

Dynamic Shear Texture Evolution during the Symmetric and Differential Speed Rolling of Al-Si-Mg Alloys Fabricated by Twin Roll Casting


Abstract
:1. Introduction
2. Experimental Procedure
3. Simulation Procedure
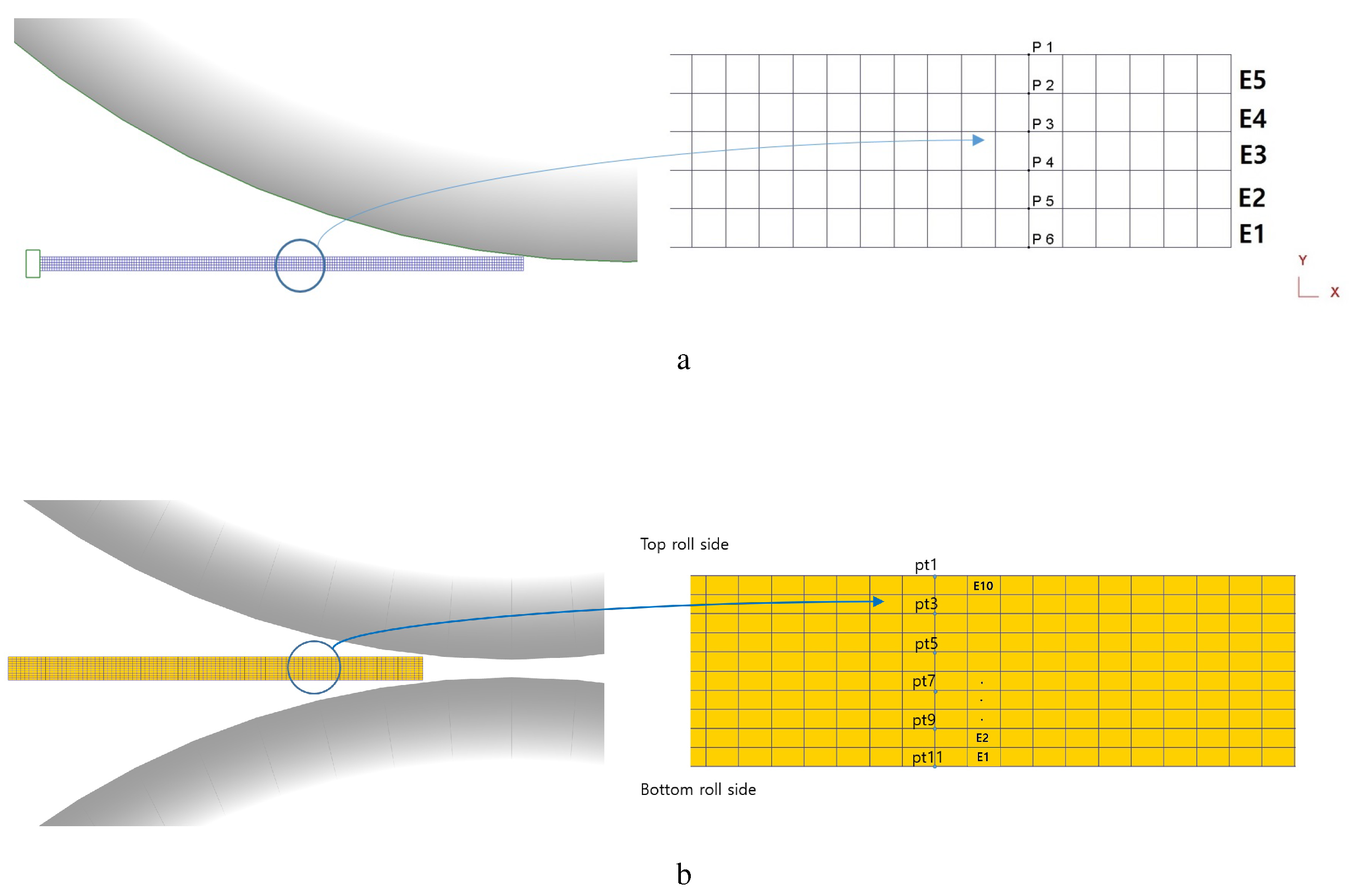
3.1. Modeling Rolling Process
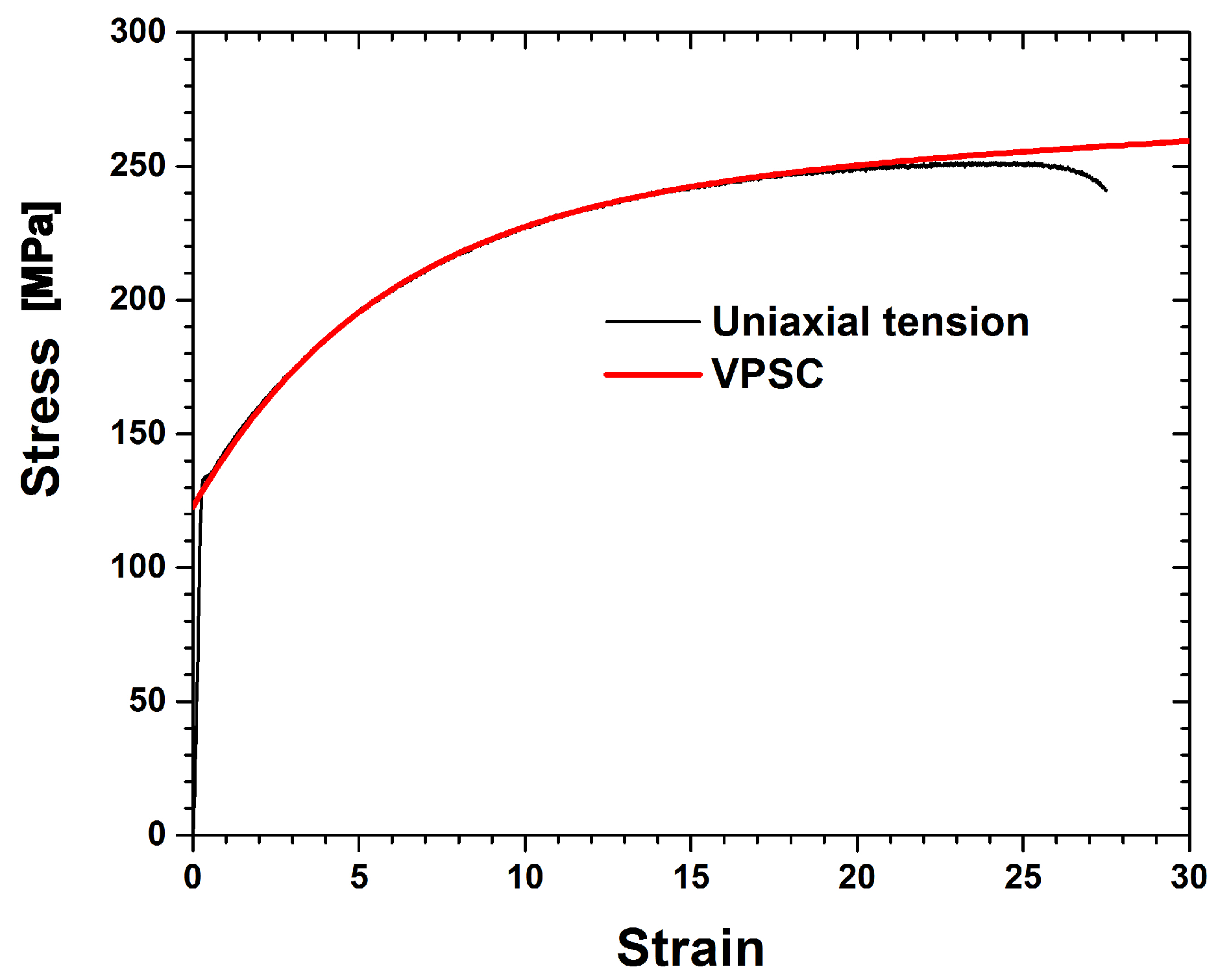
3.2. Self-Consistent Polycrystal Model
4. Results and Discussion
5. Conclusions
- Initial Al-Si-Mg (1.0%Si-0.6%Mg) aluminum strips fabricated by twin-roll casting possessed inhomogeneous texture distributions along the thickness direction, i.e., shear textures of //ND fibers in the surface layer and rolling or PSC textures ( fiber, Goss–Brass and fiber, Brass–S–Copper components) in the center layer.
