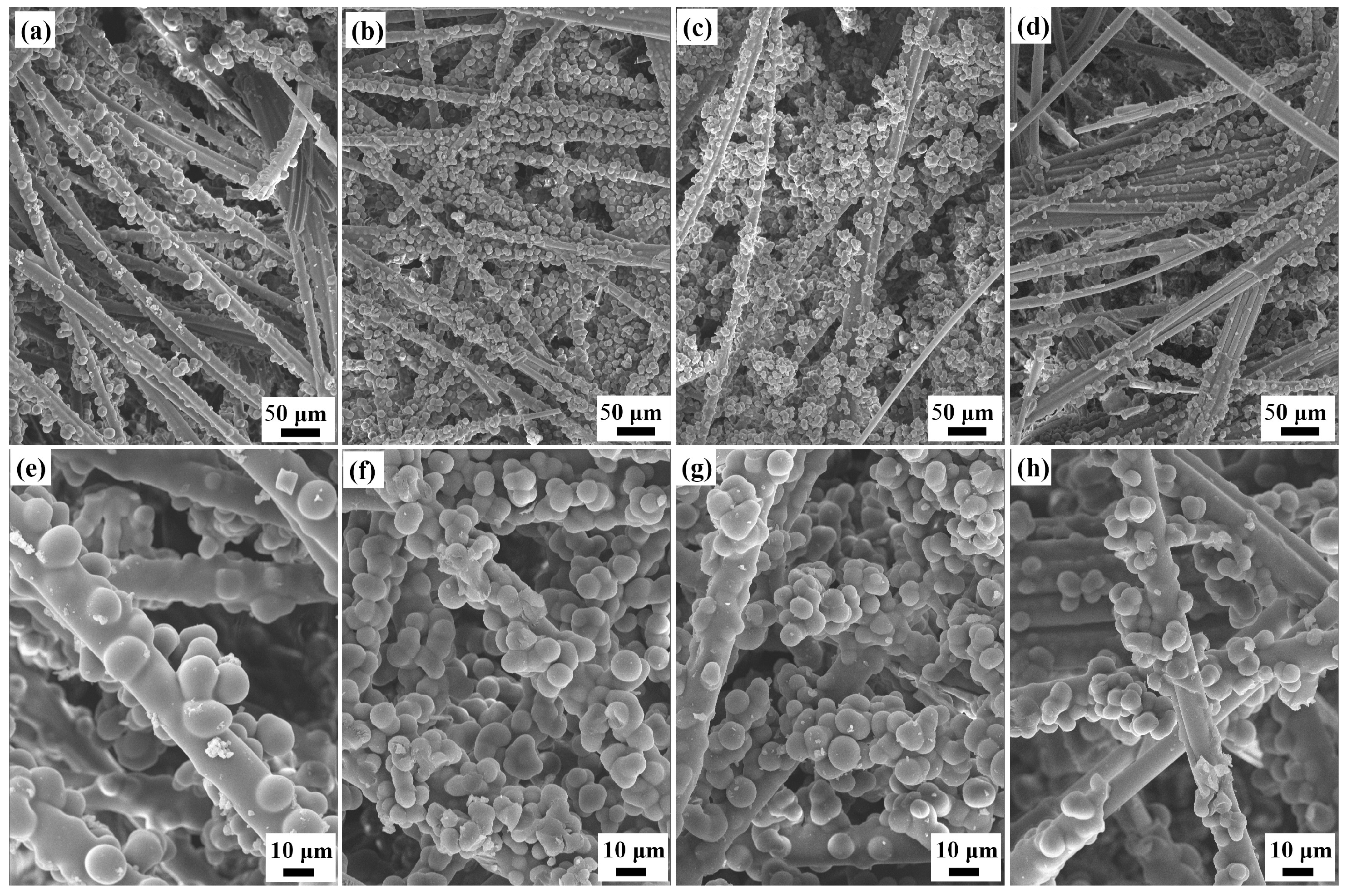
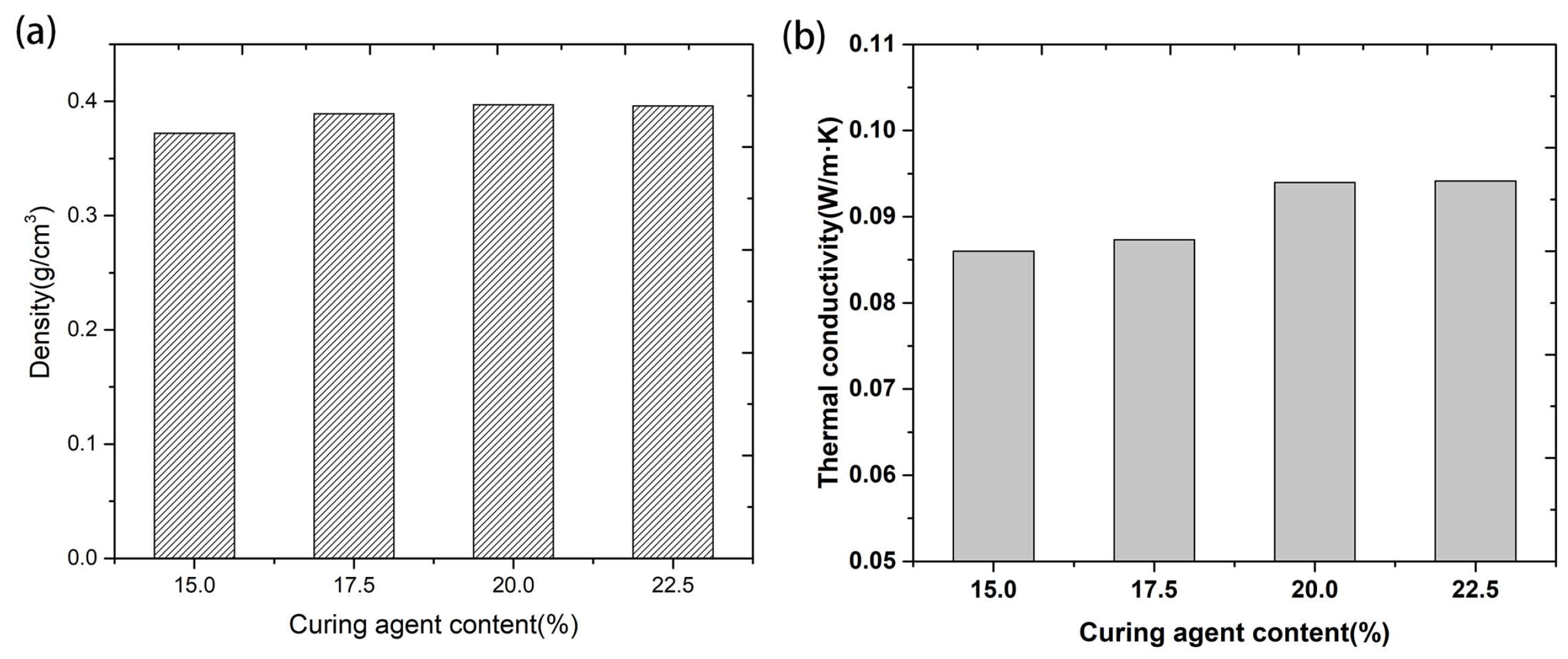
3.2. Structural and Physical Properties of Quartz/Porous PR Composite
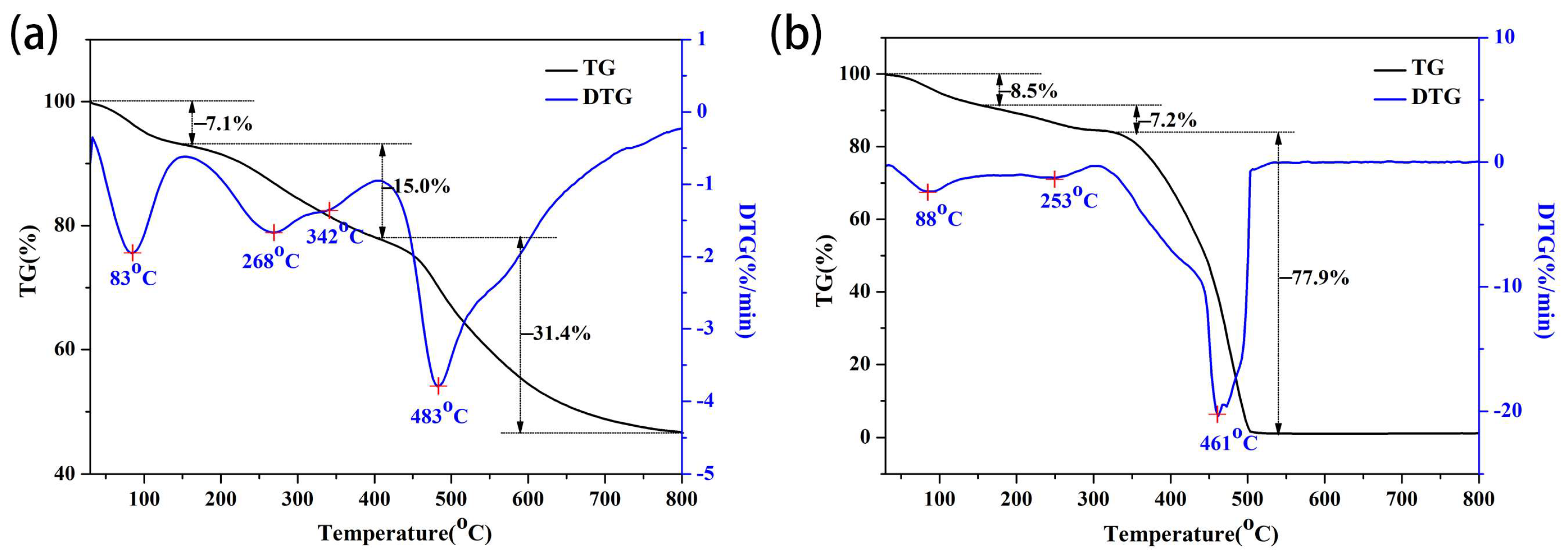
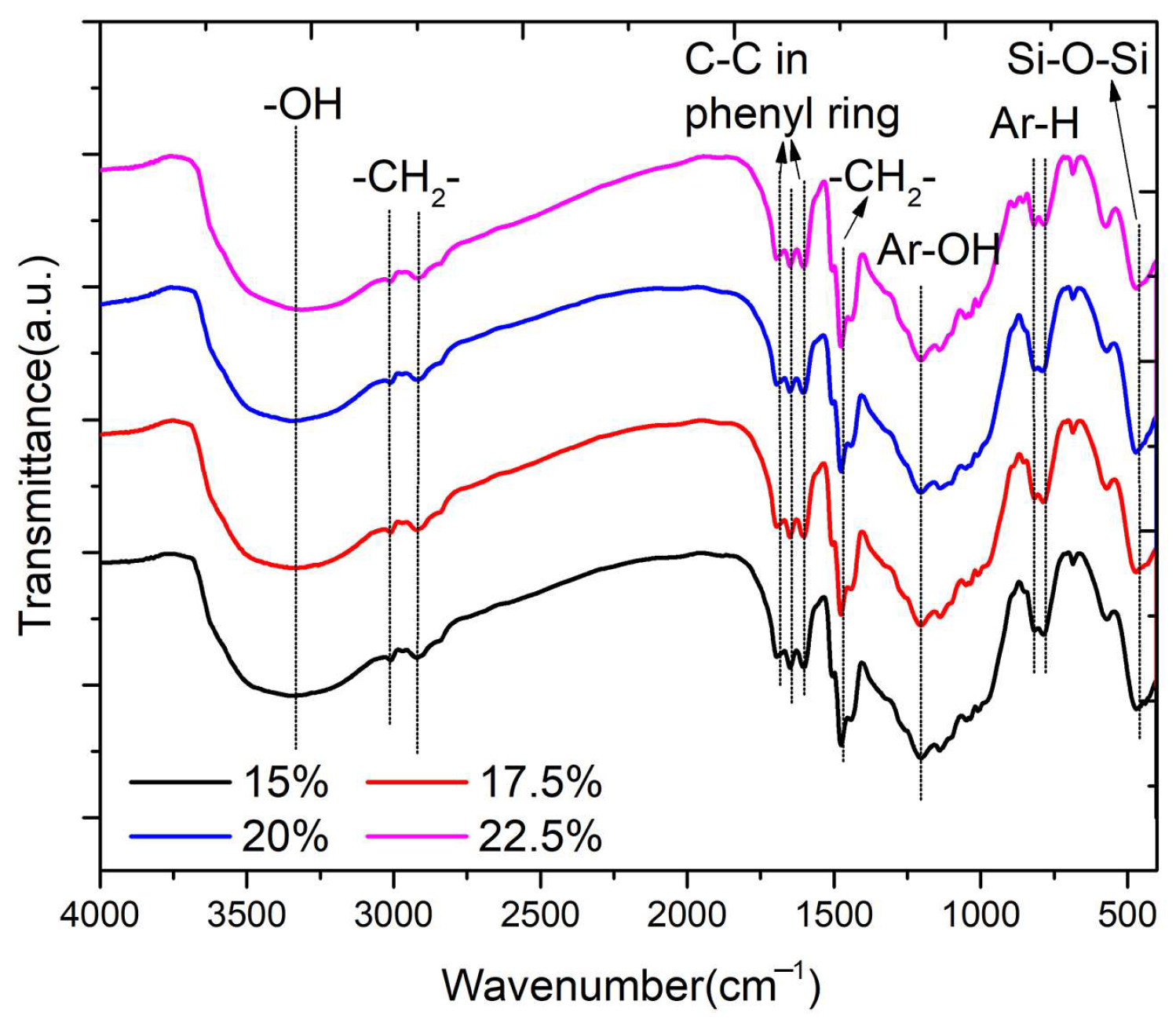
3.3. Thermal and Composition Analyses of Quartz/Porous PR Composite
3.4. Mechanical Performance of Quartz/Porous PR Composite
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ferdous, W.; Ngo, T.D.; Nguyen, K.T.Q.; Ghazlan, A.; Mendis, P.; Manalo, A. Effect of fire-retardant ceram powder on the properties of phenolic-based GFRP composites. Compos. Part B-Eng. 2018, 155, 414–424. [Google Scholar] [CrossRef]
- Datsyuk, V.; Trotsenko, S.; Peikert, K.; Höflich, K.; Wedel, N.; Allar, C.; Sick, T.; Deinhart, V.; Reich, S.; Krcmar, W.J. Polystyrene nanofibers for nonwoven porous building insulation materials. Eng. Rep. 2019, 1, e12037. [Google Scholar] [CrossRef]
- Abu-Jdayil, B.; Mourad, A.-H.; Hittini, W.; Hassan, M.; Hameedi, S. Traditional, state-of-the-art and renewable thermal building insulation materials: An overview. Constr. Build. Mater. 2019, 214, 709–735. [Google Scholar] [CrossRef]
- Liu, J.; Wan, Y.; Xiao, B.; Li, J.; Hu, Z.; Zhang, R.; Hu, X.; Liu, J.; Cai, G.; Liu, H.; et al. The preparation and performance analysis of zirconium-modified aluminum phosphate-based high-temperature (RT-1500 °C) resistant adhesive for joining alumina in extreme environment. J. Adv. Ceram. 2024. [Google Scholar] [CrossRef]
- Kim, M.; Choe, J.; Lee, D.G. Development of the fire retardant glass fabric/carbonized phenolic composite. Compos. Struct. 2016, 148, 191–197. [Google Scholar] [CrossRef]
