
Research on Laser Cleaning Technology for Aircraft Skin Surface Paint Layer


Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Materials
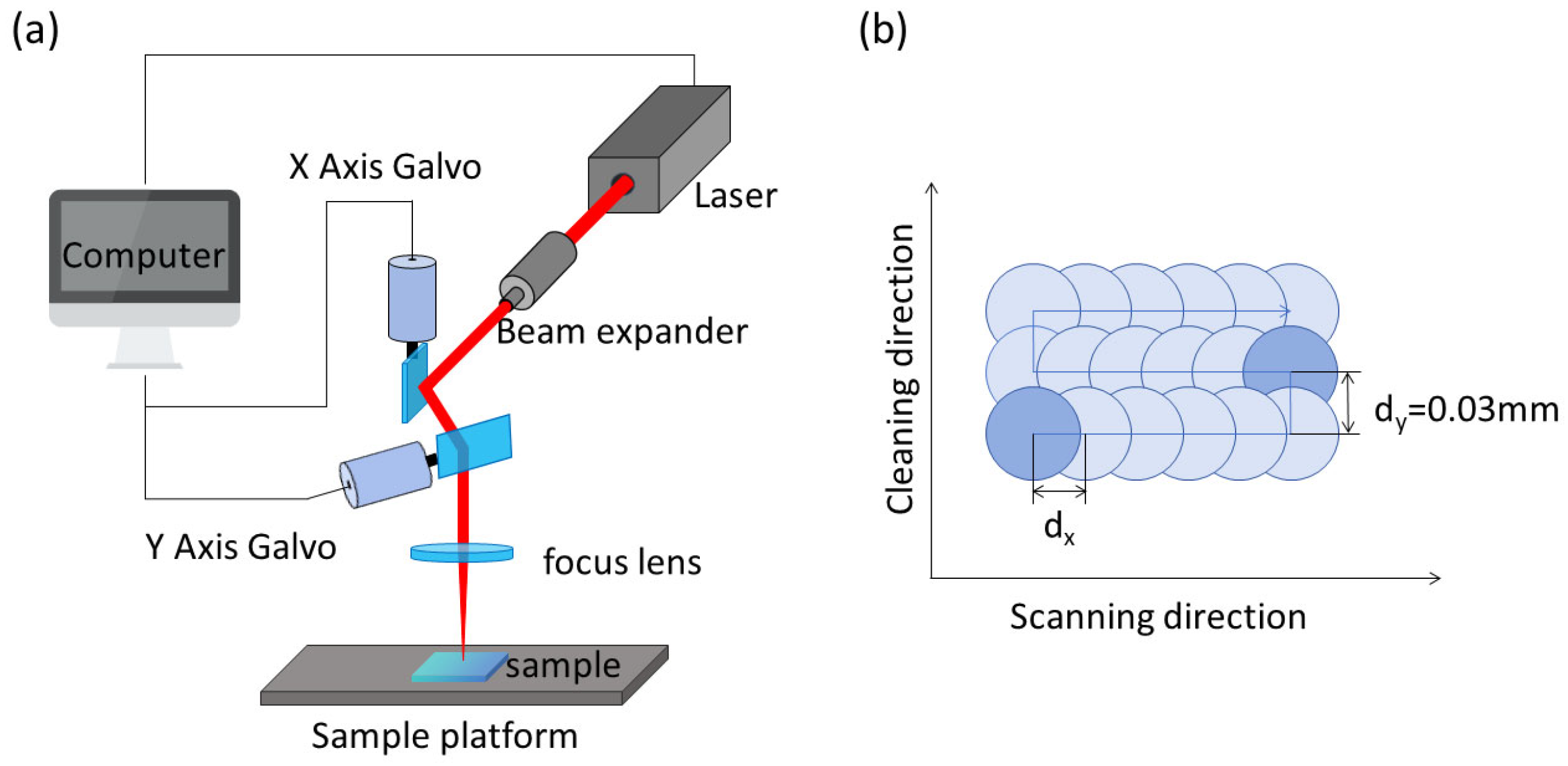
2.2. Experiment Conditions and Setup
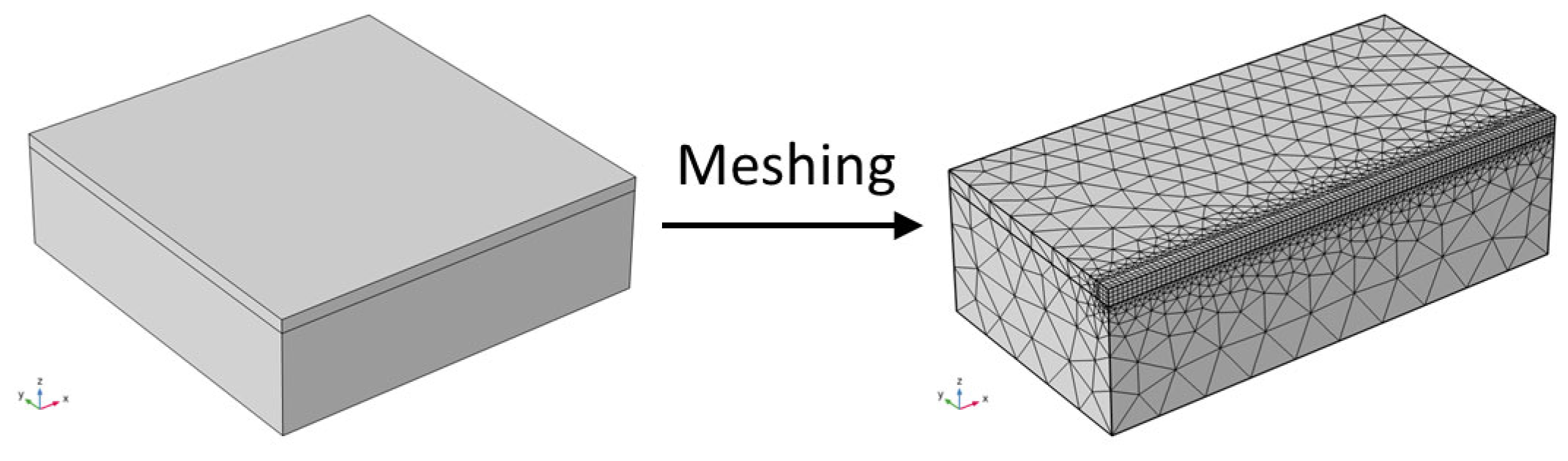
2.3. Numerical Model
3. Results and Discussion
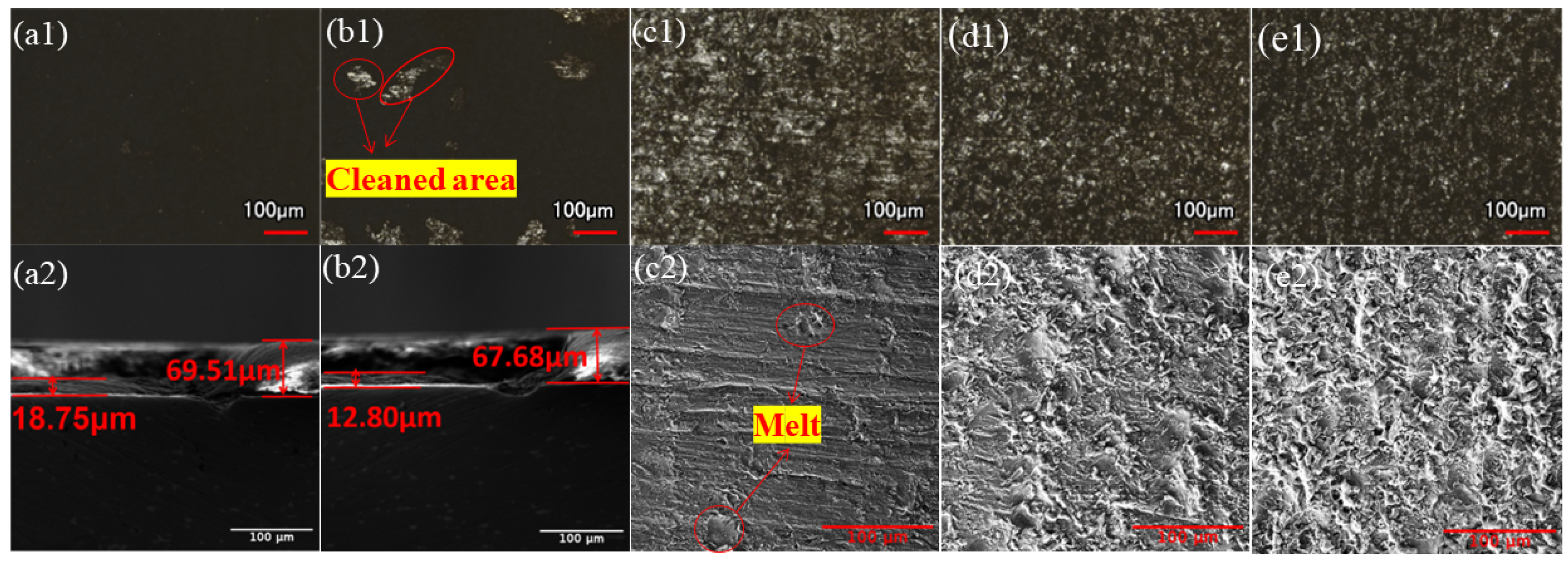
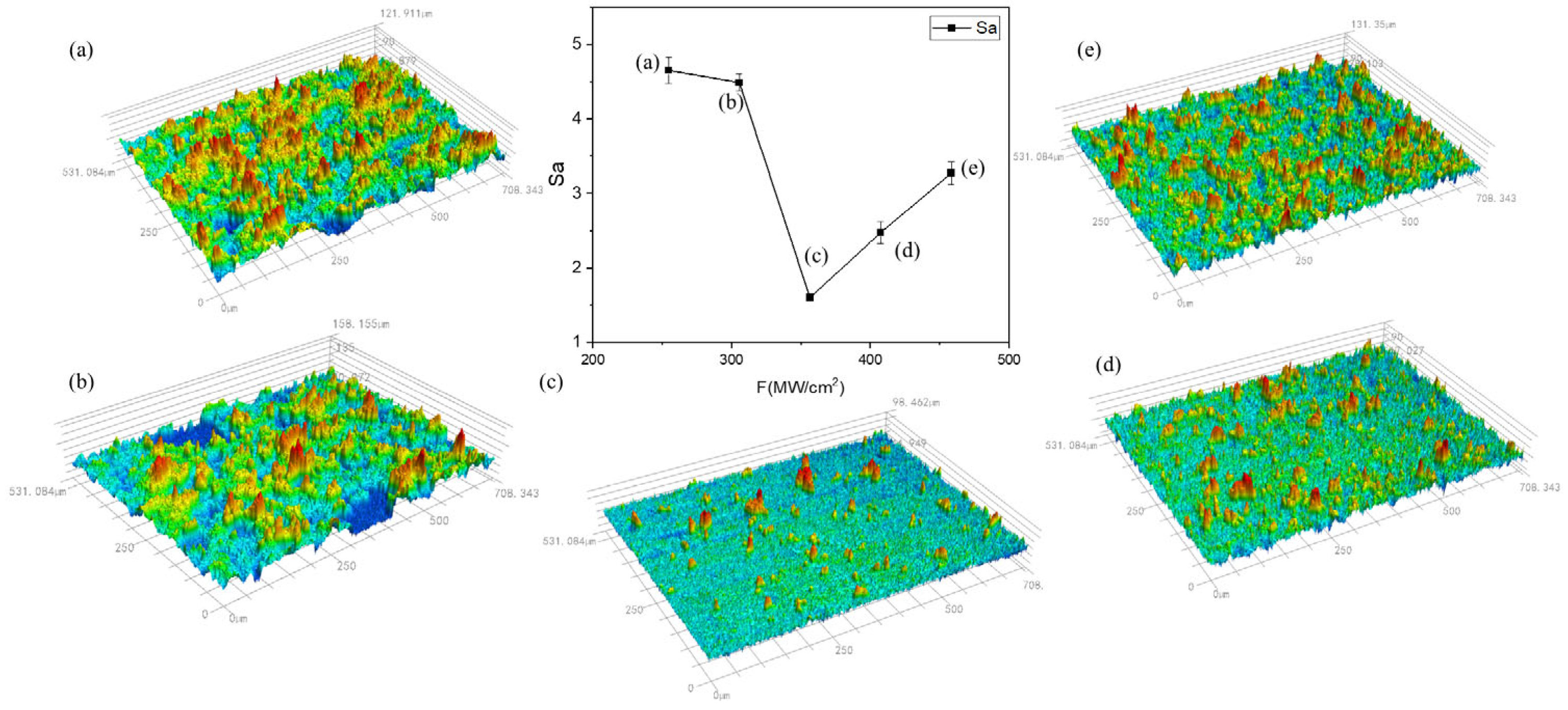
3.1. Effect of Laser Power Density on Cleaning Results
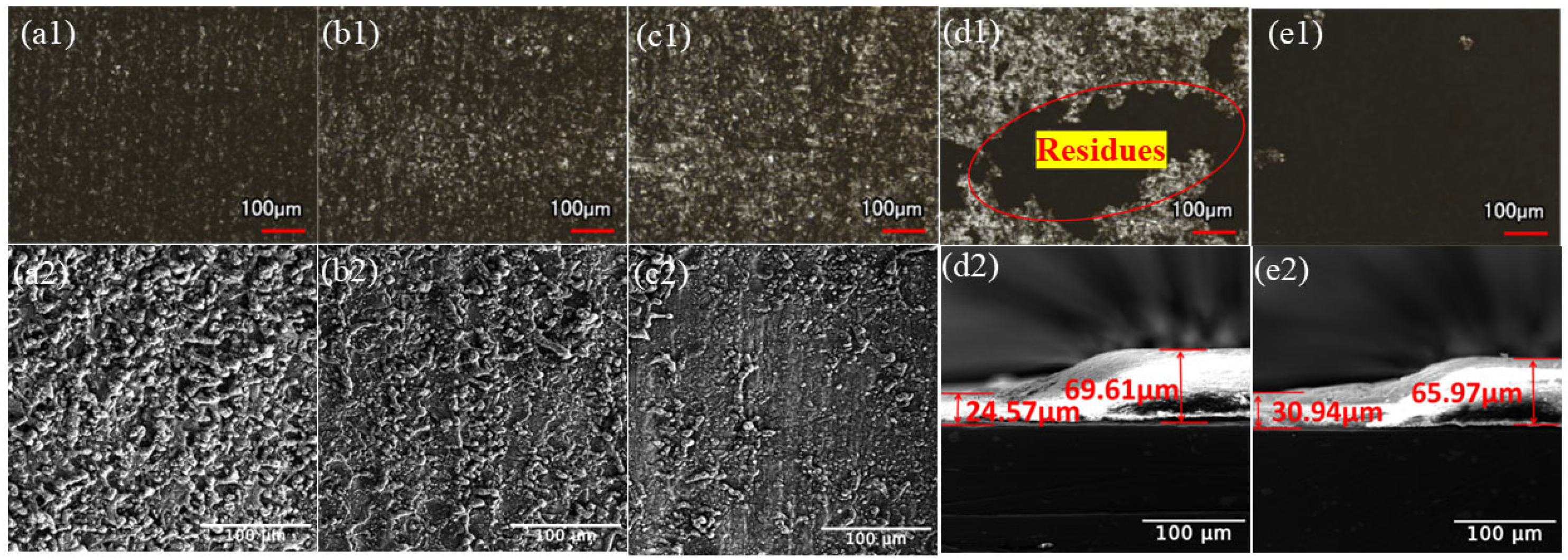
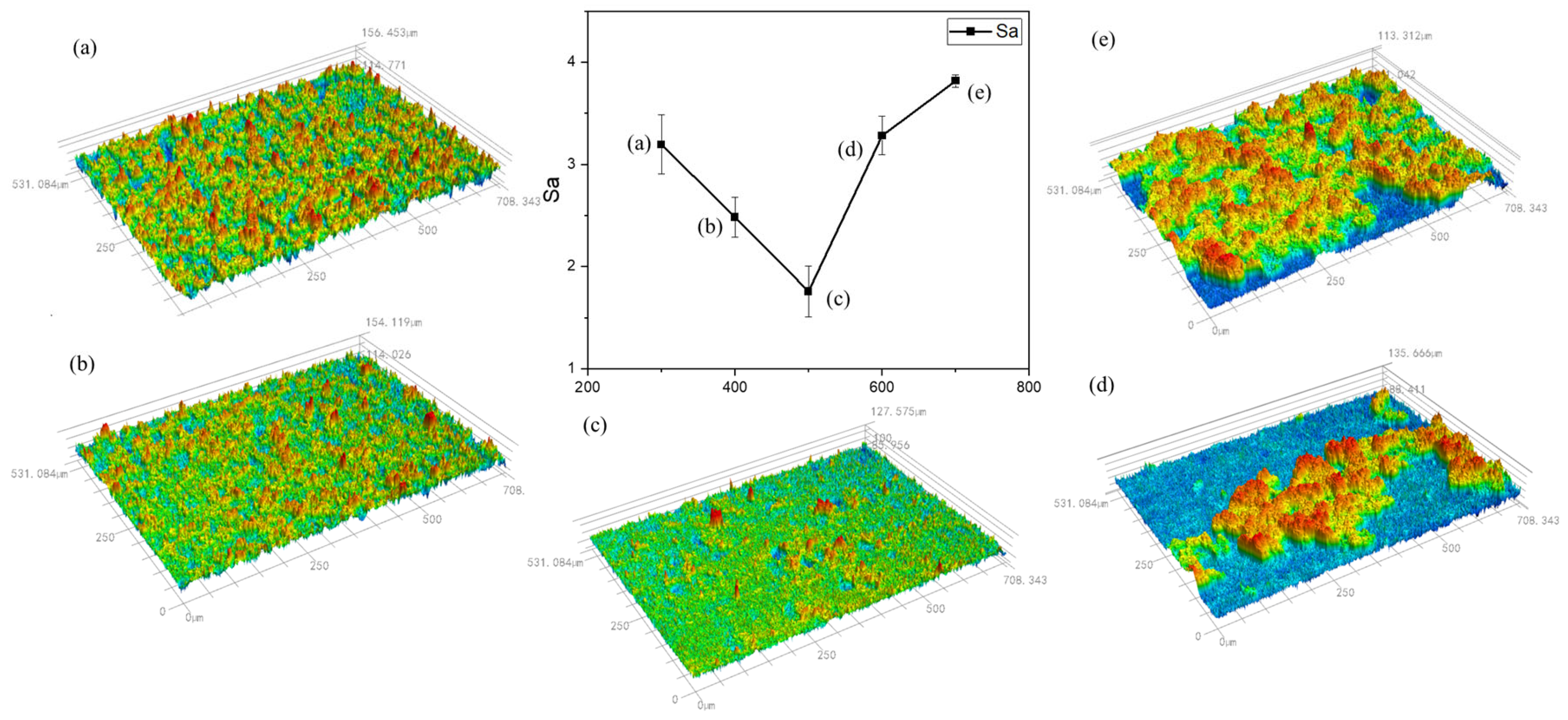
3.2. Effect of Scanning Speed on Cleaning Results
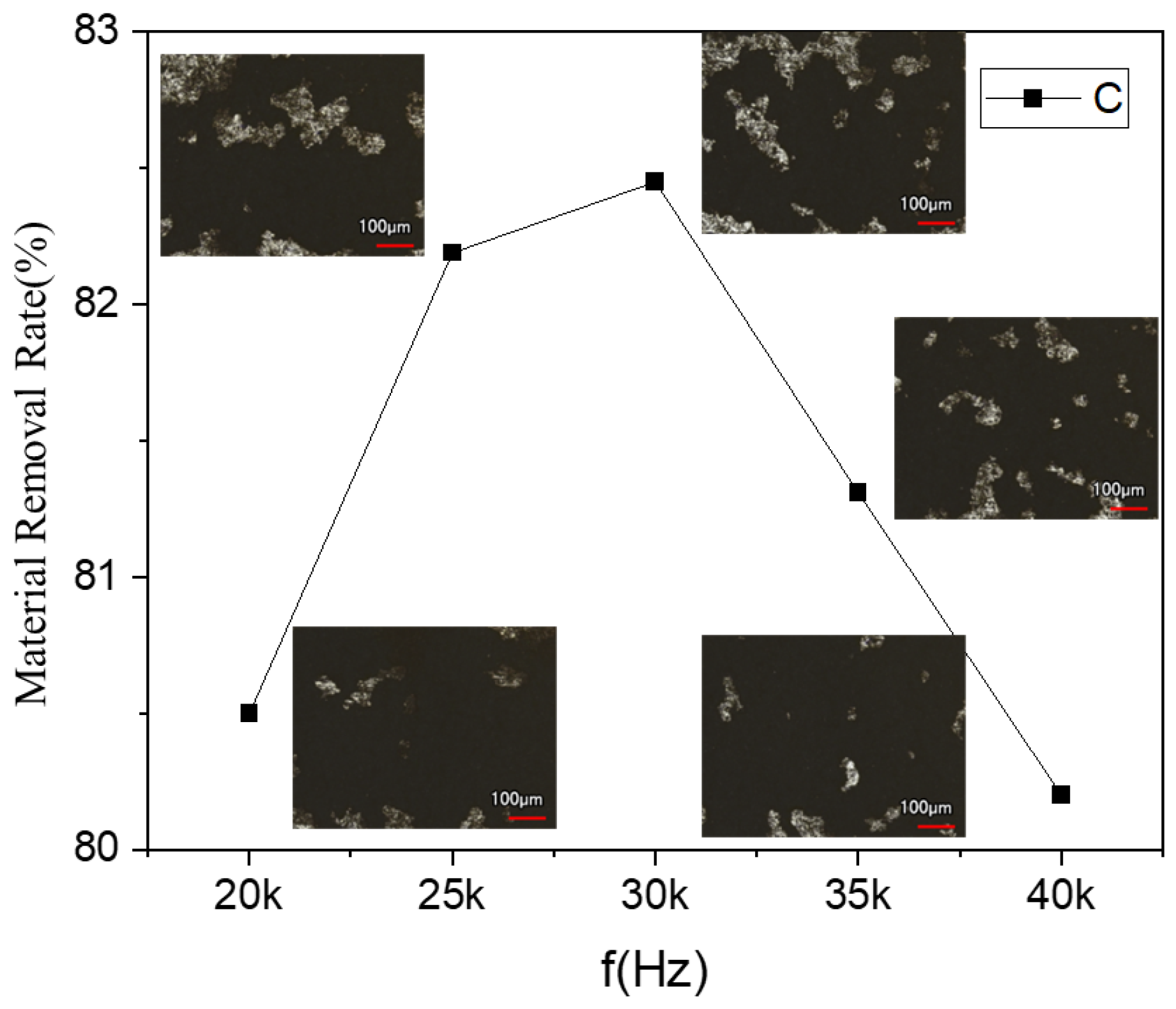
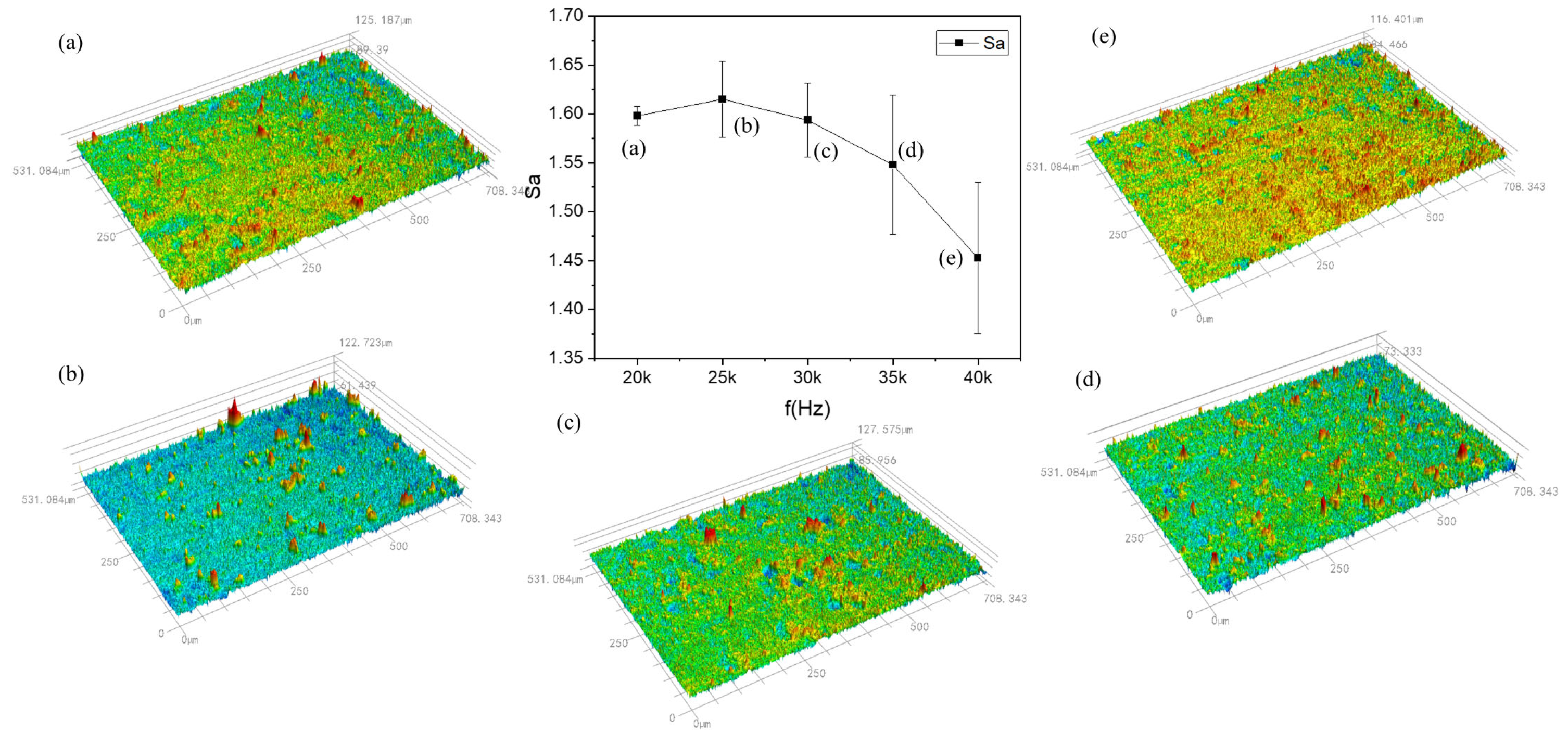
3.3. Effect of Repetition Frequency on Cleaning Results
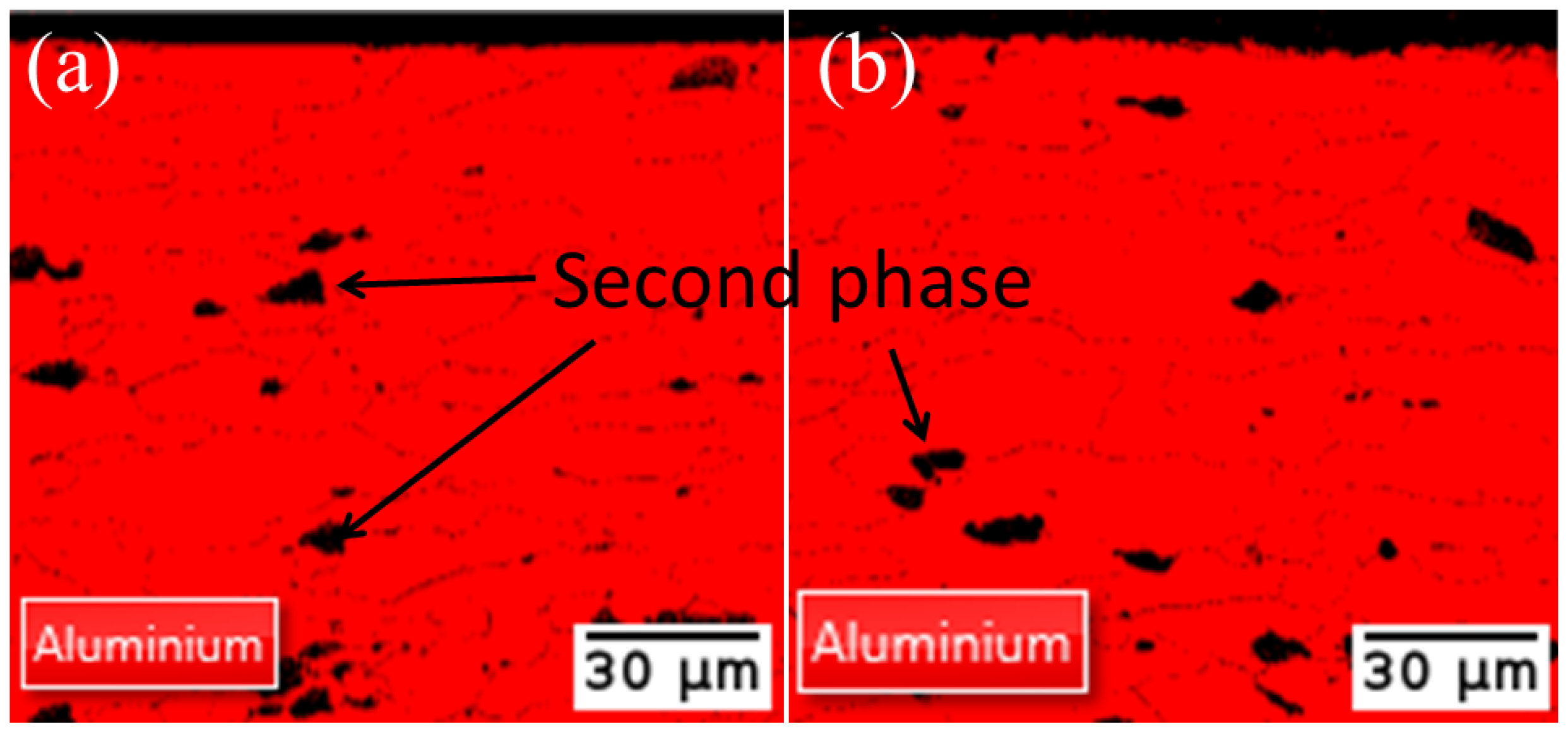
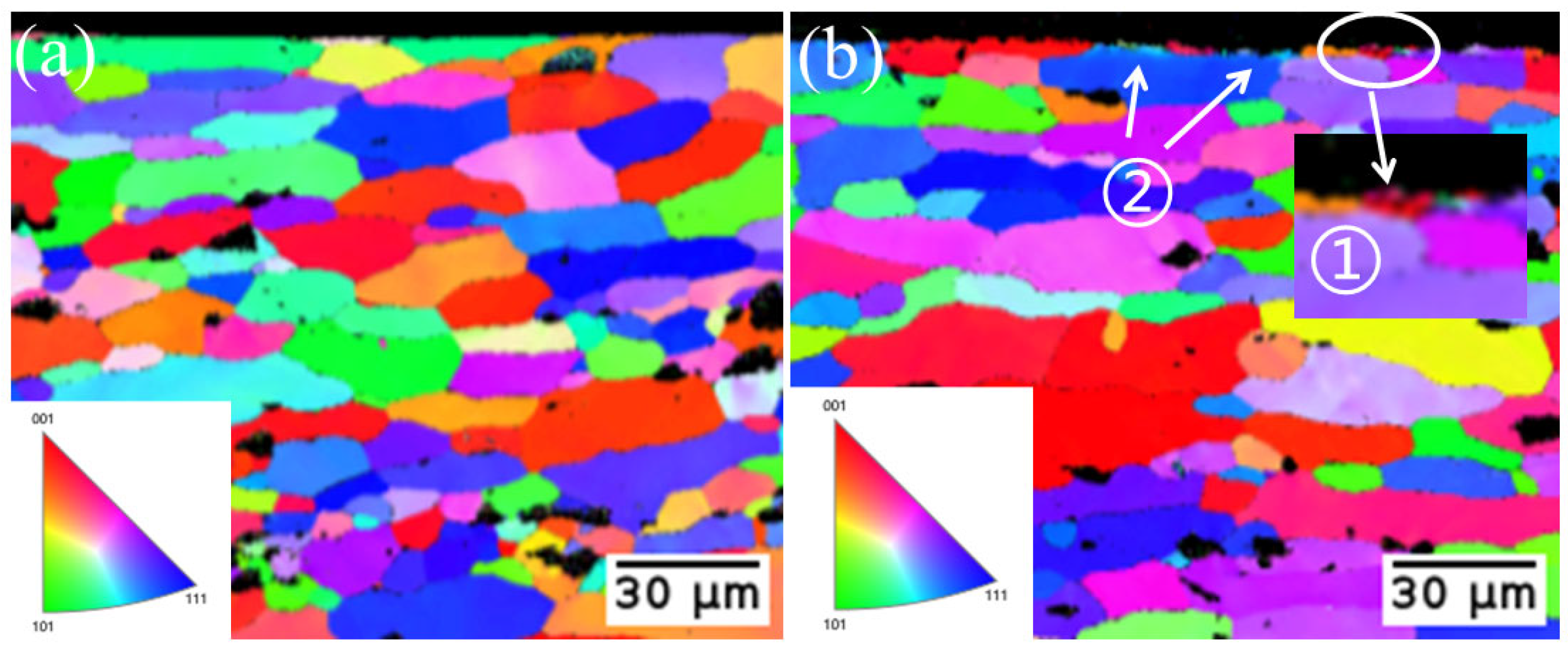
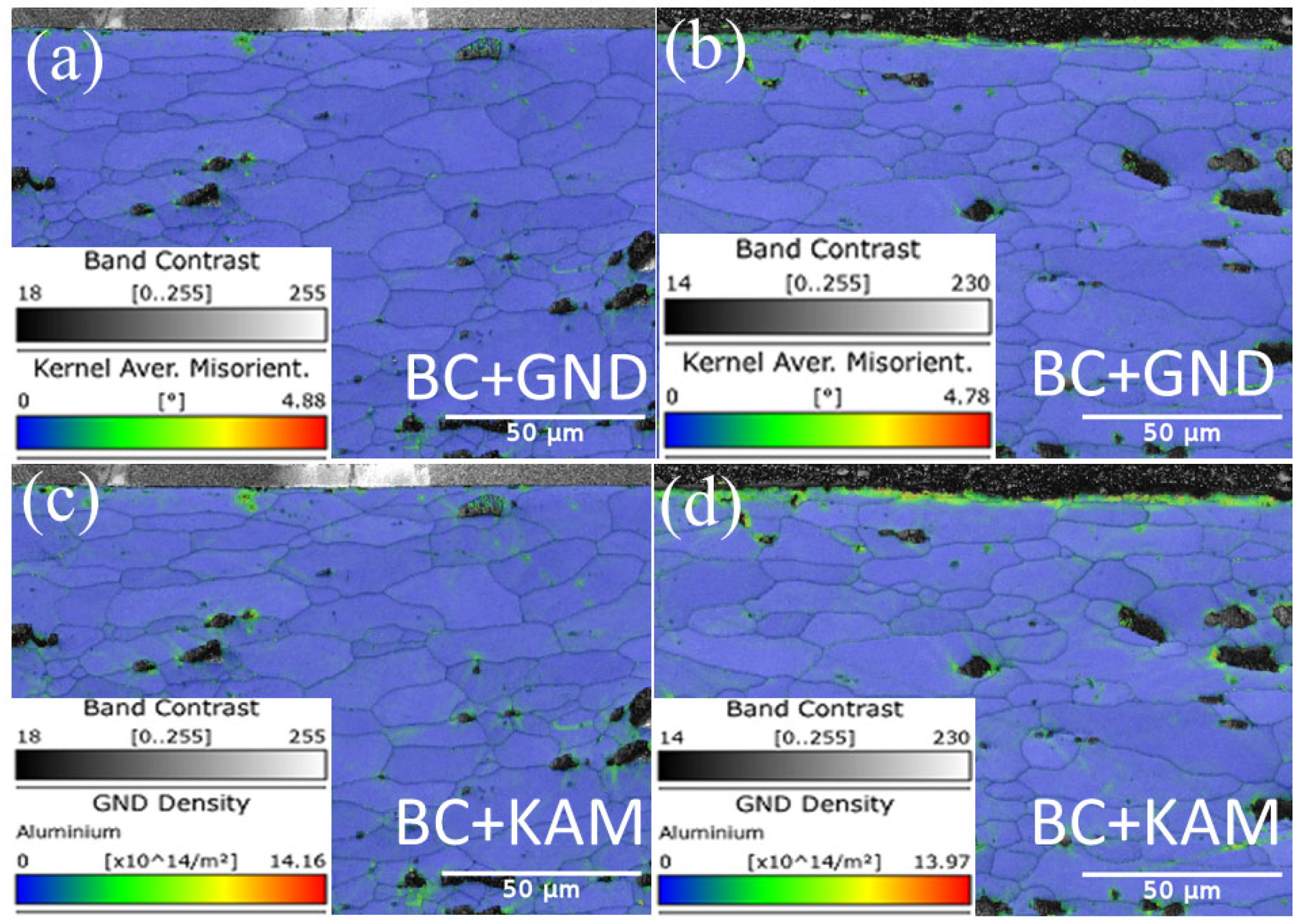
3.4. Microstructural Evolution
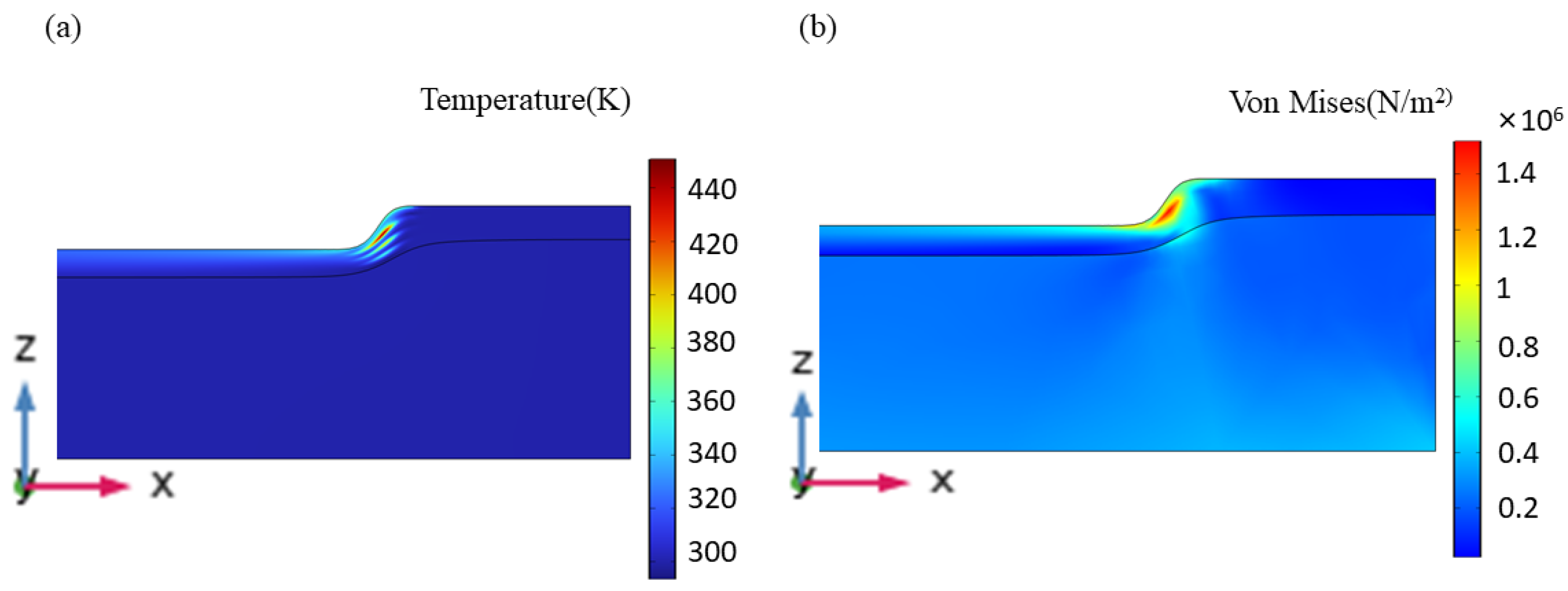
3.5. Simulation Result
4. Conclusions
- Without causing harm to the substrate, the laser may thoroughly clean the paint layer. With a wavelength of 1064 nm, a pulse width of 100 ns, a spot diameter of d = 50 μm, a scanning speed of v = 500 mm/s, a power