
Laser-Directed Energy Deposition of Fe-Mn-Si-Based Shape Memory Alloy: Microstructure, Mechanical Properties, and Shape Memory Properties


Abstract
:1. Introduction
2. Methods
3. Results and Discussion
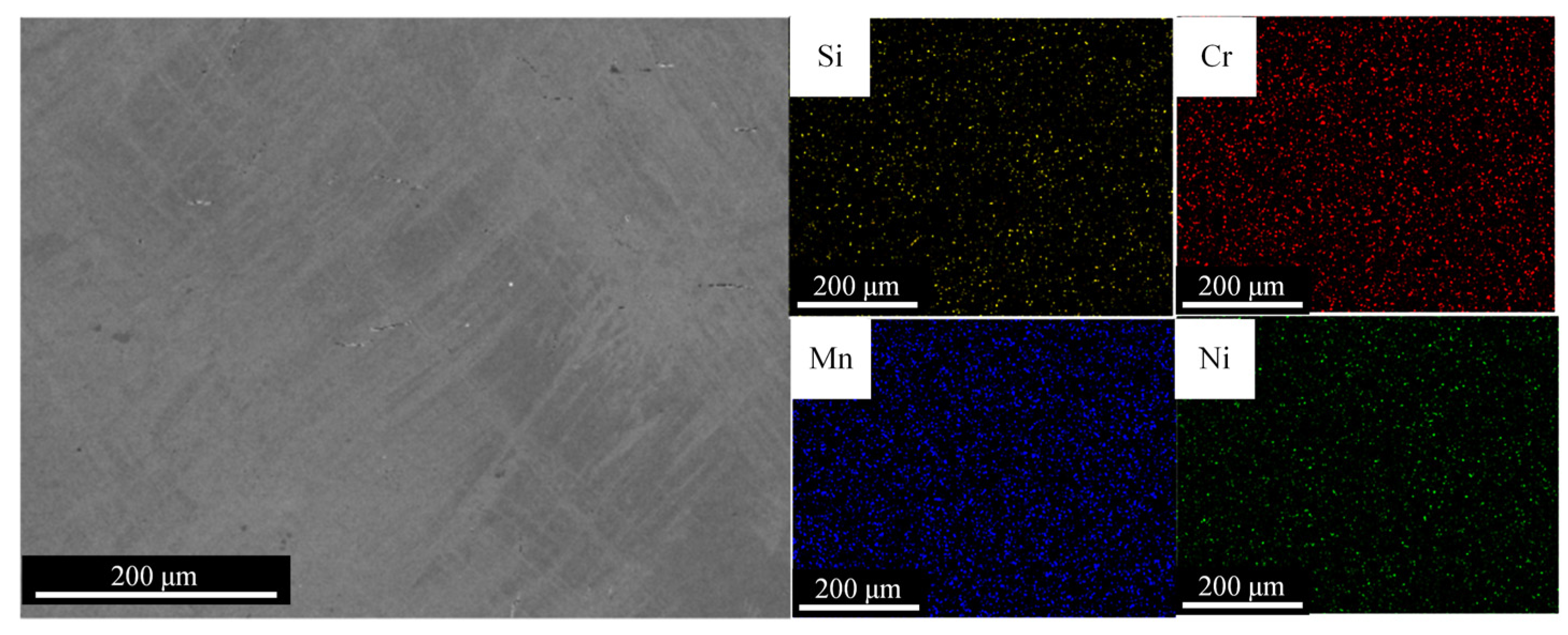
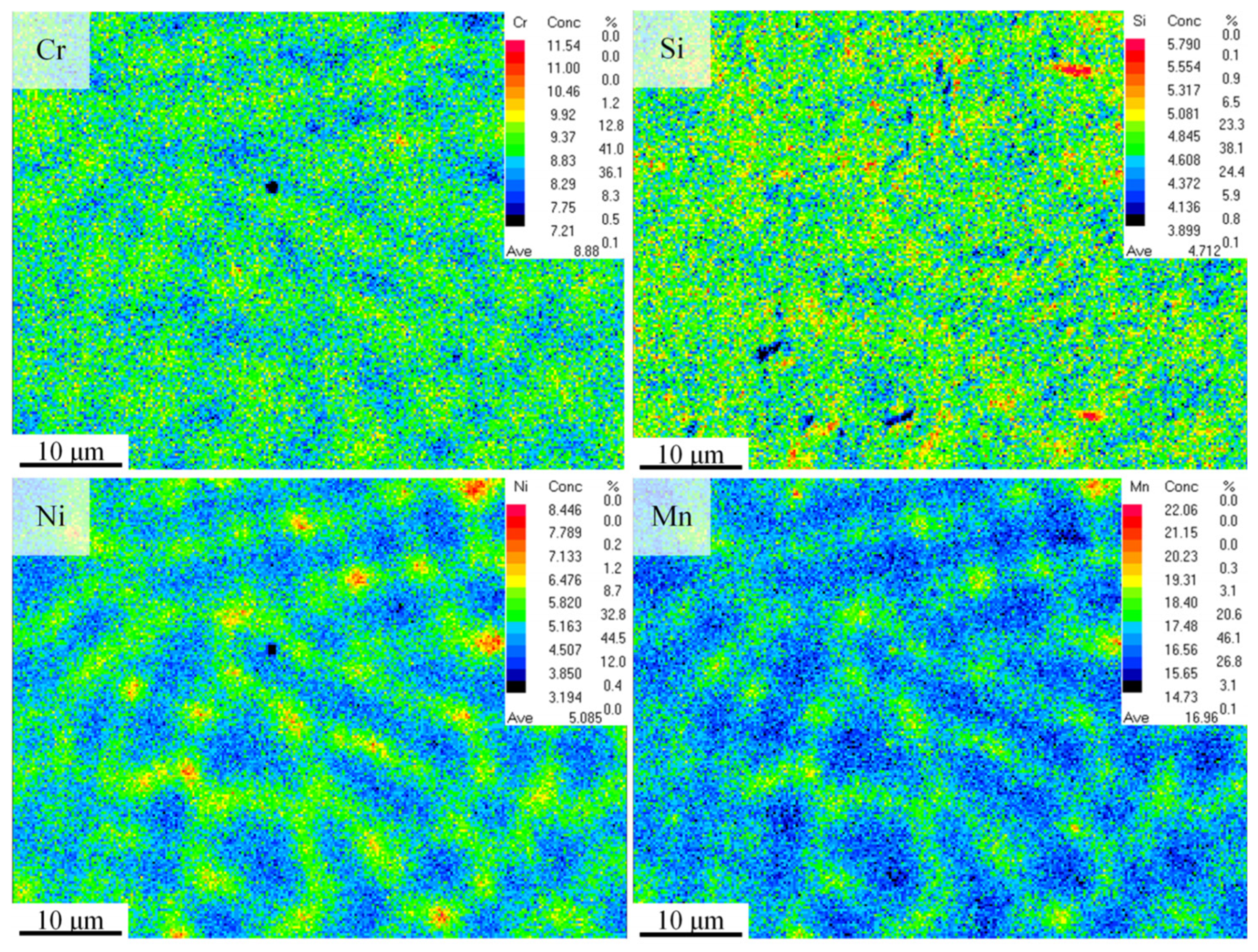
3.1. Microstructure and Phase Constituent