- Wang, M.; Liang, Z.; Yan, S.; Tao, X.; Zou, Y.; Li, J.; Zhou, X.; Zhang, H. The preparation and property analysis of B4C modified inorganic amorphous aluminum phosphates-based intumescent flame retardant coating. Constr. Build. Mater. 2022, 359, 129480. [Google Scholar] [CrossRef]
- Asaro, L.; Manfredi, L.B.; Pellice, S.; Procaccini, R.; Rodriguez, E.S. Innovative ablative fire resistant composites based on phenolic resins modified with mesoporous silica particles. Polym. Degrad. Stabil. 2017, 144, 7–16. [Google Scholar] [CrossRef]
- de Hoyos-Martínez, P.L.; Issaoui, H.; Herrera, R.; Labidi, J.; Bouhtoury, F.C.-E. Wood fireproofing coatings based on biobased phenolic resins. ACS Sustain. Chem. Eng. 2021, 9, 1729–1740. [Google Scholar] [CrossRef]
- Kandola, B.K.; Krishnan, L.; Ebdon, J.R. Blends of unsaturated polyester and phenolic resins for application as fire-resistant matrices in fibre-reinforced composites: Effects of added flame retardants. Polym. Degrad. Stabil. 2014, 106, 129–137. [Google Scholar] [CrossRef]
- Deng, Q.; He, P.; Sun, C.; Li, Y.; Xing, Y.; Wang, Y.; Li, J.; Liang, X.; Wang, X.; Zhou, Y.; et al. High speed laser cladding as a new approach to prepare ultra-high temperature ceramic coatings. J. Adv. Ceram. 2024, 13, 143–154. [Google Scholar] [CrossRef]
- Yu, Z.L.; Yang, N.; Apostolopoulou-Kalkavoura, V.; Qin, B.; Ma, Z.Y.; Xing, W.Y.; Qiao, C.; Bergström, L.; Antonietti, M.; Yu, S.H. Fire-Retardant and Thermally Insulating Phenolic-Silica Aerogels. Angew. Chem. Int. Ed. 2018, 57, 4538–4542. [Google Scholar] [CrossRef] [PubMed]
- Jalalian, M.; Jiang, Q.; Coulon, A.; Storb, M.; Woodward, R.; Bismarck, A.J.M. Mechanically whipped phenolic froths as versatile templates for manufacturing phenolic and carbon foams. Mater. Des. 2019, 168, 107658. [Google Scholar] [CrossRef]
