
Effect of Double-Step and Strain-Assisted Tempering on Properties of Medium-Carbon Steel

 , , , ,
, , , ,
Abstract
1. Introduction
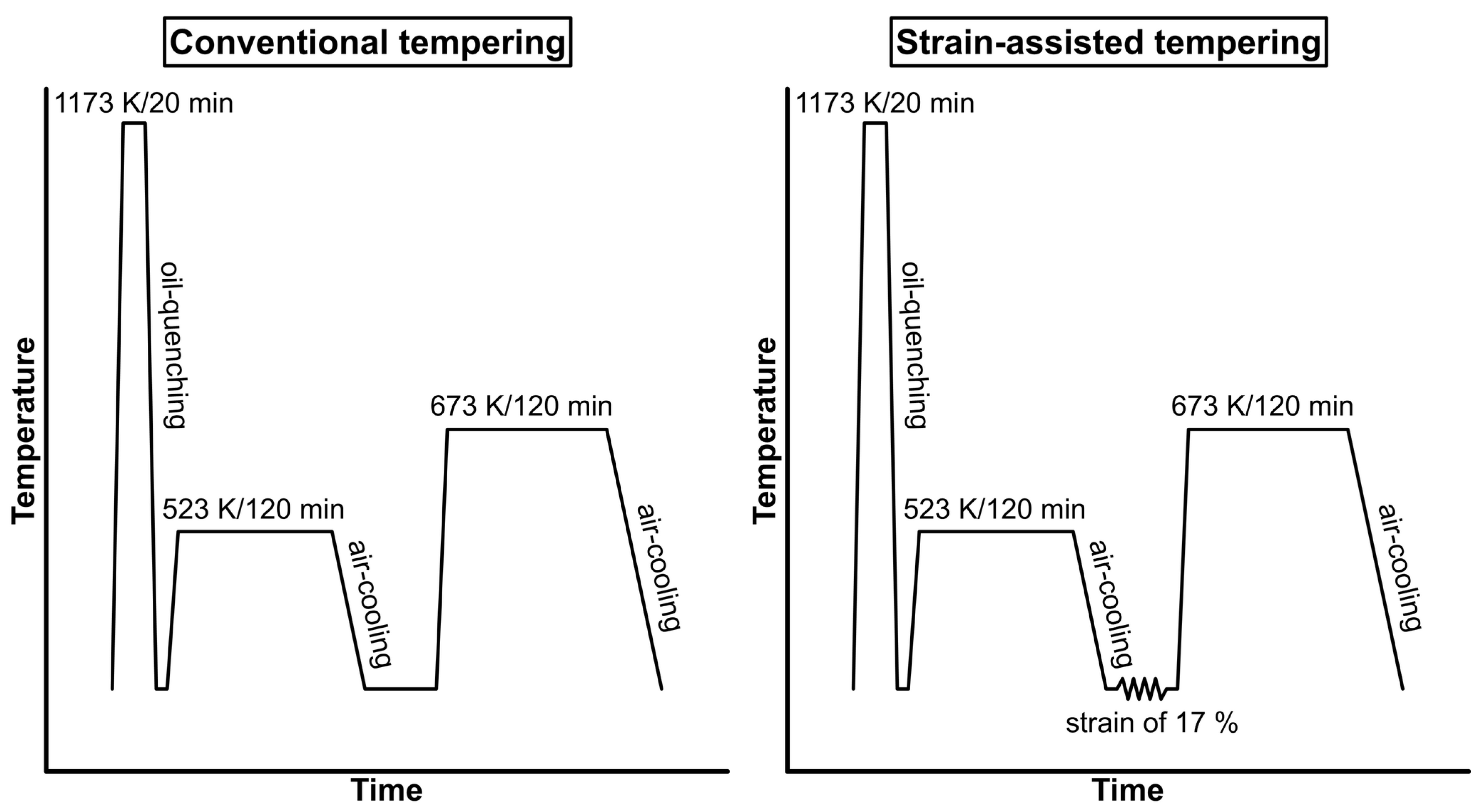
2. Materials and Methods
3. Results
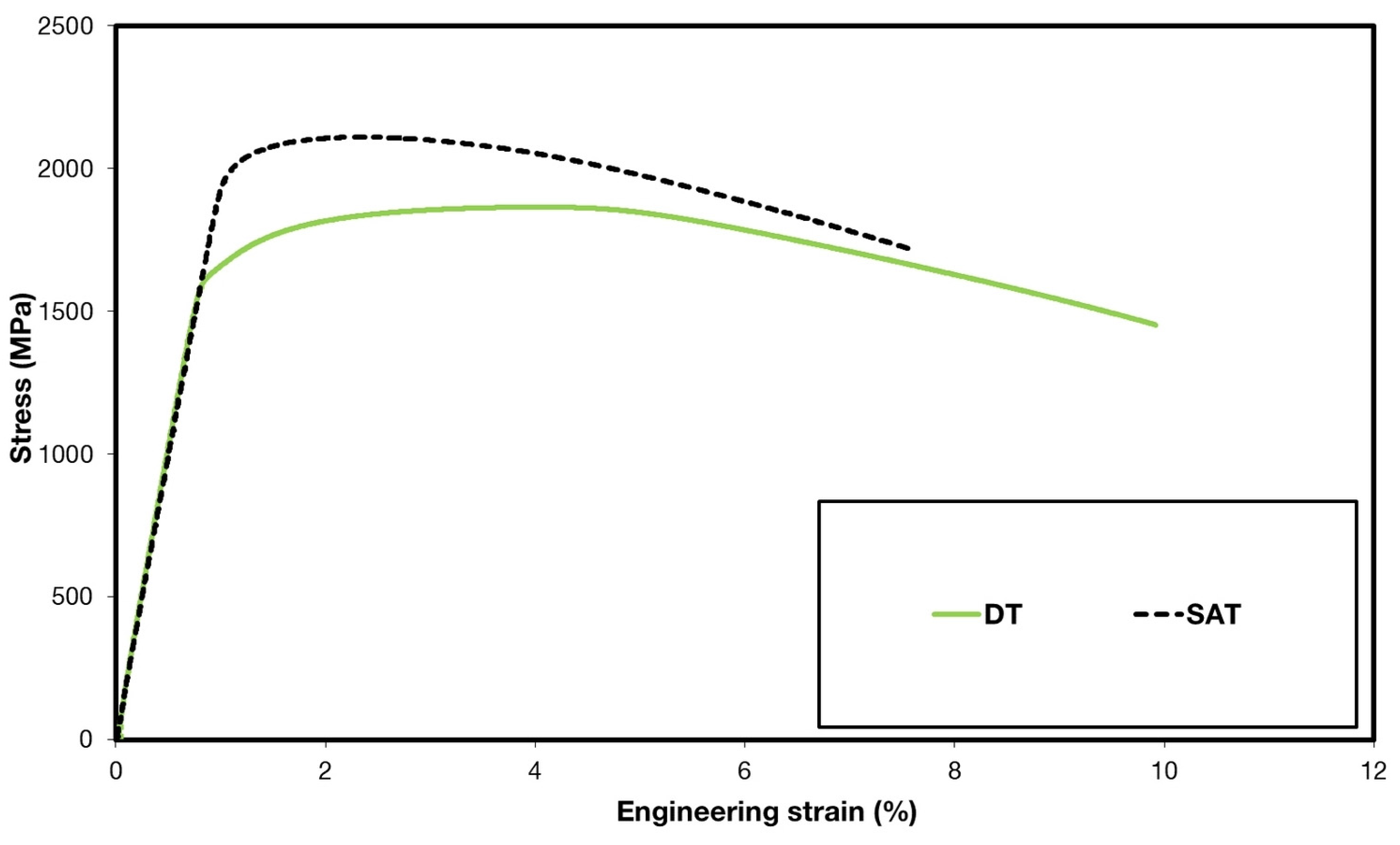
3.1. Mechanical Properties
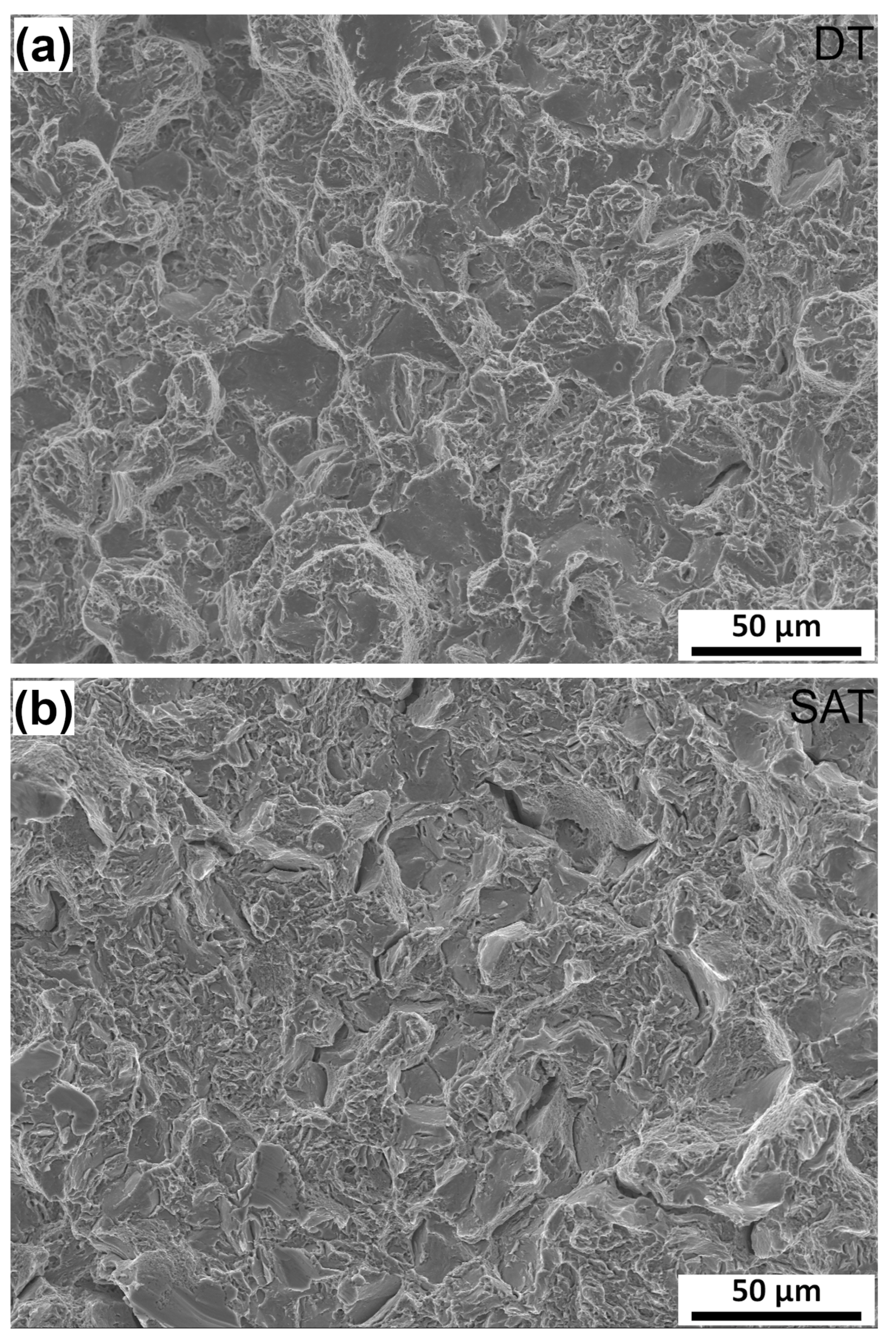
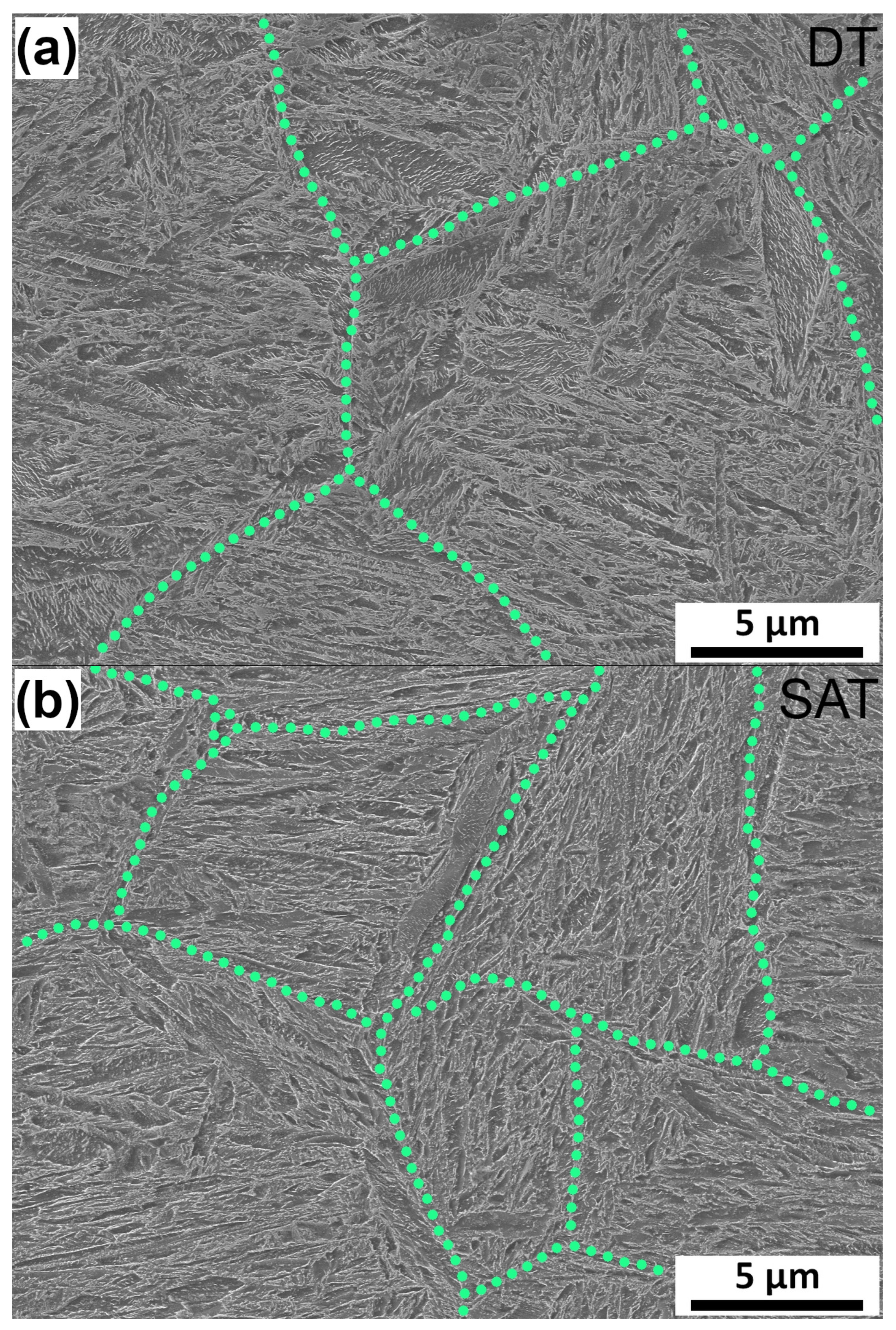
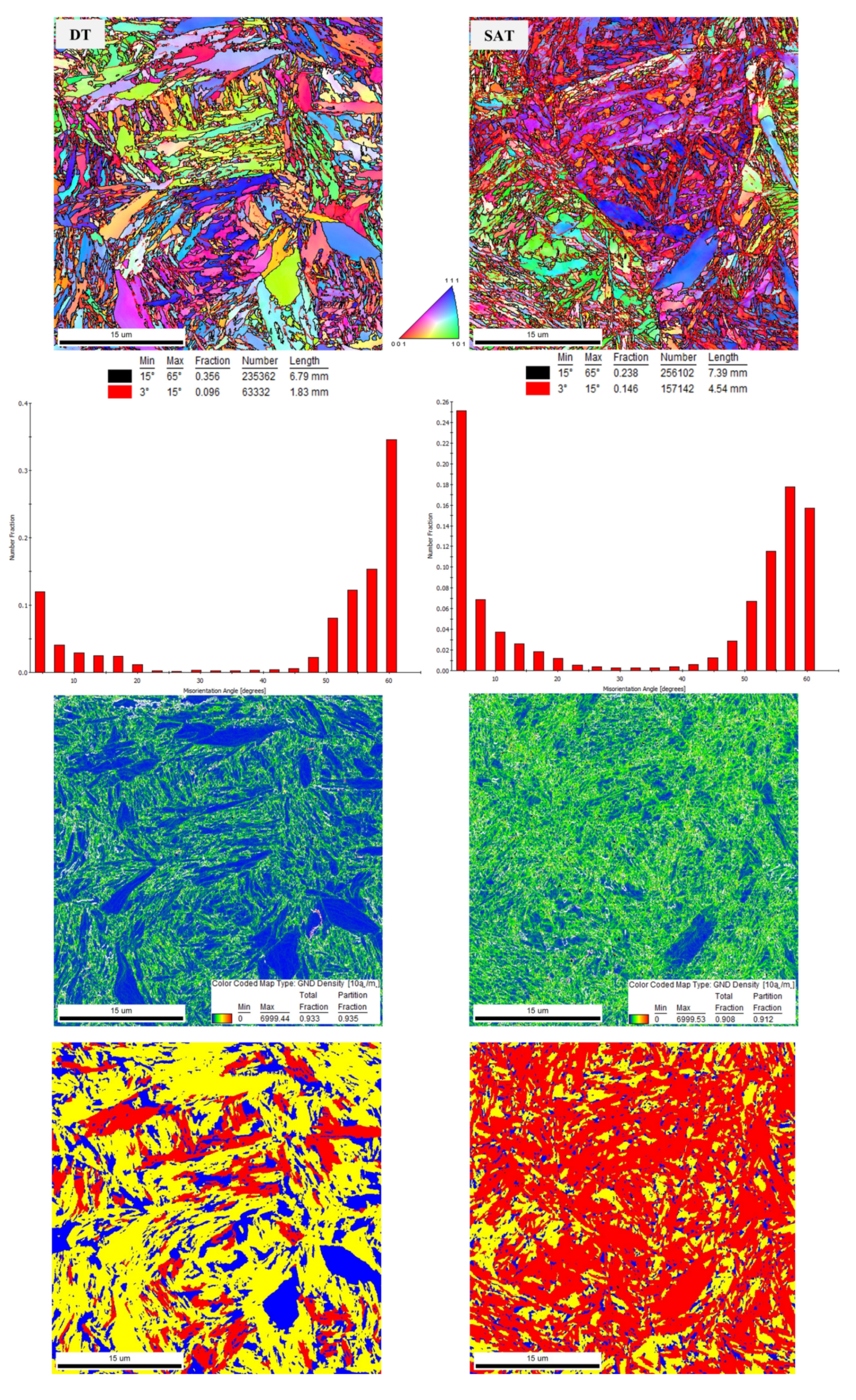
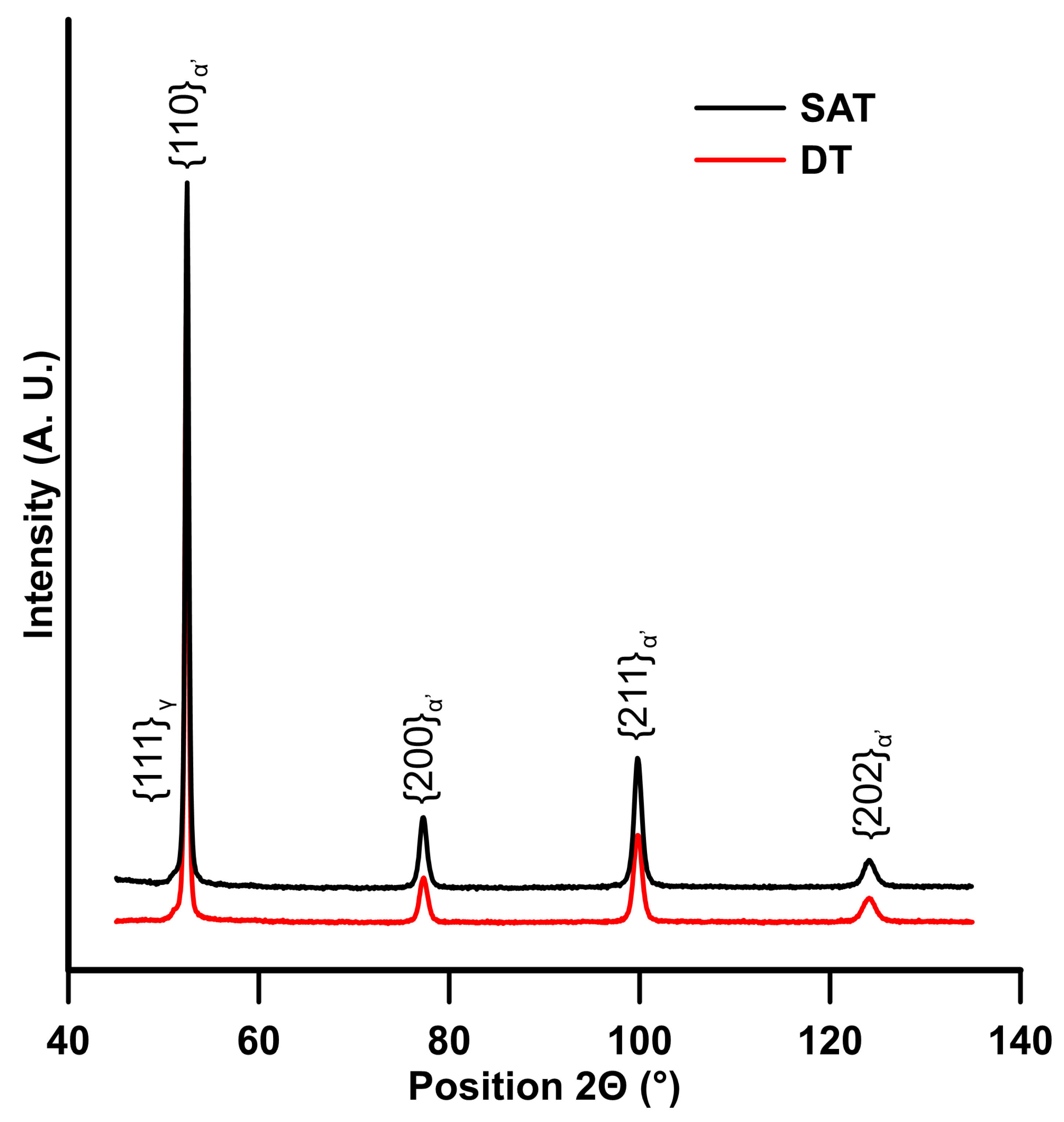
3.2. Microstructural Observation
4. Discussion
Strength and Strengthening Contributions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, Y.X.; Song, X.T.; Liang, J.W.; Shen, Y.F.; Misra, R.D.K. Innovative processing of obtaining nanostructured bainite with high strength—High ductility combination in low-carbon-medium-Mn steel: Process-structure-property relationship. Mater. Sci. Eng. A 2018, 718, 267–276. [Google Scholar] [CrossRef]