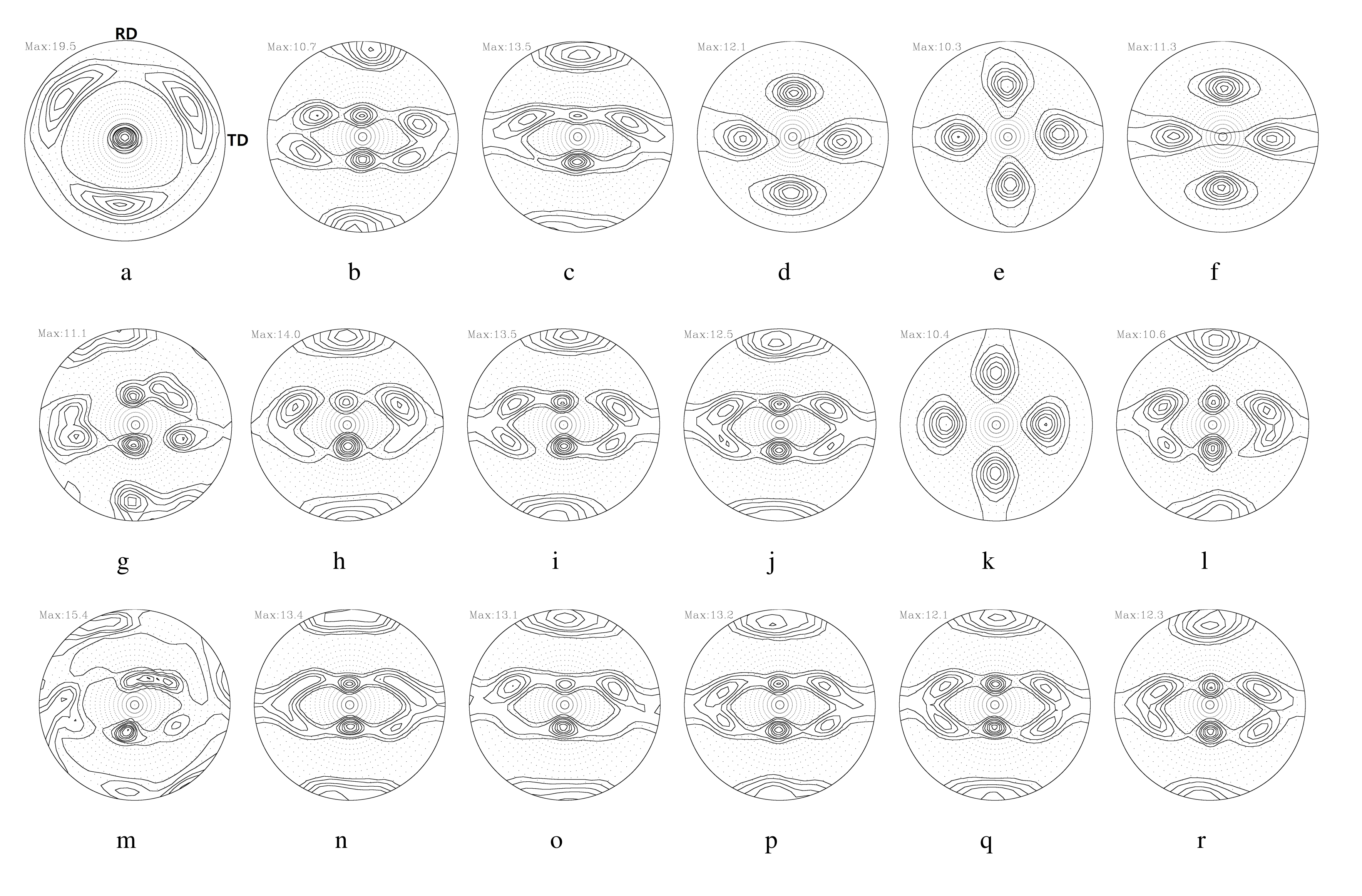
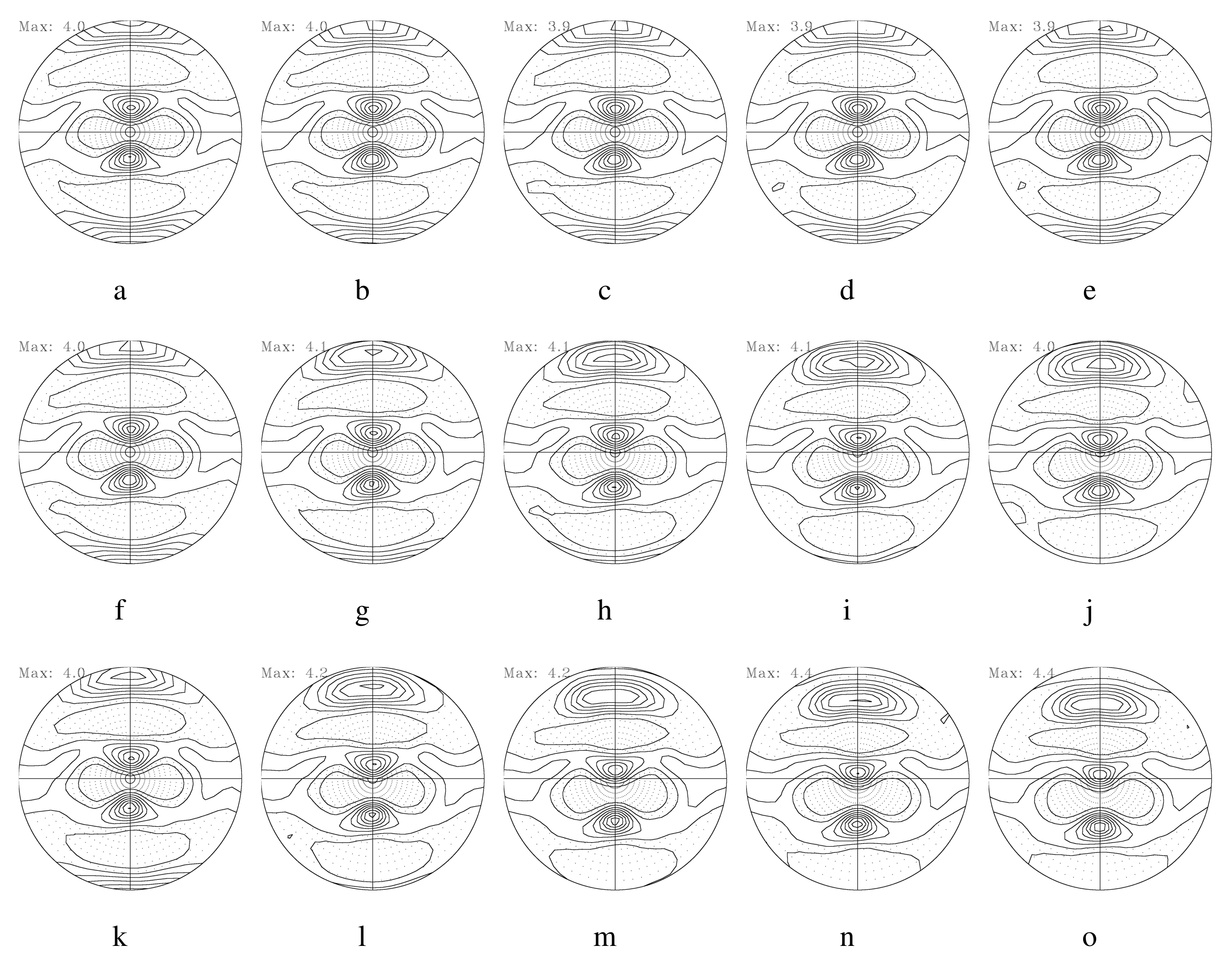
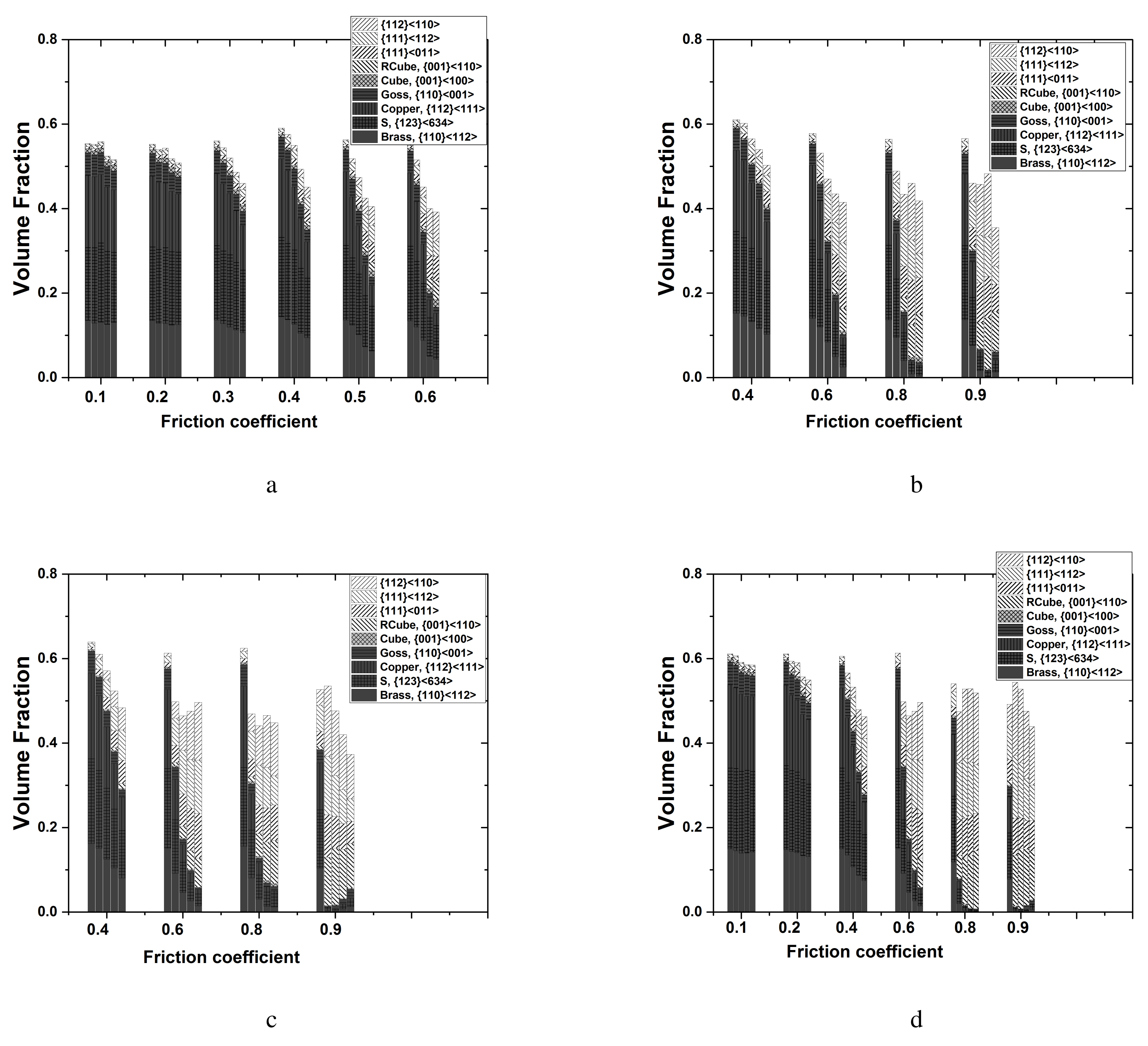
- During the SRDRA process with a total RA of approximately 75%, the shear texture of a rotated cube, , mainly occurred at the surface layer, and typical rolling textures of fibers were observed at the center layer. At RAs of 7.8% and 11.4% for each rolling pass, typical rolling textures developed at all thicknesses. Increased RAs for each rolling pass greater than approximately 15% resulted in shear textures at the surface and middle layers. A rolling texture occurred in the center, regardless of the RA. Using a symmetric FE model domain along with a viscoplastic constitutive equation for Al-Mg-Si alloys, the texture evolution was predicted with various RAs and friction coefficients. With an increase in the friction coefficient, shear textures clearly increased. Distribution of the shear strain along the tracking points through the thickness direction reflected shear texture evolution.
