
Room Temperature Strengthening and High-Temperature Superplasticity of Mg-Li-Al-Sr-Y Alloy Fabricated by Asymmetric Rolling and Friction Stir Processing



Abstract
:1. Introduction
2. Experimental Procedures
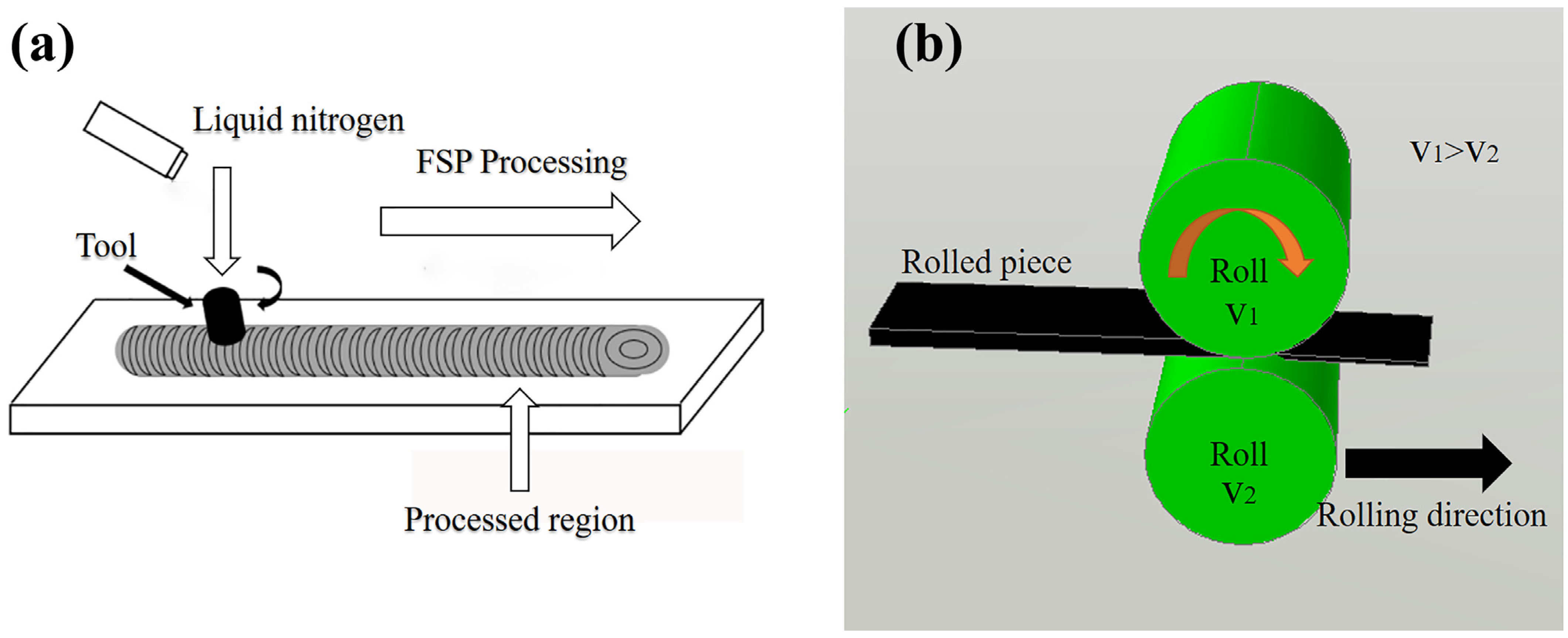
2.1. Alloy Preparation
2.2. Tensile Tests
2.3. Microstructural Characterization
3. Results
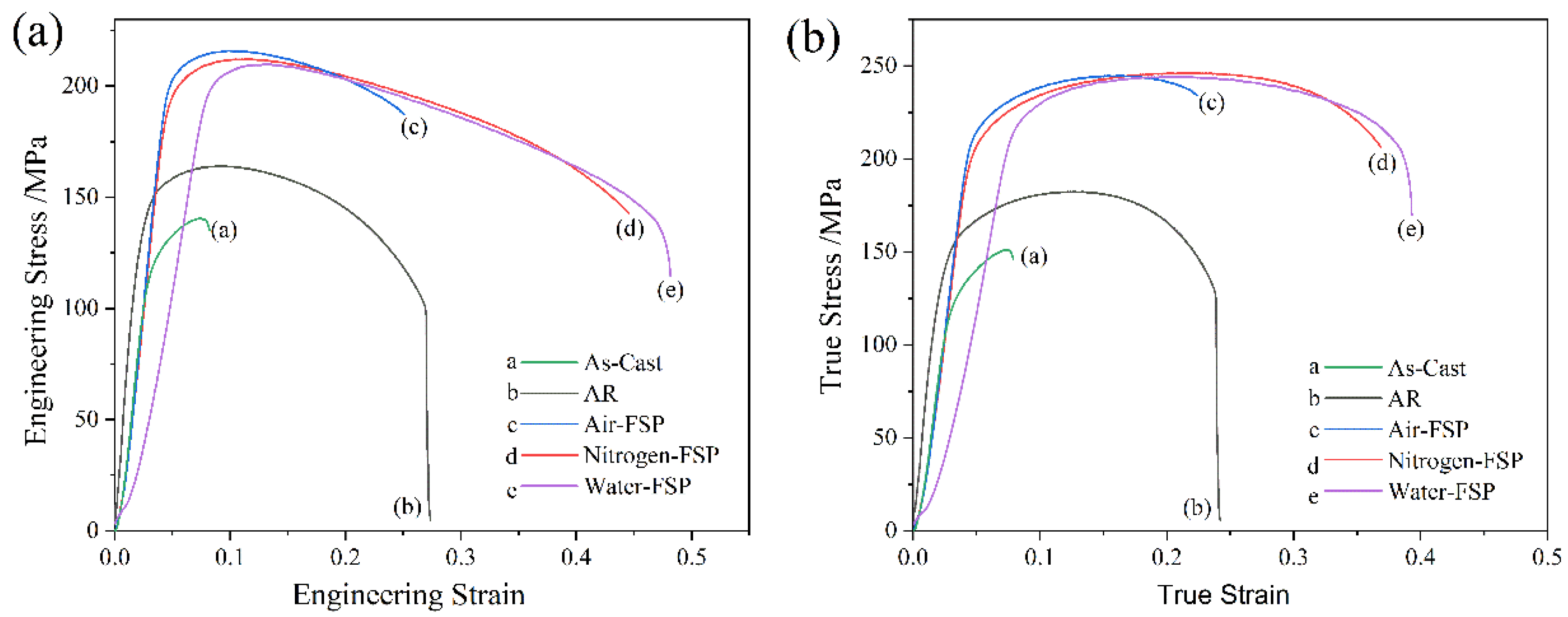
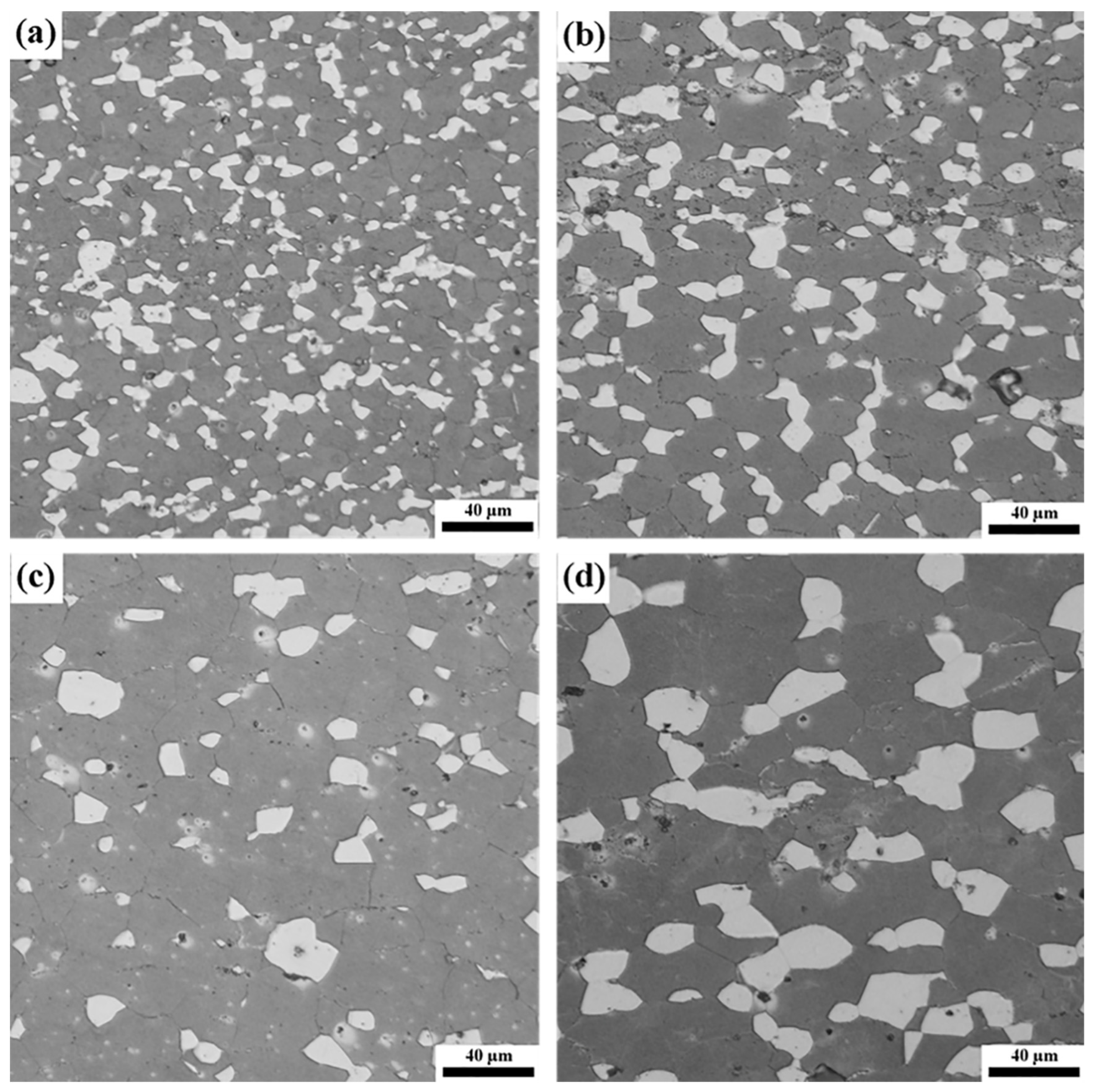
