
Selective Laser Melting Additive Manufactured Tantalum: Effect of Microstructure and Impurities on the Strengthening-Toughing Mechanism



Abstract
1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|
| Powder metallurgy [10] | 310 | 30 |
| Hot isostatic pressing [20] | 415–747 | 27–43 |
| Electron beam melted [10] | 205 | 40 |
| Cold-rolled [14] | 265 | 62 |
| Annealed [10] | 200–390 | 20–50 |
| Wrought [1] | 178 | 21 |
| Laser melting deposition [15] | 400–480 | 14–16 |
| SLM [10,19] | 600–750 | 1–3 |
2. Materials and Experimental Procedures
2.1. Materials
2.2. SLM Process
2.3. Microstructural Characterization and Mechanical Properties
3. Results
3.1. Density
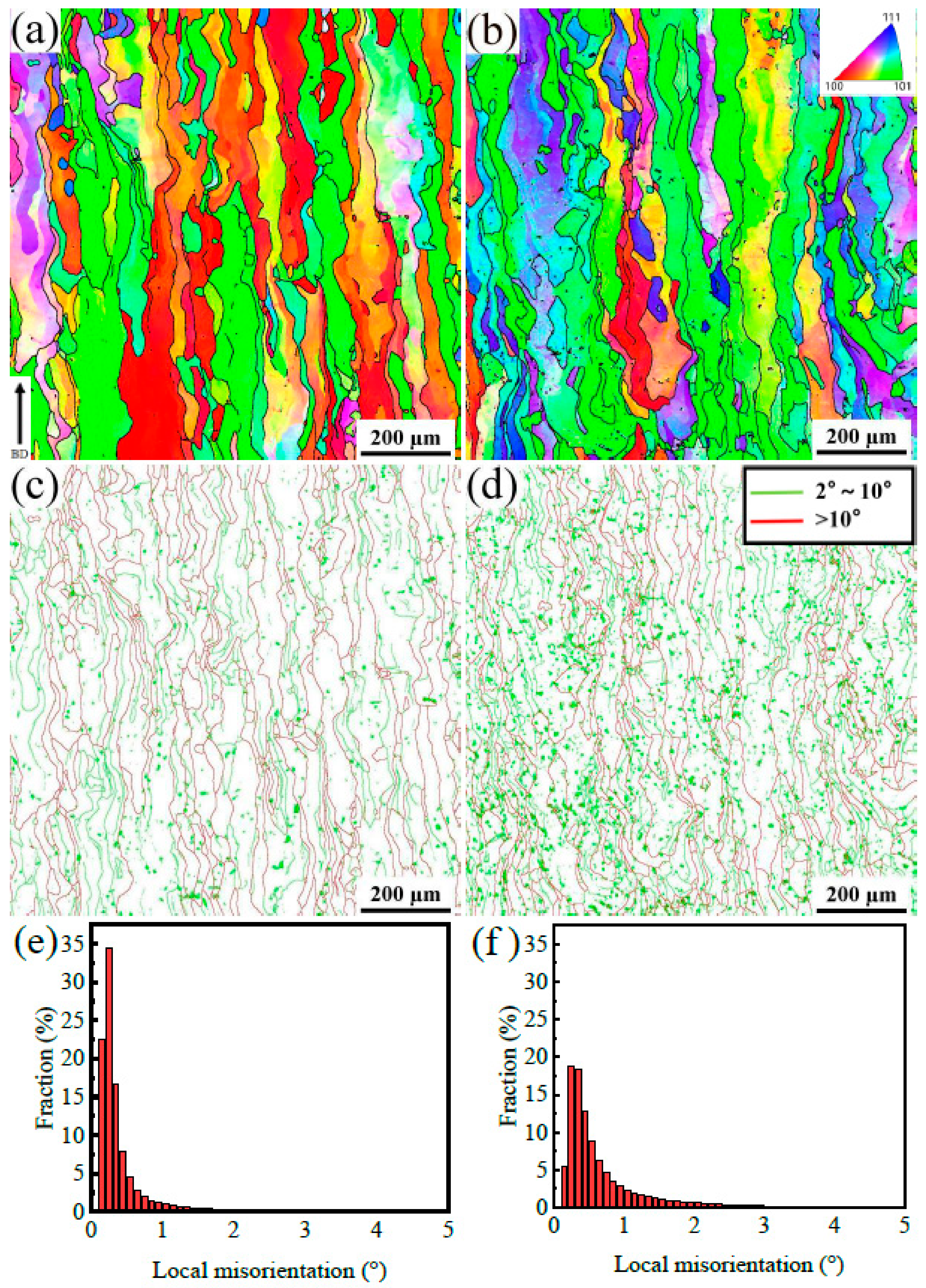
3.2. Microstructure
3.3. Chemical Composition Content
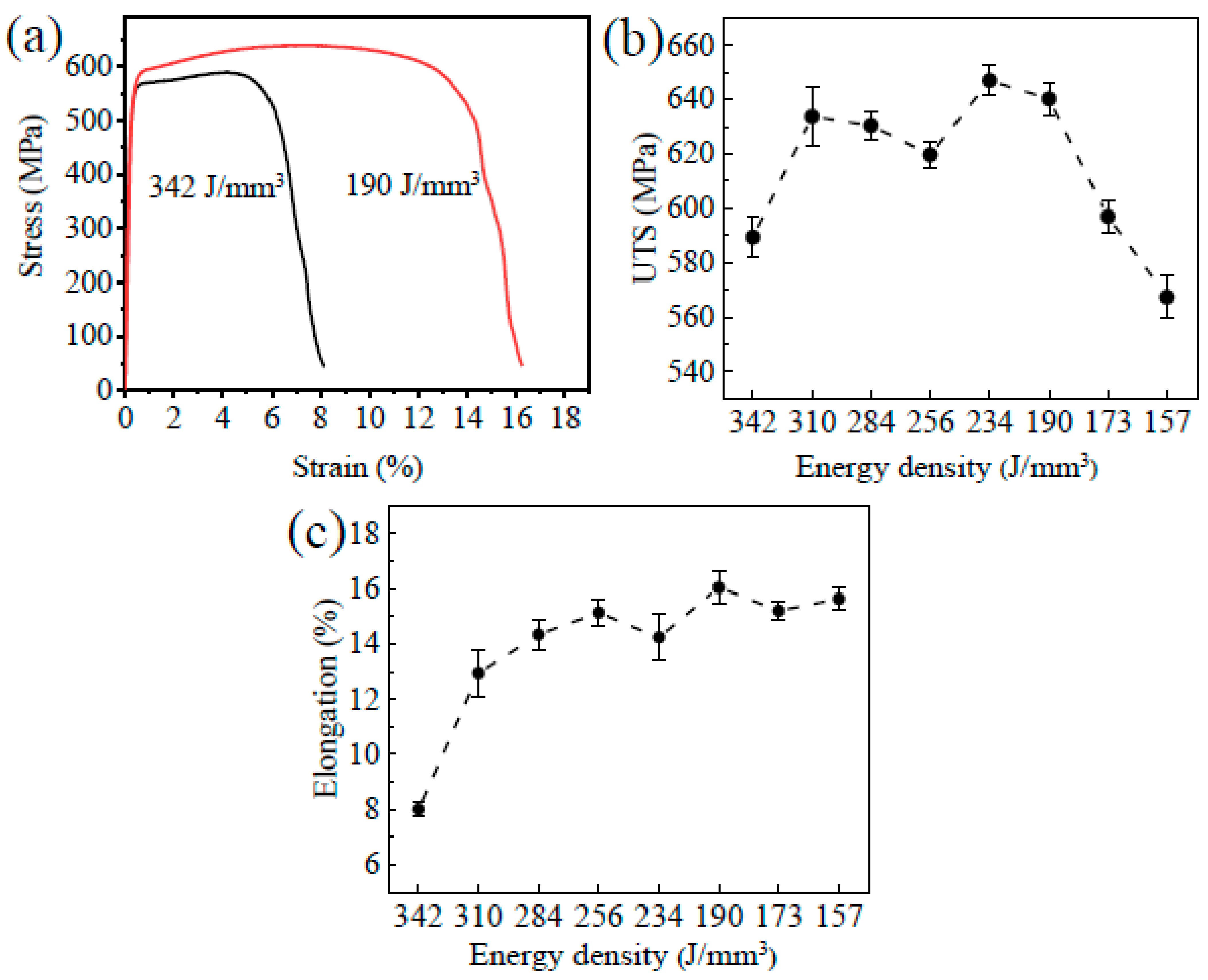
3.4. Mechanical Properties
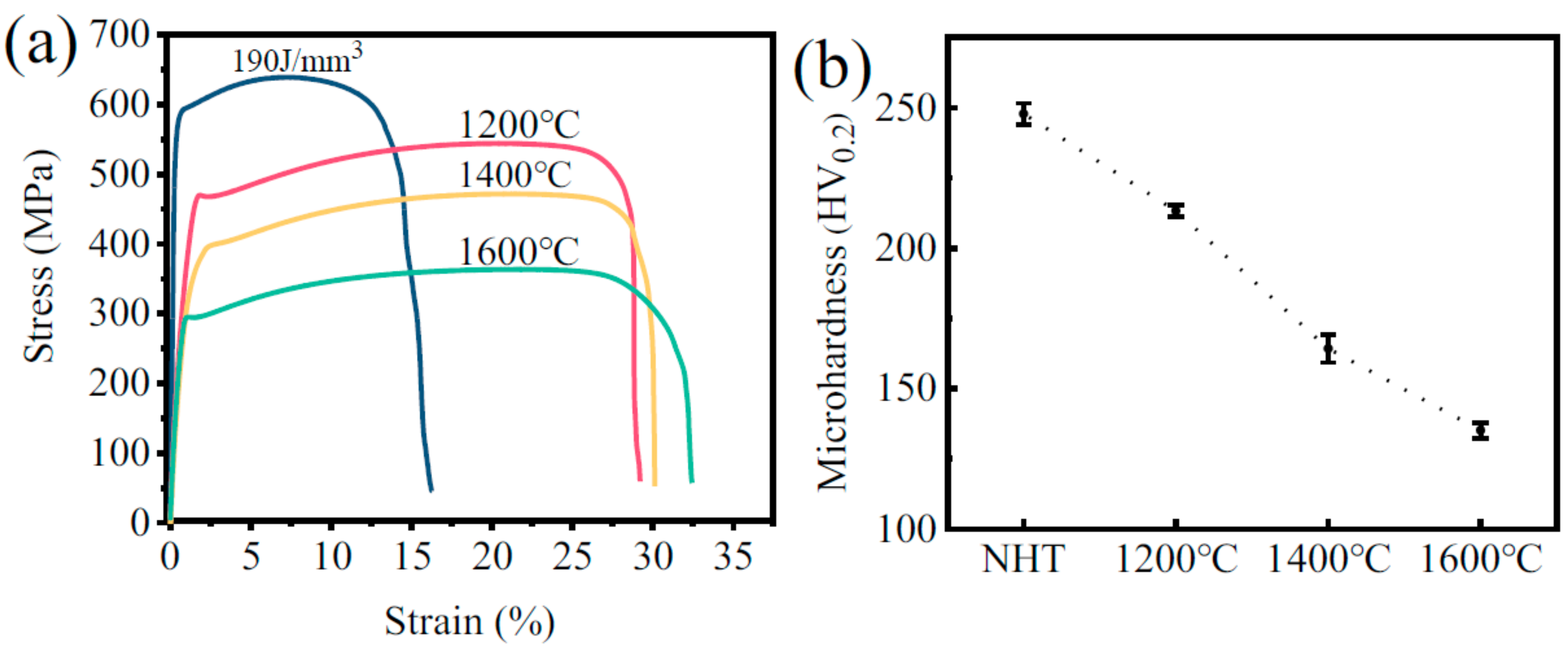
3.5. Vacuum Heat Treatment Process
4. Discussion
4.1. The Effect of Microstructure on Mechanical Properties
4.2. The Effect of Oxygen and Nitrogen Content on Mechanical Properties
4.3. The Effect of Vacuum Heat Treatments on Mechanical Properties
5. Conclusions
- (1)
- Pure tantalum with a relative density as high as 99.9% was fabricated by selective laser melting additive manufacturing technology. The content of pore defects and oxygen-nitrogen impurities significantly decreased as the energy density decreased from 342 J/mm3 to 190 J/mm3, leading to an increment in the fractured elongation by about 100%.