- Asim, M.; Saba, N.; Jawaid, M.; Nasir, M.; Pervaiz, M.; Alothman, O.Y. A review on phenolic resin and its composites. Curr. Anal. Chem. 2018, 14, 185–197. [Google Scholar] [CrossRef]
- Fu, Y.; Zhang, Y.; Yan, H.; Li, J.; Yin, X.; Sun, J.; Fu, Q.; Riedel, R. Microstructure and evolution of hafnium carbide whiskers via polymer-derived ceramics: A novel formation mechanism. J. Adv. Ceram. 2023, 12, 578–586. [Google Scholar] [CrossRef]
- Li, J.; Lyu, Y.; Li, C.; Zhang, F.; Li, K.; Li, X.; Li, J.; Kim, K.-H. Development of strong, tough and flame-retardant phenolic resins by using Acacia mangium tannin-functionalized graphene nanoplatelets. Int. J. Biol. Macromol. 2023, 227, 1191–1202. [Google Scholar] [CrossRef] [PubMed]
- Mougel, C.; Garnier, T.; Cassagnau, P.; Sintes-Zydowicz, N. Phenolic foams: A review of mechanical properties, fire resistance and new trends in phenol substitution. Polymer 2019, 164, 86–117. [Google Scholar] [CrossRef]
- Wang, B.; Fu, Q.; Li, H.; Qi, L.; Liu, Y. Mechanisms of simultaneously enhanced mechanical and tribological properties of carbon fabrics/phenolic resin composites reinforced with graphite nanoplatelets. J. Alloy Compd. 2021, 854, 157176. [Google Scholar] [CrossRef]
- Liu, J.; Wang, L.; Zhang, W.; Han, Y. Phenolic resin foam composites reinforced by acetylated poplar fiber with high mechanical properties, low pulverization ratio, and good thermal insulation and flame retardant performance. Materials 2019, 13, 148. [Google Scholar] [CrossRef] [PubMed]