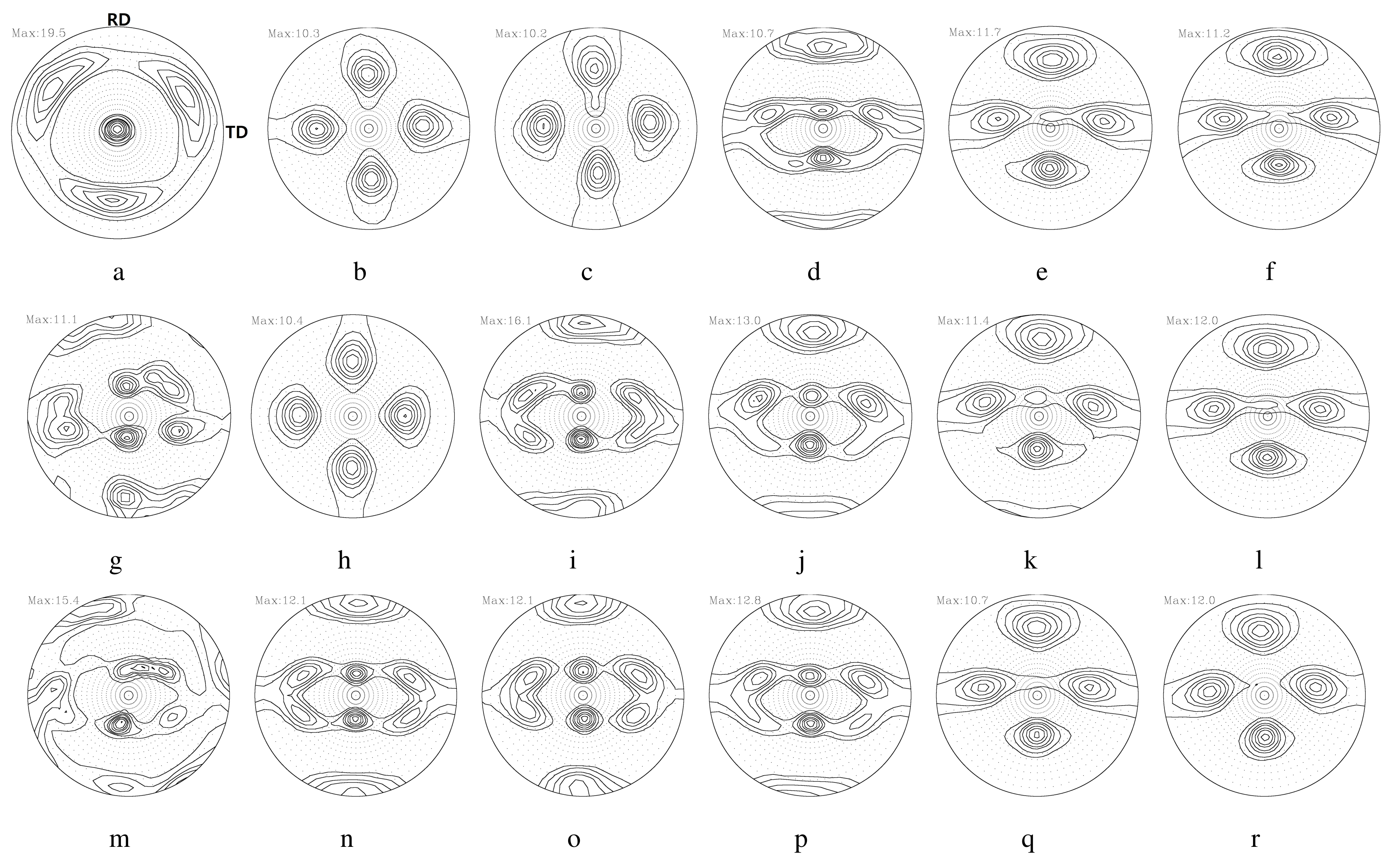
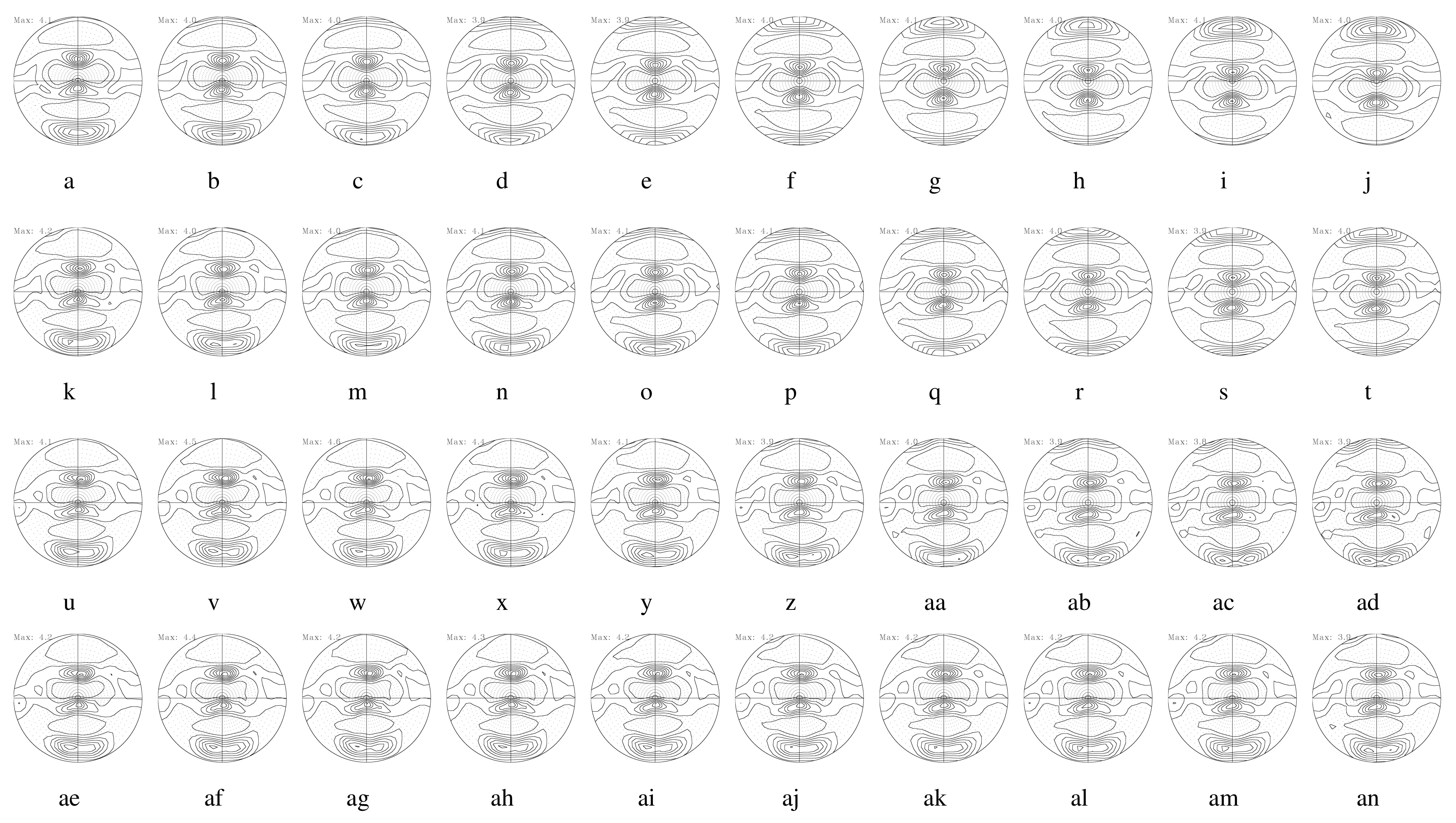
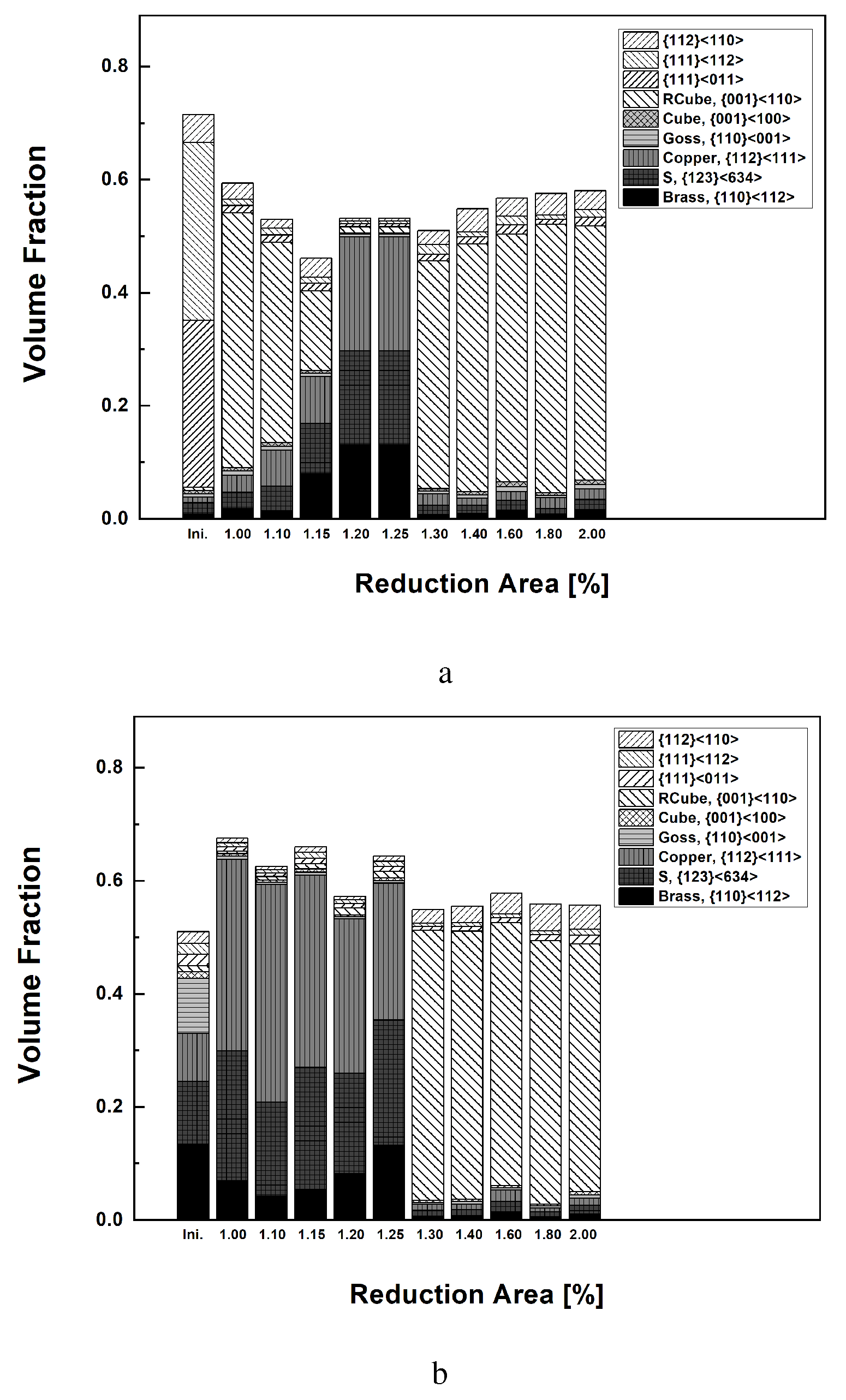
- The DSR process with a total RA of 75% (each rolling pass having a 25% RA) caused more dynamic texture evolution than SRDRA. Both shear and PSC textures along the thickness direction varied with the speed ratio. The top surface layer in contact with the roll operating at a lower speed revealed dynamic variations of the rotated cube and fibers. At speed ratios lower than 1.2, a strong rotated cube developed. At roll speed ratios near 1.2, fibers developed. At roll speed ratios greater than 1.2, a rotated cube developed again. Shear texturing along the thickness direction was enabled under DSR with speed ratios greater than approximately 1.3. Based on FE modeling covering the entire thickness range, shear deformation was predicted. The predicted textures in the top surface layer were similar to the experimental textures. The bottom surface layer in contact with the roll running at a higher speed continued to possess shear textures regardless of the speed ratio. The shear strain, , along the tracking nodal points was closely associated with the shear texture evolution. Material points with greater values than 0.1 resulted in strong shear texturing.