3.1. Microstructures and Mechanical Properties of This Alloy at Room Temperature
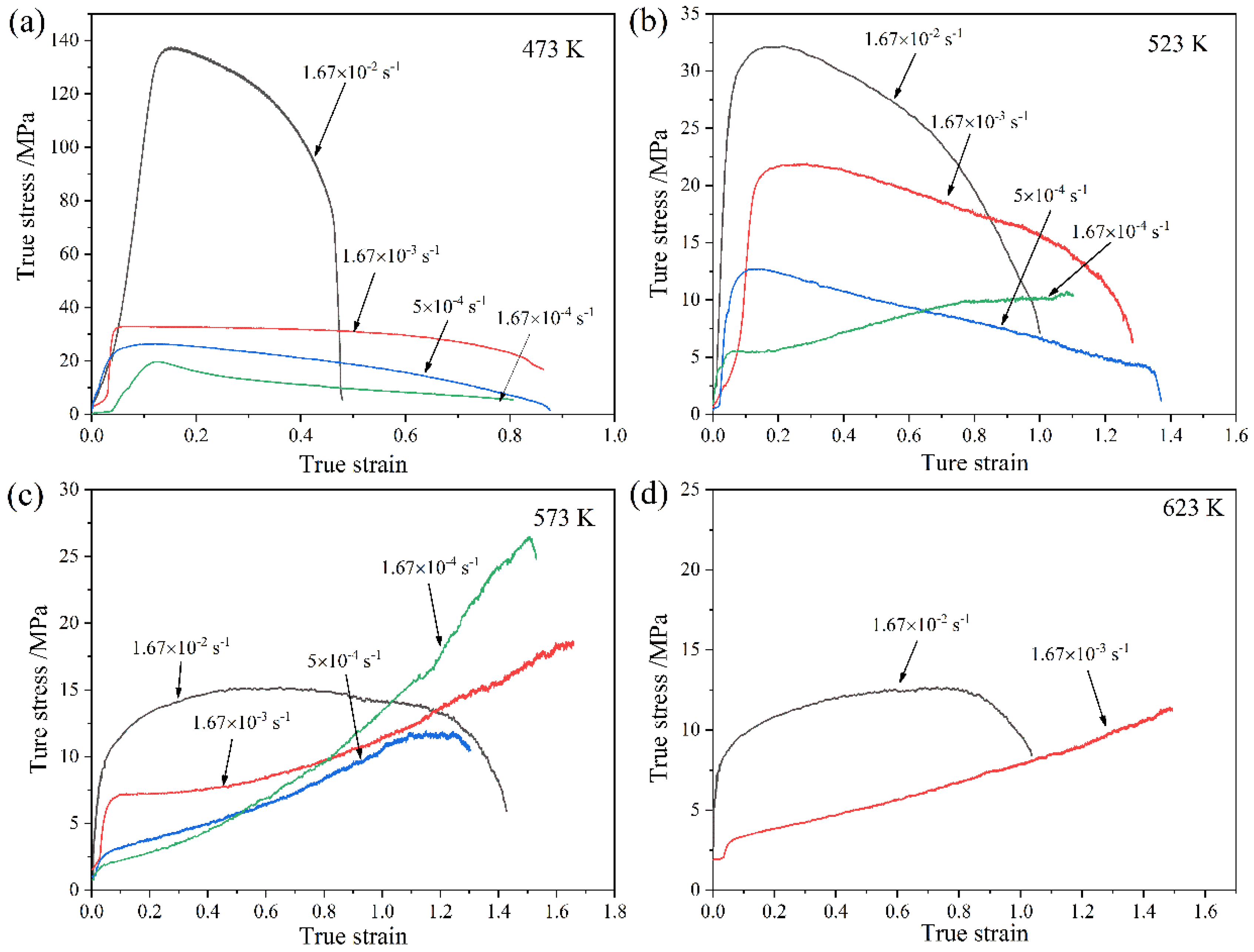
3.2. Microstructures and Mechanical Properties of This Alloy at Elevated Temperatures
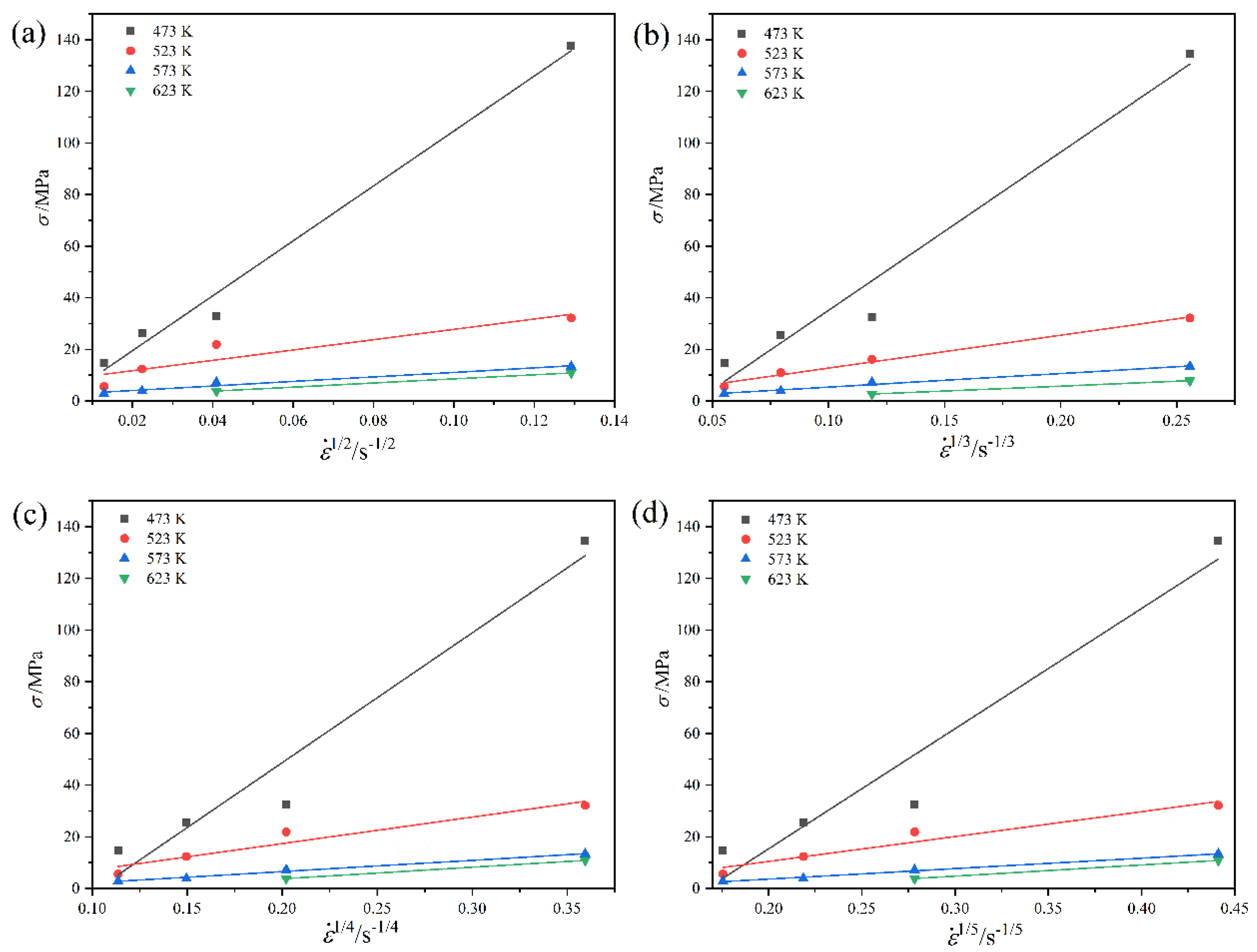
3.3. Power-Law Constitutive Equation at Elevated Temperatures
3.3.1. Threshold Stress and Stress Exponent n
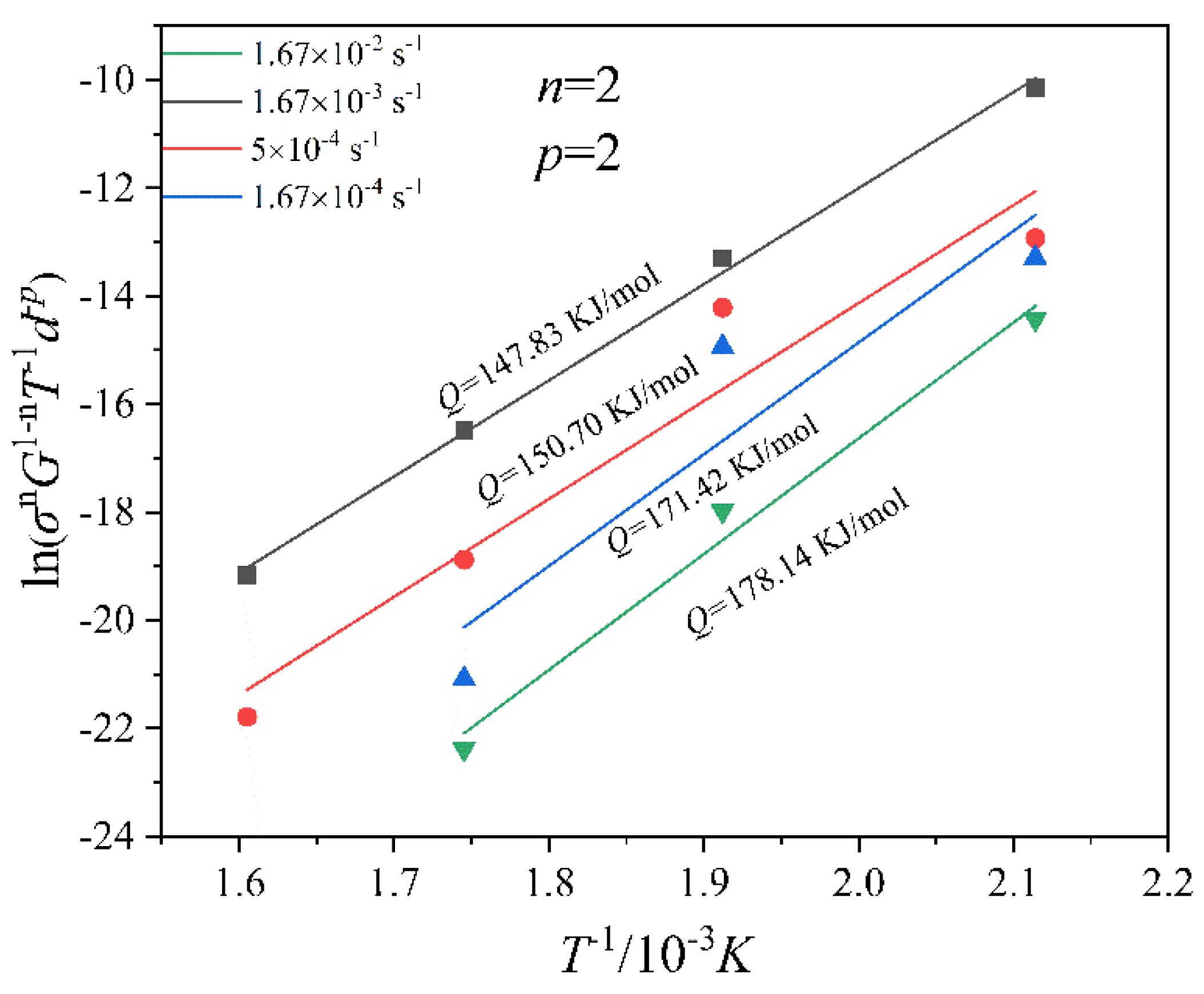
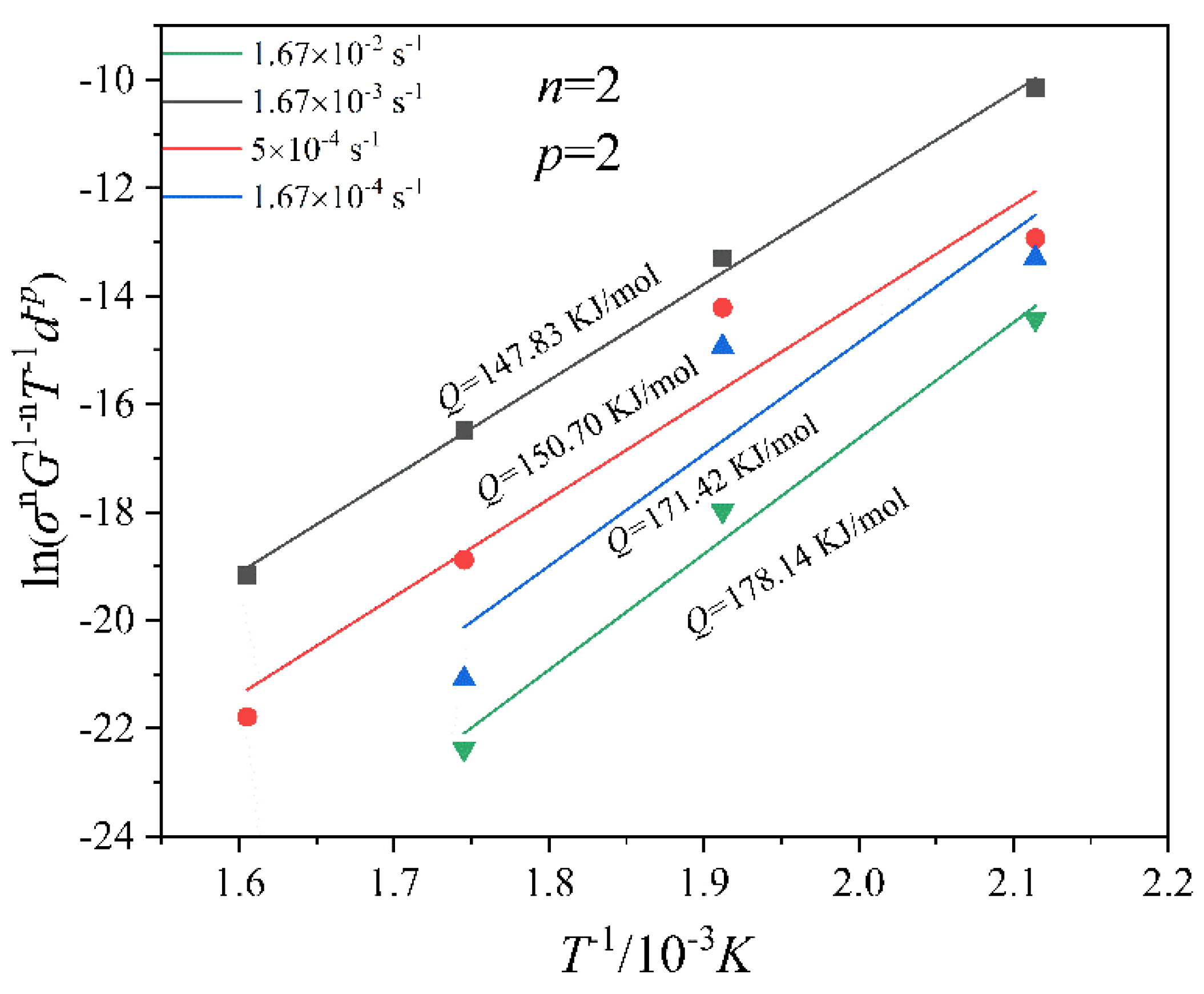
