
Performance Evaluation of Input Power of Diode Laser on Machined Leather Specimen in Laser Beam Cutting Process

 ,
,  ,
,  , , ,
, , , 
Abstract
1. Introduction
2. Experimental Methodology
2.1. Selection of Leather Specimens
2.2. Design of Laser-Assisted Cutting System
2.3. Design of Experimental Trials
2.4. DEAR Methodology
- The weights of each response are calculated by determining the fraction between responses over the sum of all experimentation measures.
- These values are further multiplied by their weight to get the weighted data.
- The ratio between “the larger the better” and “the smaller the better”, referred to as the MRPI, was calculated according to the steps shown in Figure 4.
- The average values of carbonization, kerf width, and MRR for the LBM process were taken for the DEAR analysis.
3. Results and Discussion
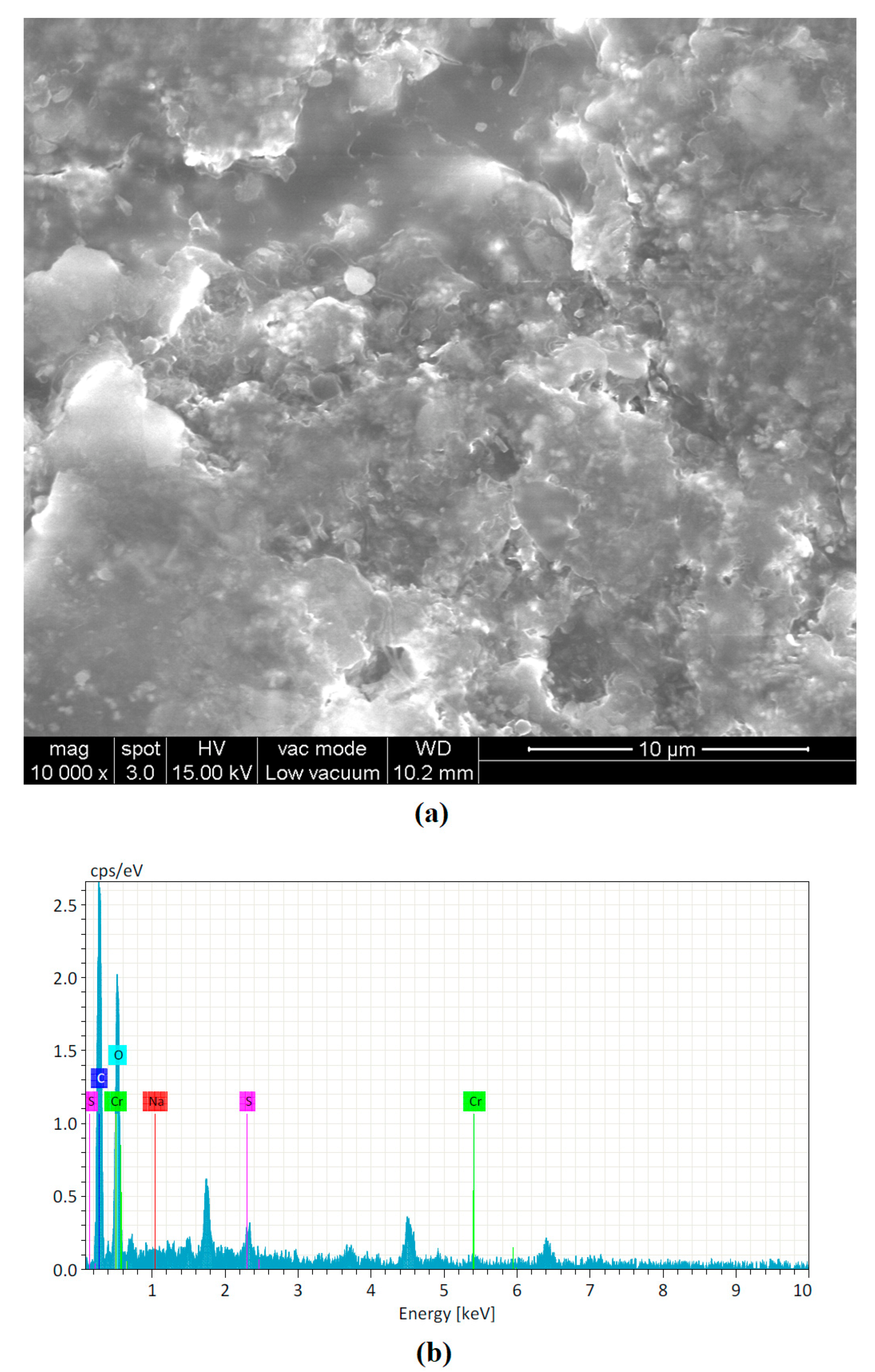
3.1. Effect of Diode Laser on Carbonization under Various Input Powers
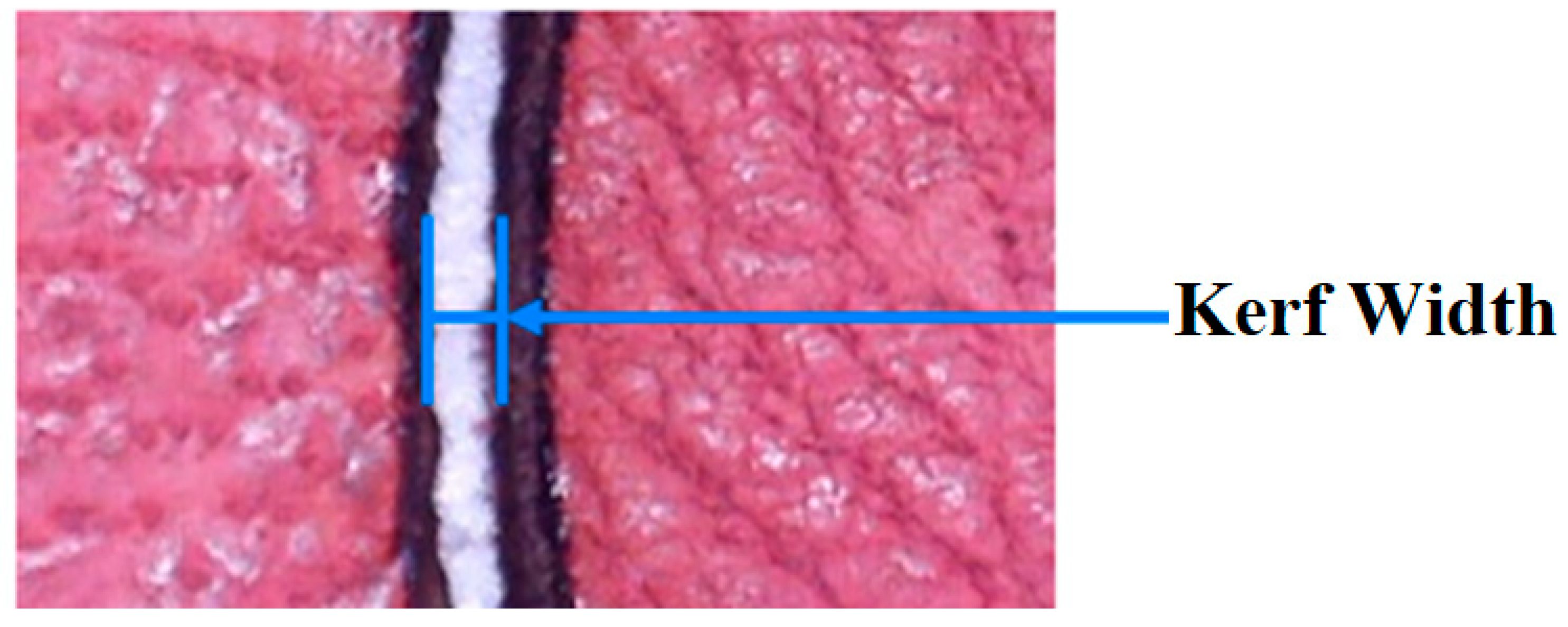
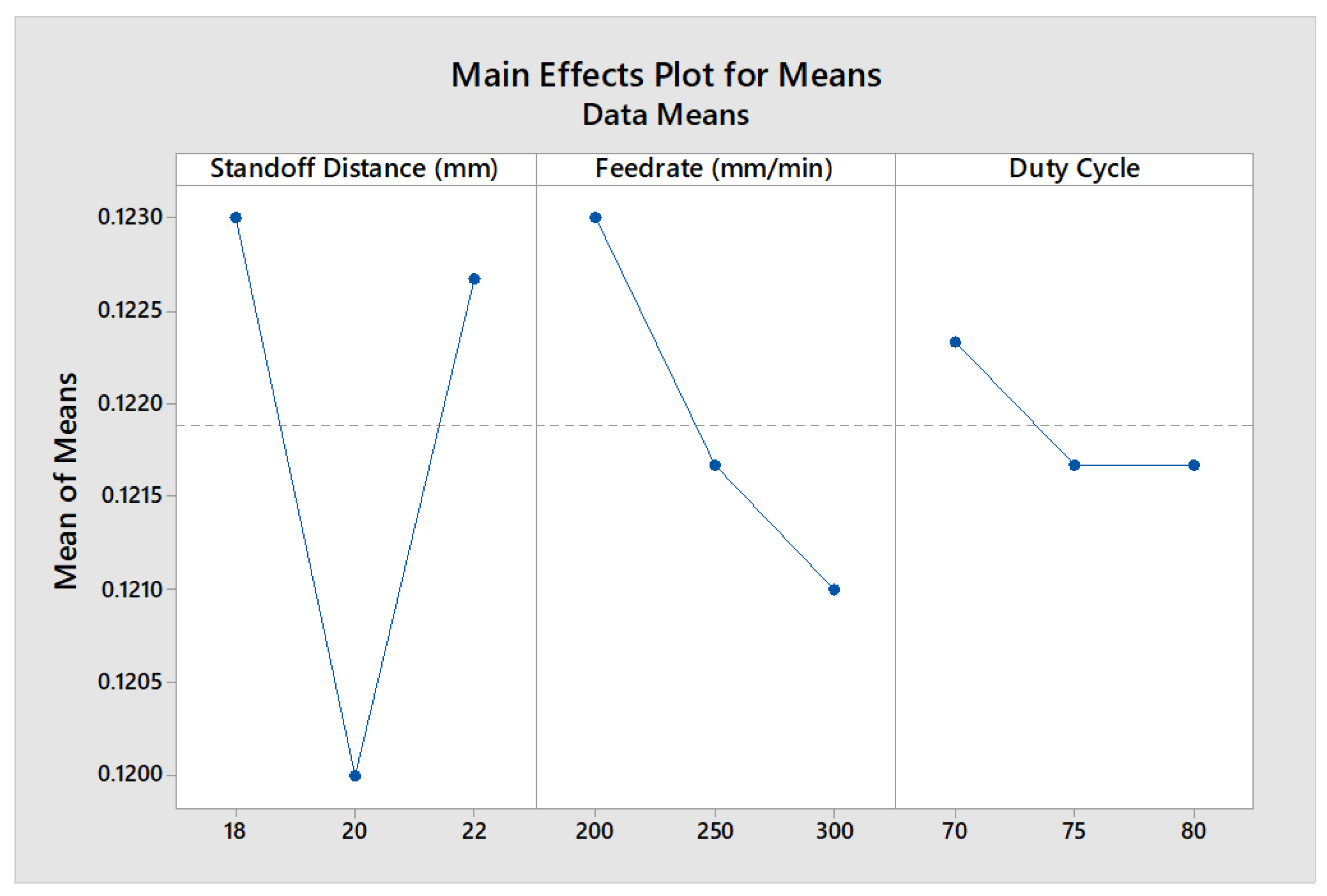
3.2. Effect of Diode Laser on Kerf Width under Various Input Powers