- Park, S.H.; Lee, C.S. Relationship between mechanical properties and high-cycle fatigue strength of medium-carbon steels. Mater. Sci. Eng. A 2017, 690, 185–194. [Google Scholar] [CrossRef]
- Speich, G.R.; Leslie, W.C. Tempering of steel. Metall. Trans. 1972, 3, 1043–1054. [Google Scholar] [CrossRef]
- Nam, W.-J.; Choi, H.-C. Effects of silicon, nickel, and vanadium on impact toughness in spring steels. Mater. Sci. Technol. 1997, 13, 568–574. [Google Scholar] [CrossRef]
- Gokhman, A.; Nový, Z.; Salvetr, P.; Ryukhtin, V.; Strunz, P.; Motyčka, P.; Zmeko, J.; Kotous, J. Effects of Silicon, Chromium, and Copper on Kinetic Parameters of Precipitation during Tempering of Medium Carbon Steels. Materials 2021, 14, 1445. [Google Scholar] [CrossRef]
- Bansal, G.K.; Pradeep, M.; Ghosh, C.; Rajinikanth, V.; Srivastava, V.C.; Bhagat, A.N.; Kundu, S. Evolution of Microstructure in a Low-Si Micro-alloyed Steel Processed Through One-Step Quenching and Partitioning. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 547–555. [Google Scholar] [CrossRef]
- Liu, M.; Guan, J.; Zhang, Q.; Ai, L.; Fan, L.; Xu, G. Microstructure and Properties of a Medium-Carbon Ti-Mo-Bearing Steel Treated by One-Step Quenching and Partitioning Treatment. J. Mater. Eng. Perform. 2022, 31, 297–304. [Google Scholar] [CrossRef]
- Zhang, K.; Zhu, M.; Lan, B.; Liu, P.; Li, W.; Rong, Y. The Mechanism of High-Strength Quenching-Partitioning-Tempering Martensitic Steel at Elevated Temperatures. Crystals 2019, 9, 94. [Google Scholar] [CrossRef]
- Lu, J.; Yu, H.; Kang, P.; Duan, X.; Song, C. Study of microstructure, mechanical properties and impact-abrasive wear behavior of medium-carbon steel treated by quenching and partitioning (Q&P) process. Wear 2018, 414, 21–30. [Google Scholar] [CrossRef]
