
Effect of V/Mo Atomic Ratio on the Microstructure and Mechanical Properties of MoVCuN Coatings


Abstract
:1. Introduction
2. Experimental Details
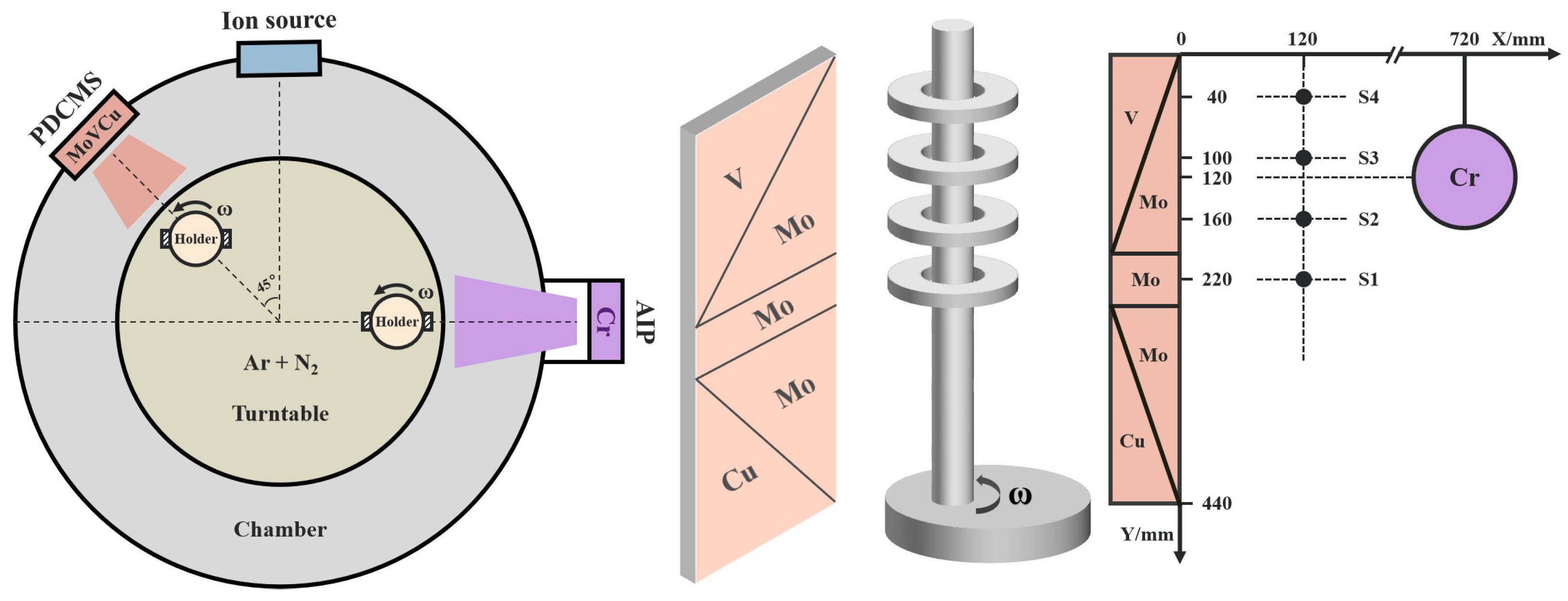
2.1. Coating Deposition
2.2. Coating Characterization
3. Results and Discussion
3.1. Microstructure
3.2. Mechanical Properties
4. Conclusions
- (1)
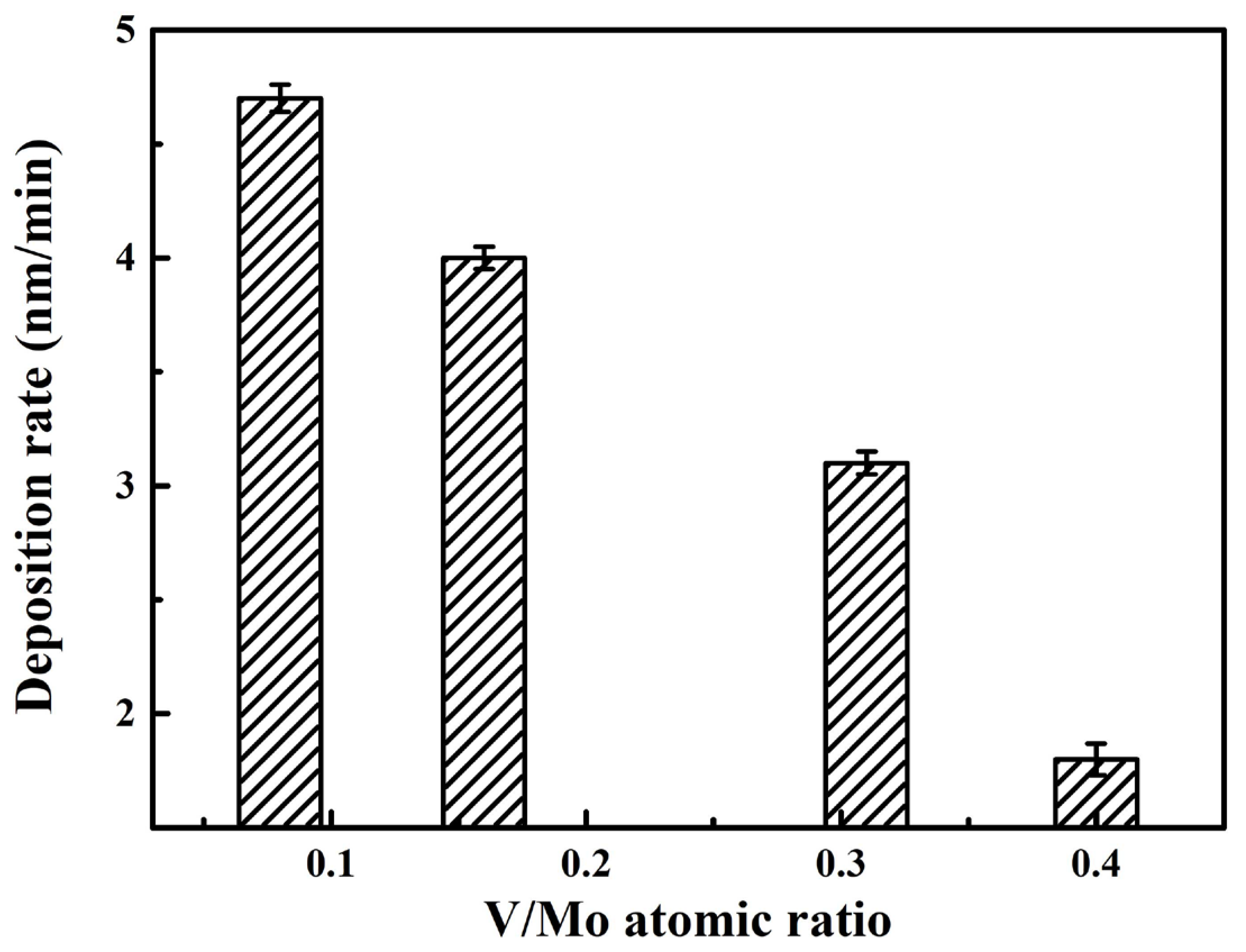
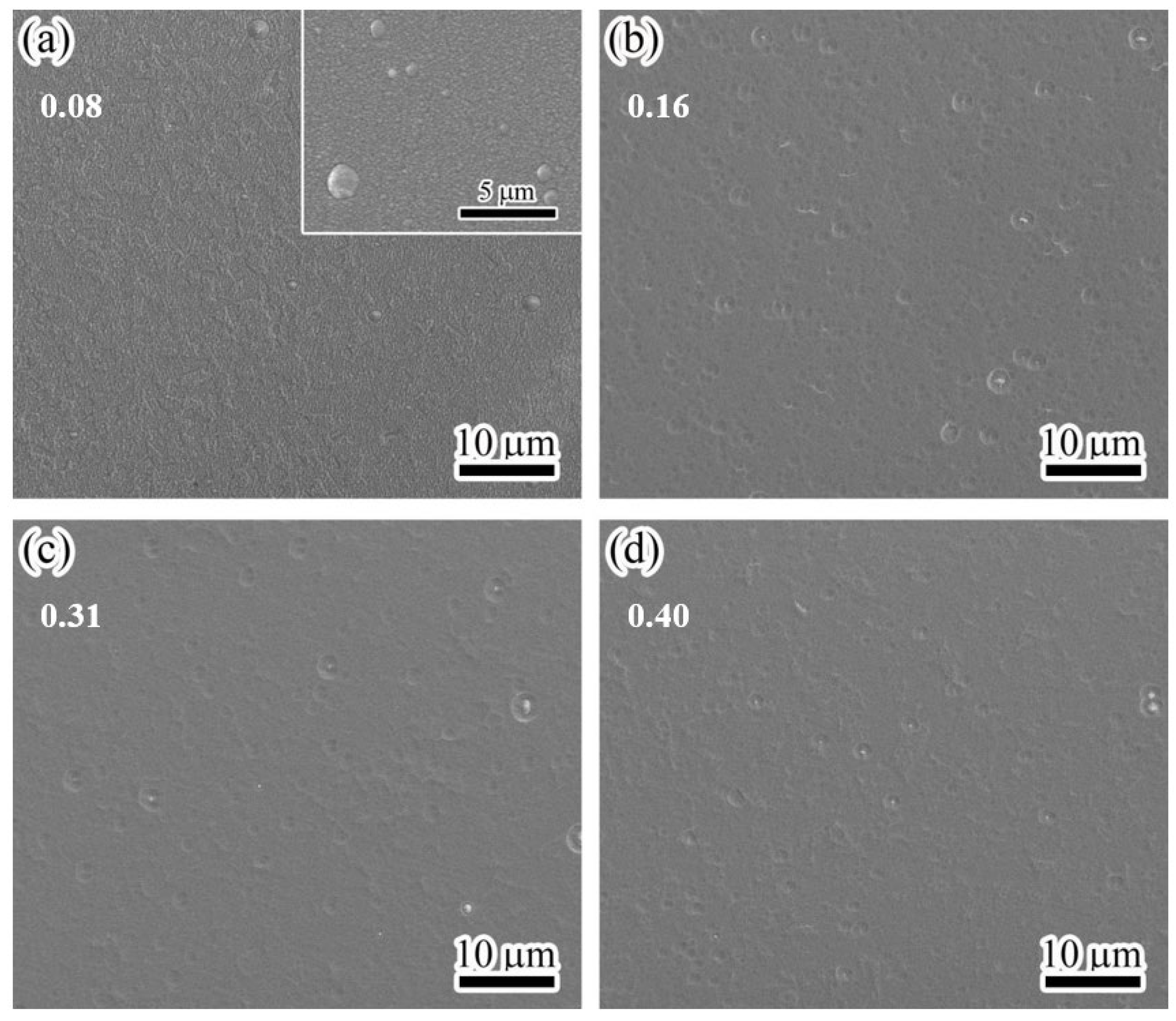
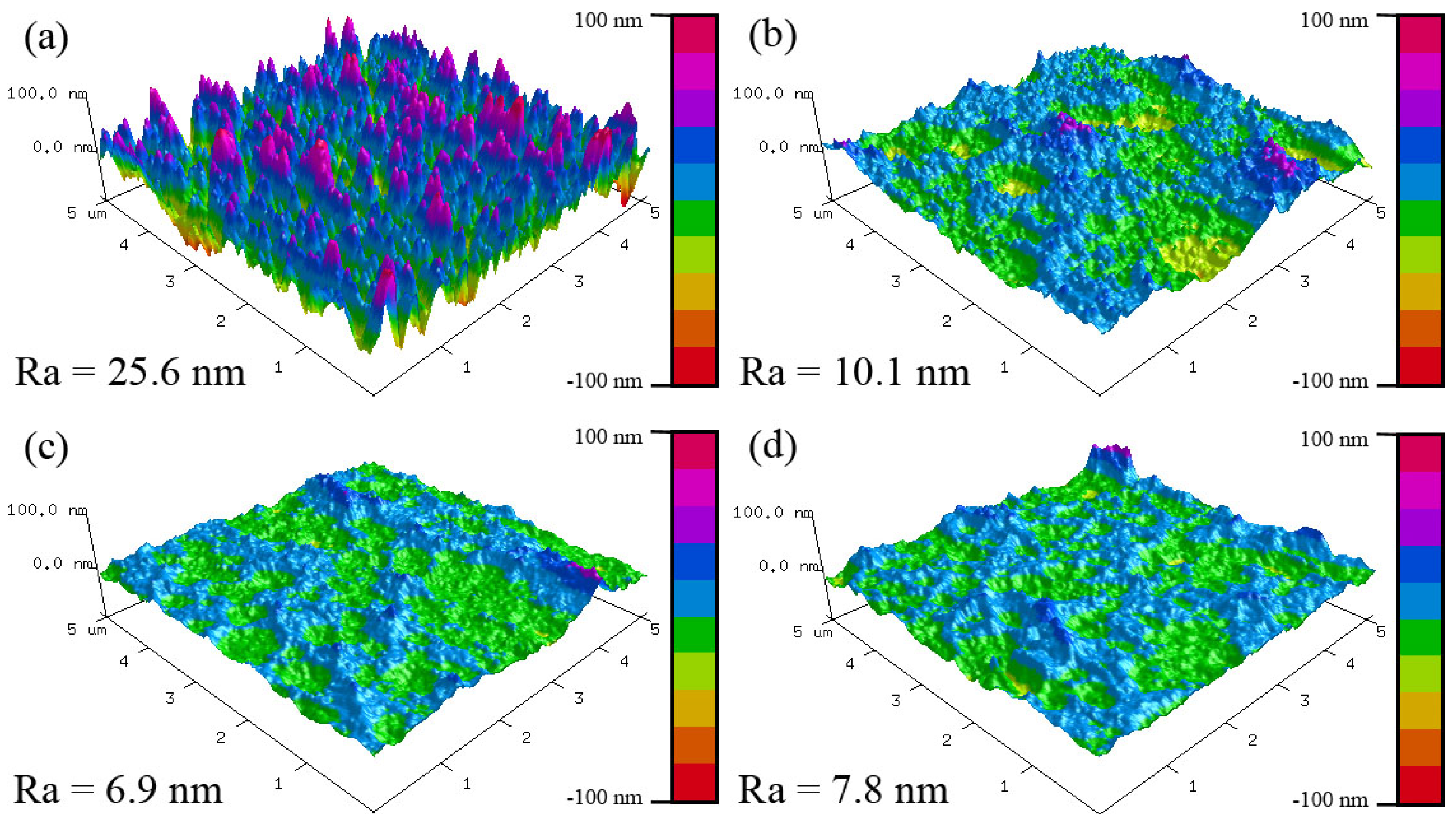
- As the V/Mo atomic ratio increased, the deposition rate sharply decreased from 4.7 to 1.8 nm/min, the average surface roughness of the coatings gradually decreased.
- (2)
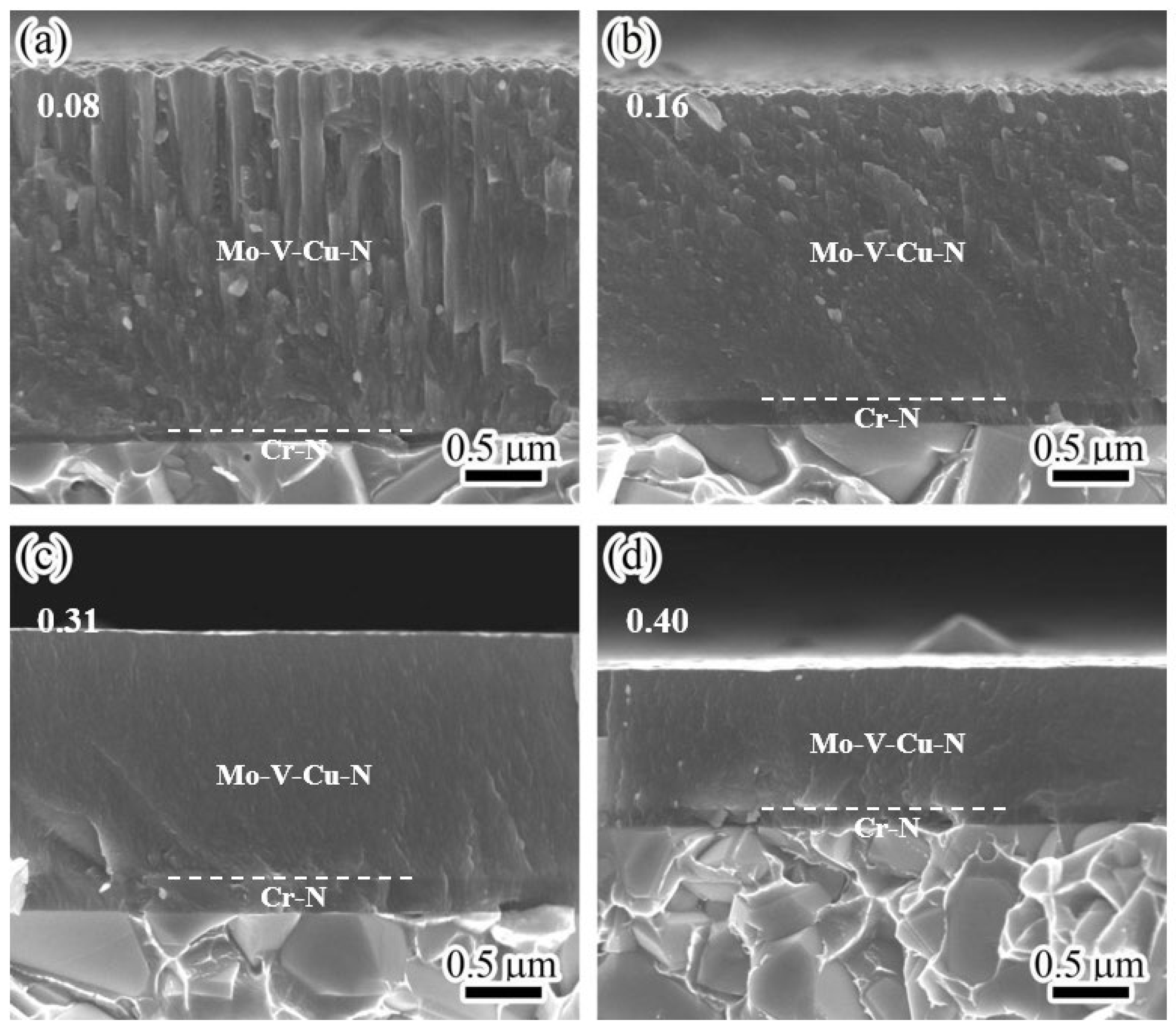
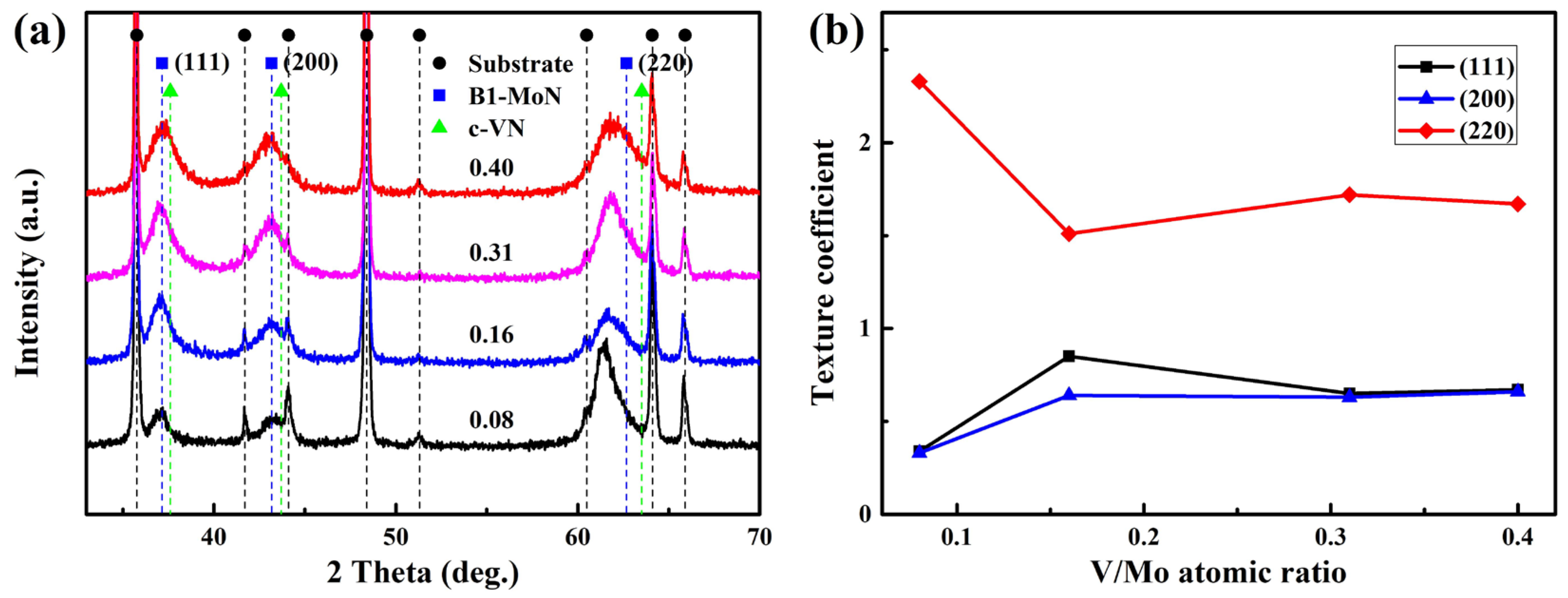
- The MoVCuN coatings exhibited a solid solution phase of FCC B1-MoVN with a strong (220) preferred orientation. As the V/Mo atomic ratio increased, the coatings transformed from a coarse to a dense columnar crystal structure, and promoted grain refinement.
- (3)
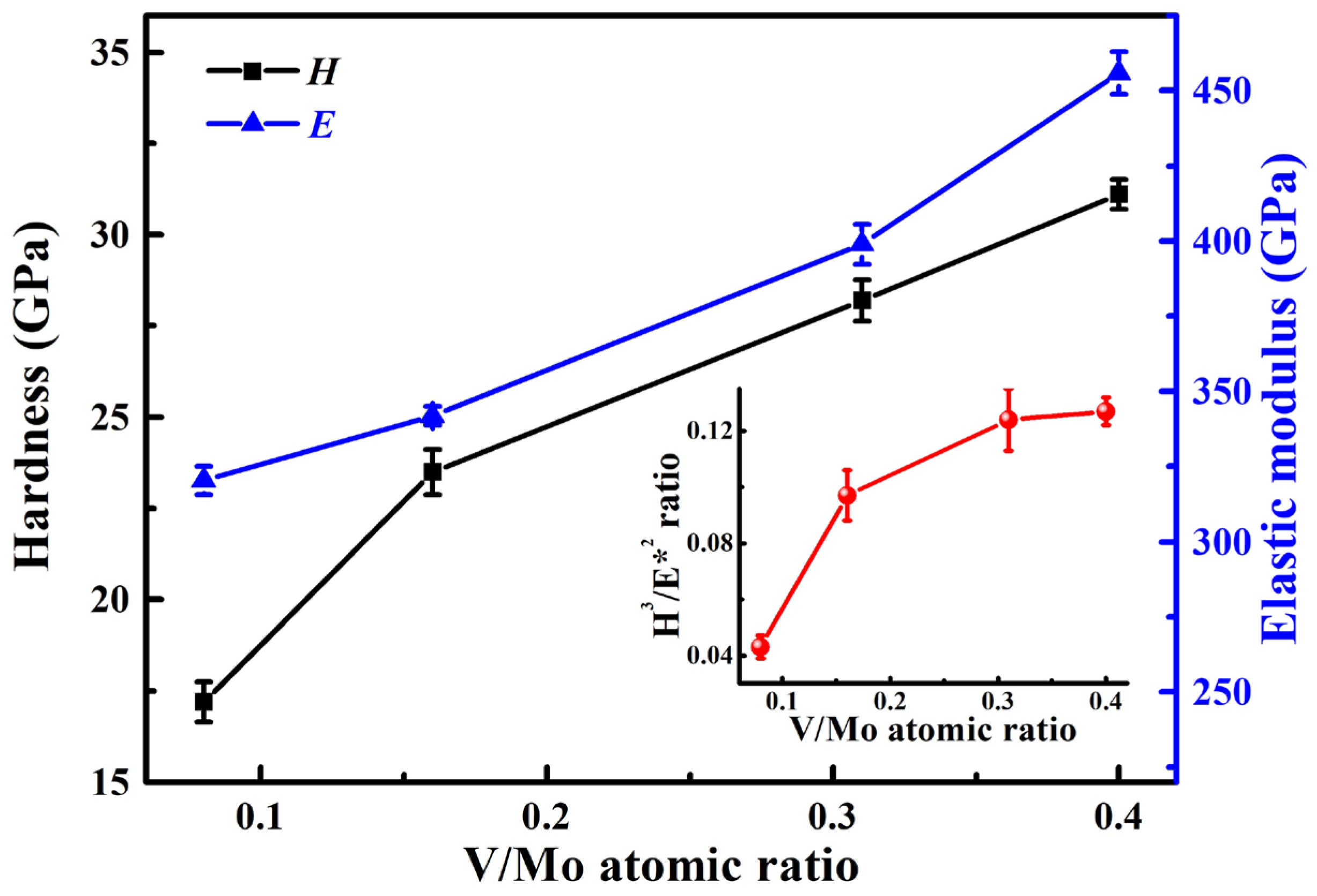
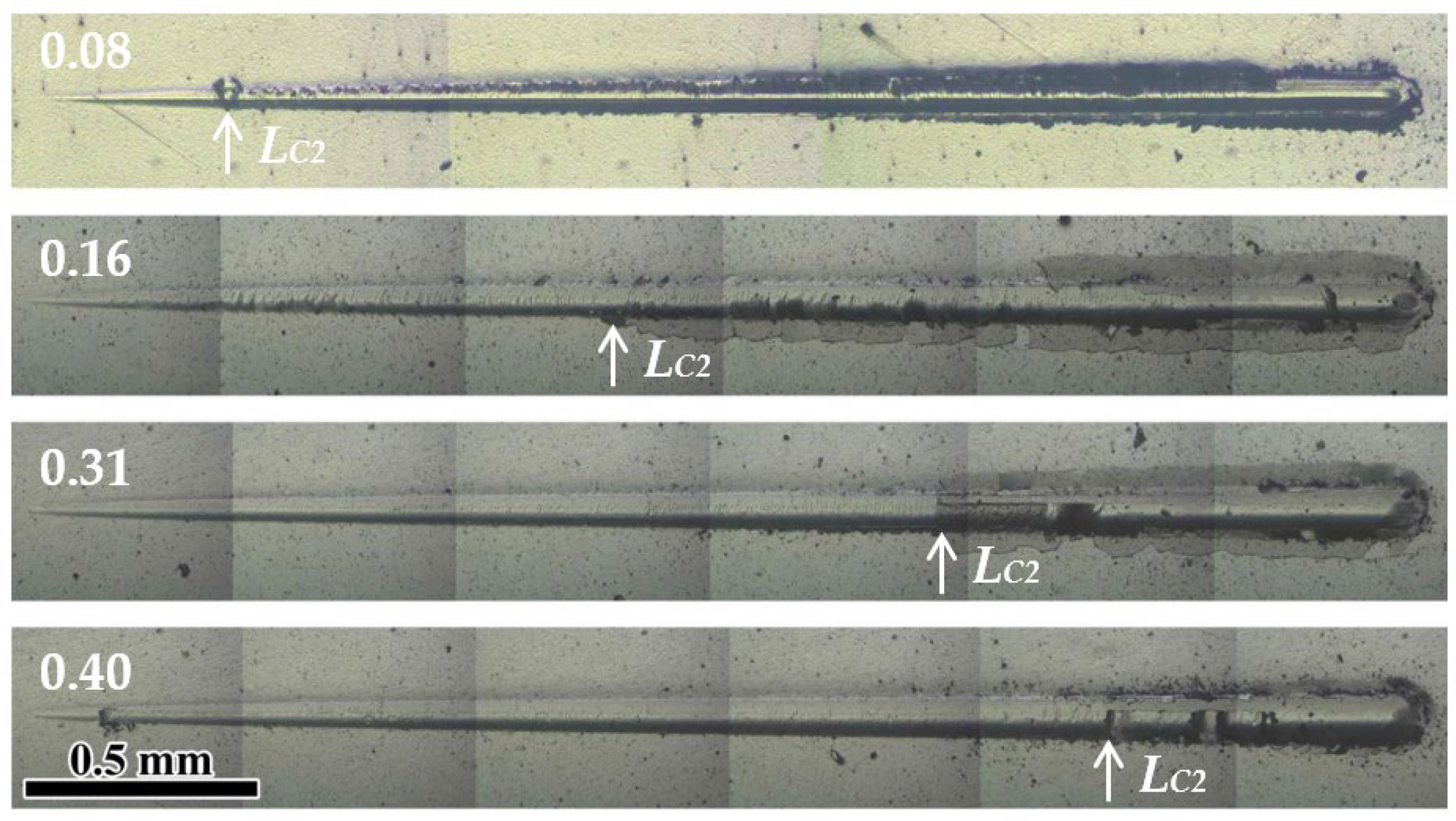
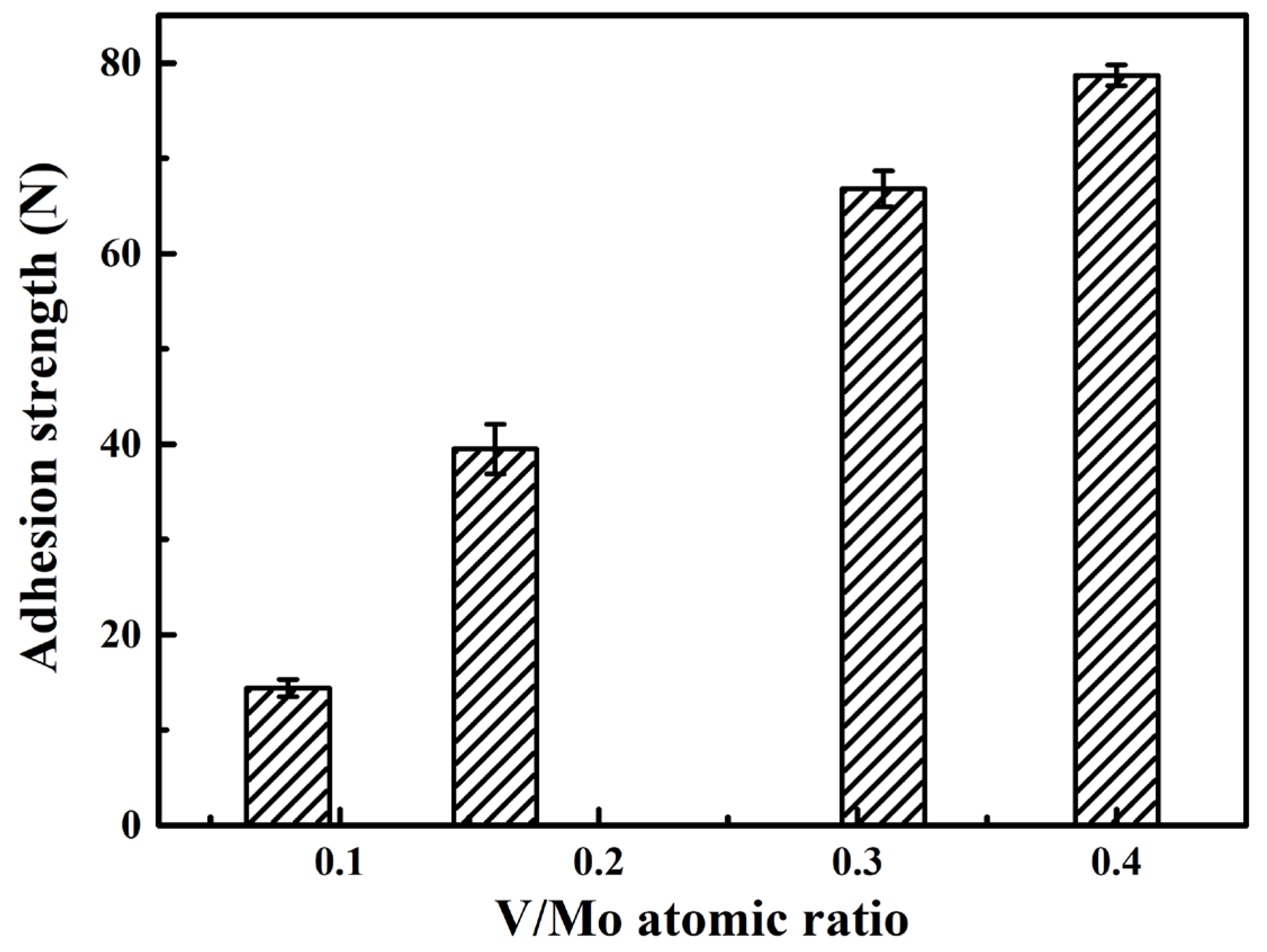
- With an increase in the V/Mo atomic ratio, the ion bombardment effect was enhanced, contributing to a gradual increase in the compressive residual stress, hardness, and adhesion strength of the coatings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, J.N.; Park, S.; Kim, T.; Lee, J.J. Structure and mechanical properties of Mo-N/Cu films produced by inductively coupled plasma reactive sputtering. Thin Solid Films 2011, 519, 6876–6880. [Google Scholar] [CrossRef]
- Shin, J.H.; Wang, Q.M.; Kim, K.H. Microstructural evolution and tribological behavior of Mo-Cu-N coatings as a function of Cu content. Mater. Chem. Phys. 2011, 130, 870–879. [Google Scholar] [CrossRef]