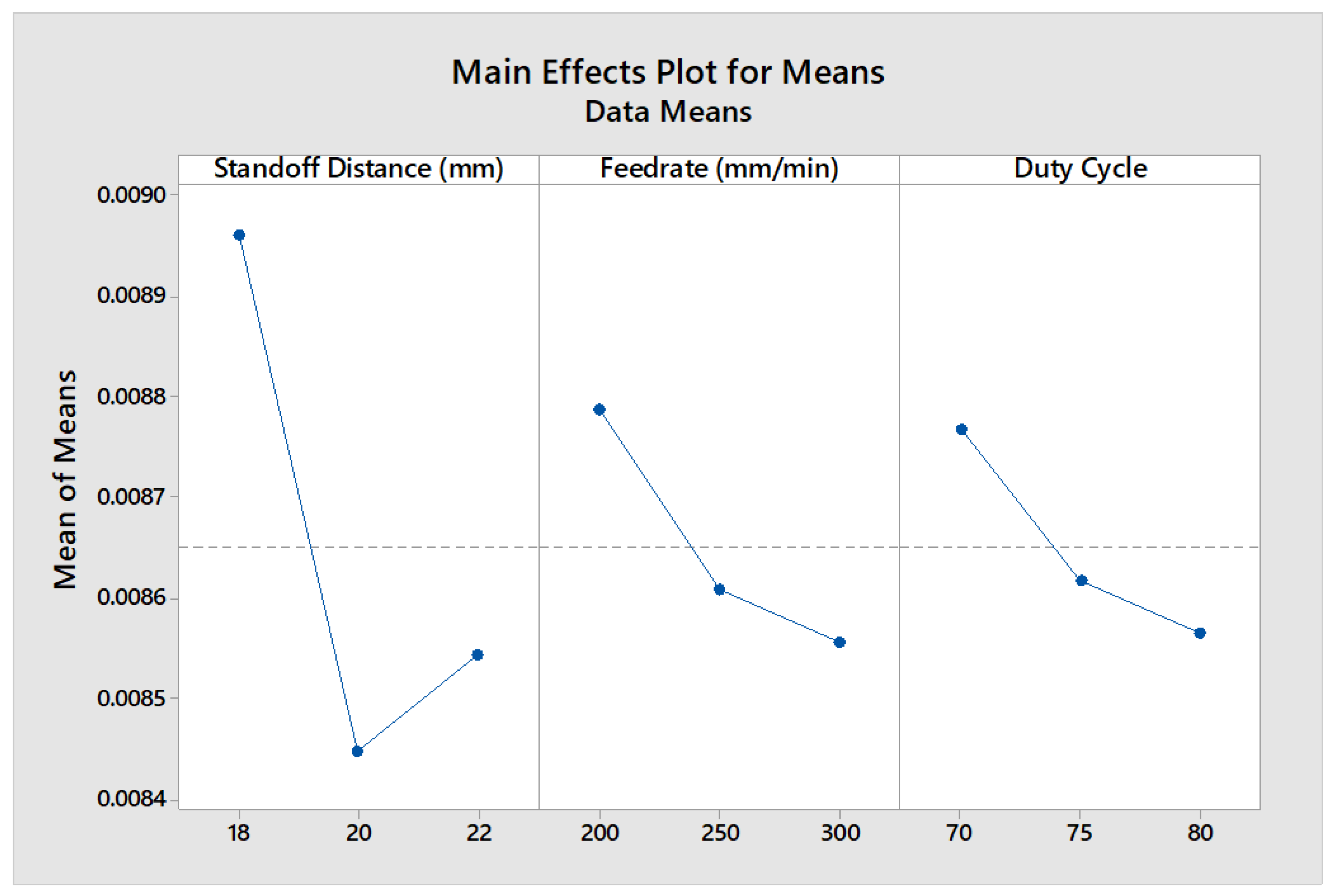
3.3. Effect of Diode Laser on Material Removal Rate under Various Input Powers
3.4. Multi-Response Optimization (MRO) of Diode Laser -Assisted Cutting Process Parameters
4. Conclusions
- ➢
- A high power with a lower spot size under pulsed mode can produce a higher power density. Since a higher power density can establish less interaction time, it produces lower carbonization.
- ➢
- Due to the ability of the 20 W diode laser driver to control the beam shape and size, it could produce a lower kerf width and higher MRR.
- ➢
- The high-intensity 20 W diode laser produced a 2.8% lower carbonization, 1.6% lower kerf width, and 2.4% higher MRR than the other diode laser; this was due to its more adjustable features, whereby the laser emitted in the form of a circular shape and its diameter could be altered.
- ➢
- Carbonization can be reduced using a diode laser due to its effect on power density and peak pulse energy.
- ➢
- The optimal parameters for cutting chrome vegetable tanned cow leather were a standoff distance of 18 mm, feed rate of 200 mm/min, and duty cycle of 70%.