- Paravicini Bagliani, E.; Santofimia, M.J.; Zhao, L.; Sietsma, J.; Anelli, E. Microstructure, tensile and toughness properties after quenching and partitioning treatments of a medium-carbon steel. Mater. Sci. Eng. A 2013, 559, 486–495. [Google Scholar] [CrossRef]
- Nayak, S.S.; Anumolu, R.; Misra, R.D.K.; Kim, K.H.; Lee, D.L. Microstructure-hardness relationship in quenched and partitioned medium-carbon and high-carbon steels containing silicon. Mater. Sci. Eng. A 2008, 498, 442–456. [Google Scholar] [CrossRef]
- Ardehali Barani, A.; Ponge, D.; Raabe, D. Refinement of grain boundary carbides in a Si–Cr spring steel by thermomechanical treatment. Mater. Sci. Eng. A 2006, 426, 194–201. [Google Scholar] [CrossRef]
- Barani, A.A.; Ponge, D. Optimized Thermomechanical Treatment for Strong and Ductile Martensitic Steels. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2007; Volume 539–543, pp. 4526–4531. [Google Scholar]
- Li, F.; Barani, A.A.; Ponge, D.; Raabe, D. Austenite grain coarsening behaviour in a medium carbon Si-Cr spring steel with and without vanadium. Steel Res. Int. 2006, 77, 590–594. [Google Scholar] [CrossRef]
- Primig, S.; Leitner, H. Separation of overlapping retained austenite decomposition and cementite precipitation reactions during tempering of martensitic steel by means of thermal analysis. Thermochim. Acta 2011, 526, 111–117. [Google Scholar] [CrossRef]
- Teramoto, S.; Imura, M.; Masuda, Y.; Ishida, T.; Ohnuma, M.; Neishi, Y.; Suzuki, T. Influence of Iron Carbide on Mechanical Properties in High Silicon-added Medium-carbon Martensitic Steels. ISIJ Int. 2020, 60, 182–189. [Google Scholar] [CrossRef]