density of 178.25 W/cm2, and a pulse frequency of f = 40 kHz, the ideal parameters for cleaning a 70 μm thick paint layer are 100% paint layer removal and the lowest possible roughness.
- A cleaning effect with greater impact is affected by the laser power and scanning speed, while a smaller impact is cleaning via pulse frequency. When the scanning speed and laser power are equal, the pulse frequency has two cleaning thresholds: one that can completely remove the paint layer within the cleaning threshold range, and another that is peak damage. The paint layer will not be entirely removed if the cleaning threshold range is exceeded.
- Due to laser irradiation, the substrate surface’s dislocation accumulation causes a concentration of stress that causes the emergence of grain refinement. Both the original substrate and the substrate cleaned with a laser show no obvious grain orientation, and there is no phase transition after cleaning.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, Y.; Yu, S.; Chen, Y.; Yu, R.; Shi, Y. Wire and arc additive manufacturing of aluminum alloy lattice structure. J. Manuf. Process. 2020, 50, 510–519. [Google Scholar] [CrossRef]
- Chen, G.; Kwee, T.; Tan, K.; Choo, Y.; Hong, M. Laser cleaning of steel for paint removal. Appl. Phys. A 2010, 101, 249–253. [Google Scholar] [CrossRef]
- Shan, T.; Yin, F.; Wang, S.; Qiao, Y.; Liu, P. Surface integrity control of laser cleaning of an aluminum alloy surface paint layer. Appl. Opt. 2020, 59, 9313–9319. [Google Scholar] [CrossRef] [PubMed]
- Shi, T.; Wang, C.; Mi, G.; Yan, F. A study of microstructure and mechanical properties of aluminum alloy using laser cleaning. J. Manuf. Process. 2019, 42, 60–66. [Google Scholar] [CrossRef]
- Koh, Y.; Sárady, I. Cleaning of corroded iron artefacts using pulsed TEA CO2-and Nd: YAG-lasers. J. Cult. Herit. 2003, 4, 129–133. [Google Scholar] [CrossRef]
- Zhu, G.; Xu, Z.; Jin, Y.; Chen, X.; Yang, L.; Xu, J.; Shan, D.; Chen, Y.; Guo, B. Mechanism and application of laser cleaning: A review. Opt. Lasers Eng. 2022, 157, 107130. [Google Scholar] [CrossRef]
- Zhang, D.; Xu, J.; Li, Z.; Li, K.; Wang, C.; Shan, D.; Guo, B. Removal mechanism of blue paint on aluminum alloy substrate during surface cleaning using nanosecond pulsed laser. Opt. Laser Technol. 2022, 149, 107882. [Google Scholar] [CrossRef]