- ➢
- The monitoring and control of the diode-assisted LBM process can be performed in a future study.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stepanov, A.; Manninen, M.; Parnanen, I.; Hirvimaki, M.; Salminen, A. Laser cutting of leather: Tool for industry or designers? Phys. Procedia 2015, 78, 157–162. [Google Scholar] [CrossRef]
- Alves, C.; Bras, P.; de Carvalho, J.V.; Pinto, T. New constructive algorithms for leather nesting in the automotive industry. Comput. Oper. Res. 2012, 39, 1487–1505. [Google Scholar] [CrossRef]
- Caiazzo, F.; Curcio, F.; Daurelio, G.; Minutolo, F.M.C. Laser cutting of different polymeric plastics (PE, PP and PC) by a CO2 laser beam. J. Mater. Process. Technol. 2015, 159, 279–285. [Google Scholar] [CrossRef]
- Wu, C.; Li, M.; Huang, Y.; Rong, Y. Cutting of polyethylene terephthalate (PET) film by 355 nm nanosecond laser. Opt. Laser. Technol. 2021, 133, 106565. [Google Scholar] [CrossRef]
- Nasim, H.; Jamil, Y. Diode lasers: From laboratory to industry. Opt. Laser. Technol. 2014, 56, 211–222. [Google Scholar] [CrossRef]
- Gisario, A.; Boschetto, A.; Veniali, F. Surface transformation of AISI 304 stainless steel by high power diode laser. Opt. Lasers Eng. 2011, 49, 41–51. [Google Scholar] [CrossRef]
- Rodrigues, G.C.; Cuypers, M.; Sichani, E.F.; Kellens, K.; Duflou, J.R. Laser cutting with direct diode laser. Phys. Procedia 2013, 41, 558–565. [Google Scholar] [CrossRef][Green Version]
- Vasanth, S.; Muthuramalingam, T. Application of laser power diode on leather cutting and optimization for better environmental quality measures. Archiv. Civ. Mech. Eng. 2021, 21, 54. [Google Scholar] [CrossRef]
- Filho, E.Q.S.; Sousa, P.H.F.D.; Filho, P.P.R.; Barreto, G.A.; Albuquerque, V.H.C.D. Evaluation of Goat Leather Quality Based on Computational Vision Techniques. Circuits Syst. Signal Process. 2020, 392, 651–667. [Google Scholar] [CrossRef]
- Vasanth, S.; Muthuramalingam, T. Measurement of carbonization region on leather cutting in CO2 and diode laser-based laser beam process. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 236, 1076–1082. [Google Scholar] [CrossRef]
- Muttaqien, A.T.; Erwanto, Y.; Rohman, A. Determination of buffalo and pig rambak crackers using FTIR spectroscopy and chemometrics. Asian J. Anim. Sci. 2016, 10, 49–58. [Google Scholar] [CrossRef][Green Version]
- Varghese, A.; Jain, S.; Prince, A.M.; Jawahar, M. Digital microscope image sensing and processing for leather species identification. IEEE Sens. J. 2020, 20, 10045–10056. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Moiduddin, K.; Akash, R.; Krishnan, S.; Mian, S.H.; Ameen, W.; Alkhalefah, H. Influence of process parameters on dimensional accuracy of machined Titanium (Ti-6Al-4V) alloy in Laser Beam Machining Process. Opt. Laser. Technol. 2020, 132, 106494. [Google Scholar] [CrossRef]
- Junaid, M.; Malik, R.N.; Pei, D.S. Health hazards of child labor in the leather products and surgical instrument manufacturing industries of Sialkot, Pakistan. Environ. Pollut. 2017, 226, 198–211. [Google Scholar] [CrossRef]
- Sarkar, T.; Salauddin, M.; Hazra, S.K.; Chakraborty, R. Effect of cutting edge drying technology on the physicochemical and bioactive components of mango (Langra variety) leather. J. Agric. Food Res. 2020, 2, 100074. [Google Scholar] [CrossRef]