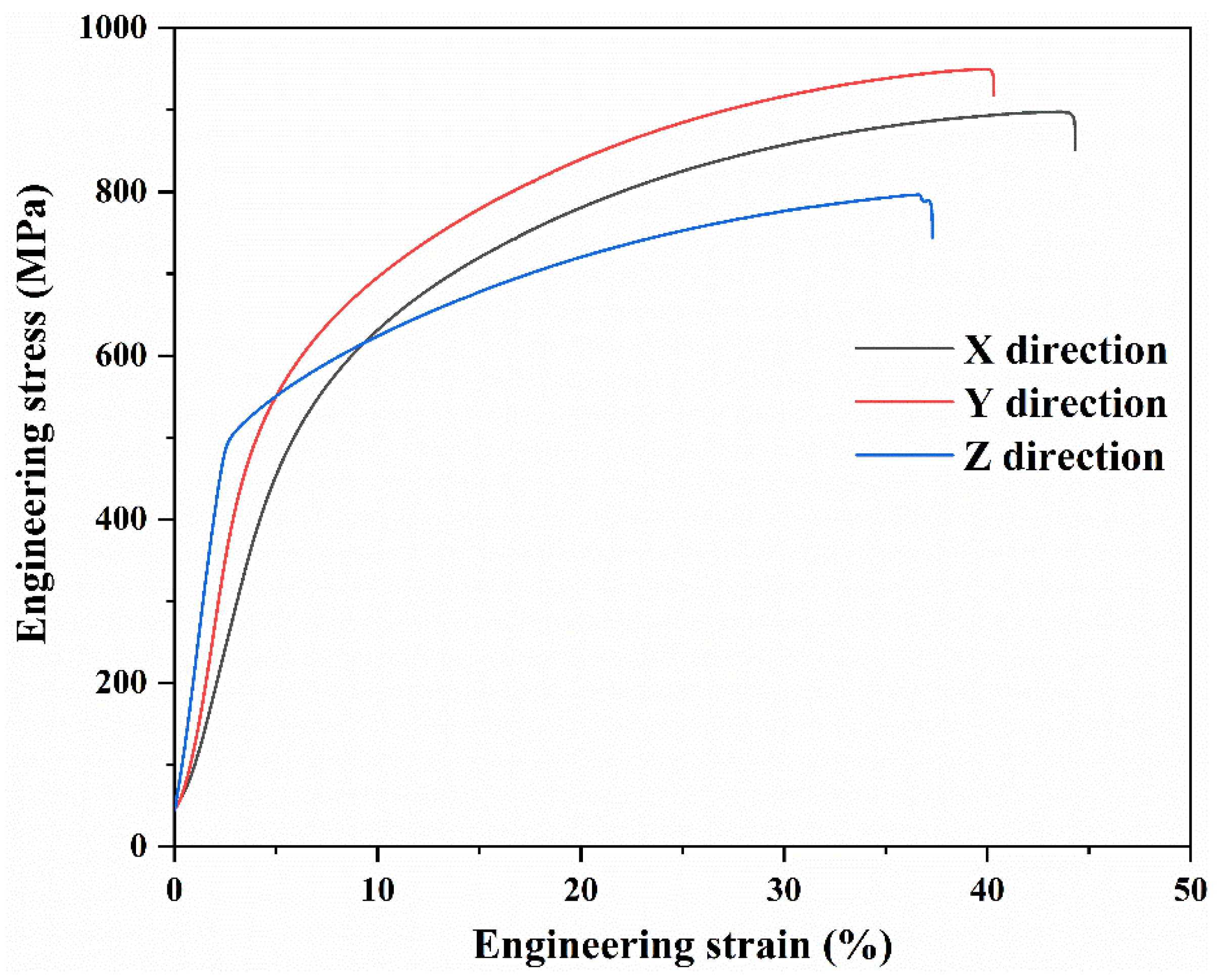
3.2. Mechanical and Shape Memory Properties
4. Conclusions
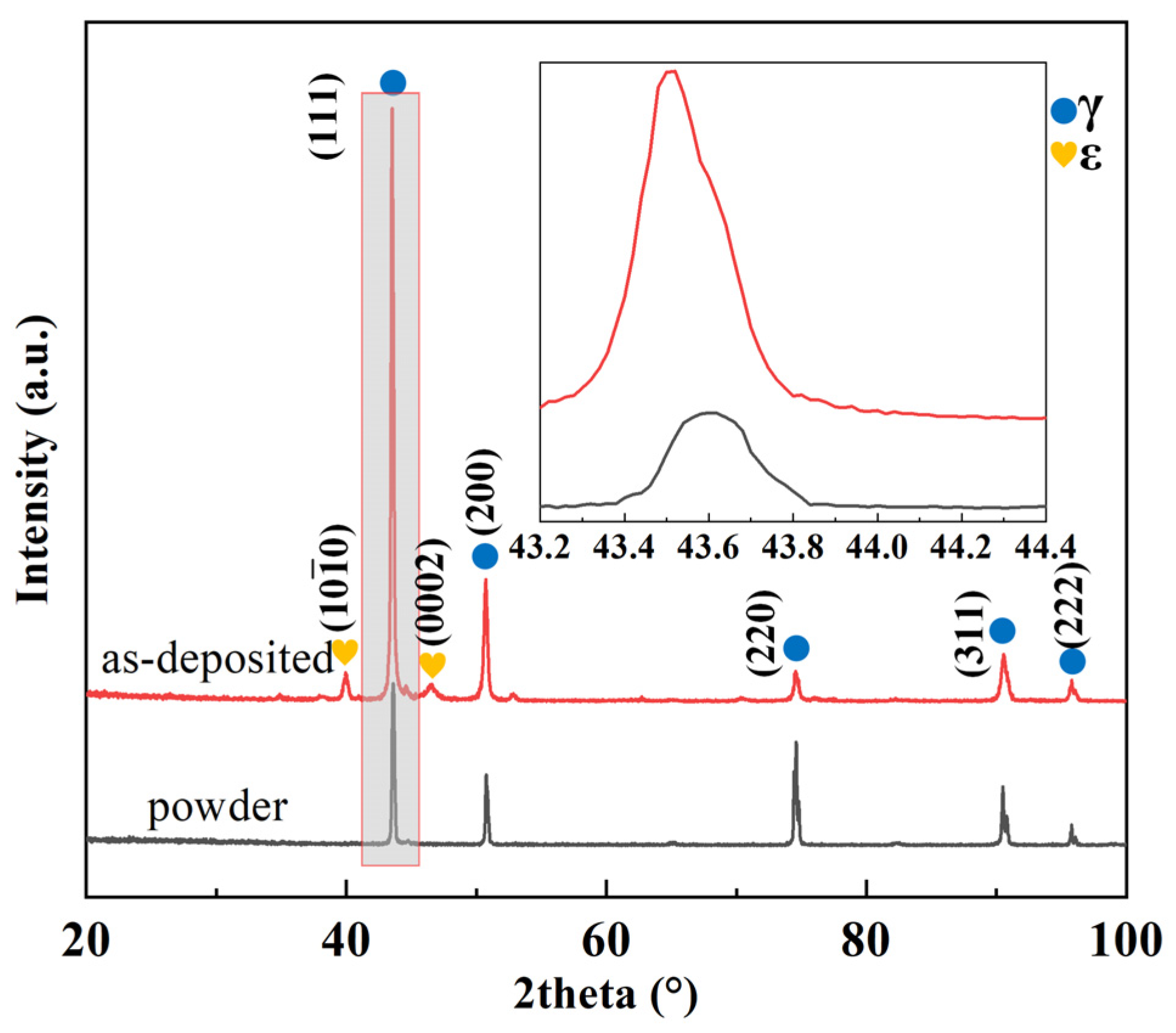
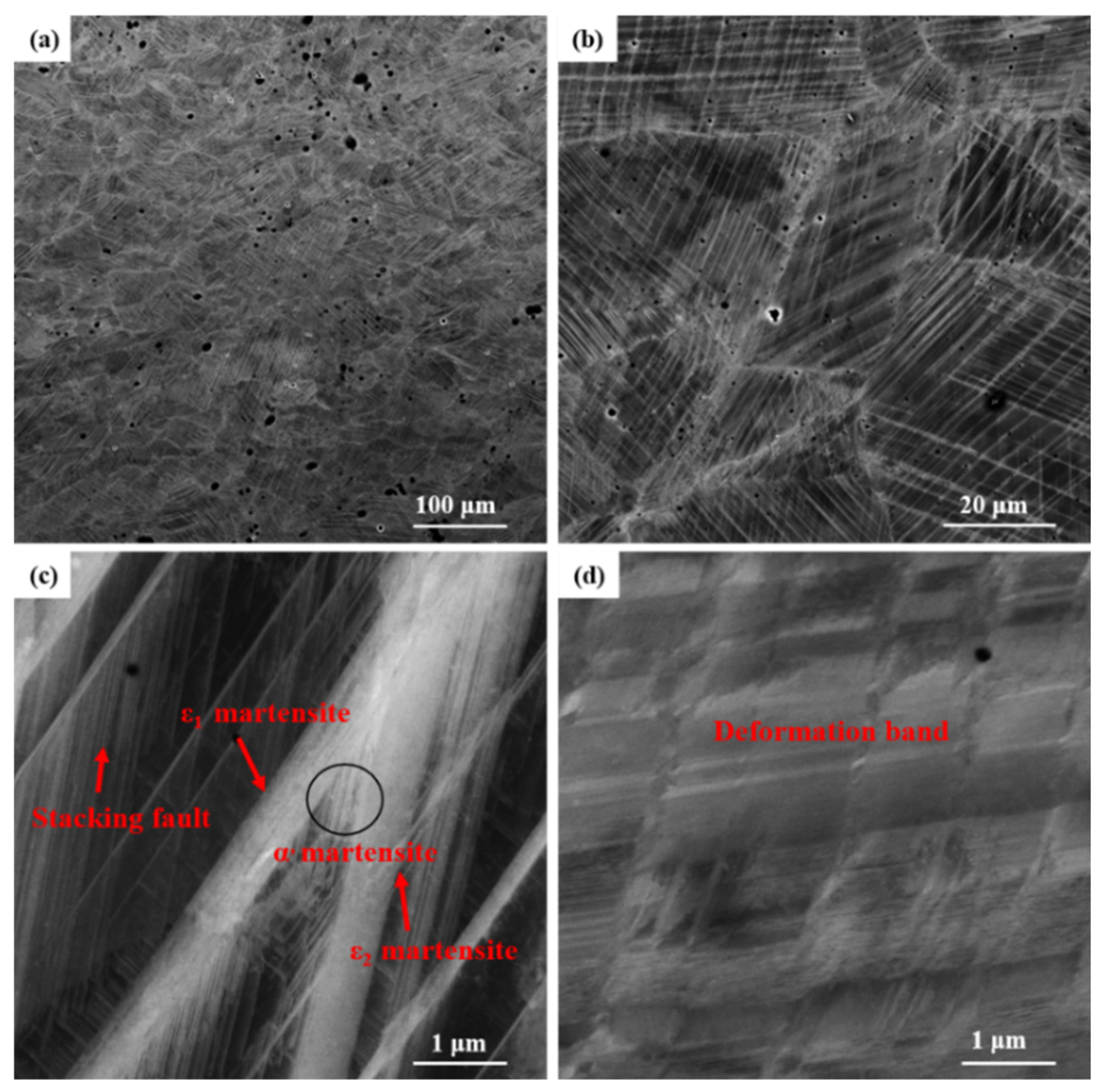
- The internal phase transformations of the alloy were meticulously analyzed. Upon tensile deformation, it was observed that the alloy underwent substantial structural changes; chiefly among these was the transformation from γ-austenite to ε-martensite and eventually to α′-martensite. These transformations play a pivotal role in the shape memory effects and overall mechanical performance.
- The microstructure of the alloy post-deformation was investigated, revealing a high volume of various martensitic structures and stacking faults, particularly within grains that have undergone significant deformation. The presence of these structures, especially the ε-martensite, which forms from stacking faults, was deemed crucial for the shape memory properties of the alloy.