- Nabil, K.; Abdelmonem, N.; Nogami, M.; Ismail, I. Preparation of Composite Monolith Supercapacitor Electrode Made from Textile-Grade Polyacrylonitrile Fibers and Phenolic Resin. Materials 2020, 13, 655. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Liang, S.; Chen, Z. Influence of particle size and addition of recycling phenolic foam on mechanical and flame retardant properties of wood-phenolic composites. Constr. Build. Mater. 2018, 168, 1–10. [Google Scholar] [CrossRef]
- Rajamanickam, S.K.; Manoharan, M.; Ganesan, S.; Natarajan, P.; Rajasekaran, P.J. Mechanical and morphological characteristics study of chemically treated banana fiber reinforced phenolic resin composite with vajram resin. J. Nat. Fibers 2022, 19, 4731–4746. [Google Scholar] [CrossRef]
- Awad, S.A.; Jawaid, M.; Fouad, H.; Saba, N.; Dhakal, H.N.; Alothman, O.Y.; Khalaf, E.M. A comparative assessment of chemical, mechanical, and thermal characteristics of treated oil palm/pineapple fiber/bio phenolic composites. Polym. Compos. 2022, 43, 2115–2128. [Google Scholar] [CrossRef]
- Maertens, R.; Hees, A.; Schoettl, L.; Liebig, W.; Elsner, P.; Weidenmann, K.A. Fiber shortening during injection molding of glass fiber-reinforced phenolic molding compounds: Fiber length measurement method development and validation. Polym.-Plast. Technol. Mater. 2021, 60, 872–885. [Google Scholar] [CrossRef]
- Maertens, R.; Liebig, W.V.; Weidenmann, K.A.; Elsner, P.J. Development of an injection molding process for long glass fiber-reinforced phenolic resins. Polymers 2022, 14, 2890. [Google Scholar] [CrossRef] [PubMed]
- Kandola, B.K.; Krishnan, L.; Ebdon, J.R.; Myler, P. Structure-property relationships in structural glass fibre reinforced composites from unsaturated polyester and inherently fire retardant phenolic resin matrix blends. Compos. Part B-Eng. 2020, 182, 2890. [Google Scholar] [CrossRef]