- Sun, Q.; Zhou, J.-Z.; Meng, X.-K.; Yang, J.-N.; Guo, Z.-H.; Zhu, M.; Guo, S. Mechanism and threshold fluence of nanosecond pulsed laser paint removal. Rare Metals 2022, 41, 1022–1031. [Google Scholar] [CrossRef]
- Bertasa, M.; Korenberg, C. Successes and challenges in laser cleaning metal artefacts: A review. J. Cult. Herit. 2022, 53, 100–117. [Google Scholar] [CrossRef]
- Zhou, Z.; Sun, W.; Wu, J.; Chen, H.; Zhang, F.; Wang, S. The fundamental mechanisms of laser cleaning technology and its typical applications in industry. Processes 2023, 11, 1445. [Google Scholar] [CrossRef]
- Zhang, G.; Hua, X.; Huang, Y.; Zhang, Y.; Li, F.; Shen, C.; Cheng, J. Investigation on mechanism of oxide removal and plasma behavior during laser cleaning on aluminum alloy. Appl. Surf. Sci. 2020, 506, 144666. [Google Scholar] [CrossRef]
- Guo, L.; Li, Y.; Geng, S.; Wang, C.; Jiang, P. Numerical and experimental analysis for morphology evolution of 6061 aluminum alloy during nanosecond pulsed laser cleaning. Surf. Coat. Technol. 2022, 432, 128056. [Google Scholar] [CrossRef]