- Mola, J.; Luan, G.; Brochnow, D.; Volkova, O.; Wu, J. Tempering of Martensite and Subsequent Redistribution of Cr, Mn, Ni, Mo, and Si Between Cementite and Martensite Studied by Magnetic Measurements. Metall. Mater. Trans. A 2017, 48, 5805–5812. [Google Scholar] [CrossRef]
- Jung, J.-G.; Jung, M.; Kang, S.; Lee, Y.-K. Precipitation behaviors of carbides and Cu during continuous heating for tempering in Cu-bearing medium C martensitic steel. J. Mater. Sci. 2014, 49, 2204–2212. [Google Scholar] [CrossRef]
- Nam, W.J.; Choi, H.C. Effect of Si on mechanical properties of low alloy steels. Mater. Sci. Technol. 1999, 15, 527–530. [Google Scholar] [CrossRef]
- Blair, M. Properties and Selection: Irons, Steels, and High-Performance Alloys; ASM International: Novelty, OH, USA, 1990; ISBN 978-1-62708-161-0. [Google Scholar]
- Peng, J.; Li, K.; Peng, J.; Pei, J.; Zhou, C. The effect of pre-strain on tensile behaviour of 316L austenitic stainless steel. Mater. Sci. Technol. 2018, 34, 547–560. [Google Scholar] [CrossRef]
- Radhakrishnan, V.M.; Baburamani, P.S. Initiation and propagation of fatigue crack in pre-strained material. Int. J. Fract. 1976, 12, 369–380. [Google Scholar] [CrossRef]
- Dicesare, E. Influence of Tempering, Prestraining, and Retempering on the Strength and Toughness of High Strength 4340 Steel; AD0659003; Defence Technical Information Center: Fort Belvoir, VA, USA, 1967. [Google Scholar]
- Rietveld, H.M. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Cheary, R.W.; Coelho, A.A.; Cline, J.P. Fundamental parameters line profile fitting in laboratory diffractometers. J. Res. Natl. Inst. Stand. Technol. 2004, 109, 1–25. [Google Scholar] [CrossRef] [PubMed]
- Topas Wiki. Available online: https://topas.awh.durham.ac.uk/doku.php?id=manual_part_1 (accessed on 24 February 2023).