- Pappacena, K.E.; Singh, D.; Ajayi, O.O.; Routbort, J.L.; Erilymaz, O.L.; Demas, N.G.; Chen, G. Residual stresses, interfacial adhesion and tribological properties of MoN/Cu composite coatings. Wear 2012, 278–279, 62–70. [Google Scholar] [CrossRef]
- Xu, X.; Su, F.; Li, Z. Microstructure and tribological behaviors of MoN-Cu nanocomposite coatings sliding against Si3N4 ball under dry and oil-lubricated conditions. Wear 2019, 434–435, 202994. [Google Scholar] [CrossRef]
- Mei, H.; Wang, R.; Zhong, X.; Dai, W.; Wang, Q. Influence of nitrogen partial pressure on microstructure and tribological properties of Mo-Cu-V-N composite coatings with high Cu content. Coatings 2018, 8, 24. [Google Scholar] [CrossRef]
- Mei, H.; Luo, Q.; Huang, X.; Ding, J.C.; Zhang, T.F.; Wang, Q. Influence of lubricious oxides formation on the tribological behavior of Mo-V-Cu-N coatings deposited by HIPIMS. Surf. Coat. Technol. 2019, 358, 947–957. [Google Scholar] [CrossRef]
- Ding, J.C.; Mei, H.; Li, Q.; Zhao, Z.; Shen, Y.; Cheng, L.; Wang, R.; Gong, W.; Wang, Q. Microstructure, mechanical and tribological properties of Mo-V-Cu-N coatings prepared by HIPIMS technique. Ceram. Int. 2022, 48, 10704–10712. [Google Scholar] [CrossRef]
- Gassner, G.; Mayrhofer, P.H.; Kutschej, K.; Mitterer, C.; Kathrein, M. Magnéli phase formation of PVD Mo-N and W-N coatings. Surf. Coat. Technol. 2006, 201, 3335–3341. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, G.; Liu, Z.; Jiang, B. Oxidation behavior of magnetron sputtered Mo2N/AlN multilayer coatings during heat treatment. Ceram. Int. 2015, 41, 7028–7035. [Google Scholar] [CrossRef]
- Wang, W.; Zheng, S.; Pu, J.; Cai, Z.; Wang, H.; Wang, L.; He, G. Microstructure, mechanical and tribological properties of Mo-V-N films by reactive magnetron sputtering. Surf. Coat. Technol. 2020, 387, 125532. [Google Scholar] [CrossRef]