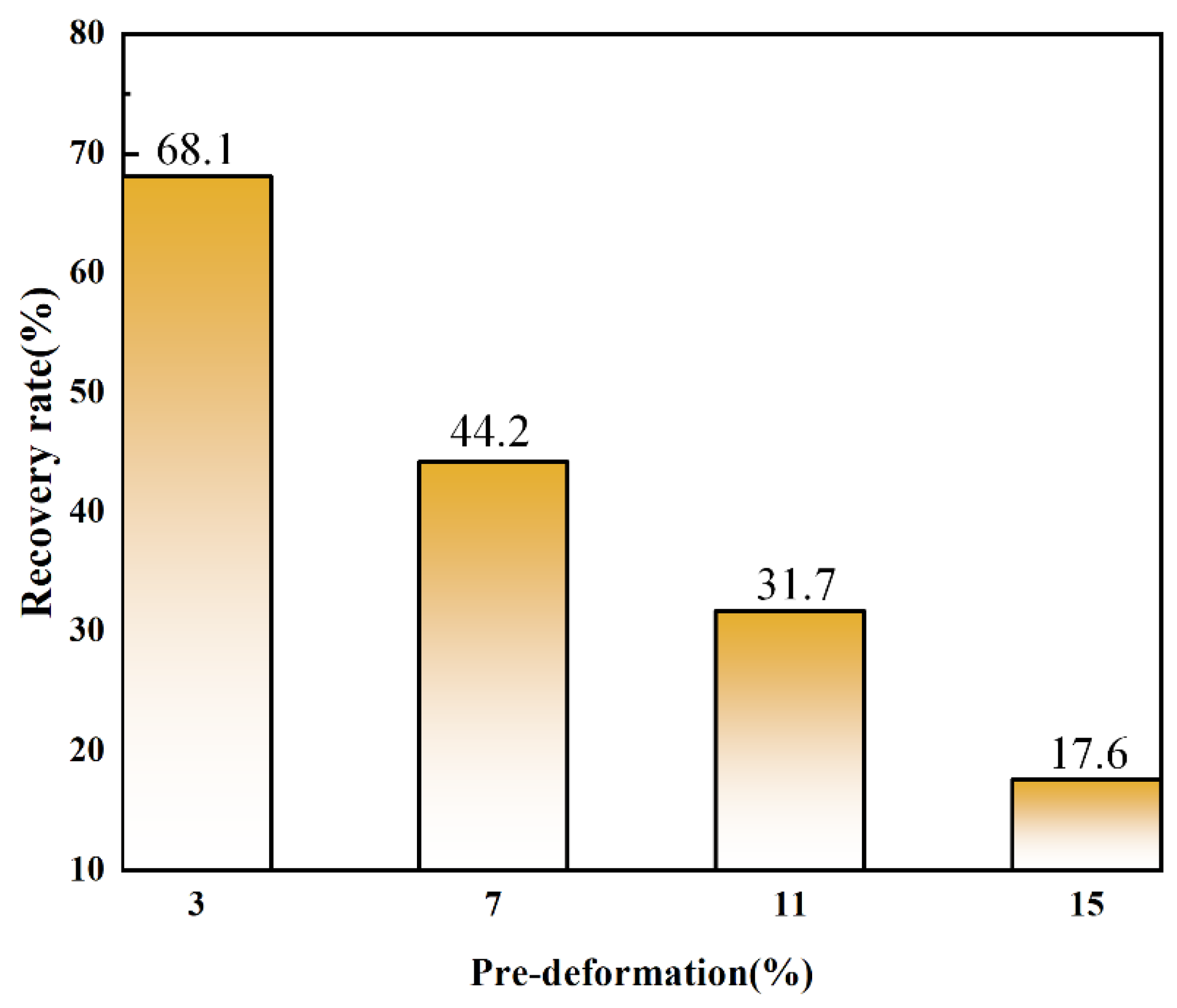
- Tensile testing yielded critical data on the shape memory effects of the alloy under various degrees of deformation. As deformation increased, the shape recovery rate diminished. However, notably, the LDED-formed Fe-Mn-Si-based shape memory alloy exhibited a maximum recoverable strain of 3.49% under a pre-deformation of 11%, a value superior to that of traditionally processed Fe-Mn-Si shape memory alloys.
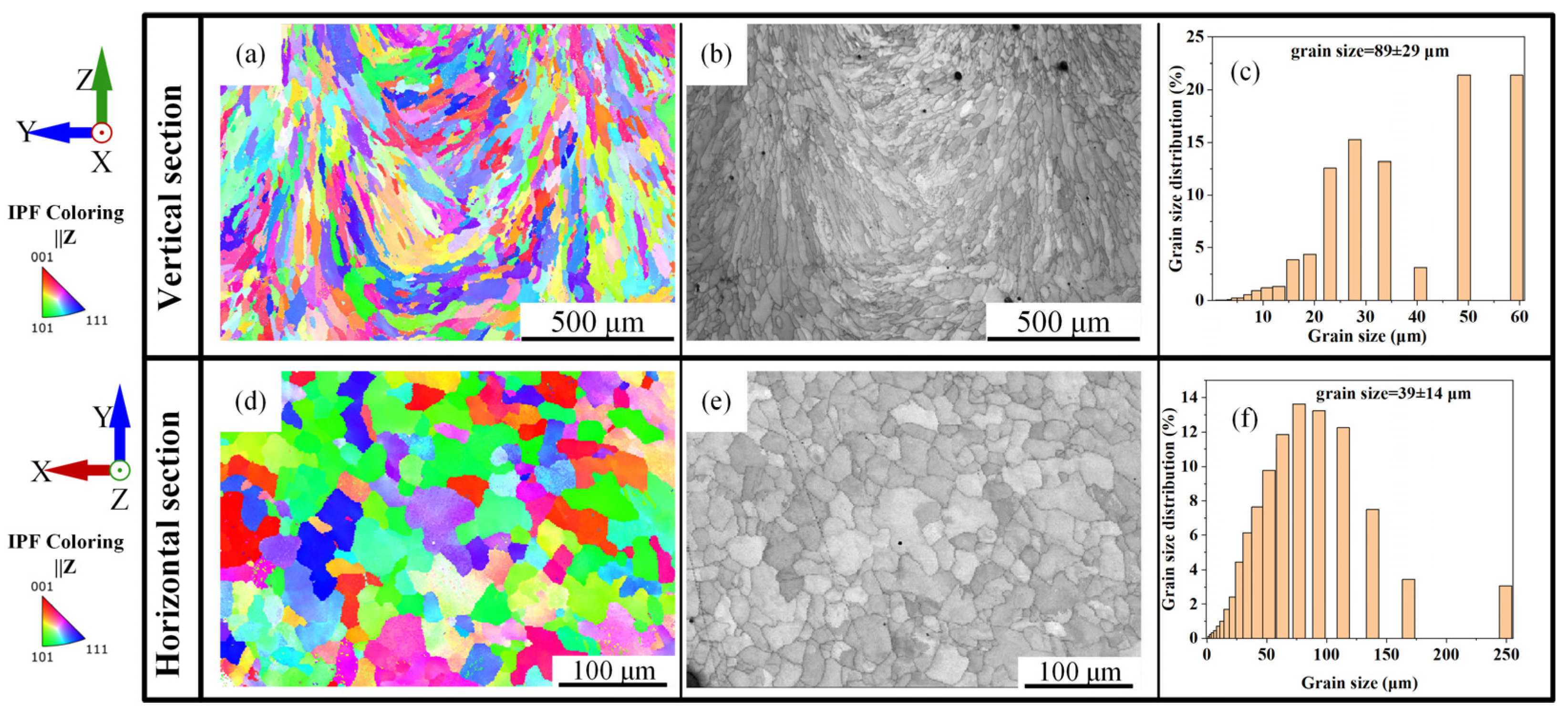
- The rapid cooling rate during the LDED process resulted in finer grains in the deposited alloy, subsequently increasing the critical stress required for dislocation slip according to the Hall–Petch relationship. This phenomenon makes the dislocation slip more challenging within the grains of the deposited alloy, thereby reducing irrecoverable deformation and enhancing the shape memory effect.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wei, S.; Zhang, J.; Zhang, L.; Zhang, Y.; Song, B.; Wang, X.; Fan, J.; Liu, Q.; Shi, Y. Laser powder bed fusion additive manufacturing of NiTi shape memory alloys: A review. Int. J. Extrem. Manuf. 2023, 5, 32001. [Google Scholar] [CrossRef]
- Alagha, A.N.; Hussain, S.; Zaki, W. Additive manufacturing of shape memory alloys: A review with emphasis on powder bed systems. Mater Des. 2021, 204, 109654. [Google Scholar] [CrossRef]
- Otsuka, K.; Ren, X. Physical metallurgy of Ti–Ni-based shape memory alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Lai, M.J.; Li, Y.J.; Lillpopp, L.; Ponge, D.; Will, S.; Raabe, D. On the origin of the improvement of shape memory effect by precipitating VC in Fe–Mn–Si-based shape memory alloys. Acta Mater. 2018, 155, 222–235. [Google Scholar] [CrossRef]
- Ferretto, I.; Borzì, A.; Kim, D.; Ventura, N.M.D.; Hosseini, E.; Lee, W.J.; Leinenbach, C. Control of microstructure and shape memory properties of a Fe-Mn-Si-based shape memory alloy during laser powder bed fusion. Addit. Manuf. Lett. 2022, 3, 100091. [Google Scholar] [CrossRef]
- Dong, Z.; Klotz, U.E.; Leinenbach, C.; Bergamini, A.; Czaderski, C.; Motavalli, M. A Novel Fe-Mn-Si Shape Memory Alloy with Improved Shape Recovery Properties by VC Precipitation. Adv. Eng. Mater. 2009, 11, 40–44. [Google Scholar] [CrossRef]
- Marinopoulou, E.; Katakalos, K. Thermomechanical Fatigue Testing on Fe-Mn-Si Shape Memory Alloys in Prestress Conditions. Materials 2022, 16, 237. [Google Scholar] [CrossRef] [PubMed]
- Qiang, X.; Chen, L.; Jiang, X. Achievements and Perspectives on Fe-Based Shape Memory Alloys for Rehabilitation of Reinforced Concrete Bridges: An Overview. Materials 2022, 15, 8089. [Google Scholar] [CrossRef]
- Xu, Z.; Hodgson, M.A.; Cao, P. A comparative study of powder metallurgical (PM) and wrought Fe–Mn–Si alloys. Mater. Sci. Eng. A 2015, 630, 116–124. [Google Scholar] [CrossRef]