- (2)
- The ratio of oxygen and nitrogen impurities in SLMed tantalum was about 3:1, meaning that oxygen impurities were the major impurities. The oxygen impurities mainly result from tantalum powders, while most nitrogen impurities are from the chemical reaction between the molten liquid tantalum and nitrogen in the forming chamber atmosphere. The fractured elongation of SLMed tantalum is more sensitive to nitrogen impurities than oxygen. The oxygen-nitrogen solid solution significantly enhances the microhardness of SLMed tantalum, with the energy density being 190 J/mm3. However, the oxygen-nitrogen solid solution strengthening is weak due to the oxygen segregation at the grain boundaries, with the energy density being 310 J/mm3.
- (3)
- The proportion of the <110> texture decreases after vacuum heat treatments with the temperature being higher than 1200 °C. Moreover, the densities of dislocations and small-angle grain boundaries are significantly reduced. The fractured elongation of SLMed tantalum prepared at 190 J/mm3 increases to 28%, and the strength decreases by about 14% after vacuum heat treatment at 1200 °C.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Levin, Z.S.; Wang, X.; Kaynak, M.; Karaman, I.; Hartwig, K.T. Strength and Ductility of Powder Consolidated Ultrafine-Grain Tantalum. Int. J. Refract. Met. Hard Mater. 2019, 80, 73–84. [Google Scholar] [CrossRef]
- Pathote, D.; Kumari, P.; Singh, V.; Jaiswal, D.; Gautam, R.K.; Behera, C.K. Biocompatibility Evaluation, Wettability, and Scratch Behavior of Ta-Coated 316L Stainless Steel by Dc Magnetron Sputtering for the Orthopedic Applications. Surf. Coat. Technol. 2023, 459, 129392. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z. Investigation of Abs–Oil Palm Fiber (Elaeis Guineensis) Composites Filament as Feedstock for Fused Deposition Modeling. Rapid Prototyp. J. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Awad, A.; Fina, F.; Goyanes, A.; Gaisford, S.; Basit, A.W. Advances in Powder Bed Fusion 3D Printing in Drug Delivery and Healthcare. Adv. Drug Deliv. Rev. 2021, 174, 406–424. [Google Scholar] [CrossRef]
- Lau, K.; Mohammad Taha, M.; Abd Rashid, N.H.; Manogaran, D.; Ahmad, M.N. Effect of Hbn Fillers on Rheology Property and Surface Microstructure of Abs Extrudate. J. Teknol. 2022, 84, 175–182. [Google Scholar] [CrossRef]
- Larimian, T.; Kannan, M.; Grzesiak, D.; AlMangour, B.; Borkar, T. Effect of Energy Density and Scanning Strategy on Densification, Microstructure and Mechanical Properties of 316L Stainless Steel Processed Via Selective Laser Melting. Mater. Sci. Eng. A 2020, 770, 138455. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, B.; Wen, Y.; Chen, G.; Wang, Y.; Wang, P.; Qu, X. A Comprehensive Study of Tantalum Powder Preparation for Additive Manufacturing. Appl. Surf. Sci. 2022, 593, 153357. [Google Scholar] [CrossRef]
- Revilla, R.I.; Van Calster, M.; Raes, M.; Arroud, G.; Andreatta, F.; Pyl, L.; Guillaume, P.; De Graeve, I. Microstructure and Corrosion Behavior of 316L Stainless Steel Prepared Using Different Additive Manufacturing Methods: A Comparative Study Bringing Insights Into the Impact of Microstructure On their Passivity. Corros. Sci. 2020, 176, 108914. [Google Scholar] [CrossRef]