- Lin, J.; Wang, C. A study of surface quality and mechanical strength in 5083 aluminum alloy plates using pulsed laser cleaning. J. Mech. Sci. Technol. 2022, 36, 5223–5229. [Google Scholar] [CrossRef]
- Hou, L.; Yin, F.; Wang, S.; Sun, J.; Yin, H. A review of thermal effects and substrate damage control in laser cleaning. Opt. Laser Technol. 2024, 174, 110613. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, L.; Jiang, J.; He, J.; He, C.; Han, J.; Zhu, J. Mechanism and parametric control of laser-layered paint removal for aircraft skin. Opt. Laser Technol. 2023, 165, 109612. [Google Scholar] [CrossRef]
- Wen, J.; Li, Y.; Fan, J.; Wei, X. Pulsed laser cleaning of resin-based surface coating on the titanium alloy substrate. AIP Adv. 2021, 11, 115212. [Google Scholar] [CrossRef]
- Madhukar, Y.K.; Mullick, S.; Shukla, D.K.; Kumar, S.; Nath, A.K. Effect of laser operating mode in paint removal with a fiber laser. Appl. Surf. Sci. 2013, 264, 892–901. [Google Scholar] [CrossRef]
- He, Y.; Cai, X.; Ye, J. Research on pulse laser cleaning and rust removal technology in power systems. AIP Adv. 2023, 13, 095101. [Google Scholar] [CrossRef]