- Duan, L.; Zhao, X.; Wang, Y. Oxidation and ablation behaviors of carbon fiber/phenolic resin composites modified with borosilicate glass and polycarbosilane interface. J. Alloy Compd. 2020, 827, 154277. [Google Scholar] [CrossRef]
- Cui, Y.; Chang, J.; Wang, W. Fabrication of Glass Fiber Reinforced Composites Based on Bio-Oil Phenol Formaldehyde Resin. Materials 2016, 9, 886. [Google Scholar] [CrossRef] [PubMed]
- Wu, C.; Chen, Z.; Wang, F.; Hu, Y.; Rao, Z.; Wang, E.; Zhang, X.J. Preparation and characterization of ultralight glass fiber wool/phenolic resin aerogels with a spring-like structure. Compos. Sci. Technol. 2019, 179, 125–133. [Google Scholar] [CrossRef]
- Yao, R.; Yao, Z.; Zhou, J.J. Microstructure, mechanical and thermal properties of three-dimensional braided glass fiber reinforced phenolic cryogel composites. Cell. Polym. 2016, 35, 193–208. [Google Scholar] [CrossRef]
- Wang, S.; Wang, L.; Song, W.; Li, C.; Fan, W.; Bian, C.; Zhang, C.; Jing, X.J. The aryl-boron phenolic resins with super ablation properties for resin-transfer molding process of three-dimensional fabric. Polym. Degrad. Stabil. 2023, 208, 110252. [Google Scholar] [CrossRef]
- Najafloo, B.; Rezadoust, A.M.; Latifi, M.J. Effect of through-the-thickness areal density and yarn fineness on the mechanical performance of three-dimensional carbon–phenolic composites. J. Reinf. Plast. Compos. 2016, 35, 1447–1459. [Google Scholar] [CrossRef]
- Patle, V.K.; Kumar, R.; Sharma, A.; Dwivedi, N.; Muchhala, D.; Chaudhary, A.; Mehta, Y.; Mondal, D.; Srivastava, A.J. Three dimension phenolic resin derived carbon-CNTs hybrid foam for fire retardant and effective electromagnetic interference shielding. Compos. Part C-Open Access 2020, 2, 100020. [Google Scholar] [CrossRef]