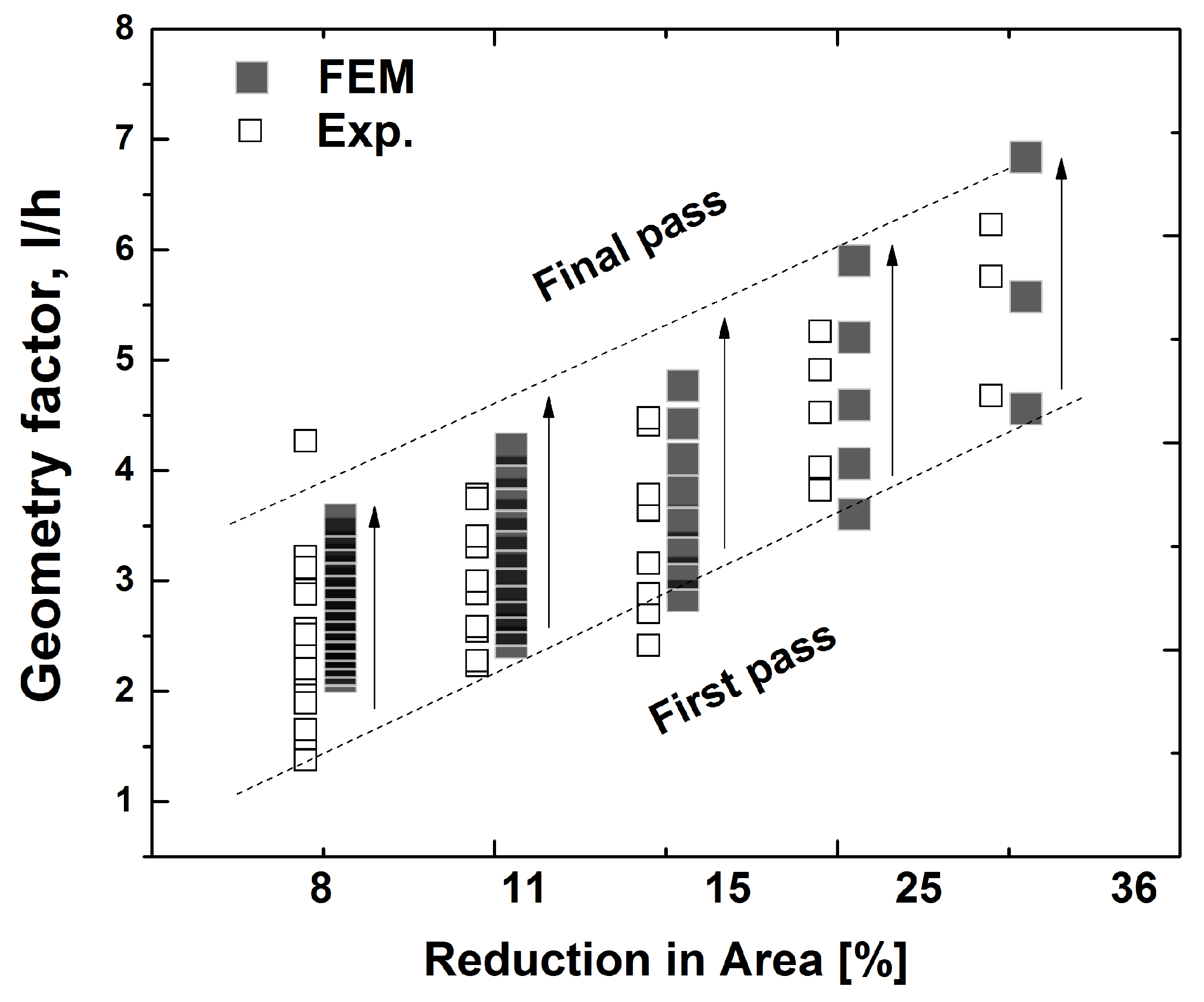
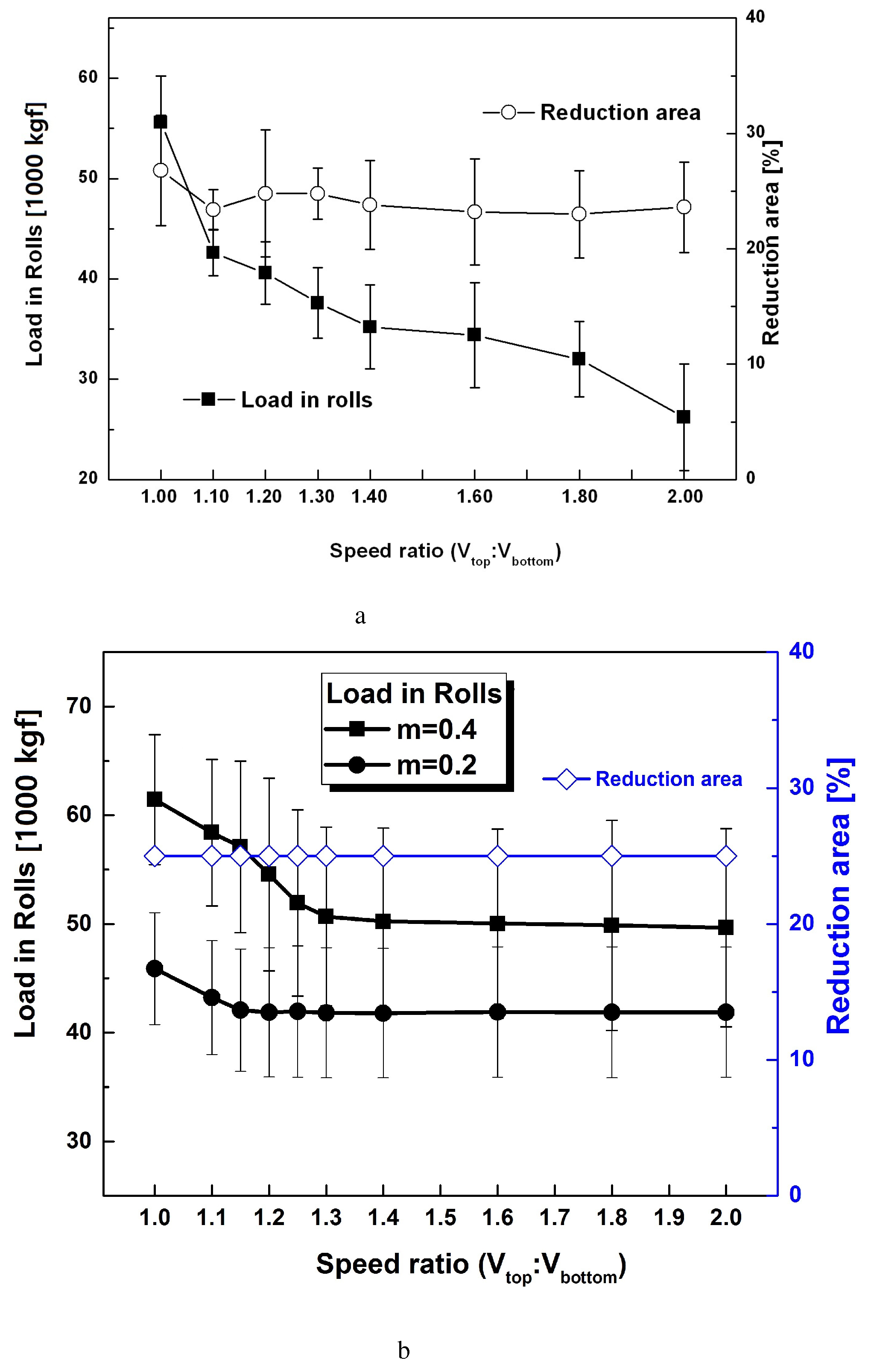
- During the DSR process, the load in rolls decreases with the speed ratio. An increase in the friction coefficient resulted in an increase in the load in rolls. The geometry factor to be defined by the projected area of the roll onto the sheet increases with an increase in the RA. Shear texturing usually increases with the geometry factor.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cui, Q.; Ohori, K. Grain refinement of high puriy aluminium by asymmetric rolling. Mater. Sci. Technol. 2000, 16, 1095–1101. [Google Scholar] [CrossRef]
- Lee, C.; Smallman, R.E.; Duggan, B.J. Effect of rolling geometry and surface friction on cube texture formation. Mater. Sci. Technol. 1994, 10, 149–154. [Google Scholar] [CrossRef]
- Truszkowski, W.; Krol, J.; Major, B. On Penetration of Shear Texture into the Rolled Aluminum and Copper. Metall. Mater. Trans. A 1982, 13, 665–669. [Google Scholar] [CrossRef]
- Lequeu, P.; Jonas, J.J. Modeling of the plastic anisotropy of textured sheet. Metall. Mater. Trans. A 1988, 19, 105–120. [Google Scholar] [CrossRef]
- Jin, H.; Lloyd, D.J. The reduction of planar anisotropy by texture modification through asymmetric rolling and annealing in AA5754. Mater. Sci. Eng. A 2005, 399, 358–367. [Google Scholar] [CrossRef]
- Kang, S.B.; Min, B.K.; Kim, H.W.; Wilkinson, D.S.; Kang, J. Effect of asymmetric rolling on the texture and mechanical properties of AA6111-aluminum sheet. Metall. Mater. Trans. A 2005, 36, 3141–3149. [Google Scholar] [CrossRef]
- Sidor, J.; Miroux, A.; Petrov, R.; Kestens, L. Microstructural and crystallographic aspects of conventional and asymmetric rolling processes. Acta Mater. 2008, 56, 2495–2507. [Google Scholar] [CrossRef]
- Simoes, F.; Sousa, R.; Gracio, J.; Barlat, F.; Yoon, J. Mechanical behavior of an asymmetrically rolled and annealed 1050-O sheet. Int. J. Mech. Sci. 2008, 50, 1372–1380. [Google Scholar] [CrossRef]
- Ghosh, M.; Miroux, A.; Kestens, L. Correlating r-value and through thickness texture in Al-Mg-Si alloy sheets. J. Alloys Compd. 2015, 619, 585–591. [Google Scholar] [CrossRef]
- Capek, J.; Cernik, M.; Ganev, N.; Trojan, K.; Nemecek, J.; Kolarik, K. Comparison of rolling texture of austenite and ferrite phases of duplex steel with single-phase austenitic and ferritic steel. IOP Conf. Ser. Mater. Sci. Eng. 2018, 375, 012025. [Google Scholar] [CrossRef]
- Guo, Z.; Liu, P.; Zheng, Y.; Zhu, L.; Zhang, Y.; Sun, H.; Li, X.; Liu, Y.; Cao, R. Effect of cold-rolling deformation and rare earth yttrium on microstructure and texture of oriented silicon steel. High Temp. Mater. Process. 2023, 42, 20220258. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, F.; Ren, L.; Liu, Q.; Cao, Y.; Huang, G. Microstructure and Texture of an Aluminum Plate Produced by Multipass Cold Rolling and Graded Annealing Process. Metals 2022, 12, 260. [Google Scholar] [CrossRef]
- Zorina, M.; Karabanalov, M.; Stepanov, S.; Demakov, S.; Loginov, Y.; Lobanov, M. Fiber vs Rolling Texture: Stress State Dependence for Cold-Drawn Wire. Metall. Mater. Trans. A 2018, 49, 427–433. [Google Scholar] [CrossRef]