- Lee, J.; Hong, J.; Jang, D.; Park, K.Y. Hydrothermal carbonization of waste from leather processing and feasibility of produced hydrochar as an alternative solid fuel. J. Environ. Manag. 2019, 247, 115–120. [Google Scholar] [CrossRef]
- Sathish, M.; Madhan, B.; Rao, J.R. Leather solid waste: An eco-benign raw material for leather chemical preparation—A circular economy example. Waste. Manag. 2019, 87, 357–367. [Google Scholar] [CrossRef]
- Vasanth, S.; Muthuramalingam, T.; Prakash, S.S.; Raghav, S.S.; Logeshwaran, G. Experimental Investigation of PWM laser standoff distance control for power diode based LBM. Opt. Laser. Technol. 2023, 158, 108916. [Google Scholar] [CrossRef]
- Rodrigues, G.C.; Vanhove, H.; Duflou, J.R. Direct diode lasers for industrial laser cutting: A performance comparison with conventional fiber and CO2 technologies. Phys. Procedia 2014, 56, 901–908. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Akash, R.; Krishnan, S.; Phan, N.H.; Pi, V.N.; Elsheikh, A.H. Surface quality measures analysis and optimization on machining titanium alloy using CO2 based Laser beam drilling process. J. Manuf. Process. 2021, 62, 1–6. [Google Scholar] [CrossRef]
- Sakaev, I.; Ishaaya, A.A. Diode laser assisted oxygen cutting of thick mild steel with off-axis beam delivery. Opt. Laser. Technol. 2021, 138, 106876. [Google Scholar] [CrossRef]
- Wang, Z.; Li, T.; Yang, G.; Song, Y. High power, high efficiency continuous wave 808nm laser diode arrays. Opt. Laser. Technol. 2017, 97, 297–301. [Google Scholar] [CrossRef]
- Vasanth, S.; Muthuramalingam, T.; Prakash, S.S.; Raghav, S.S. Investigation of SOD control on leather carbonization in diode laser cutting. Mater. Manuf. Process. 2022, 38, 544–553. [Google Scholar] [CrossRef]
- Kanagaraj, J.; Panda, R.C.; Kumar, M.V. Trends and advancements in sustainable leather processing: Future directions and challenges—A review. J. Environ. Chem. Eng. 2020, 8, 104379. [Google Scholar]
- Tatzel, L.; Tamimi, O.A.; Haueise, T.; Leon, F.P. Image-based modelling and visualization of the relationship between laser-cut edge and process parameters. Opt. Laser. Technol. 2021, 141, 107028. [Google Scholar] [CrossRef]
- Swaminathan, V.; Thangaraj, M.; Joseph, E.G.; Khadar, S.S.; Saji, J.P.; Karmiris-Obratański, P. Analysis of Carbon Formation on Machined Leather Specimen Using FTIR Technique in Laser Diode Assisted Cutting Process. Materials 2023, 16, 148. [Google Scholar] [CrossRef]
- Thangaraj, M.; Ahmadein, M.; Alsaleh, N.A.; Elsheikh, A.H. Optimization of Abrasive Water Jet Machining of SiC Reinforced Aluminum Alloy Based Metal Matrix Composites Using Taguchi–DEAR Technique. Materials 2021, 14, 6250. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Trial No. | Standoff Distance (mm) | Feedrate (mm/min) | Duty Cycle (%) | Carbonization (%) | ||
|---|---|---|---|---|---|---|
| 2.5 W | 5.5 W | 20 W | ||||
| 1 | 18 | 200 | 70 | 81.917 | 64.253 | 59.980 |
| 2 | 18 | 250 | 75 | 80.697 | 61.840 | 59.563 |
| 3 | 18 | 300 | 80 | 79.270 | 62.333 | 56.810 |
| 4 | 20 | 200 | 75 | 74.560 | 60.793 | 54.673 |
| 5 | 20 | 250 | 80 | 72.630 | 58.190 | 52.117 |
| 6 | 20 | 300 | 70 | 73.713 | 59.623 | 53.387 |
| 7 | 22 | 200 | 80 | 76.383 | 63.537 | 57.527 |
| 8 | 22 | 250 | 70 | 75.963 | 62.167 | 56.803 |
| 9 | 22 | 300 | 75 | 74.580 | 60.780 | 55.283 |