3.3.2. Deformation Activation Energy Q and Grain Size Exponent p
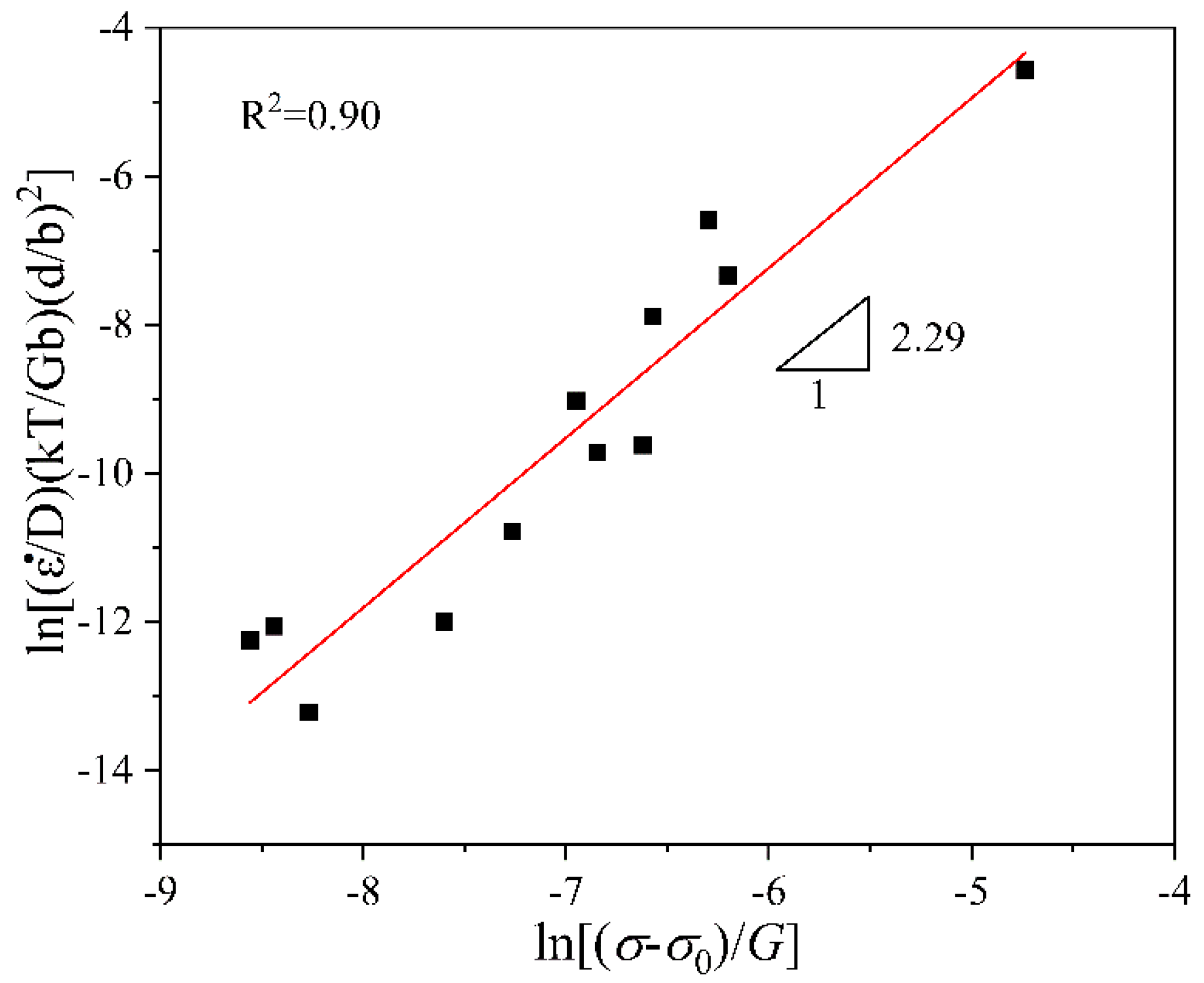
3.3.3. Normalized Curve
4. Discussion
4.1. Relationship between Microstructure and Mechanical Properties at Room Temperature
4.2. Relationship between Microstructure and Ductility at Elevated Temperatures
4.3. Deformation Mechanism at Elevated Temperatures
5. Conclusions
- (1)
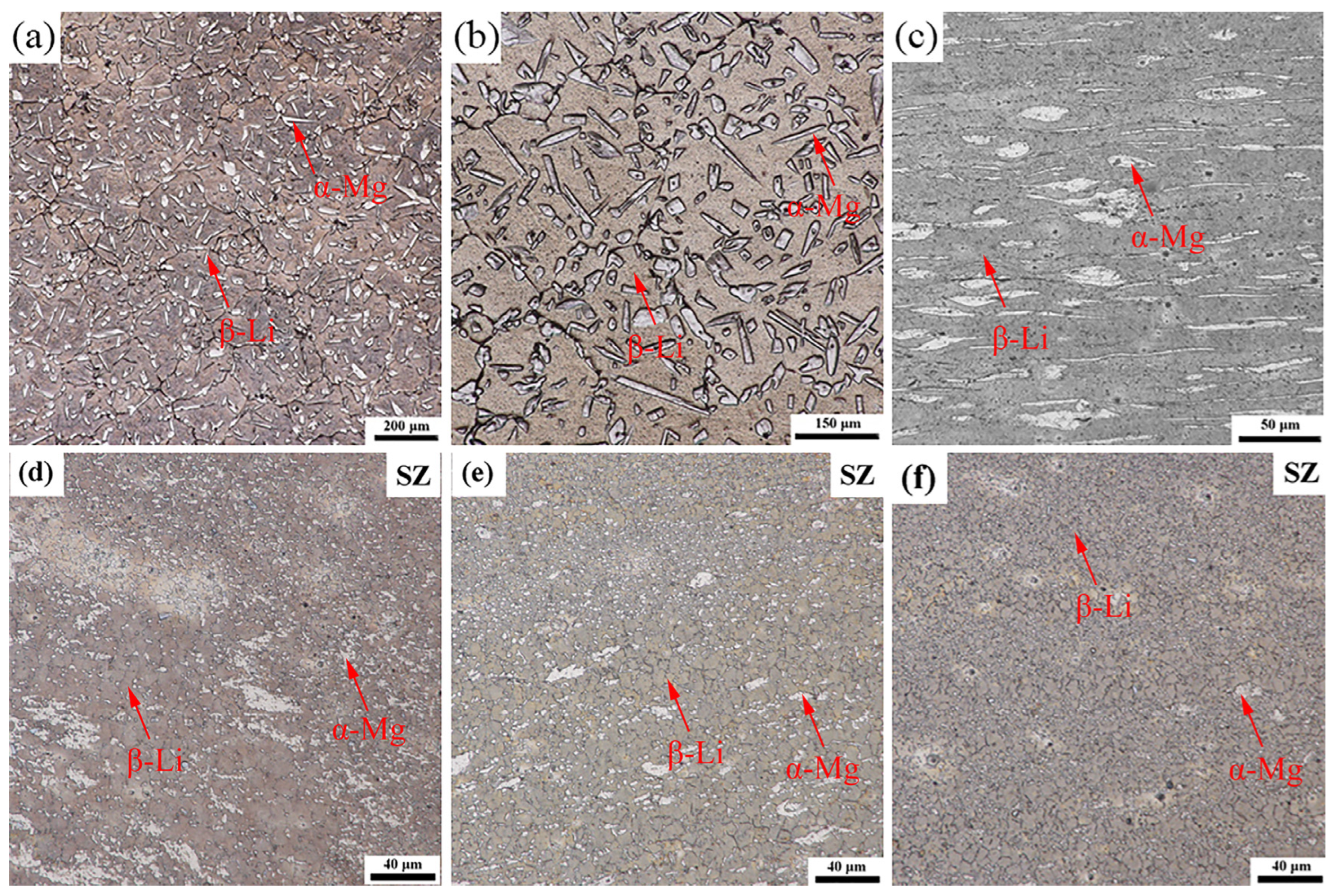
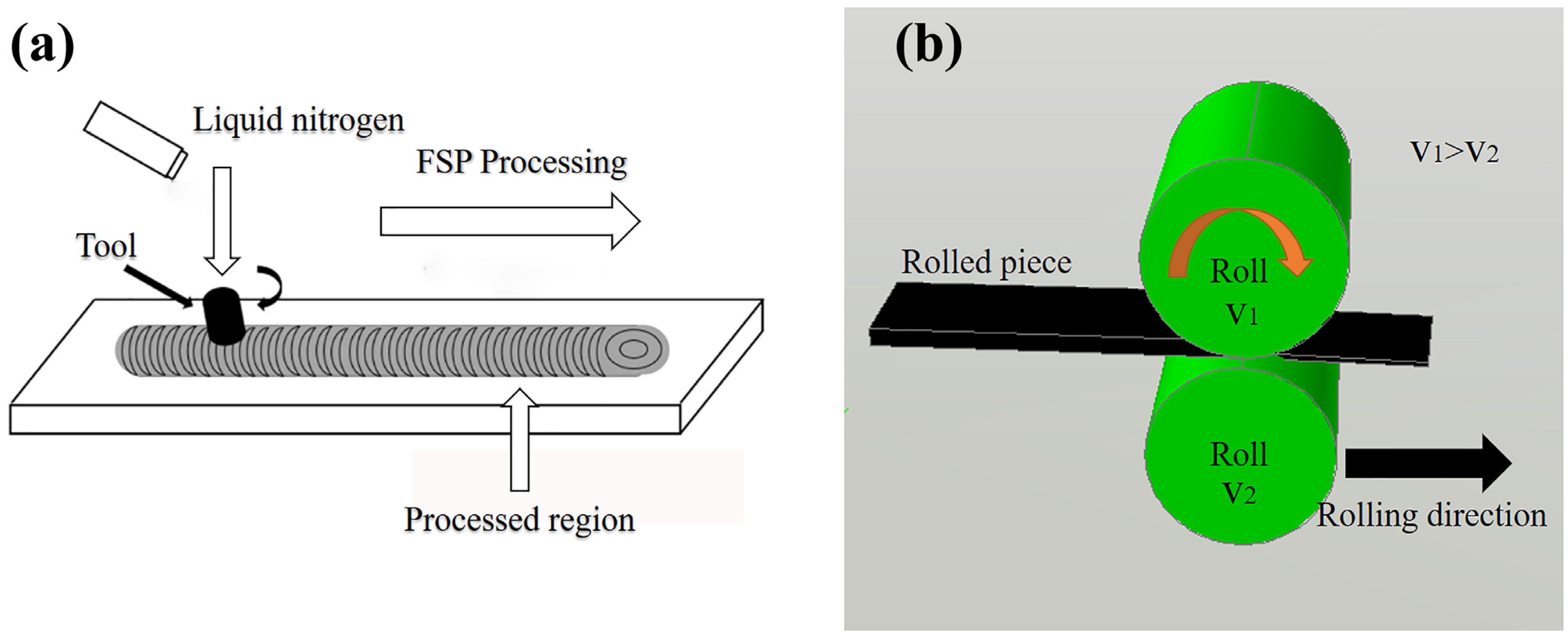