- Otsuka, H.; Yamada, H.; Maruyama, T.; Tanahashi, H.; Matsuda, S.; Murakami, M. Effects of alloying additions on Fe-Mn-Si shape memory alloys. ISIJ Int. 1990, 30, 674–679. [Google Scholar] [CrossRef]
- Ferretto, I.; Kim, D.; Mohri, M.; Ghafoori, E.; Lee, W.; Leinenbach, C. Shape recovery performance of a (V, C)-containing Fe–Mn–Si–Ni–Cr shape memory alloy fabricated by laser powder bed fusion. J. Mater. Res. Technol. 2022, 20, 3969–3984. [Google Scholar] [CrossRef]
- Mohri, M.; Ferretto, I.; Leinenbach, C.; Kim, D.; Lignos, D.G.; Ghafoori, E. Effect of thermomechanical treatment and microstructure on pseudo-elastic behavior of Fe–Mn–Si–Cr–Ni-(V, C) shape memory alloy. Mater. Sci. Eng. A 2022, 855, 143917. [Google Scholar] [CrossRef]
- Zhang, T.; Liu, C.-T. Design of titanium alloys by additive manufacturing: A critical review. Adv. Powder Mater. 2022, 1, 100014. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Zhu, Y.; Wu, X.; Huang, A. Review of high-strength aluminium alloys for additive manufacturing by laser powder bed fusion. Mater Des. 2022, 219, 110779. [Google Scholar] [CrossRef]
- Yin, Y.; Tan, Q.; Bermingham, M.; Mo, N.; Zhang, J.; Zhang, M.-X. Laser additive manufacturing of steels. Int. Mater. Rev. 2022, 67, 487–573. [Google Scholar] [CrossRef]
- Sanchez, S.; Smith, P.; Xu, Z.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.A.; Chen, H.; Clare, A.T. Powder Bed Fusion of nickel-based superalloys: A review. Int. J. Mach. Tools Manuf. 2021, 165, 103729. [Google Scholar] [CrossRef]
- Niu, P.; Li, R.; Fan, Z.; Cao, P.; Zheng, D.; Wang, M.; Deng, C.; Yuan, T. Inhibiting cracking and improving strength for additive manufactured AlxCoCrFeNi high entropy alloy via changing crystal structure from BCC-to-FCC. Addit. Manuf. 2023, 71, 103584. [Google Scholar]
- Ferretto, I.; Kim, D.; Della Ventura, N.M.; Shahverdi, M.; Lee, W.; Leinenbach, C. Laser powder bed fusion of a Fe–Mn–Si shape memory alloy. Addit. Manuf. 2021, 46, 102071. [Google Scholar] [CrossRef]
- Kim, D.; Ferretto, I.; Jeon, J.B.; Leinenbach, C.; Lee, W. Formation of metastable bcc-δ phase and its transformation to fcc-γ in laser powder bed fusion of Fe–Mn–Si shape memory alloy. J. Mater. Res. Technol. 2021, 14, 2782–2788. [Google Scholar] [CrossRef]
- Ferretto, I.; Kim, D.; Lee, W.J.; Hosseini, E.; della Ventura, N.M.; Sharma, A.; Sofras, C.; Capek, J.; Polatidis, E.; Leinenbach, C. Shape memory and mechanical properties of a Fe-Mn-Si-based shape memory alloy: Effect of crystallographic texture generated during additive manufacturing. Mater. Des. 2023, 229, 111928. [Google Scholar] [CrossRef]