- Xu, J.; Hong, C.; Geng, J.; Jin, X.; Pan, Y.; Wang, H.; Luo, X.; Zhang, X. Facile synthesis, mechanical toughening, low thermal conductivity and fire-retardant of lightweight quartz fiber reinforced polymer nanocomposites. Compos. Sci. Technol. 2021, 211, 108836. [Google Scholar] [CrossRef]
- Jin, X.; Xu, J.; Pan, Y.; Wang, H.; Ma, B.; Liu, F.; Yan, X.; Wu, C.; Huang, H.; Cheng, H.; et al. Lightweight and multiscale needle quartz fiber felt reinforced siliconoxycarbide modified phenolic aerogel nanocomposite with enhanced mechanical, insulative and flame-resistant properties. Compos. Sci. Technol. 2022, 217, 109100. [Google Scholar] [CrossRef]
- Zheng, F.; Ren, Z.; Xu, B.; Wan, K.; Cai, J.; Yang, J.; Zhang, T.; Wang, P.; Niu, B.; Zhang, Y.; et al. Elucidating multiple-scale reaction behaviors of phenolic resin pyrolysis via TG-FTIR and ReaxFF molecular dynamics simulations. J. Anal. Appl. Pyrol. 2021, 157, 105222. [Google Scholar] [CrossRef]
- Yaakob, M.; Roslan, R.; Salim, N.; Mustapha, S. Structural and thermal behavior of lignin-based formaldehyde-free phenolic resin. Mater. Today Proc. 2022, 51, 1388–1391. [Google Scholar] [CrossRef]
- Chen, Z.Q.; Chen, Y.F.; Liu, H.B. Pyrolysis of Phenolic Resin by TG-MS and FTIR Analysis. Adv. Mater. Res. 2013, 631–632, 104–109. [Google Scholar] [CrossRef]
- Hu, H.; Wang, W.; Jiang, L.; Liu, L.; Zhang, Y.; Yang, Y.; Wang, J. Curing mechanism of resole phenolic resin based on variable temperature FTIR spectra and thermogravimetry-mass spectrometry. Polym. Polym. Compos. 2022, 30, 1–11. [Google Scholar] [CrossRef]