- Mei, H.; Ding, J.C.; Wang, R.; Li, Q.; Zhao, Z.; Long, D.; Wei, X.; Cai, S.; Gong, W.; Wang, Q. Relationship between oxidation behavior and tribological properties of Mo-V-Cu-N coatings. Surf. Coat. Technol. 2022, 451, 129067. [Google Scholar] [CrossRef]
- Mei, H.; Cai, Z.; Ding, J.; Yan, K.; Li, Q.; Zhao, Z.; Zhao, J.; Cheng, L.; Liu, M.; Gong, W. The additions of V and Cu on the microstructure and mechanical properties of Mo-N coatings. Coatings 2022, 12, 1129. [Google Scholar] [CrossRef]
- Kelly, P.J.; Arnell, R.D. Magnetron sputtering: A review of recent developments and applications. Vacuum 2000, 56, 159–172. [Google Scholar] [CrossRef]
- Park, Y.S.; Myung, H.S.; Han, J.G.; Hong, B. Characterization of CNx thin films prepared by close field unbalanced magnetron sputtering. Thin Solid Films 2005, 475, 298–302. [Google Scholar] [CrossRef]
- Lin, J.; Zhang, N.; Sproul, W.D.; Moore, J.J. A comparison of the oxidation behavior of CrN films deposited using continuous dc, pulsed dc and modulated pulsed power magnetron sputtering. Surf. Coat. Technol. 2012, 206, 3283–3290. [Google Scholar] [CrossRef]
- Kim, W.R.; Park, M.S.; Jung, U.C.; Kwon, A.R.; Kim, Y.W.; Su, W. Effect of voltage on diamond-like carbon thin film using linear ion source. Surf. Coat. Technol. 2014, 243, 15–19. [Google Scholar] [CrossRef]
- Paskvale, S.; Kahn, M.; Čekada, M.; Panjan, P.; Waldhauser, W.; Podgornik, B. Tribological properties of diamond-like carbon coatings prepared by anode layer source and magnetron sputtering. Surf. Coat. Technol. 2011, 205, S99–S102. [Google Scholar] [CrossRef]