- Sawaguchi, T.; Kikuchi, T.; Ogawa, K.; Kajiwara, S.; Ikeo, Y.; Kojima, M.; Ogawa, T. Development of prestressed concrete using Fe–Mn–Si-based shape memory alloys containing NbC. Mater. Trans. 2006, 47, 580–583. [Google Scholar] [CrossRef]
- Nikulin, I.; Sawaguchi, T.; Kushibe, A.; Inoue, Y.; Otsuka, H.; Tsuzaki, K. Effect of strain amplitude on the low-cycle fatigue behavior of a new Fe–15Mn–10Cr–8Ni–4Si seismic damping alloy. Int. J. Fatigue 2016, 88, 132–141. [Google Scholar] [CrossRef]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Li, Z.; Sui, S.; Ma, X.; Tan, H.; Zhong, C.; Bi, G.; Clare, A.T.; Gasser, A.; Chen, J. High deposition rate powder- and wire-based laser directed energy deposition of metallic materials: A review. Int. J. Mach. Tools Manuf. 2022, 181, 103942. [Google Scholar] [CrossRef]
- Niu, P.; Li, R.; Fan, Z.; Yuan, T.; Zhang, Z. Additive manufacturing of TRIP-assisted dual-phases Fe50Mn30Co10Cr10 high-entropy alloy: Microstructure evolution, mechanical properties and deformation mechanisms. Mater. Sci. Eng. A 2021, 814, 141264. [Google Scholar] [CrossRef]
- Liu, P.; Wang, Z.; Xiao, Y.; Horstemeyer, M.F.; Cui, X.; Chen, L. Insight into the mechanisms of columnar to equiaxed grain transition during metallic additive manufacturing. Addit. Manuf. 2019, 26, 22–29. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Kang, J.; Li, R.; Zheng, D.; Wu, H.; Wang, M.; Niu, P.; Li, J.; Liu, X.; Lai, D.; Yuan, T. Unconventional precipitation and martensitic transformation behaviour of Ni-rich NiTi alloy fabricated via laser-directed energy deposition. Virtual Phys. Prototyp. 2023, 18, e2231415. [Google Scholar] [CrossRef]
- Ju, H.; Lin, C.; Liu, Z.; Zhang, J. Study of in-situ formation of Fe-Mn-Si shape memory alloy welding seam by laser welding with filler powder. Opt. Laser Technol. 2018, 104, 65–72. [Google Scholar] [CrossRef]
- Kurz, W.; Giovanola, B.; Trivedi, R. Theory of microstructural development during rapid solidification. Acta Metall. 1986, 34, 823–830. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Messina, L.; Schuler, T.; Nastar, M.; Marinica, M.-C.; Olsson, P. Solute diffusion by self-interstitial defects and radiation-induced segregation in ferritic Fe–X (X=Cr, Cu, Mn, Ni, P, Si) dilute alloys. Acta Mater. 2020, 191, 166–185. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Yadroitsev, I.; Baker, I.; Yadroitsava, I. Manufacturing of intermetallic Mn-46% Al by laser powder bed fusion. Procedia Cirp 2018, 74, 64–67. [Google Scholar] [CrossRef]
- Jiang, B.; Qi, X.; Yang, S.; Zhou, W.; Hsu, T. Effect of stacking fault probability on γ–ε martensitic transformation and shape memory effect in Fe–Mn–Si based alloys. Acta Mater. 1998, 46, 501–510. [Google Scholar] [CrossRef]
