1. Introduction
Wire arc additive manufacturing (WAAM) technology has gained increasing attention thanks to its high deposition rate, low equipment and material consumption, and large forming size [
1,
2]. However, it still suffers from difficulties in controlling morphology, including hump defects, surface roughness, and deviations in shape and size, and difficulties in controlling mechanical properties, such as coarse microstructures caused by high heat input [
3,
4]. The metal transfer behavior is one of the most important issues affecting the morphology and mechanical properties of parts formed by WAAM. It has been demonstrated that unstable metal transfer can lead to uneven surfaces and internal porous defects in the solidified parts and, therefore, significantly affect the forming quality and mechanical properties [
5,
6].
In general, three types of metal transfer modes are observed in experiments: the droplet mode, the liquid bridge mode, and the wire stubbing mode [
7,
8]. Among them, the liquid bridge mode is most favorable [
8,
9]. At this point, the liquid metal enters the melt pool steadily and forms a liquid bridge connecting the melt pool and the wire. As a result, it leads to a smooth melt pool surface and, therefore, a better forming quality. However, achieving such a stable liquid bridge is challenging in practice. For example, when the distance between the wire and the substrate is large enough, a droplet pattern develops, causing surface ripples. Alternatively, if the distance is too small, a stubbing mode tends to develop, where unmelted wire causes severe disturbance to the melt pool, reducing the forming quality and resulting in metallurgical defects. Other factors that affect liquid metal transfer patterns include the wire feed speed, travel speed, and input power, among others. For controlling the metal transfer pattern, these process parameters must be carefully selected, based on an accurate model, considering multiple physical fields and violent multi-phase flow.
Much work has been devoted to the metal transfer modes in wire feed additive manufacturing processes. Abioye et al. [
8] analyzed the influence of heat input, travel speed, and wire feed speed on the deposition cladding layer, and established the process parameter window of energy per unit length of track and wire deposition volume per unit length of track, to predict the liquid bridge transfer and droplet transfer modes. Luo et al. [
10] used the arc information in the manufacturing process to identify the droplet transfer mode, and established a quadratic polynomial relationship between droplet transfer frequency and arc power. Scotti et al. [
11] addressed the importance of the distance between the wire and substrate in controlling different metal transfer behaviors. Wu et al. [
12] reported that when the distance between the electrode and the substrate increases, the liquid bridge transfer mode changes to the droplet transfer mode. Zhao et al. [
13] pointed out that the liquid bridge mode had good comprehensive performance, while the wire stubbing mode was unstable and could cause unmelted defects.