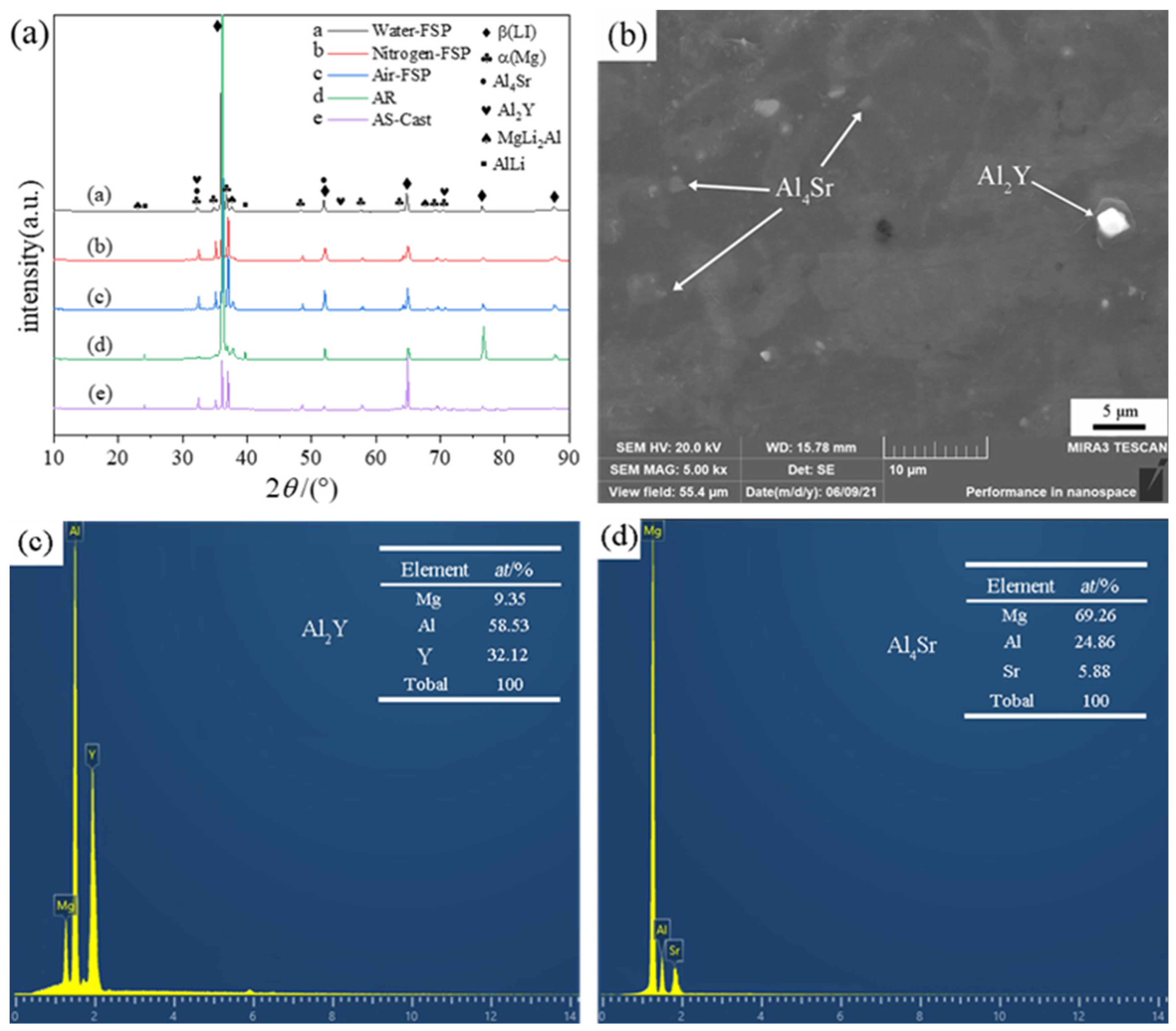
- A new fine-grained LASY9400 alloy has been fabricated by asymmetric rolling and friction stir processing. Grain refinement with an average grain size in the α-Mg phase of 1.65 μm and an average grain size in the β-Li phase of 4.24 μm has been achieved in the water-cooled FSP alloy. For room-temperature performance, the ultimate tensile strength of 208 ± 4 MPa, yield strength of 193 ± 2 MPa, and elongation