- Kim, K.H.; Lee, D.N. Analyssi of deformation textures of asymmetrically rolled aluminum sheets. Acta Mater. 2001, 49, 2583–2595. [Google Scholar] [CrossRef]
- Lee, J.K.; Lee, D.N. Texture control and grain refinement of AA1050 Al alloy sheets by asymmetric rolling. Int. J. Mech. Sci. 2008, 50, 869–887. [Google Scholar] [CrossRef]
- Jin, H.; Lloyd, D. Evolution of texture in AA6111 aluminum alloy after asymmetric rolling with various velocity ratios between top and bottom rolls. Mater. Sci. Engr. A 2007, 465, 267–273. [Google Scholar] [CrossRef]
- Cho, J.H.; Kim, H.W.; Lim, C.Y.; Kang, S.K. Microstructure and Mechanical Properties of Al-Si-Mg Alloys Fabricated by Twin Roll Casting and Subsequent Symmetric and Asymmetric Rolling. Met. Mater. Int. 2014, 20, 647–652. [Google Scholar] [CrossRef]
- Ren, X.; Zhang, X.; Huang, Y.; Liu, Y.; Zhao, L.; Zhou, W. Evolution of shear texture during the asymmetric rolling and its annealing behavior in a twin-roll casting AA6016 sheet: An ex-situ electron backscatter diffraction study. J. Mater. Res. Technol. 2020, 9, 6420–6433. [Google Scholar] [CrossRef]
- Amiri, M.; Fereshteh-Saniee, F. Influence of roll speed difference on microstructure, texture and mechanical properties of 7075 aluminum plates produced via combined continuous casting and rolling process. Trans. Nonferrous Met. Soc. China 2021, 31, 901–912. [Google Scholar] [CrossRef]
- Amegadzie, M.; Bishop, D. Effect of asymmetric rolling on the microstructure and mechanical properties of wrought 6061 aluminum. Mater. Today Commun. 2020, 25, 101283. [Google Scholar] [CrossRef]
- Vincze, G.; Simoes, F.; Butuc, M. Asymmetrical Rolling of Aluminum Alloys and Steels: A Review. Metals 2020, 10, 1126. [Google Scholar] [CrossRef]
- Dewhurst, P.; Collins, I.F.; Johnson, W. A theoretical and experimental investigation into asymmetrical hot rolling. Int. J. Mech. Sci. 1974, 16, 389–397. [Google Scholar] [CrossRef]
- Collins, I.F.; Dewhurst, P. A slipline field analysis of asymmetrical hot rolling. Int. J. Mech. Sci. 1975, 17, 643–651. [Google Scholar] [CrossRef]
- Richelsen, A.B. Elastic-plastic analysis of the stress and strain distributions in asymmetric rolling. Int. J. Mech. Sci 1997, 39, 1199–1211. [Google Scholar] [CrossRef]
- Ju, J.S.; Harrer, O.K.; Schwenzfeier, W.; Fischer, F.D. Analysis of the bending of the rolling material in asymmetrical sheet rolling. Int. J. Mech. Sci. 2000, 42, 49–61. [Google Scholar]
- Mousavi, S.; Ebrahimi, S.; Madoliat, R. Three dimensional nuimerical analyses of asymmetric rolling. J. Mater. Process. Technol. 2007, 187–188, 725–729. [Google Scholar] [CrossRef]
- Cho, J.H.; Kim, H.W.; Kang, S.K.; Han, T.S. Bending behavior, and evolution of texture and microstructure during differential speed warm rolling of AZ31B magnesium alloys. Acta Mater. 2011, 59, 5638–5651. [Google Scholar] [CrossRef]
- Gudur, P.; Salunkhe, M.; Dixit, U. A theoretical study on the application of asymmetric rolling for the estimation of friction. Int. J. Mech. Sci. 2008, 50, 315–327. [Google Scholar] [CrossRef]
- Ghobrial, M.I. A photoelastic investigation on the contact stresses developed in rolls during asymmetrical flat rolling. Int. J. Mech. Sci. 1989, 31, 751–764. [Google Scholar] [CrossRef]