To better understand the physical mechanism of heat transfer and fluid flow behavior during metal transfer, many numerical investigations have been conducted. Tang et al. [
14] used the level-set method to identify the free surface, and investigated the periodic impact of droplets on the melt pool. Hu et al. [
15] investigated the liquid bridge transfer mode, considering the influence of the wire feed. They proposed a dimensionless parameter called “slenderness number”, to roughly estimate whether the liquid bridge can maintain a stable configuration. Bishal et al. [
16] used a volume of fluid (VOF) model to study the metal transfer behaviors and presented a corrected formula of droplet detachment in the WAAM process. Chen et al. [
17] numerically studied metal transfer modes at different wire feed speeds, and found that the periodic flow pattern of the melt pool, caused by metal transfer impact, leads to ripple and even hump defects, resulting in uneven forming quality. Despite the effectiveness in analyzing metal transfer behaviors, the numerical models above are limited by high computational cost, especially when used in the optimization process. Therefore, a proper model to rapidly predict metal transfer mode, is urgently needed.
This work proposes a prediction model to identify the metal transport mode (droplet, liquid bridge, or wire stubbing) in the WAAM problem. Based on the balance of surface tension and pressure difference, the model can provide the morphology of the liquid bridge and the critical condition for turning into droplet mode. Derived based on energy conservation, the model can also predict whether the liquid bridge mode will turn into a wire stubbing mode. The prediction model requires only a few high-fidelity numerical simulations to calibrate the input parameters, and can accurately predict similar problems for a given combination of process parameters. Validation cases suggest that the prediction model is computationally efficient compared to numerical simulations, with sufficient accuracy, which is very beneficial for optimizing process parameters. Finally, a series of calculations are performed based on the proposed model. A window of process parameters for the WAAM problem is presented, considering wire feed speed, travel speed, heat source power, and material parameters. In contrast to high-fidelity numerical models, the presented approach offers significantly higher efficiency, since it does not need to solve the entire deposition process. Compared to experiments, it can predict liquid metal transfer modes with acceptable accuracy, in an economical and efficient manner. Therefore, the proposed model can serve as a powerful tool for optimizing process parameters when a large number of liquid transfer mode predictions are necessary.
2. Prediction Model for Liquid Metal Transfer Modes
2.1. Brief Introduction to Metal Transfer Modes
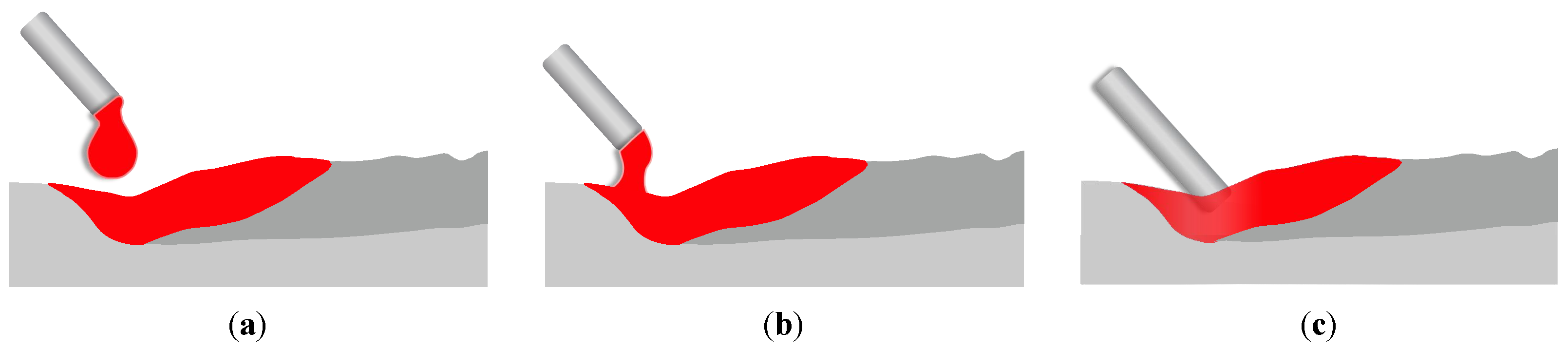
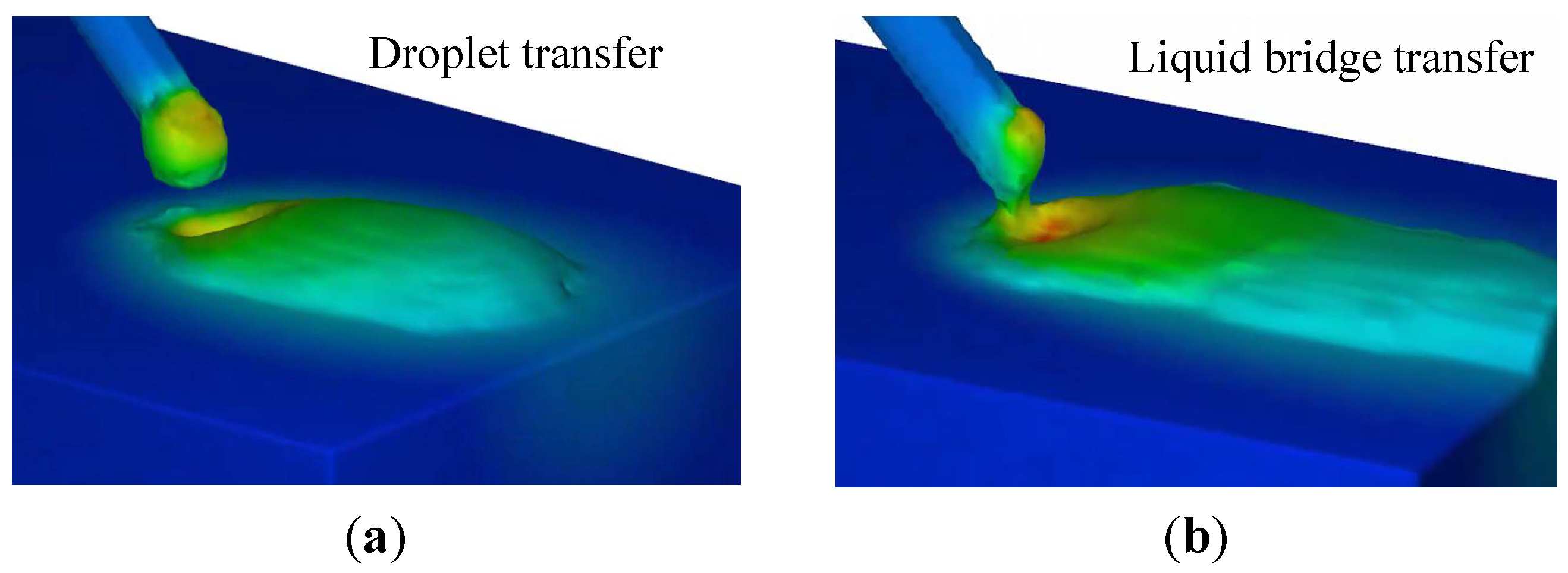