- Chen, J.; Peng, H.; Yang, Q.; Wang, S.; Song, F.; Wen, Y. Effect of carbon content on shape memory effect of Fe-Mn-Si-Cr-Ni-based alloys at different deformation temperatures. Mater. Sci. Eng. A 2016, 677, 133–139. [Google Scholar] [CrossRef]
- Sawaguchi, T.; Nikulin, I.; Ogawa, K.; Sekido, K.; Takamori, S.; Maruyama, T.; Chiba, Y.; Kushibe, A.; Inoue, Y.; Tsuzaki, K. Designing Fe–Mn–Si alloys with improved low-cycle fatigue lives. Scr. Mater. 2015, 99, 49–52. [Google Scholar] [CrossRef]
- Jiang, S.; Wang, Y.; Zhang, Y.; Xing, X. Role of stacking faults in martensite transformation of FeMnSiCrNi shape memory alloy subjected to plastic deformation at high temperatures. Intermetallics 2020, 124, 106841. [Google Scholar] [CrossRef]
- Druker, A.; Vermaut, P.; Malarría, J. The shape recovery conditions for Fe–Mn–Si alloys: An interplay between martensitic transformation and plasticity. Mater. Charact. 2018, 139, 319–327. [Google Scholar] [CrossRef]
- Druker, A.; Baruj, A.; Malarría, J. Effect of rolling conditions on the structure and shape memory properties of Fe–Mn–Si alloys. Mater. Charact. 2010, 61, 603–612. [Google Scholar] [CrossRef]
- Verbeken, K.; Van Caenegem, N.; Verhaege, M. Quantification of the amount of ɛ martensite in a Fe–Mn–Si–Cr–Ni shape memory alloy by means of electron backscatter diffraction. Mater. Sci. Eng. A 2008, 481, 471–475. [Google Scholar] [CrossRef]
- Niendorf, T.; Wegener, T.; Li, Z.; Raabe, D. Unexpected cyclic stress-strain response of dual-phase high-entropy alloys induced by partial reversibility of deformation. Scr. Mater. 2018, 143, 63–67. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Mn | Si | Ni | Cr |
|---|---|---|---|---|---|
| Concentration (wt%) | 60.8 | 20.0 | 5.5 | 4.9 | 8.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, B.; Yao, C.; Kang, J.; Li, R.; Niu, P. Laser-Directed Energy Deposition of Fe-Mn-Si-Based Shape Memory Alloy: Microstructure, Mechanical Properties, and Shape Memory Properties. Materials 2024, 17, 131. https://doi.org/10.3390/ma17010131
Liu B, Yao C, Kang J, Li R, Niu P. Laser-Directed Energy Deposition of Fe-Mn-Si-Based Shape Memory Alloy: Microstructure, Mechanical Properties, and Shape Memory Properties. Materials. 2024; 17(1):131. https://doi.org/10.3390/ma17010131
Chicago/Turabian StyleLiu, Bing, Cong Yao, Jingtao Kang, Ruidi Li, and Pengda Niu. 2024. "Laser-Directed Energy Deposition of Fe-Mn-Si-Based Shape Memory Alloy: Microstructure, Mechanical Properties, and Shape Memory Properties" Materials 17, no. 1: 131. https://doi.org/10.3390/ma17010131
APA StyleLiu, B., Yao, C., Kang, J., Li, R., & Niu, P. (2024). Laser-Directed Energy Deposition of Fe-Mn-Si-Based Shape Memory Alloy: Microstructure, Mechanical Properties, and Shape Memory Properties. Materials, 17(1), 131. https://doi.org/10.3390/ma17010131