- Livescu, V.; Knapp, C.M.; Gray, G.T.; Martinez, R.M.; Morrow, B.M.; Ndefru, B.G. Additively Manufactured Tantalum Microstructures. Materialia 2018, 1, 15–24. [Google Scholar] [CrossRef]
- Zhou, L.; Yuan, T.; Li, R.; Tang, J.; Wang, G.; Guo, K. Selective Laser Melting of Pure Tantalum: Densification, Microstructure and Mechanical Behaviors. Mater. Sci. Eng. A 2017, 707, 443–451. [Google Scholar] [CrossRef]
- Wang, J.; Wang, F.; Wu, X.; Xu, Z.; Yang, X. Orientation-Induced Anisotropy of Plasticity and Damage Behavior in Monocrystalline Tantalum Under Shock Compression. Vacuum 2023, 207, 111679. [Google Scholar] [CrossRef]
- Song, C.; Deng, Z.; Zou, Z.; Liu, L.; Xu, K.; Yang, Y. Pure Tantalum Manufactured by Laser Powder Bed Fusion: Influence of Scanning Speed On the Evolution of Microstructure and Mechanical Properties. Int. J. Refract. Met. Hard Mater. 2022, 107, 105882. [Google Scholar] [CrossRef]
- Thijs, L.; Montero Sistiaga, M.L.; Wauthle, R.; Xie, Q.; Kruth, J.; Van Humbeeck, J. Strong Morphological and Crystallographic Texture and Resulting Yield Strength Anisotropy in Selective Laser Melted Tantalum. Acta Mater. 2013, 61, 4657–4668. [Google Scholar] [CrossRef]
- Marinelli, G.; Martina, F.; Ganguly, S.; Williams, S. Microstructure, Hardness and Mechanical Properties of Two Different Unalloyed Tantalum Wires Deposited Via Wire + Arc Additive Manufacture. Int. J. Refract. Met. Hard Mater. 2019, 83, 104974. [Google Scholar] [CrossRef]
- Guan, B.; Xu, M.; Yang, X.; Zhou, Y.; Li, C.; Ji, Y.; Liu, X.; Li, J.; Wang, D.; Tang, J.; et al. Microstructure and Strengthening Mechanisms of Tantalum Prepared Using Laser Melting Deposition. Int. J. Refract. Met. Hard Mater. 2022, 103, 105773. [Google Scholar] [CrossRef]
- Chicos, L.; Zaharia, S.M.; Lancea, C.; Pop, M.A.; Cañadas, I.; Rodríguez, J.; Galindo, J. Concentrated Solar Energy Used for Heat Treatment of Ti6Al4V Alloy Manufactured by Selective Laser Melting. Sol. Energy 2018, 173, 76–88. [Google Scholar] [CrossRef]
- Chicos, L.; Zaharia, S.M.; Cempura, G.; Kruk, A.; Lech, S.; Kryshtal, O.; Ziętara, M.; Michta, G.; Rodríguez, J.; Cosnita, M.; et al. Effect of Concentrated Solar Energy On Microstructure Evolution of Selective Laser Melted Ti-6Al-4V Alloy. Int. J. Adv. Manuf. Technol. 2022, 118, 3183–3207. [Google Scholar] [CrossRef]
- Alaei, M.; Borhani, G.H.; Bakhshi, S.R.; Sheikh, H. Investigation On Microstructure and High Strain Rate Behaviour of Pure Tantalum Prepared by Hot Press and Subsequent Annealing Treatment. Powder Metall. 2019, 62, 162–168. [Google Scholar] [CrossRef]
- Zhou, L.; Chen, J.; Li, C.; He, J.; Li, W.; Yuan, T.; Li, R. Microstructure Tailoring to Enhance Strength and Ductility in Pure Tantalum Processed by Selective Laser Melting. Mater. Sci. Eng. A 2020, 785, 139352. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, E.; Noh, J.; Lee, S.H.; Kwon, Y.; Oh, I.S. Fabrication and Mechanical Properties of Powder Metallurgy Tantalum Prepared by Hot Isostatic Pressing. Int. J. Refract. Met. Hard Mater. 2015, 48, 211–216. [Google Scholar] [CrossRef]