In WAAM, the liquid metal transfer mode plays an important role in the melt track’s morphology and the component’s fabrication quality. The three types of transfer mode, droplet, liquid bridge, and wire stubbing, are illustrated in
Figure 1, and briefly introduced as follows. In the droplet transfer mode, the liquid metal periodically enters the melt pool as droplets. The liquid bridge mode denotes that the wire and substrate are bridged by continuous liquid metal. In the wire stubbing mode [
18,
19,
20], the solid wire fails to completely melt before entering the melt pool, leading to severe disturbance to the melt pool. Generally, the liquid bridge mode is most favorable, while the other two modes, especially the wire stubbing mode, need to be avoided. The following section will analyze the liquid bridge mode and determine the critical conditions for its transformation into the droplet and the wire stubbing modes.
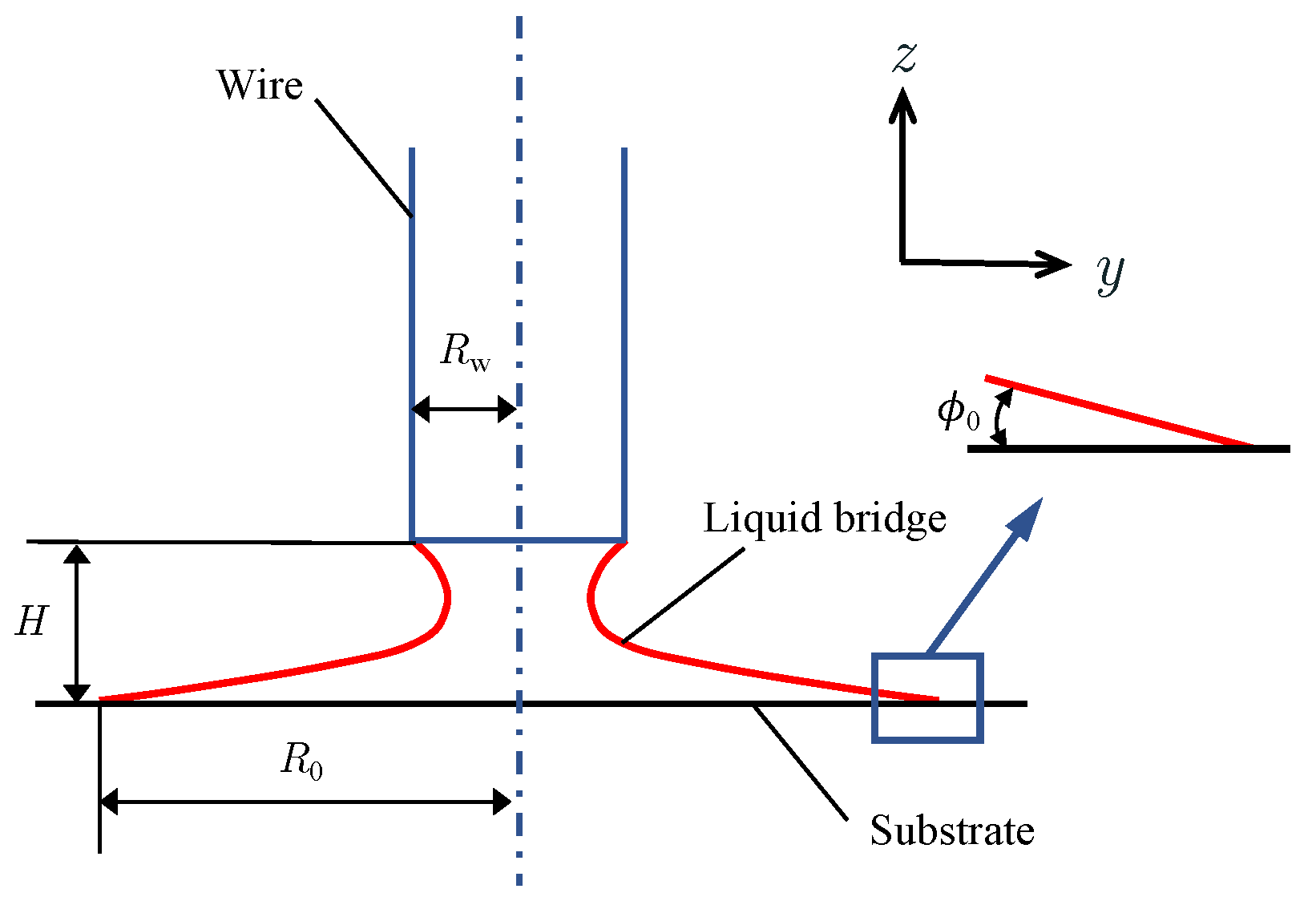
2.2. Profile of the Liquid Bridge
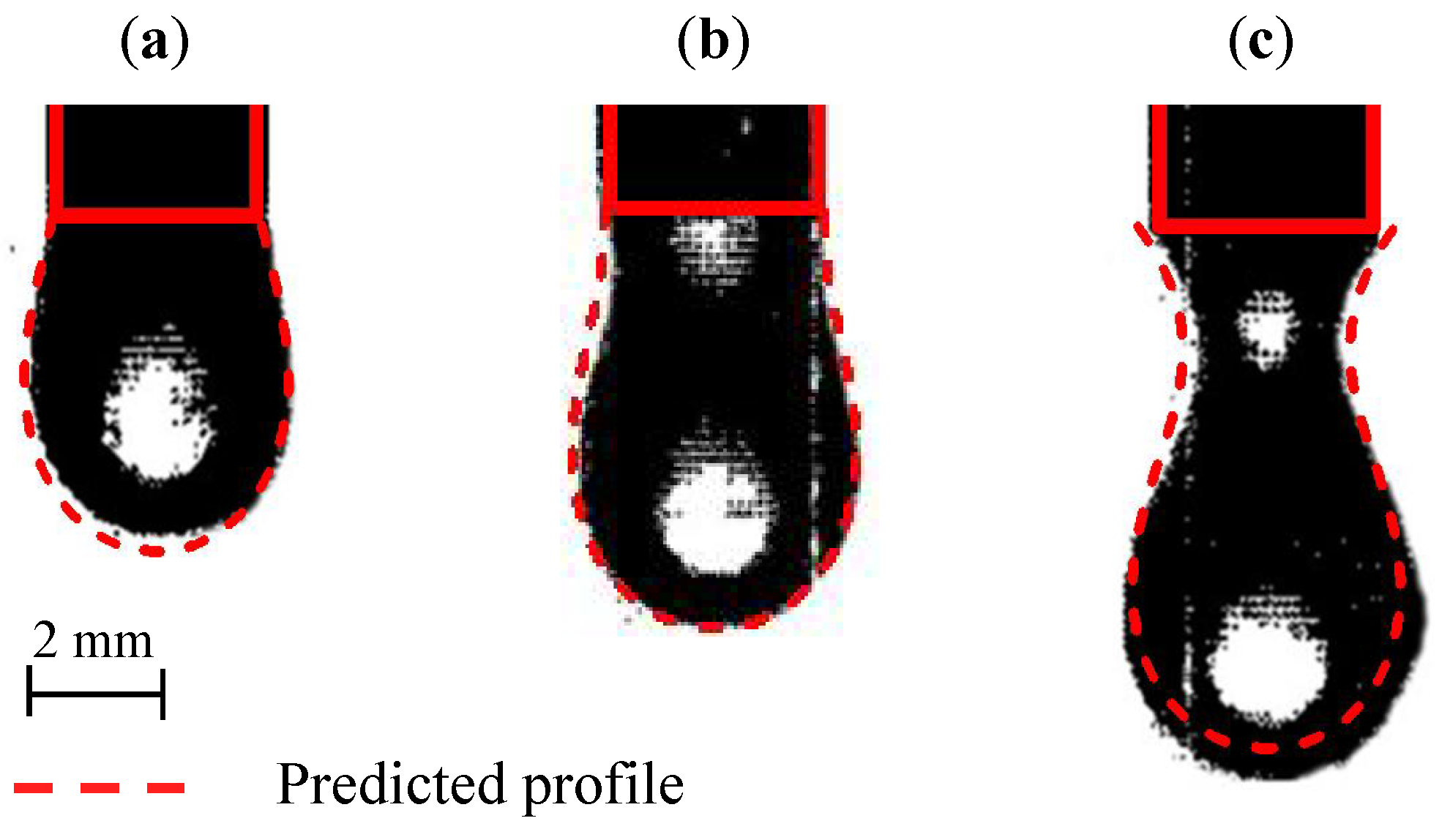
In the liquid bridge mode, the profile of the liquid metal is shown in
Figure 2. The shape of the liquid bridge is mainly dominated by surface tension, gravity, and pressure. To describe the continuous liquid bridge, let us first assume that the input power of the arc is sufficient to melt the feed wire into liquid completely. Meanwhile, the shape of the liquid bridge is considered to be axisymmetric. As the Marangoni force acts mainly in the tangential direction, its effect on the liquid bridge profile is exerted indirectly, by influencing the flow velocity, which is ignored here. The pinch effect caused by the magnetic field is not considered. As a result, the surface tension in the normal direction mainly determines the profile. The profile can thus be described by the Young–Laplace equation [
21]:
where
is the curvature,
is the surface tension coefficient, and
is the pressure difference across the gas–liquid surface. For a body with cylindrical symmetry, the curvature reads:
where
R is the radius and superscripts
and
denote first- and second-order derivatives, respectively.
To simplify the modeling, the fluid momentum conservation is written as the following formulation, considering the liquid to be stable:
where
is the density and
is the gravitational vector. Assuming the pressure at the top of the liquid radius is atmospheric pressure
, Equation (
3) becomes:
where
is atmospheric pressure,
z is the height coordinate with
at the substrate surface,
g is the gravitational acceleration in the
z direction, and
H is the height of the liquid bridge.
Substituting Equation (
4) and the curvature Equation (
2) into Equation (
1), yields the description of the liquid bridge profile as:
The boundary conditions associated with Equation (
5) are as follows:
where
is the bottom radius of the liquid bridge,
is the angle between the liquid bridge profile and substrate, and
is the projection radius of the wire in the
plane. For the studied case,
reads:
where
is the wire radius, and
is the angle between the feed wire and the substrate.