of 48.2% were obtained in the water-cooled FSP alloy. XRD and EDS analyses revealed that the present alloy consists of α-Mg and β-Li phases, and Al2Y, Al4Sr, MgLi2Al, and AlLi intermetallic compounds.
- (2)
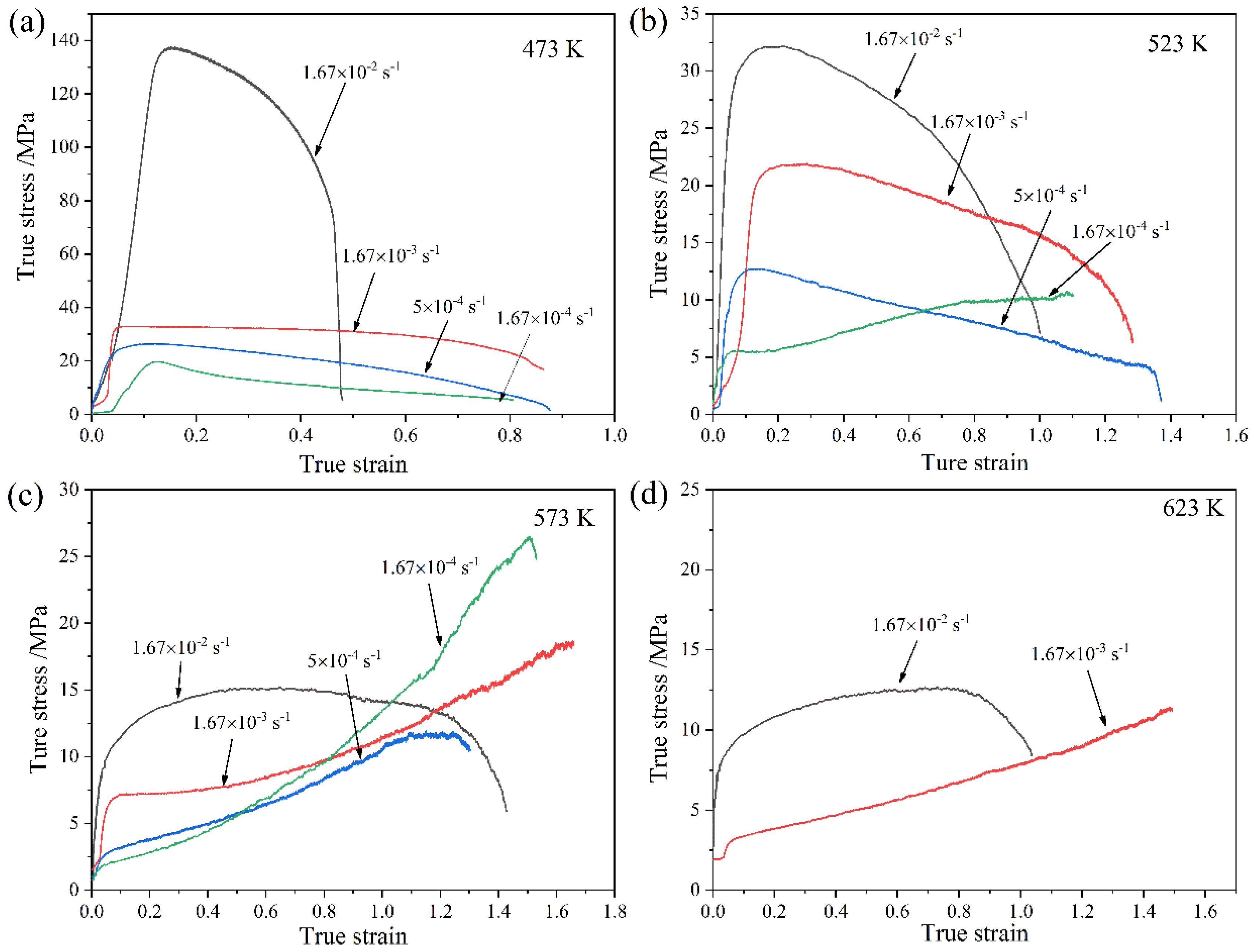
- For high-temperature performance, the maximum superplasticity or ductility of 416% was demonstrated in this fine-grained alloy with an average grain size of 10 μm at 573 K and 1.67 × 10−3 s−1.