| Trial No. | Standoff Distance (mm) | Feedrate (mm/min) | Duty Cycle (%) | Kerf Width (mm) | ||
|---|---|---|---|---|---|---|
| 2.5 W | 5.5 W | 20 W | ||||
| 1 | 18 | 200 | 70 | 0.128 | 0.126 | 0.124 |
| 2 | 18 | 250 | 75 | 0.126 | 0.125 | 0.123 |
| 3 | 18 | 300 | 80 | 0.127 | 0.125 | 0.122 |
| 4 | 20 | 200 | 75 | 0.125 | 0.123 | 0.121 |
| 5 | 20 | 250 | 80 | 0.124 | 0.122 | 0.119 |
| 6 | 20 | 300 | 70 | 0.124 | 0.120 | 0.120 |
| 7 | 22 | 200 | 80 | 0.128 | 0.125 | 0.124 |
| 8 | 22 | 250 | 70 | 0.126 | 0.124 | 0.123 |
| 9 | 22 | 300 | 75 | 0.125 | 0.124 | 0.121 |
| Trial No. | Standoff Distance (mm) | Feedrate (mm/min) | Duty Cycle (%) | Material Removal Rate (mg/s) | ||
|---|---|---|---|---|---|---|
| 2.5 W | 5.5 W | 20 W | ||||
| 1 | 18 | 200 | 70 | 0.007012 | 0.008223 | 0.009015 |
| 2 | 18 | 250 | 75 | 0.006989 | 0.008094 | 0.009007 |
| 3 | 18 | 300 | 80 | 0.006937 | 0.007899 | 0.008859 |
| 4 | 20 | 200 | 75 | 0.006898 | 0.007557 | 0.008631 |
| 5 | 20 | 250 | 80 | 0.006521 | 0.007218 | 0.008120 |
| 6 | 20 | 300 | 70 | 0.006733 | 0.007359 | 0.008592 |
| 7 | 22 | 200 | 80 | 0.006849 | 0.007681 | 0.008716 |
| 8 | 22 | 250 | 70 | 0.006699 | 0.007608 | 0.008697 |
| 9 | 22 | 300 | 75 | 0.006601 | 0.007507 | 0.008216 |
| Trial No. | Weights | MRPI | ||
|---|---|---|---|---|
| Carbonization (%) | KW (mm) | MRR (mm/min) | ||
| 1 | 0.10401 | 0.10920 | 0.11580 | 0.00016697 |
| 2 | 0.10473 | 0.11009 | 0.11569 | 0.00016668 |
| 3 | 0.10981 | 0.11099 | 0.11379 | 0.00016124 |
| 4 | 0.11410 | 0.11191 | 0.11086 | 0.00015305 |
| 5 | 0.11970 | 0.11379 | 0.10430 | 0.00013547 |
| 6 | 0.11685 | 0.11284 | 0.11036 | 0.00015167 |
| 7 | 0.10844 | 0.10920 | 0.11195 | 0.00015608 |
| 8 | 0.10982 | 0.11009 | 0.11171 | 0.00015540 |
| 9 | 0.11284 | 0.11191 | 0.10553 | 0.00013869 |
| Factors | Levels | Max–Min | ||
|---|---|---|---|---|
| 1 | 2 | 3 | ||
| SOD | 0.0001647 | 0.0001467 | 0.0001501 | 0.00001801 |
| FR | 0.0001587 | 0.0001523 | 0.0001505 | 0.00000817 |
| DC | 0.0001580 | 0.0001526 | 0.0001509 | 0.0000071 |
| Factors | Level | Parameters |
|---|---|---|
| SOD | 1 | 18 mm |
| FR | 1 | 200 mm/min |
| DC | 1 | 70% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khalaf, T.; Thangaraj, M.; Moiduddin, K.; Swaminathan, V.; Mian, S.H.; Ahmed, F.; Aboudaif, M.K. Performance Evaluation of Input Power of Diode Laser on Machined Leather Specimen in Laser Beam Cutting Process. Materials 2023, 16, 2416. https://doi.org/10.3390/ma16062416
Khalaf T, Thangaraj M, Moiduddin K, Swaminathan V, Mian SH, Ahmed F, Aboudaif MK. Performance Evaluation of Input Power of Diode Laser on Machined Leather Specimen in Laser Beam Cutting Process. Materials. 2023; 16(6):2416. https://doi.org/10.3390/ma16062416
Chicago/Turabian StyleKhalaf, Tamer, Muthuramalingam Thangaraj, Khaja Moiduddin, Vasanth Swaminathan, Syed Hammad Mian, Faraz Ahmed, and Mohamed Kamaleldin Aboudaif. 2023. "Performance Evaluation of Input Power of Diode Laser on Machined Leather Specimen in Laser Beam Cutting Process" Materials 16, no. 6: 2416. https://doi.org/10.3390/ma16062416
APA StyleKhalaf, T., Thangaraj, M., Moiduddin, K., Swaminathan, V., Mian, S. H., Ahmed, F., & Aboudaif, M. K. (2023). Performance Evaluation of Input Power of Diode Laser on Machined Leather Specimen in Laser Beam Cutting Process. Materials, 16(6), 2416. https://doi.org/10.3390/ma16062416