Since the solution to Equation (
5) cannot be obtained analytically, we proposed Algorithm 1, an iterative approach, to solve it. In the proposed method,
and
are chosen to be input parameters, to obtain the unknown liquid bridge height,
H. To calibrate the values of
and
, a high-fidelity numerical model is applied. Since the surface tension coefficient changes with temperature,
is also calibrated using the numerical model. By combining bisection and quadrature methods, as listed in Algorithm 1, Equation (
5) can be solved with these input parameters. It is worth noting, that the proposed method converges quickly when the appropriate input parameters are selected.
| Algorithm 1: Algorithm to the liquid bridge profile. |
 |
2.3. The Transition from Liquid Bridge to Droplet Mode
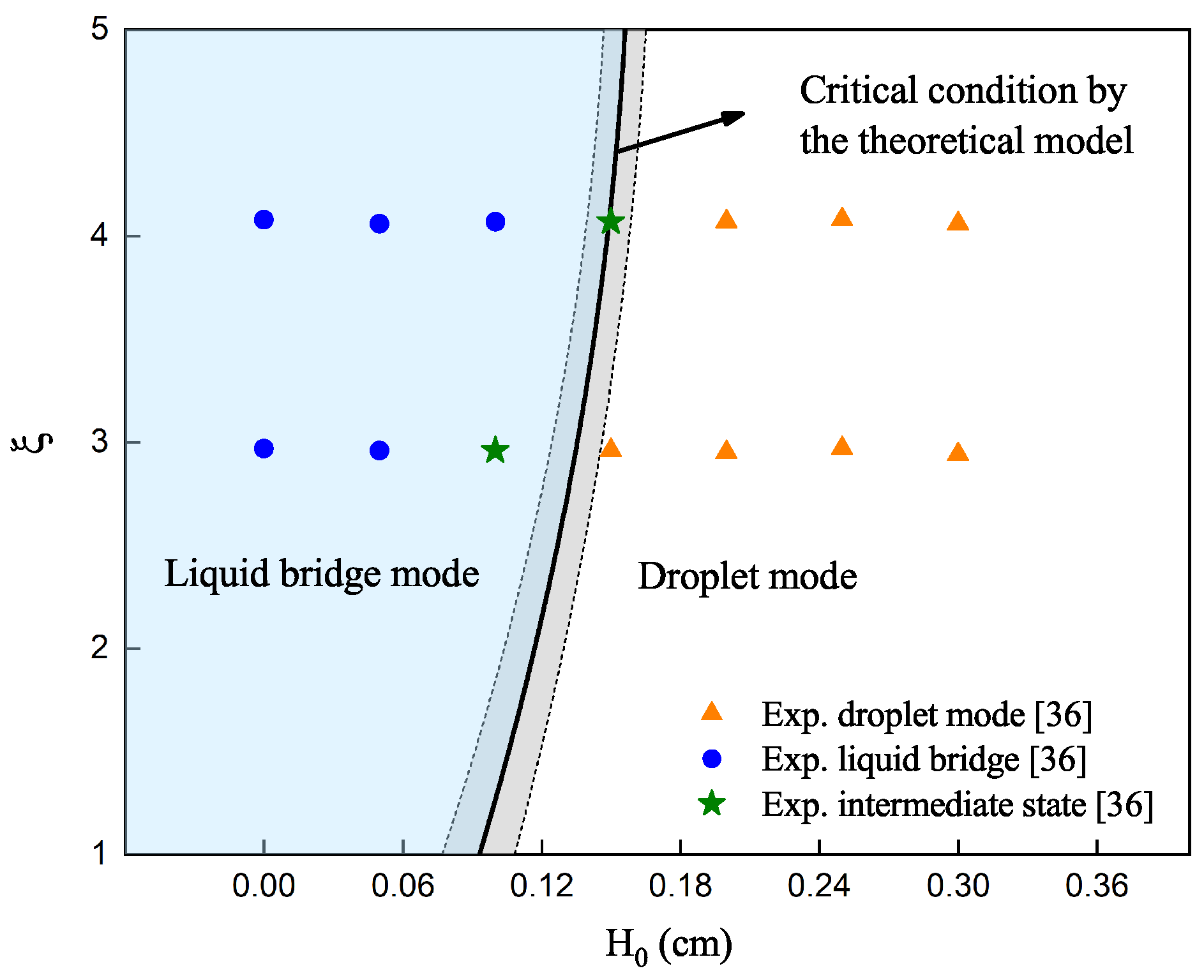
In the proposed model, above, a liquid bridge is assumed to form between the wire and the substrate. However, as the distance between the wire and the substrate increases, the liquid bridge mode will transition to the droplet mode. Algorithm 1 is used to determine the height of the liquid bridge. The critical condition for the transition to the droplet mode can be expressed as follows.
where
is the initial distance between the wire tip and the substrate. If Equation (
8) is not met, the liquid bridge mode may transition to the droplet mode.
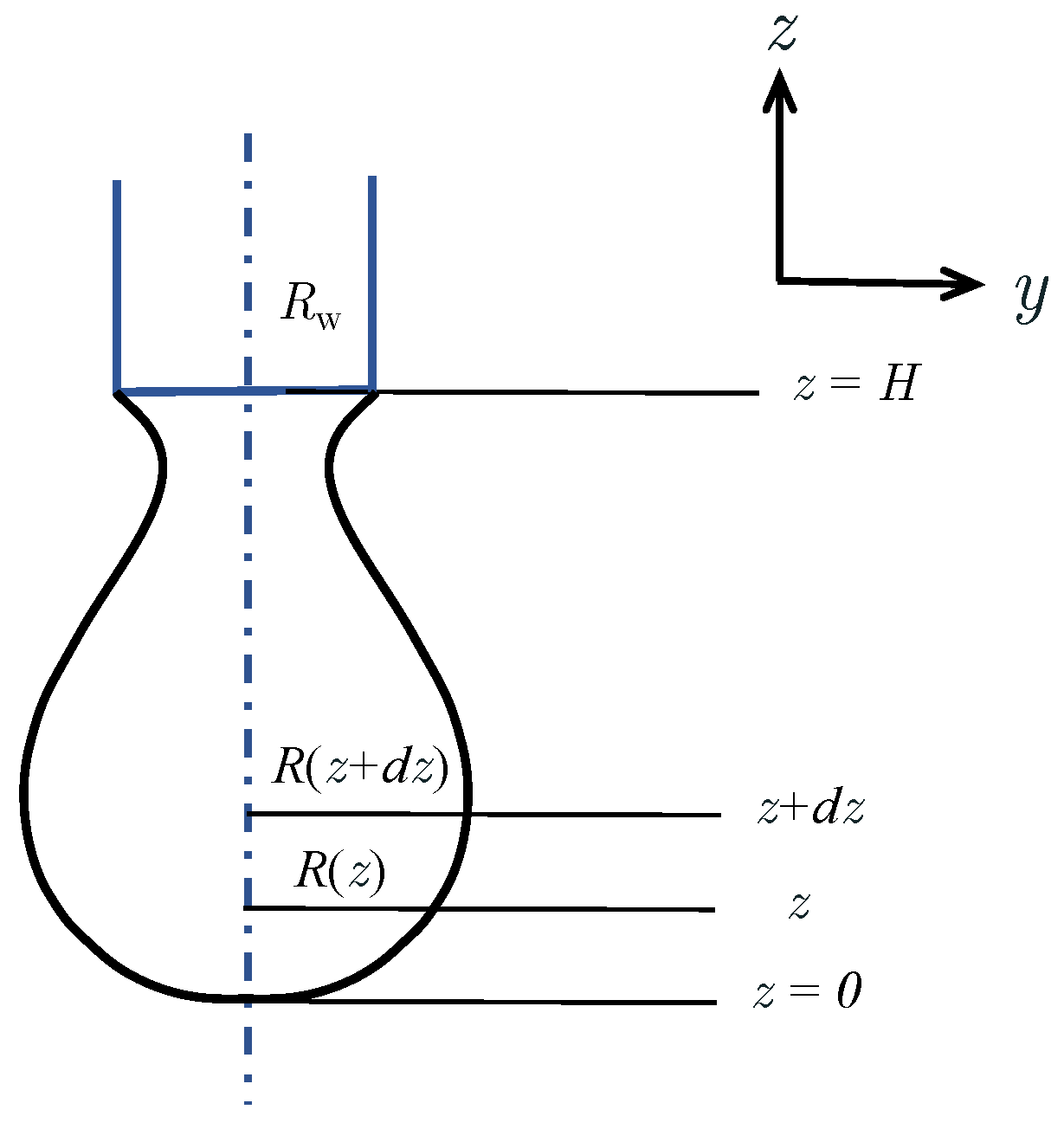
In the droplet mode, the liquid profile is shown in
Figure 3, and it is also governed by Equation (
5). However, as the liquid becomes a pendant droplet, the boundary conditions change to:
The bottom tip of the droplet is parabolic, and the two principal curvature radii are equal. So near the tip, one has:
where
is the tip radius of the droplet.