- Li, W.; Su, X.; Gu, J.; Jin, Y.; Xu, J.; Guo, B. Removal mechanisms and microstructure characteristics of laser paint stripping on aircraft skin surface. Photonics 2023, 10, 96. [Google Scholar] [CrossRef]
- Ding, K.; Zhou, K.; Feng, G.; Han, J.; Xie, N.; Huang, Z.; Zhou, G. Mechanism and conditions for laser cleaning of micro and nanoparticles on the surface of transparent substrate. Vacuum 2022, 200, 110987. [Google Scholar] [CrossRef]
- Ai, Y.; Dong, G.; Yan, Y. Analysis for temperature distribution of laser cleaning process of curved surface by numerical simulation. J. Laser Appl. 2023, 35, 042079. [Google Scholar] [CrossRef]
- Dong, H.; Li, J.; Li, Y.; Zhang, W.; Jin, G. Thermal stress analysis of laser cleaning of aluminum alloy oxide film. Appl. Opt. 2023, 62, 7805–7811. [Google Scholar] [CrossRef]
- Miao, R.; Wang, T.; Yao, T.; Hu, S.; Huang, X.; Kang, Q. Experimental and numerical simulation analysis of laser paint removal of aluminum alloy. J. Laser Appl. 2022, 34, 012002. [Google Scholar] [CrossRef]
- Jasim, H.A.; Demir, A.G.; Previtali, B.; Taha, Z.A. Process development and monitoring in stripping of a highly transparent polymeric paint with ns-pulsed fiber laser. Opt. Laser Technol. 2017, 93, 60–66. [Google Scholar] [CrossRef]