- Shao, J.; Bai, C.; Li, X.; Yang, K.; Zheng, T.; Qiao, Y.; Zhang, L.; Li, H.; Colombo, P. Open-cell mullite ceramic foams derived from porous geopolymer precursors with tailored porosity. J. Adv. Ceram. 2023, 12, 279–295. [Google Scholar] [CrossRef]
- Liu, C.; Han, J.; Zhang, X.; Hong, C.; Du, S. Lightweight carbon-bonded carbon fiber composites prepared by pressure filtration technique. Carbon 2013, 59, 551–554. [Google Scholar] [CrossRef]
- Khandelwal, S.; Rhee, K.Y. Recent advances in basalt-fiber-reinforced composites: Tailoring the fiber-matrix interface. Compos. Part B-Eng. 2020, 192, 108011. [Google Scholar] [CrossRef]
- Yang, R.; Xu, J.; Guo, J.; Meng, X.; Zhang, P.; Fan, F.; Qu, Y.; Gao, F. High wave transmittance and low thermal conductivity Y–α-SiAlON porous ceramics for high-temperature radome applications. J. Adv. Ceram. 2023, 12, 1273–1287. [Google Scholar] [CrossRef]
- Chen, X.; Yu, W.; Ma, L.; Zhou, S.; Liu, X. Mechanical properties and thermal characteristics of different-density phenolic foams. J. Therm. Anal. Calorim. 2020, 144, 393–401. [Google Scholar] [CrossRef]
- Bensalah, H.; Raji, M.; Abdellaoui, H.; Essabir, H.; Bouhfid, R.; Qaiss, A. Thermo-mechanical properties of low-cost “green” phenolic resin composites reinforced with surface modified coir fiber. Int. J. Adv. Manuf. Technol. 2021, 112, 1917–1930. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product Classification | Density (g/cm3) | Strength (MPa) | Thermal Conductivity (W/m·K) | Preparation Method | Reference |
|---|---|---|---|---|---|
| Phenolic foams | 0.04–0.06 | 0.09–0.26 (compressive strength) | 0.1–0.16 | Blow foaming | [43] |
| Phenolic–silica aerogels | 0.02–0.06 | <0.025 (compressive strength) | 0.025–0.045 | Co-polymerization based on chitosan-templated method | [11] |