The profile of the pendant droplet is obtained through a scheme similar to Algorithm 1. To avoid the singularity, Equation (
10) is used as the initial value of numerical integration. Once the droplet profile is predicted, the maximum volume of droplet growth can be achieved as:
with
being the maximum volume of each droplet.
Assuming the arc power is sufficient to melt the wire completely, we can calculate the wire melting volume rate
as:
with
being the wire feed velocity. Therefore, the frequency of the liquid drop is:
In turn, as the droplet frequency increases, the droplet mode gradually shifts to the liquid bridge mode, resulting in improved quality of formation.
2.4. Transition from Liquid Bridge to Wire Stubbing Mode
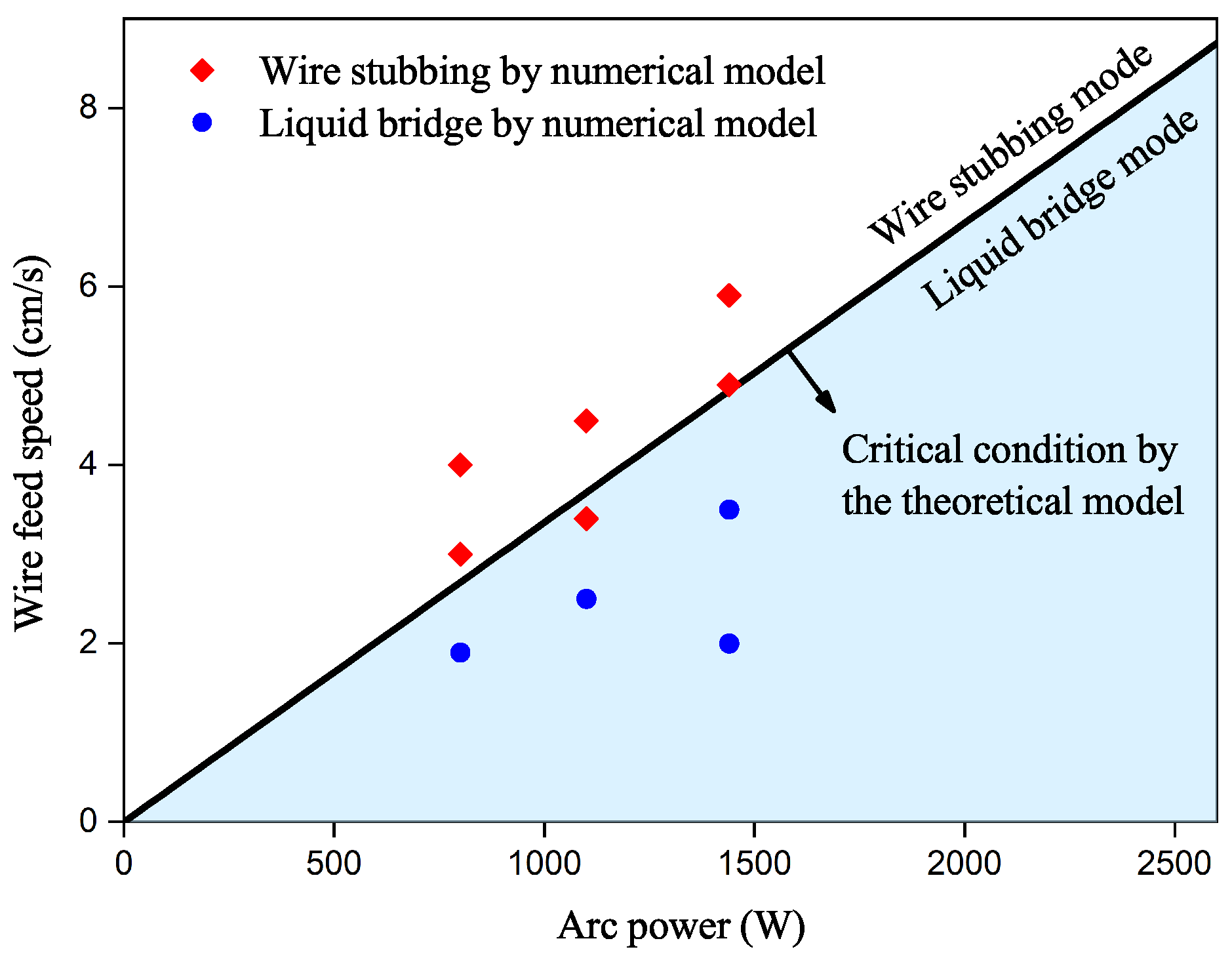
In the liquid morphology model presented above, it is assumed that the arc power is sufficient to fully melt the wire. However, in practical applications, this is often not the case. If the arc power is too low or the wire feed speed is too fast, it can result in the wire not melting completely and entering the melt pool, which is referred to as wire stubbing mode. In this mode, the tip of the wire collides with the solid part at the bottom of the melt pool, causing significant disruption to the melt pool flow field. As a consequence, irregularities in the solidified track’s morphology can occur. To predict the wire stubbing mode, the following formulations are derived.