- Ding, J.C.; Zhang, T.F.; Mane, R.S.; Kim, K.H.; Kang, M.C.; Zou, C.W.; Wang, Q.M. Low-temperature deposition of nanocrystalline Al2O3 films by ion source- assisted magnetron sputtering. Vacuum 2018, 149, 284–290. [Google Scholar] [CrossRef]
- Tang, Y.; Li, Y.S.; Yang, Q.; Hirose, A. Characterization of hydrogenated amorphous carbon thin films by end-Hall ion beam deposition. Appl. Surf. Sci. 2011, 257, 4699–4705. [Google Scholar] [CrossRef]
- Pan, Y.Q.; Yin, Y. Diamond-like carbon films with End-Hall ion source enhanced chemical vapour deposition. Diam. Relat. Mater. 2007, 16, 220–224. [Google Scholar] [CrossRef]
- Kaufman, H.R.; Cuomo, J.J.; Harper, J.M.E. Technology and applications of broad-beam ion sources used in sputtering, Part I. Ion source technology. J. Vac. Sci. Technol. 1982, 21, 725–736. [Google Scholar] [CrossRef]
- Gablech, I.; Svatoš, V.; Caha, O.; Dubroka, A.; Pekárek, J.; Klempa, J.; Neužil, P.; Schneider, M.; Šikola, T. Preparation of high-quality stress-free (001) aluminum nitride thin film using a dual Kaufman ion-beam source setup. Thin Solid Films 2019, 670, 105–112. [Google Scholar] [CrossRef]
- Tian, S.; Xu, F.; Ye, P.; Wu, J.; Zou, Y.; Zuo, D. Deposition of cubic boron nitride films by anode layer linear ion source assisted radio frequency magnetron sputtering. Thin Solid Films 2018, 653, 13–18. [Google Scholar] [CrossRef]
- Ye, P.; Xu, F.; Wu, J.X.; Tian, S.; Zhao, X.R.; Tang, X.L.; Zuo, D.W. Effects of anode layer linear ion source on the microstructure and mechanical properties of amorphous carbon nitride films. Surf. Coat. Technol. 2017, 320, 183–189. [Google Scholar] [CrossRef]
- Qasim, A.M.; Ali, F.; Wu, H.; Fu, R.K.Y.; Xiao, S.; Li, Y.; Wu, Z.; Chu, P.K. Enhanced mechanical and electrochemical properties of TiNx thin films prepared by magnetron sputtering with an anode layer ion source. Surf. Coat. Technol. 2019, 365, 253–260. [Google Scholar] [CrossRef]