- (3)
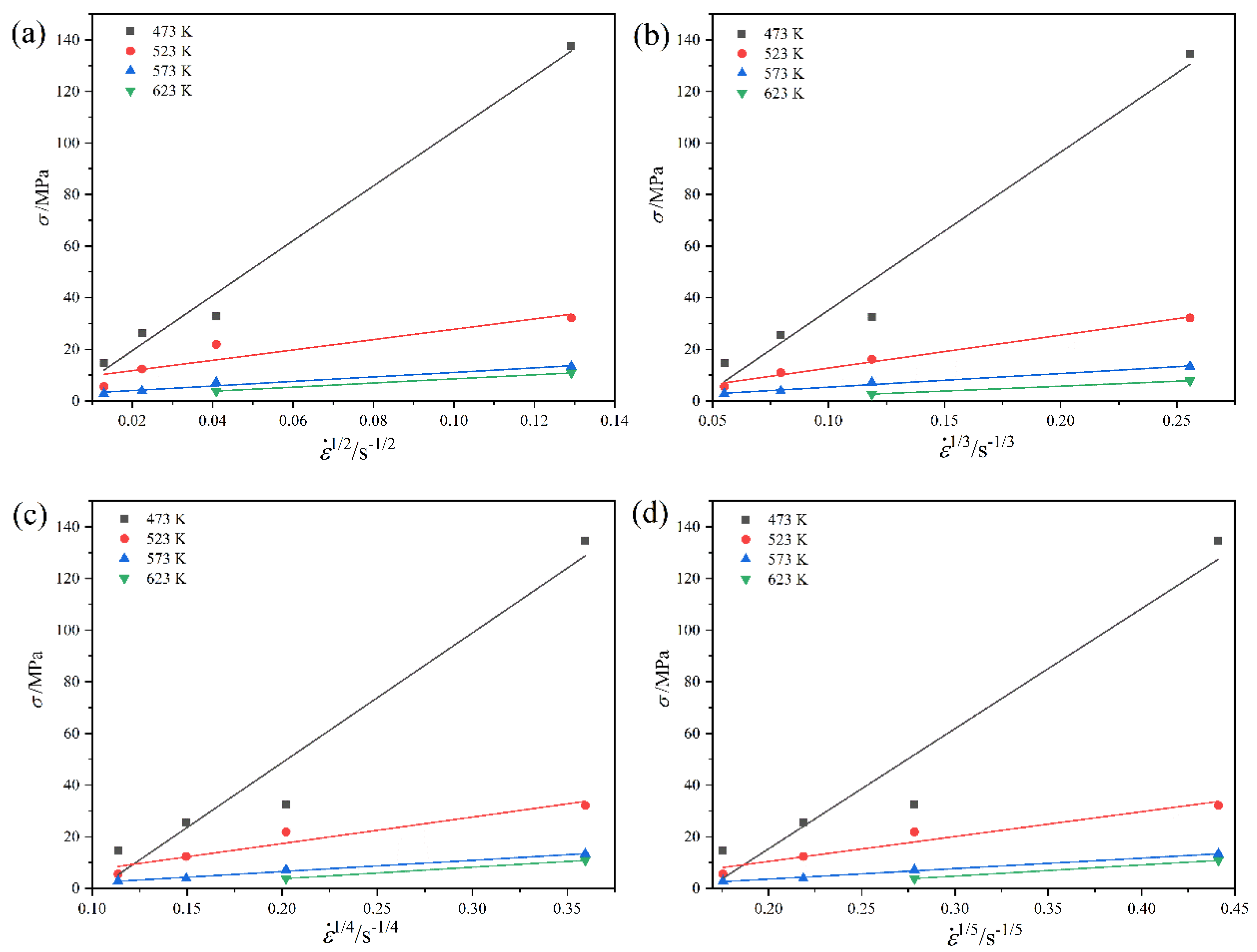
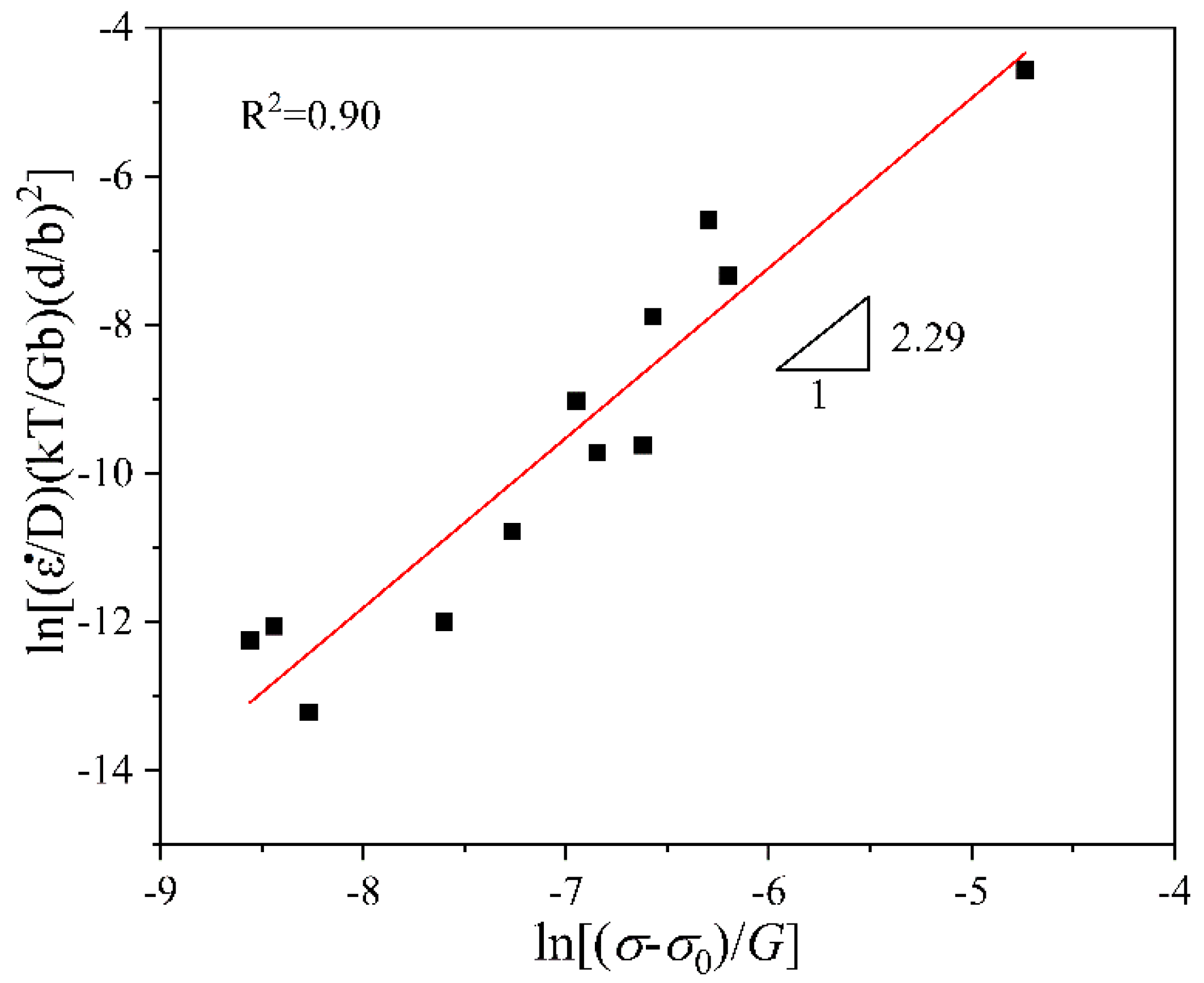
- A power-law constitutive equation was established. The stress exponent was 2.29 (≈2) (strain rate sensitivity 0.44), and the deformation activation energy was 162.02 kJ/mol. This evidence confirmed that the dominant deformation mechanism at elevated temperatures is grain boundary and interphase boundary sliding controlled by lattice diffusion.