For the WAAM process, the wire tip and the heat source affected area are illustrated in
Figure 4. Despite the complexity of the arc heat source, it can be approximated into a Gaussian surface heat source, based on experimental and numerical investigations [
22,
23,
24]. In this study, the heat source is defined as:
where
is the absorption coefficient, and
r is the equivalent radius of the heat source, which is a function of current [
25,
26,
27,
28]:
with
I being the current. The heat source power
is determined as:
with
U being the voltage.
The total power absorbed by the wire can be calculated by integrating the affected area:
Assuming the temperature of the preheated wire to be
, if the wire is fully melted, the temperature at the wire cross-section needs to reach the solidus temperature,
. The power needed for melting satisfies:
where
is the specific heat capacity.
According to the conservation of energy, the condition for the complete melting of the wire is:
Otherwise, the liquid bridge mode will change to the wire stubbing mode.
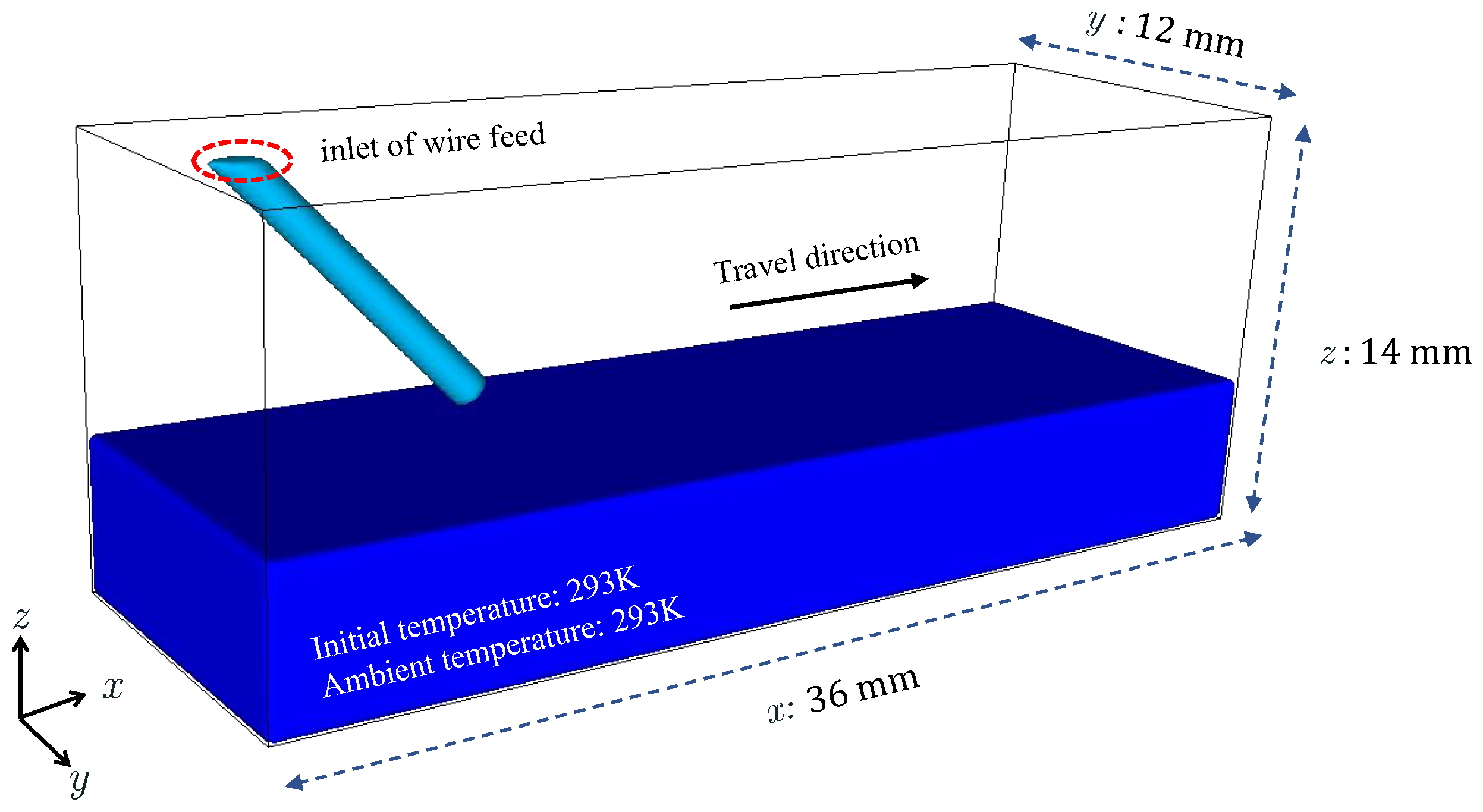
2.5. High-Fidelity Numerical Model for Model Calibration
In the above model, three input parameters must be calibrated using numerical simulations, including the bottom radius of the liquid bridge , the angle , and the surface tension coefficient , as a function of temperature. The high-fidelity numerical model is set up as follows.
The metal is assumed to be an incompressible mixture in the numerical simulations. The mass conservation equation reads:
where
is the fluid velocity. The momentum conservation equation reads:
where
is the dynamic viscosity,
is the fluid thermal expansion coefficient, and
is the liquidus temperature.
is the Carman–Kozeny coefficient of the mushy zone flowing through a porous media [
29],
is the liquid volume fraction,
B is a small constant to avoid the singularity, and
is the body force. The momentum equation considers the buoyancy force under Boussinesq’s assumption and Darcy’s damping effect.
At the gas–liquid interface, the surface tension and Marangoni forces are defined as follows:
where
is the normal vector of the surface, and
is the of surface tension gradient.
The arc pressure at the gas–liquid interface is assumed to follow a Gaussian distribution, as follows [
27]:
where
is the magnetic permeability, and
is the Gaussian pressure parameter.
The recoil pressure caused by metal evaporation is as follows:
where
is the latent heat of vaporization,
M is the molar mass, and
is the universal gas constant. The surface tension, arc pressure, and recoil pressure are converted into body force
, by using the volume fraction.
The free surface evolution is solved by the volume of fluid (VOF) method, as follows:
where
is the volume fraction of the metal.
The energy conservation equation reads:
where
h is the enthalpy,
k is the heat conductivity,
is the latent enthalpy change of the alloy, and
Q includes the volume heat source and losses. The arc heat source is given in Equation (
14). The heat losses are defined as follows.
The right-hand side of Equation (
27) includes the radiation, convection, and vaporization heat losses. In Equation (
27),
is the emissivity,
is the Stefan–Boltzmann constant,
is the ambient temperature, and
is the convection coefficient.