- Leicht, A.; Yu, C.H.; Luzin, V.; Klement, U.; Hryha, E. Effect of Scan Rotation On the Microstructure Development and Mechanical Properties of 316L Parts Produced by Laser Powder Bed Fusion. Mater. Charact. 2020, 163, 110309. [Google Scholar] [CrossRef]
- Nadammal, N.; Mishurova, T.; Fritsch, T.; Serrano-Munoz, I.; Kromm, A.; Haberland, C.; Portella, P.D.; Bruno, G. Critical Role of Scan Strategies On the Development of Microstructure, Texture, and Residual Stresses during Laser Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2021, 38, 101792. [Google Scholar] [CrossRef]
- Mishurova, T.; Artzt, K.; Haubrich, J.; Requena, G.; Bruno, G. New Aspects About the Search for the Most Relevant Parameters Optimizing Slm Materials. Addit. Manuf. 2019, 25, 325–334. [Google Scholar] [CrossRef]
- Ma, Y.; Zhang, H.; He, L.; Yang, L.; Men, Z. Influence of Laser Power on the High-Temperature Creep Rupture Life of 304 L Stainless Steel Manufactured by Selective Laser Melting. Vacuum 2023, 211, 111957. [Google Scholar] [CrossRef]
- Choo, H.; Sham, K.; Bohling, J.; Ngo, A.; Xiao, X.; Ren, Y.; Depond, P.J.; Matthews, M.J.; Garlea, E. Effect of Laser Power on Defect, Texture, and Microstructure of a Laser Powder Bed Fusion Processed 316L Stainless Steel. Mater. Des. 2019, 164, 107534. [Google Scholar] [CrossRef]
- Xue, L.; Atli, K.C.; Zhang, C.; Hite, N.; Srivastava, A.; Leff, A.C.; Wilson, A.A.; Sharar, D.J.; Elwany, A.; Arroyave, R.; et al. Laser Powder Bed Fusion of Defect-Free Niti Shape Memory Alloy Parts with Superior Tensile Superelasticity. Acta Mater. 2022, 229, 117781. [Google Scholar] [CrossRef]
- Leicht, A.; Rashidi, M.; Klement, U.; Hryha, E. Effect of Process Parameters on the Microstructure, Tensile Strength and Productivity of 316L Parts Produced by Laser Powder Bed Fusion. Mater. Charact. 2020, 159, 110016. [Google Scholar] [CrossRef]
- Guo, M.; Gu, D.; Xi, L.; Zhang, H.; Zhang, J.; Yang, J.; Wang, R. Selective Laser Melting Additive Manufacturing of Pure Tungsten: Role of Volumetric Energy Density on Densification, Microstructure and Mechanical Properties. Int. J. Refract. Met. Hard Mater. 2019, 84, 105025. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, J.; Chen, C.; Geng, Z.; Wu, Y.; Li, D.; Zhang, T.; Guo, Y. Additive Manufacturing of Pure Niobium by Laser Powder Bed Fusion: Microstructure, Mechanical Behavior and Oxygen Assisted Embrittlement. Mater. Sci. Eng. A 2023, 866, 144691. [Google Scholar] [CrossRef]
- Zhou, L.; Yuan, T.; Li, R.; Tang, J.; Wang, M.; Mei, F. Anisotropic Mechanical Behavior of Biomedical Ti-13Nb-13Zr Alloy Manufactured by Selective Laser Melting. J. Alloys Compd. 2018, 762, 289–300. [Google Scholar] [CrossRef]
- Liu, J.; Huang, Y.; Liu, W.; Wang, Y.; Zhang, Y.; Ma, Y. Effect of Tantalum Concentration on the Microstructure and Mechanical Properties of Novel W–Ta-Re Alloy. Vacuum 2023, 207, 111627. [Google Scholar] [CrossRef]
- Puhr-Westerheide, J.; Elssner, G. On the Solid Solution Hardening of Tantalum by Nitrogen and Oxygen. J. Less Common Met. 1970, 20, 371–374. [Google Scholar] [CrossRef]
- Sungail, C.; Abid, A.D. Additive Manufacturing of Tantalum—A Study of Chemical and Physical Properties of Printed Tantalum. Met. Powder Rep. 2020, 75, 28–33. [Google Scholar] [CrossRef]