- (4)
- Statement of novelty and outstanding achievements: In this report, a novel fine-grained LASY9400 alloy has been fabricated by our innovative asymmetric rolling and friction stir processing technique. Reasonable room-temperature properties and high-temperature superplasticity were obtained. The effect of cooling media on FSP microstructure and properties is rarely reported in the Mg-Li alloy system. The diffusion mechanism of grain coarsening has been quantified and elucidated. The striking achievement is to use our formulae of diffusivity and activation energy established in a simple system binary Mg-Li alloy to this complex multicomponent alloy. Another striking achievement is that the dislocation climb is revealed via a normalized plot in this multicomponent alloy at elevated temperatures. The processing, properties, and established constitutive equation can be applied to the engineering process and superplastic forming control process in the manufacturing field.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, N.; Qiu, Z.H.; Ren, Z.K.; Wang, D.; Shen, J.; Song, Q.N.; Zhao, J.H.; Bao, Y.F. Microstructure and mechanical properties of friction stir welded ultralight Mg-14Li-1Al alloy. Mater. Charact. 2022, 194, 112463. [Google Scholar] [CrossRef]
- Peng, P.; Yan, X.T.; Zheng, W.C.; Xu, Y.L.; Zhang, X.D.; Ma, Z.K.; Zhang, H. Microstructure and mechanical properties of heat-treated Mg-6.2Li-3.5Al–3Y alloy. Mater. Sci. Eng. A 2022, 857, 144039. [Google Scholar] [CrossRef]
- Cao, F.R.; Sun, C.F.; Shang, H.H.; Xiang, C.; Liu, R.J. Microstructure evolution and mechanical properties in an ultralight Mg-2.76Li–3Al-2.6Zn-0.39Y alloy. Mater. Sci. Eng. A 2021, 822, 141680. [Google Scholar] [CrossRef]
- An, S.; Shang, D.L.; Chen, M.; Ma, C.; Lu, Y.Q.; Hu, X.D. Microstructure Evolution Mechanism of Ultra-Thin Dual Phase Magnesium–Lithium Alloy during Asymmetric Warm Rolling. Materials 2022, 15, 5026. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Guan, Y.J.; Zhai, J.Q.; Lin, J. Hot Deformation Behavior of LA43M Mg-Li Alloy via Hot Compression Tests. J. Mater. Eng. Perform. 2019, 28, 7768–7781. [Google Scholar] [CrossRef]
- Furui, M.; Kitamura, H.; Anada, H.; Langdon, T.G. Influence of preliminary extrusion conditions on the superplastic properties of a magnesium alloy processed by ECAP. Acta Mater. 2007, 55, 1083–1091. [Google Scholar] [CrossRef]
- Kim, W.J.; Kim, M.J.; Wang, J.Y. Ultrafine-grained Mg-9Li-1Zn alloy sheets exhibiting low temperature superplasticity. Mater. Sci. Eng. A 2009, 516, 17–22. [Google Scholar] [CrossRef]
- Cao, F.R.; Sun, C.F.; Liu, S.Y.; Liang, J.R.; Liu, R.J.; Guo, H.Z.; Guo, N.P. Microstructures, hot tensile deformation behavior and constitutive modeling in a superlight Mg-2.76Li-3Al-2.6Zn-0.39Y alloy. J. Alloys Compd. 2022, 896, 163049. [Google Scholar] [CrossRef]
- Karami, M.; Mahmudi, R. Shear punch superplasticity in equal-channel angularly pressed Mg-12Li-1Zn alloy. Mater. Sci. Eng. A 2013, 576, 156–159. [Google Scholar] [CrossRef]
- Chen, D.X.; Kong, J.; Gui, Z.Z.; Li, W.; Long, Y.; Kang, Z.X. High-temperature superplastic behavior and ECAP deformation mechanism of two-phase Mg-Li alloy. Mater. Lett. 2021, 301, 130358. [Google Scholar] [CrossRef]
- Matsunoshita, H.; Edalati, K.; Furui, M.; Horita, Z. Ultrafine-grained magnesium-lithium alloy processed by high pressure torsion: Low-temperature superplasticity and potential for hydroforming. Mater. Sci. Eng. A 2015, 640, 443–448. [Google Scholar] [CrossRef]
- Edalati, K.; Masuda, T.; Arita, M.; Furui, M.; Sauvage, X.; Horita, Z.; Valiev, R.Z. Room-temperature superplasticity in an ultrafine-grained magnesium alloy. Sci. Rep. 2017, 7, 2662. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.L.; Tokunaga, T.; Ohno, M.; Wu, R.Z.; Zhang, M.L.; Matsuura, K. Low temperature superplasticity of a dual phase Mg-Li-Zn alloy processed by a multi-mode deformation process. Mater. Sci. Eng. A 2018, 737, 61–68. [Google Scholar] [CrossRef]
- Zhang, L.Y.; Huang, Y.J.; Wu, M.; Xu, C.; Ning, Z.L.; Cao, F.Y.; Sun, J.F. Intermediate-Temperature Tensile Behavior of a Hot-Rolled Mg-Li-Al-Cd-Zn Alloy. Materials 2022, 15, 1686. [Google Scholar] [CrossRef]
- Guo, J.T.; Guo, S.L.; Shen, Y.Z.; Li, D.F. Hot Deformation Behavior and Microstructural Evolution Based on the Processing Map of Dual-Phase Mg-Li Based Alloy. Materials 2022, 15, 1022. [Google Scholar] [CrossRef] [PubMed]
- Valiev, R.Z.; Straumal, B.; Langdon, T.G. Using Severe Plastic Deformation to Produce Nanostructured Materials with Superior Properties. Annu. Rev. Mater. Res. 2022, 52, 357–382. [Google Scholar] [CrossRef]
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Kong, M.; Zang, T.; Wang, Z.S.; Zhu, L.H.; Zheng, H.Y.; Gao, S.; Ngwangwa, H.M. Effects of constrained groove pressing and temperature-assisted ultrasonic shot peening on microstructure and mechanical properties of a two-phase Mg-Li alloy. J. Mater. Res. Technol. 2023, 23, 1947–1967. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Pahlavani, M.; Gholami, M.D.; Marzbanrad, J.; Hashemi, R. Production of Al/Mg-Li composite by the accumulative roll bonding process. J. Mater. Res. Technol. 2020, 9, 7880–7886. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Ma, Z.Y. Friction Stir Processing Technology: A Review. Metall. Mater. Trans. A 2008, 39A, 642–658. [Google Scholar] [CrossRef]
- Cai, J.H.; Wang, H.; Qiu, C.; Cao, G.H.; Zhang, D.T. Excellent High-Strain-Rate Superplasticity of Fine-Grained ZK60 Magnesium Alloy Produced by Submerged Friction Stir Processing. Adv. Eng. Mater. 2022, 25, 2101268. [Google Scholar] [CrossRef]
- Panigrahi, S.K.; Mishra, R.S.; Brennan, R.C.; Cho, K. Achieving extraordinary structural efficiency in a wrought magnesium rare earth alloy. Mater. Res. Lett. 2020, 8, 151–157. [Google Scholar] [CrossRef] [Green Version]
- Mirzadeh, H. High strain rate superplasticity via friction stir processing (FSP): A review. Mater. Sci. Eng. A 2021, 819, 141499. [Google Scholar] [CrossRef]
- Álvarez-Leal, M.; Carreño, F.; Orozco-Caballero, A.; Rey, P.; Ruano, O.A. High Strain Rate Superplasticity of WE54 Mg Alloy after Severe Friction Stir Processing. Metals 2020, 10, 1573. [Google Scholar] [CrossRef]
- Zhang, D.T.; Wang, S.X.; Qiu, C.; Zhang, W. Superplastic tensile behavior of a fine-grained AZ91 magnesium alloy prepared by friction stir processing. Mater. Sci. Eng. A 2012, 556, 100–106. [Google Scholar] [CrossRef]
- Yang, Q.; Xiao, B.L.; Zhang, Q.; Zheng, M.Y.; Ma, Z.Y. Exceptional high-strain-rate superplasticity in Mg–Gd–Y–Zn–Zr alloy with long-period stacking ordered phase. Scr. Mater. 2013, 69, 801–804. [Google Scholar] [CrossRef]