The finite volume method (FVM) is used to solve the model. The momentum equation is solved using an operator-splitting scheme [
30]. A second-order upwind scheme is used for the convection term [
31], and the first-order Euler method is applied for time integration [
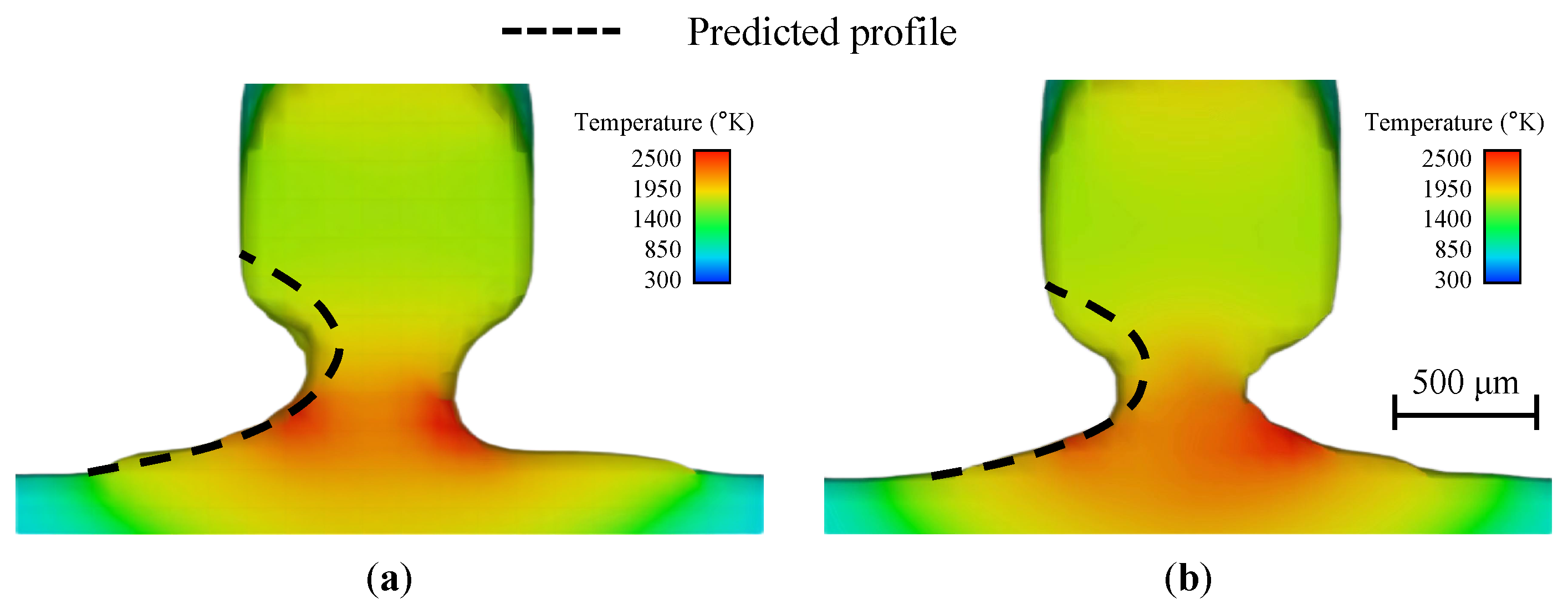
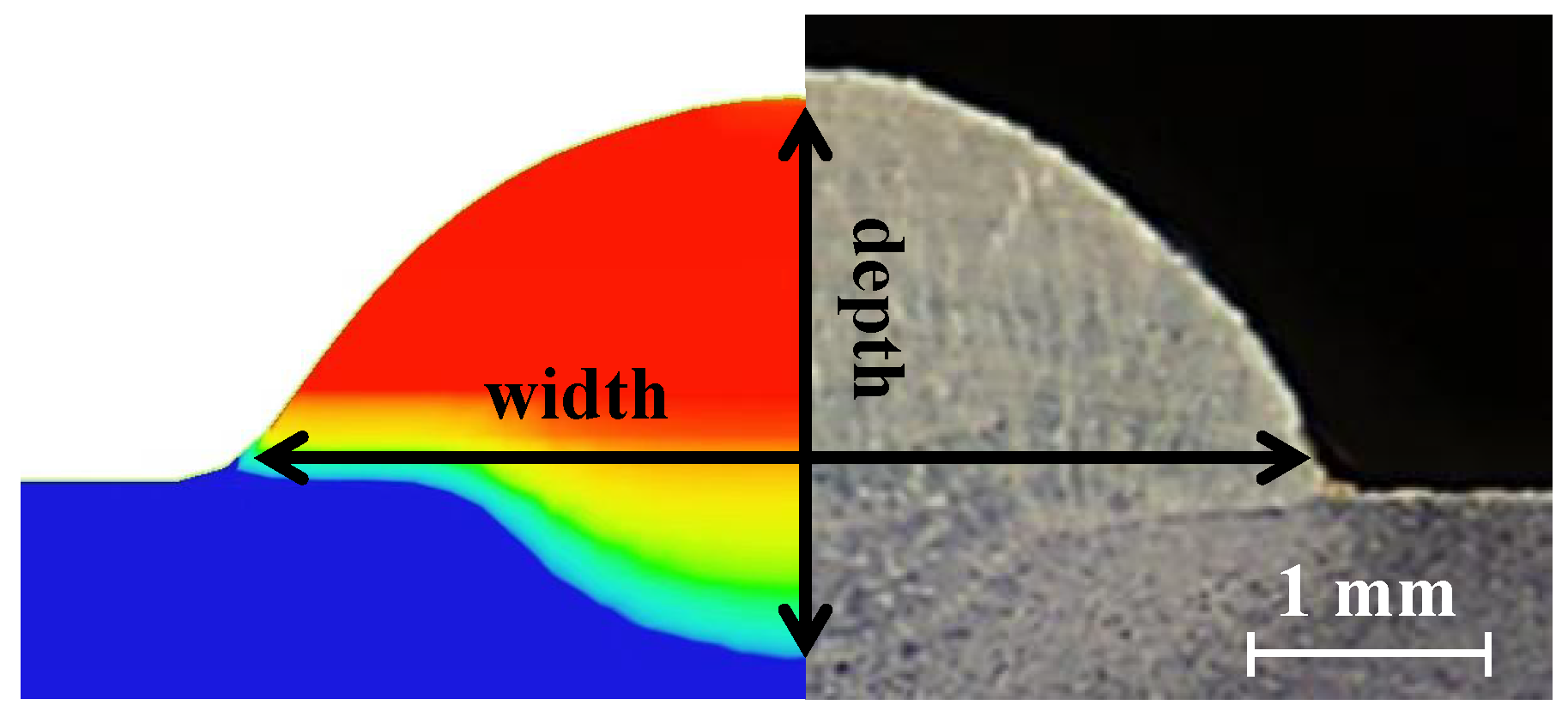
32]. The validation of the high-fidelity numerical simulation model is detailed in
Appendix A (see
Figure A1). The numerical results are in good agreement with the experimental data. Once the numerical results are obtained, they can calibrate the bottom radius
, the angle
, and the surface tension coefficient
.