- Wei, P.; Lu, C.; Tieu, K.; Deng, G.; Zhang, J. Crystal plasticity modeling of texture evolution of aluminum single crystal processed by high pressure torsion. Indian J. Eng. Mater. Sci. 2017, 24, 383–389. [Google Scholar]
- Wang, H.; Ding, S.; Taylor, T.; Yanagimoto, J. Cold Rolling Texture Prediction Using Finite Element Simulation with Zooming Analysis. Materials 2021, 14, 6909. [Google Scholar] [CrossRef]
- Matthies, S.; Vinel, G.W. An Example Demonstrating a New Reproduction Method of the ODF of Texturized Samples from Reduced Pole Figures. Phys. Status Solidi B 1982, 112, K115–K120. [Google Scholar] [CrossRef]
- Matthies, S.; Vinel, G.W.; Helming, K. Standard Distribution in Texture Analysis; Akademie-Verlag: Berlin/Leipziger, Germany, 1987. [Google Scholar]
- Tome, C.N. Self-consistent polycrystal models: A directional compliance criterion to describe grain interactions. Model. Simul. Mater. Sci. Eng. 1999, 7, 723–738. [Google Scholar] [CrossRef]
- Beausir, B.; Toth, L.S.; Neale, K.W. Role of strain rate sensitivity in the crystal plasticity of hexagonal structures. Int. J. Plast. 2007, 23, 227–243. [Google Scholar] [CrossRef]
- Cho, J.H.; Rollett, A.D.; Oh, K.H. Determination of a Mean Orientation in Electron Backscatter Diffraction Measurements. Metall. Mater. Trans. A 2005, 36, 3427–3438. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Speeds | RA per Pass | Total Rolling Passes | Total RA |
|---|---|---|---|
| [mpm] | [%] | [Nr.] | [%] |
| 5 | 8.0 | 17 | 75 |
| 5 | 11.4 | 11 | 75 |
| 5 | 15.5 | 9 | 75 |
| 5 | 24.5 | 5 | 75 |
| 5 | 36.0 | 3 | 75 |
| Working Parameters | Values |
|---|---|
| RA per pass [%] | 24.5 |
| Total RA [%] | 75 |
| Constant top roll speed [mpm] | 5 |
| Various bottom roll speed [mpm] | 5.0, 5.5, 6.0, 6.5, 7.0, 8.0, 9.0, 10.0 |
| Differential speed ratio | 1.0, 1.1, 1.2, 1.3, 1.4, 1.6, 1.8, 2.0 |
| Slip Systems | [MPa] | [MPa] | [MPa] | [MPa] |
|---|---|---|---|---|
| 62 | 62 | 455 | 8 |
| Designation | Miller Indices | Euler Angles |
|---|---|---|
| Brass | ||
| S | ||
| Copper | ||
| Goss | ||
| Cube | ||
| Rcube | ||
| E | ||
| F | ||
| Y |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, J.-H.; Lee, G.-Y.; Lee, S.-H. Dynamic Shear Texture Evolution during the Symmetric and Differential Speed Rolling of Al-Si-Mg Alloys Fabricated by Twin Roll Casting. Materials 2024, 17, 179. https://doi.org/10.3390/ma17010179
Cho J-H, Lee G-Y, Lee S-H. Dynamic Shear Texture Evolution during the Symmetric and Differential Speed Rolling of Al-Si-Mg Alloys Fabricated by Twin Roll Casting. Materials. 2024; 17(1):179. https://doi.org/10.3390/ma17010179
Chicago/Turabian StyleCho, Jae-Hyung, Geon-Young Lee, and Seong-Ho Lee. 2024. "Dynamic Shear Texture Evolution during the Symmetric and Differential Speed Rolling of Al-Si-Mg Alloys Fabricated by Twin Roll Casting" Materials 17, no. 1: 179. https://doi.org/10.3390/ma17010179
APA StyleCho, J.-H., Lee, G.-Y., & Lee, S.-H. (2024). Dynamic Shear Texture Evolution during the Symmetric and Differential Speed Rolling of Al-Si-Mg Alloys Fabricated by Twin Roll Casting. Materials, 17(1), 179. https://doi.org/10.3390/ma17010179