- He, Z.; Zhang, S.; Sun, D. Effect of bias on structure mechanical properties and corrosion resistance of TiNx films prepared by ion source assisted magnetron sputtering. Thin Solid Films 2019, 676, 60–67. [Google Scholar] [CrossRef]
- Mei, H.; Zhao, S.; Wu, Z.; Dai, W.; Wang, Q. Effect of nitrogen partial pressure on microstructure and mechanical properties of Mo-Cu-V-N composite coatings deposited by HIPIMS. Surf. Coat. Technol. 2017, 329, 68–76. [Google Scholar] [CrossRef]
- Mei, H.; Ding, J.; Zhao, J.; Wang, T.; Huang, K.; Guo, Z.; Luo, Q.; Gong, W. Effect of charge voltage on the microstructural, mechanical, and tribological properties of Mo-Cu-V-N nanocomposite coatings. Coatings 2021, 11, 1565. [Google Scholar] [CrossRef]
- Cheng, H.E.; Hon, M.H. Texture formation in titanium nitride films prepared by chemical vapor deposition. J. Appl. Phys. 1996, 79, 8047–8053. [Google Scholar] [CrossRef]
- Stoney, G.G. The tension of metallic films deposited by electrolysis. Proc. R. Soc. Lond. Ser. A 1909, 82, 172–175. [Google Scholar]
- Laegreid, N.; Wehner, G.K. Sputtering yields of metals for Ar+ and Ne+ ions with energies from 50 to 600 ev. J. Appl. Phys. 1961, 32, 365–369. [Google Scholar] [CrossRef]
- Petrov, I.; Barna, P.B.; Hultman, L.; Greene, J.E. Microstructural evolution during film growth. J. Vac. Sci. Technol. A 2003, 21, S117–S128. [Google Scholar] [CrossRef]
- Mikula, M.; Uzon, S.; Hudec, T.; Grančič, B.; Truchlý, M.; Roch, T.; ŠvecJr, P.; Satrapinskyy, L.; Čaplovičová, M.; Greczynski, G.; et al. Thermally induced structural evolution and age-hardening of polycrystalline V1-xMoxN (x ≈ 0.4) thin films. Surf. Coat. Technol. 2021, 405, 126723. [Google Scholar] [CrossRef]