2.6. Procedures of the Prediction Model
For the proposed fast prediction model, the procedures to predict the liquid metal transfer mode are as follows.
Calibrate the bottom radius , the angle , and the surface tension coefficient , by high-fidelity numerical simulations.
Calculate the liquid bridge profile and height
H, using Equation (
5).
If Equation (
8) is unsatisfied, the initial distance between the wire and the substrate exceeds the liquid bridge height limit, and the liquid bridge will develop into the droplet transfer mode. Calculate the dripping frequency of droplets using Equation (
13).
If the energy conservation condition in Equation (
19) is not satisfied, the liquid bridge will develop into the wire stubbing mode.
4. Conclusions
In this study, a fast prediction model for identifying liquid metal transfer modes in wire arc additive manufacturing is proposed. By utilizing the Young–Laplace equation, momentum equation, and energy conservation, the profile and height of the favorable liquid bridge are obtained, which is crucial in determining the critical conditions for transitioning between different modes. Specifically, the critical height of the liquid bridge is used to determine the liquid bridge–droplet transition, while the energy conservation principle is applied to derive the critical condition for the liquid bridge–wire stubbing transition. In addition, the dripping frequency of the liquid drop can be predicted. High-fidelity numerical simulations are used to calibrate the surface tension coefficient, the bottom radius of the liquid bridge, and the angle between the liquid bridge profile and substrate, to close the solution of the proposed model. Numerical cases and experiments were carried out to validate the accuracy of the prediction model, and the results show that the error ranges from 10.2% to 18.9% for the dripping frequency in the droplet mode, and from 6.3% to 11.1% for the liquid bridge height in the liquid bridge mode. Moreover, it is demonstrated that the proposed model can accurately predict the transition from liquid bridge to droplet and wire stubbing modes.
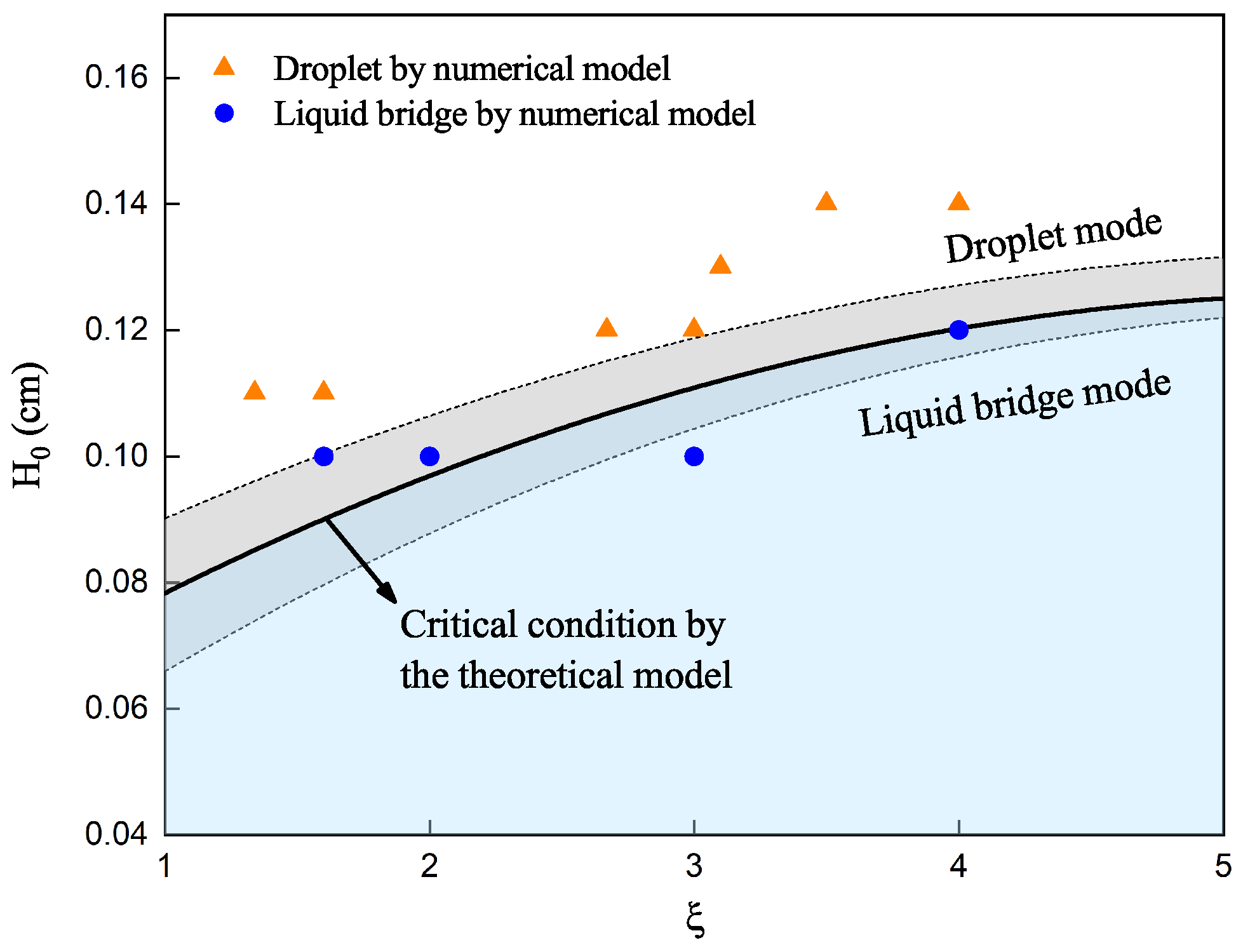
Based on the proposed prediction model, a process parameter window, considering the transition from liquid bridge mode to droplet and wire stubbing modes, is presented. The model is demonstrated to be effective and efficient in optimizing the process parameters. In the WAAM process, the choice of process parameters and the liquid metal transfer modes can have significant impacts on the quality of the final build. Therefore, it is of far-reaching significance to establish an efficient prediction model and corresponding process parameter windows in actual production. The proposed model, therefore, has practical significance in guiding the actual industrial production process and improving the fabrication quality.
In addition, the proposed model in this study has some limitations that should be acknowledged. The model assumes a steady-state liquid transport process, and considers most material properties to be constants. Potential improvements include, using temperature-dependent coefficients and considering the thermocapillary stress, e.g., the semi-analytical model for the apparent slip length of Poiseuille and Couette flows [
37]. The influence of electromagnetic forces, the pinch effect, and wire melting rate considering different power sources, are also neglected. Future research could incorporate these factors into the model to enhance its accuracy and applicability.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}