| Fiber-reinforced phenolic aerogel | 0.31–0.36 | 0.43–2.84 (compressive strength) | 0.017–0.031 | Vacuum impregnation and gel polymerization processing | [33] |
| Glass fabric/phenolic composite | 1.5–2.0 | 150–250 (tensile strength) | - | Hand lay-up method, hot-compression molding | [1,5] |
| Natural fiber/phenolic composites | 1.4–2.0 | 0.3–1.2 (internal bonding strength) | - | Mixing blending and hot-compression molding | [20,44] |
| Quartz/porous PR composite in this work | 0.37–0.40 | 0.67–5.1 (compressive strength) | 0.085–0.095 | Vacuum impregnation and gel polymerization processing | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tao, X.; Wan, Y.; Zhang, R.; Zhang, Y.; Wang, Y.; Yu, X.; Wang, M. Facile Synthesis and Properties of Highly Porous Quartz Fiber-Reinforced Phenolic Resin Composites with High Strength. Materials 2024, 17, 2486. https://doi.org/10.3390/ma17112486
Tao X, Wan Y, Zhang R, Zhang Y, Wang Y, Yu X, Wang M. Facile Synthesis and Properties of Highly Porous Quartz Fiber-Reinforced Phenolic Resin Composites with High Strength. Materials. 2024; 17(11):2486. https://doi.org/10.3390/ma17112486
Chicago/Turabian StyleTao, Xin, Yange Wan, Ruoyu Zhang, Yuqing Zhang, Yu Wang, Xiaolei Yu, and Mingchao Wang. 2024. "Facile Synthesis and Properties of Highly Porous Quartz Fiber-Reinforced Phenolic Resin Composites with High Strength" Materials 17, no. 11: 2486. https://doi.org/10.3390/ma17112486
APA StyleTao, X., Wan, Y., Zhang, R., Zhang, Y., Wang, Y., Yu, X., & Wang, M. (2024). Facile Synthesis and Properties of Highly Porous Quartz Fiber-Reinforced Phenolic Resin Composites with High Strength. Materials, 17(11), 2486. https://doi.org/10.3390/ma17112486