- Harwani, D.; Badheka, V.; Patel, V.; Li, W.Y.; Andersson, J. Developing superplasticity in magnesium alloys with the help of friction stir processing and its variants—A review. J. Mater. Res. Technol. 2021, 12, 2055–2075. [Google Scholar] [CrossRef]
- Liu, F.C.; Tan, M.J.; Liao, J.; Ma, Z.Y.; Meng, Q.; Nakata, K. Microstructural evolution and superplastic behavior in friction stir processed Mg-Li-Al-Zn alloy. J. Mater. Sci. 2013, 48, 8539–8546. [Google Scholar] [CrossRef]
- Zhou, M.R.; Morisada, Y.; Fujii, H.; Wang, J.Y. Pronounced low-temperature superplasticity of friction stir processed Mg–9Li–1Zn alloy. Mater. Sci. Eng. A 2020, 780, 139071. [Google Scholar] [CrossRef]
- Kawasaki, M.; Langdon, T.G. Review: Achieving superplastic properties in ultrafine-grained materials at high temperatures. J. Mater. Sci. 2016, 51, 19–32. [Google Scholar] [CrossRef]
- Barnes, A.J. Superplastic Forming 40 Years and Still Growing. J. Mater. Eng. Perform. 2013, 22, 935–2949. [Google Scholar] [CrossRef]
- Taleff, E.M.; Hector, L.G.; Verma, R.; Krajewski, P.E.; Chang, J.K. Material models for simulation of superplastic Mg alloy sheet forming. J. Mater. Eng. Perform. 2010, 19, 488–494. [Google Scholar] [CrossRef]
- Cao, F.R.; Xue, G.Q.; Zhou, B.J.; Wang, S.C. High-temperature deformation behavior of duplex Mg-8.41Li-1.80Al-1.77Zn alloy processed by friction stir processing. Met. Mater. Int. 2019, 25, 570–583. [Google Scholar]
- Mukherjee, A.K. An examination of the constitutive equation for elevated temperature plasticity. Mater. Sci. Eng. A 2002, 322, 1–22. [Google Scholar] [CrossRef]
- Langdon, T.G. A unified approach to grain boundary sliding in creep and superplasticity. Acta Metall. Mater. 1994, 42, 2437–2443. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation Mechanism Maps; Pergamon Press: Oxford, UK, 1982; p. 21. [Google Scholar]
- Kawasaki, M.; Kubota, K.; Higashi, K.; Langdon, T.G. Flow and cavitation in a quasi-superplastic two-phase magnesium-lithium alloy. Mater. Sci. Eng. A 2006, 429, 334–340. [Google Scholar] [CrossRef]
- Langdon, T.G. Seventy-five years of superplasticity: Historic developments and new opportunities. J. Mater. Sci. 2009, 44, 5998–6010. [Google Scholar] [CrossRef]
- Sherby, O.D.; Wadsworth, J. Superplasticity-recent advances and future directions. Prog. Mater. Sci. 1989, 33, 169–221. [Google Scholar] [CrossRef]
- Cao, F.R.; Ding, H.; Li, Y.L.; Zhou, G.; Cui, J.Z. Superplasticity, dynamic grain growth and deformation mechanism in ultralight two-phase magnesium-lithium alloys. Mater. Sci. Eng. A 2010, 527, 2335–2341. [Google Scholar] [CrossRef]
- Ruano, O.A.; Wadsworth, J.; Sherby, O.D. Deformation mechanisms in an austenitic stainless steel (25Cr-20Ni) at elevated temperature. J. Mater. Sci. 1985, 20, 3735–3744. [Google Scholar] [CrossRef]
- Taleff, E.M.; Ruano, O.A.; Sherby, O.D. Superplastic behavior of a fine-grained Mg-9Li materials at low homologous temperature. J. Mater. Res. 1992, 7, 2131–2135. [Google Scholar] [CrossRef] [Green Version]
- Orozco-Caballero, A.; Álvarez-Leal, M.; Ruano, O.A.; Carreño, F. Improving the mechanical properties of a WE54 magnesium alloy through severe friction stir processing and rapid cooling. Mater. Sci. Eng. A 2022, 856, 143963. [Google Scholar] [CrossRef]
- Cao, F.R.; Cui, J.Z.; Wen, J.L.; Lei, F. Mechanical behaviour and microstructure evolution of superplastic Mg-8.4 wt pct Li alloy and effect of grain size and phase ratio on its elongation. J. Mater. Sci. Technol. 2000, 16, 55–58. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy (wt.%) | Processing | Grain Size/μm | T/K | Strain Rate/s−1 | Elongation/% | Reference |
|---|---|---|---|---|---|---|
| Mg-4.07Li-3.1Al-3.4Zn-0.14Si | Extrusion | - | 523, 573, 623 | 0.0001, 0.001, 0.01, 0.1, 1 | - | [5] |
| Mg-8Li | ECAP * | 1–7 | 473 | 1.5 × 10−4 | 1780 | [6] |
| Mg-9Li-1Zn | HRDSR ** | 1–2 | 473, 523 | 2.4 × 10−4, 1 × 10−3 | 470~550 | [7] |
| Mg-2.76Li-3Al-2.6Zn-0.39Y | MDF + Rolling | 15.3 | 633 | 1.67 × 10−4 | 223.0 | [8] |
| Mg-12Li-1Zn | ECAP | 8 | - | - | - | [9] |
| Mg-10.73Li-4.49Al-0.52Y | ECAP | 26.4 | 623 | 5 × 10−2 | 306.6 | [10] |
| Mg-8Li | Extrusion | - | 473 | 10−3 | 1330 | [11] |
| Mg-8Li | SPD | 460 nm | 0.35Tm | 10−3 | 440 | [12] |
| Mg-8Li-5Zn | Extrusion + Rolling | - | 473 | 0.001 | 1400 | [13] |
| Mg-7.99Li-5.3Cd-4.57Al | Cold-rolling | 33.7 | 423 | 2 mm/min | 15.3 | [14] |
| Mg-10.10Li-2.98Al-3.12Zn-0.22Si | Extrusion | 10.71 | - | - | - | [15] |
| Alloy | Processing | Grain Size/μm | T/K | Strain Rate/s−1 | Elongation/% | Reference |
|---|---|---|---|---|---|---|
| ZK60 | Submerged FSP | 1.84 | 673 | 1 × 10−2 | 1205 | [22] |
| E675 | FSP | 1 | 723 | 5 × 10−2 | 1300 | [23] |
| WE54 | FSP | 0.9 | 673 | 1 × 10−2 | 726 | [25] |
| AZ91 | FSP | 3 | 573 | 1 × 10−4 | 1604 | [26] |
| Mg-9.4Gd-4.1Y-1.2Zn-0.4Zr | FSP | 4.7 | 698 | 3 × 10−2 | 3570 | [27] |
| Processing | UTS/MPa | YS/MPa | El/% |
|---|---|---|---|
| As-cast | 141 ± 2 | 133 ± 4 | 8.2 |
| AR | 164 ± 3 | 113 ± 3 | 27.3 |
| Air-FSP | 215 ± 3 | 207 ± 2 | 25.4 |
| Nitrogen-FSP | 212 ± 2 | 202 ± 1 | 44.6 |
| Water-FSP | 208 ± 4 | 193 ± 2 | 48.2 |
| /s−1 | ||||
|---|---|---|---|---|
| T/K | 1.67 × 10−2 | 1.67 × 10−3 | 5.0 × 10−4 | 1.67 × 10−4 |
| 473 | 4.07 | 3.98 | 3.86 | 3.81 |
| 523 | 4.33 | 4.54 | 3.95 | 6.43 |
| 573 | 6.81 | 10.05 | 15.62 | 17.35 |
| 623 | 14.25 | 17.12 | 34.14 | 39.28 |
| T (K) | Qgb (kJ/mol) | Dgb (m−2·s−1) | Ql (kJ/mol) | Dl (m−2·s−1) |
|---|---|---|---|---|
| 473 | 68.34 | 2.82053 × 10−12 | 105.42 | 2.27978 × 10−16 |
| 523 | 68.35 | 1.48503 × 10−11 | 105.66 | 2.79971 × 10−15 |
| 573 | 68.36 | 5.85195 × 10−11 | 105.89 | 2.22186 × 10−14 |
| 623 | 68.37 | 1.85 × 10−10 | 106.12 | 1.26612 × 10−13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, F.; Xiang, C.; Kong, S.; Guo, N.; Shang, H. Room Temperature Strengthening and High-Temperature Superplasticity of Mg-Li-Al-Sr-Y Alloy Fabricated by Asymmetric Rolling and Friction Stir Processing. Materials 2023, 16, 2345. https://doi.org/10.3390/ma16062345
Cao F, Xiang C, Kong S, Guo N, Shang H. Room Temperature Strengthening and High-Temperature Superplasticity of Mg-Li-Al-Sr-Y Alloy Fabricated by Asymmetric Rolling and Friction Stir Processing. Materials. 2023; 16(6):2345. https://doi.org/10.3390/ma16062345
Chicago/Turabian StyleCao, Furong, Chao Xiang, Shuting Kong, Nanpan Guo, and Huihui Shang. 2023. "Room Temperature Strengthening and High-Temperature Superplasticity of Mg-Li-Al-Sr-Y Alloy Fabricated by Asymmetric Rolling and Friction Stir Processing" Materials 16, no. 6: 2345. https://doi.org/10.3390/ma16062345
APA StyleCao, F., Xiang, C., Kong, S., Guo, N., & Shang, H. (2023). Room Temperature Strengthening and High-Temperature Superplasticity of Mg-Li-Al-Sr-Y Alloy Fabricated by Asymmetric Rolling and Friction Stir Processing. Materials, 16(6), 2345. https://doi.org/10.3390/ma16062345