- Dörfert, R.; Zhang, J.; Clausen, B.; Freiße, H.; Schumacher, J.; Vollertsen, F. Comparison of the Fatigue Strength Between Additively and Conventionally Fabricated Tool Steel 1.2344. Addit. Manuf. 2019, 27, 217–223. [Google Scholar] [CrossRef]
- Dietrich, K.; Diller, J.; Dubiez-Le Goff, S.; Bauer, D.; Forêt, P.; Witt, G. The Influence of Oxygen on the Chemical Composition and Mechanical Properties of Ti-6Al-4V during Laser Powder Bed Fusion (L-Pbf). Addit. Manuf. 2020, 32, 100980. [Google Scholar] [CrossRef]
- Guo, Y.; Zhu, B.; Li, Z.; Wang, T.; Zhang, J.; Xiong, J.; Zhao, P. Research on the Micro Zone Strength and Strain Hardening Behavior in the 30Cr2Ni4Mov Rotor Welded Joint. Mater. Sci. Eng. A 2023, 862, 144456. [Google Scholar] [CrossRef]
- Zhou, S.; Tan, H.; Liu, S.; Deng, C.; Liu, Y.; Zhu, J.; Yuan, X. Microstructural Evolution and Ultrafine-Grain Formation during Dynamic Shear in Pure Tantalum. Mater. Charact. 2022, 186, 111820. [Google Scholar] [CrossRef]













| Element | Ta | O | C | Mn | K | Total Impurities |
|---|---|---|---|---|---|---|
| wt% | Balance | 0.0317 | 0.0088 | 0.05 | 0.0013 | <0.1 |
| Sample | Scanning Speed (mm/s) | Laser Power (W) | Energy Density (J/mm3) |
|---|---|---|---|
| 1 | 390 | 280 | 342 |
| 2 | 430 | 280 | 310 |
| 3 | 470 | 280 | 284 |
| 4 | 520 | 280 | 256 |
| 5 | 570 | 280 | 234 |
| 6 | 700 | 280 | 190 |
| 7 | 770 | 280 | 173 |
| 8 | 850 | 280 | 157 |
| Sample | Oxygen | Nitrogen |
|---|---|---|
| Ta powders | 317 | 35 |
| 157 J/mm3 | 426 | 132 |
| 190 J/mm3 | 434 | 135 |
| 256 J/mm3 | 501 | 137 |
| 310 J/mm3 | 508 | 179 |
| Process | Material | Powder | As-Built Part | UTS (MPa) | Elongation (%) | ||
|---|---|---|---|---|---|---|---|
| Oxygen | Nitrogen | Oxygen | Nitrogen | ||||
| SLM * | Ta | 317 | 35 | 434 | 135 | 640 | 16 |
| LMD [15] | Ta | 405 | 180 | 700 | 500 | 430 | 14 |
| SLM [33] | Ta | 829 | 11 | 1422 | 23 | 660 | 4 |
| SLM [34] | Steel | 541 | 181 | 569 | 368 | 1440 | 1.5 |
| SLM [35] | Ti-6Al-4V | 1308 | 62.2 | 1690 | 124 | 1213 | 8.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lian, F.; Chen, L.; Wu, C.; Zhao, Z.; Tang, J.; Zhu, J. Selective Laser Melting Additive Manufactured Tantalum: Effect of Microstructure and Impurities on the Strengthening-Toughing Mechanism. Materials 2023, 16, 3161. https://doi.org/10.3390/ma16083161
Lian F, Chen L, Wu C, Zhao Z, Tang J, Zhu J. Selective Laser Melting Additive Manufactured Tantalum: Effect of Microstructure and Impurities on the Strengthening-Toughing Mechanism. Materials. 2023; 16(8):3161. https://doi.org/10.3390/ma16083161
Chicago/Turabian StyleLian, Fengjun, Longqing Chen, Changgui Wu, Zhuang Zhao, Jingang Tang, and Jun Zhu. 2023. "Selective Laser Melting Additive Manufactured Tantalum: Effect of Microstructure and Impurities on the Strengthening-Toughing Mechanism" Materials 16, no. 8: 3161. https://doi.org/10.3390/ma16083161
APA StyleLian, F., Chen, L., Wu, C., Zhao, Z., Tang, J., & Zhu, J. (2023). Selective Laser Melting Additive Manufactured Tantalum: Effect of Microstructure and Impurities on the Strengthening-Toughing Mechanism. Materials, 16(8), 3161. https://doi.org/10.3390/ma16083161