- Luo, Q. Characterization of short-range ordered domains using quantitative X-ray diffraction. Nanosci. Nanotech. Let. 2018, 10, 835–842. [Google Scholar] [CrossRef]
- Ihara, H.; Kimura, Y.; Senzaki, K.; Kezuka, H.; Hirabayashi, M. Electronic structures of B1 MoN, fcc Mo2N, and hexagonal MoN. Phys. Rev. B 1985, 31, 3177–3178. [Google Scholar] [CrossRef] [PubMed]
- Patterson, A.L. The Scherrer formula for X-ray particle size determination. Phys. Rev. 1939, 56, 978–982. [Google Scholar] [CrossRef]
- Zheng, J.; Zhou, H.; Gui, B.; Luo, Q.; Li, H.; Wang, Q. Influence of power pulse parameters on the microstructure and properties of the AlCrN coatings by a modulated pulsed power magnetron sputtering. Coatings 2017, 7, 216. [Google Scholar] [CrossRef]
- Abadias, G. Stress and preferred orientation in nitride-based PVD coatings. Surf. Coat. Technol. 2008, 202, 2223–2235. [Google Scholar] [CrossRef]
- Mei, H.; Yan, K.; Wang, R.; Cheng, L.; Li, Q.; Zhao, Z.; Ding, J.C.; Gong, W. Microstructure and mechanical properties of AlTiVCuN coatings prepared by ion source-assisted magnetron sputtering. Nanomaterials 2023, 13, 3146. [Google Scholar] [CrossRef]
- Mei, H.; Ding, J.C.; Xiao, X.; Luo, Q.; Wang, R.; Zhang, Q.; Gong, W.; Wang, Q. Influence of pulse frequency on microstructure and mechanical properties of Al-Ti-V-Cu-N coatings deposited by HIPIMS. Surf. Coat. Technol. 2021, 405, 126514. [Google Scholar] [CrossRef]
- Kim, G.T.; Park, T.K.; Chung, H.; Kim, Y.T.; Kwon, M.H.; Choi, J.G. Growth and characterization of chloronitroaniline crystals for optical parametric oscillators: I. XPS study of Mo-based compounds. Appl. Surf. Sci. 1999, 152, 35–43. [Google Scholar] [CrossRef]
- Windischmann, H. Intrinsic stress in sputter-deposited thin-films. Crit. Rev. Solid State 1992, 17, 547–596. [Google Scholar] [CrossRef]