- Liu, W.; Ji, D.; Wang, W.; Bian, H.; Ji, X.; Li, X. Effect of laser cleaning on adhesive properties of carbon fiber composite materials. Mod. Phys. Lett. B 2024, 38, 2450045. [Google Scholar] [CrossRef]
- Yue, L.; Wang, Z.; Li, L. Modeling and simulation of laser cleaning of tapered micro-slots with different temporal pulses. Opt. Laser Technol. 2013, 45, 533–539. [Google Scholar] [CrossRef]
- Duan, K.; Lü, B. Propagation properties of vectorial elliptical Gaussian beams beyond the paraxial approximation. Opt. Laser Technol. 2004, 36, 489–496. [Google Scholar] [CrossRef]
- Miotello, A.; Kelly, R. Critical assessment of thermal models for laser sputtering at high fluences. Appl. Phys. Lett. 1995, 67, 3535–3537. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mn | Mg | Cr | Si | Zn | Al |
|---|---|---|---|---|---|---|
| 3.8~4.9 | 0.3~1.0 | 1.1~1.8 | 0.10 | 0.5 | 0.25 | Bal. |
| Wavelength (nm) | Power (W) | Pulse Width (ns) | Frequency (kHz) | Scan Speed (cm·s−1) | Spot Diameter (μm) |
|---|---|---|---|---|---|
| 1064 | <20 | 100 | 20–80 | <20,000 | 50 |
| Number | Power (W) | Frequency (kHz) | Scan Speed (cm·s−1) |
|---|---|---|---|