- Ljungcrantz, H.; Hultman, L.; Sundgren, J.-E.; Karlsson, L. Ion induced stress generation in arc-evaporated TiN films. J. Appl. Phys. 1995, 78, 832–837. [Google Scholar] [CrossRef]
- Seidl, W.M.; Bartosik, M.; Kolozsvári, S.; Bolvardi, H.; Mayrhofer, P.H. Influence of coating thickness and substrate on stresses and mechanical properties of (Ti,Al,Ta)N/(Al,Cr)N multilayers. Surf. Coat. Technol. 2018, 347, 92–98. [Google Scholar] [CrossRef]
- Chen, L.; Pei, Z.; Xiao, J.; Gong, J.; Sun, C. TiAlN/Cu nanocomposite coatings deposited by filtered cathodic arc ion plating. J. Mater. Sci. Technol. 2017, 33, 111–116. [Google Scholar] [CrossRef]
- Tian, Y.; Xu, B.; Yu, D.; Ma, Y.; Wang, Y.; Jiang, Y.; Hu, W.; Tang, C.; Gao, Y.; Luo, K.; et al. Ultrahard nanotwinned cubic boron nitride. Nature 2013, 493, 385–388. [Google Scholar] [CrossRef]
- Liang, H.; Lin, W.; Wang, Q.; Zhang, W.; Guan, S.; Zhang, J.; Kai, J.J.; He, D.; Peng, F. Ultrahard and stable nanostructured cubic boron nitride from hexagonal boron nitride. Ceram. Int. 2020, 46, 12788–12794. [Google Scholar] [CrossRef]
- Mei, H.; Geng, D.; Wang, R.; Cheng, L.; Ding, J.C.; Luo, Q.; Zhang, T.F.; Wang, Q. Effect of Cu doping on the microstructure and mechanical properties of AlTiVN-Cu nanocomposite coatings. Surf. Coat. Technol. 2020, 402, 126490. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Chemical Composition (at.%) | N/(Mo + V) Ratio | V/Mo Ratio | Thickness (μm) | |||
|---|---|---|---|---|---|---|---|
| Mo | V | Cu | N | ||||
| S1 | 54.8 | 4.4 | 0.6 | 40.2 | 0.68 | 0.08 | 2.3 |
| S2 | 50.5 | 8.0 | 0.4 | 41.1 | 0.70 | 0.16 | 2.0 |
| S3 | 44.1 | 13.7 | 0.4 | 41.8 | 0.72 | 0.31 | 1.6 |
| S4 | 39.5 | 15.9 | 0.3 | 44.3 | 0.80 | 0.40 | 0.9 |
| Plane | Lattice Parameter a0 (Å) | Grain Size (nm) | ||||||
|---|---|---|---|---|---|---|---|---|
| 0.08 | 0.16 | 0.31 | 0.40 | 0.08 | 0.16 | 0.31 | 0.40 | |
| (111) | 4.199 | 4.197 | 4.197 | 4.186 | 8.2 | 6.7 | 6.7 | 6.1 |
| (200) | 4.185 | 4.194 | 4.192 | 4.199 | 5.4 | 5.1 | 5.1 | 5.1 |
| (220) | 4.261 | 4.243 | 4.238 | 4.227 | 7.4 | 4.8 | 5.4 | 4.2 |
| Mean | 4.215 | 4.211 | 4.209 | 4.204 | 7.0 | 5.5 | 5.7 | 5.1 |
| Stdev | 0.040 | 0.027 | 0.025 | 0.021 | 1.4 | 1.0 | 0.9 | 1.0 |
| Sample | V/Mo Ratio | Chemical Composition (at.%) | |||||
|---|---|---|---|---|---|---|---|
| Mo | V | Cu | N | O | C | ||
| S2 | 0.16 | 37.4 | 3.6 | 1.2 | 15.5 | 30.2 | 12.1 |
| S4 | 0.40 | 28.2 | 5.7 | 0.5 | 22.6 | 30.5 | 12.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mei, H.; Lin, C.; Li, Y.; Shen, Y.; Li, Q.; Wang, R.; Zeng, W.; Mei, W.; Gong, W. Effect of V/Mo Atomic Ratio on the Microstructure and Mechanical Properties of MoVCuN Coatings. Materials 2024, 17, 229. https://doi.org/10.3390/ma17010229
Mei H, Lin C, Li Y, Shen Y, Li Q, Wang R, Zeng W, Mei W, Gong W. Effect of V/Mo Atomic Ratio on the Microstructure and Mechanical Properties of MoVCuN Coatings. Materials. 2024; 17(1):229. https://doi.org/10.3390/ma17010229
Chicago/Turabian StyleMei, Haijuan, Cihong Lin, Yuhang Li, Youqu Shen, Qiuguo Li, Rui Wang, Wenjun Zeng, Wenbao Mei, and Weiping Gong. 2024. "Effect of V/Mo Atomic Ratio on the Microstructure and Mechanical Properties of MoVCuN Coatings" Materials 17, no. 1: 229. https://doi.org/10.3390/ma17010229
APA StyleMei, H., Lin, C., Li, Y., Shen, Y., Li, Q., Wang, R., Zeng, W., Mei, W., & Gong, W. (2024). Effect of V/Mo Atomic Ratio on the Microstructure and Mechanical Properties of MoVCuN Coatings. Materials, 17(1), 229. https://doi.org/10.3390/ma17010229