| 1~5 | 10, 12, 14, 16, 18 | 20 | 500 |
| 6~10 | 10, 12, 14, 16, 18 | 25 | 500 |
| 11~15 | 10, 12, 14, 16, 18 | 30 | 500 |
| 16~20 | 10, 12, 14, 16, 18 | 35 | 500 |
| 21~25 | 10, 12, 14, 16, 18 | 40 | 300, 400, 500, 600, 700 |
| 26~30 | 14 | 30 | 300, 400, 500, 600, 700 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Yang, J.; Liu, J.; Chen, H.; Duan, Y.; Pan, X. Research on Laser Cleaning Technology for Aircraft Skin Surface Paint Layer. Materials 2024, 17, 2414. https://doi.org/10.3390/ma17102414
Li J, Yang J, Liu J, Chen H, Duan Y, Pan X. Research on Laser Cleaning Technology for Aircraft Skin Surface Paint Layer. Materials. 2024; 17(10):2414. https://doi.org/10.3390/ma17102414
Chicago/Turabian StyleLi, Jinxuan, Jianjun Yang, Jiaxuan Liu, Hui Chen, Yunfei Duan, and Xinjian Pan. 2024. "Research on Laser Cleaning Technology for Aircraft Skin Surface Paint Layer" Materials 17, no. 10: 2414. https://doi.org/10.3390/ma17102414
APA StyleLi, J., Yang, J., Liu, J., Chen, H., Duan, Y., & Pan, X. (2024). Research on Laser Cleaning Technology for Aircraft Skin Surface Paint Layer. Materials, 17(10), 2414. https://doi.org/10.3390/ma17102414