- Ungár, T.; Borbély, A. The effect of dislocation contrast on x-ray line broadening: A new approach to line profile analysis. Appl. Phys. Lett. 1996, 69, 3173–3175. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, Y.M.; Koh, J.-Y.; Lee, T.-H.; Woo, W.C.; Han, H.N. Evaluation of single crystal elastic constants and stacking fault energy in high-nitrogen duplex stainless steel by in-situ neutron diffraction. Scr. Mater. 2016, 119, 1–4. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Böttger, A.J.; Santofimia, M.J. An improved X-ray diffraction analysis method to characterize dislocation density in lath martensitic structures. Mater. Sci. Eng. A 2015, 639, 208–218. [Google Scholar] [CrossRef]
- Salvetr, P.; Gokhman, A.; Nový, Z.; Motyčka, P.; Kotous, J. Effect of 1.5 wt% Copper Addition and Various Contents of Silicon on Mechanical Properties of 1.7102 Medium Carbon Steel. Materials 2021, 14, 5244. [Google Scholar] [CrossRef]
- Haiko, O.; Kaijalainen, A.; Pallaspuro, S.; Hannula, J.; Porter, D.; Liimatainen, T.; Kömi, J. The Effect of Tempering on the Microstructure and Mechanical Properties of a Novel 0.4C Press-Hardening Steel. Appl. Sci. 2019, 9, 4231. [Google Scholar] [CrossRef]
- Zia-Ebrahimi, F.; Krauss, G. Mechanisms of tempered martensite embrittlement in medium-carbon steels. Acta Metall. 1984, 32, 1767–1778. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; da Cunha, R.P.C.; Barbosa, C.; Andia, J.L.M. Temper embrittlement of 9%Ni low carbon steel. Eng. Fail. Anal. 2019, 96, 538–542. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Rivera-Díaz-del-Castillo, P.E.J. A model for the microstructure behaviour and strength evolution in lath martensite. Acta Mater. 2015, 98, 81–93. [Google Scholar] [CrossRef]
- Sun, C.; Fu, P.; Liu, H.; Liu, H.; Du, N.; Cao, Y. The Effect of Lath Martensite Microstructures on the Strength of Medium-Carbon Low-Alloy Steel. Crystals 2020, 10, 232. [Google Scholar] [CrossRef]
- Hutchinson, B.; Hagström, J.; Karlsson, O.; Lindell, D.; Tornberg, M.; Lindberg, F.; Thuvander, M. Microstructures and hardness of as-quenched martensites (0.1–0.5% C). Acta Mater. 2011, 59, 5845–5858. [Google Scholar] [CrossRef]
- Kim, B.; Boucard, E.; Sourmail, T.; San Martín, D.; Gey, N.; Rivera-Díaz-del-Castillo, P.E.J. The influence of silicon in tempered martensite: Understanding the microstructure–properties relationship in 0.5–0.6 wt.% C steels. Acta Mater. 2014, 68, 169–178. [Google Scholar] [CrossRef]
- Jeníček, Š.; Opatová, K.; Hajšman, J.; Vorel, I. Evolution of Mechanical Properties and Microstructure in Q&Amp; P Processed Unconventional Medium-Carbon Silicon Steel and Comparison between Q&Amp; P Processing, Quenching and Tempering, and Austemperingfor. Manuf. Technol. 2022, 22, 146–155. [Google Scholar] [CrossRef]
- Halfa, H. Recent Trends in Producing Ultrafine Grained Steels. J. Miner. Mater. Charact. Eng. 2014, 02, 428–469. [Google Scholar] [CrossRef]
- Cheng, X.Y.; Zhang, H.X.; Li, H.; Shen, H.P. Effect of tempering temperature on the microstructure and mechanical properties in mooring chain steel. Mater. Sci. Eng. A 2015, 636, 164–171. [Google Scholar] [CrossRef]
- Huang, M.; Rivera-Díaz-del-Castillo, P.E.J.; Bouaziz, O.; van der Zwaag, S. Modelling strength and ductility of ultrafine grained BCC and FCC alloys using irreversible thermodynamics. Mater. Sci. Technol. 2009, 25, 833–839. [Google Scholar] [CrossRef]
- Zhou, T.; Lu, J.; Hedström, P. Mechanical Behavior of Fresh and Tempered Martensite in a CrMoV-Alloyed Steel Explained by Microstructural Evolution and Strength Modeling. Metall. Mater. Trans. A 2020, 51, 5077–5087. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G.B. The isotropic shear modulus of multicomponent Fe-base solid solutions. Acta Mater. 2002, 50, 2655–2675. [Google Scholar] [CrossRef]
- Shibata, A.; Nagoshi, T.; Sone, M.; Morito, S.; Higo, Y. Evaluation of the block boundary and sub-block boundary strengths of ferrous lath martensite using a micro-bending test. Mater. Sci. Eng. A 2010, 527, 7538–7544. [Google Scholar] [CrossRef]
- Wang, J.-S.; Mulholland, M.D.; Olson, G.B.; Seidman, D.N. Prediction of the yield strength of a secondary-hardening steel. Acta Mater. 2013, 61, 4939–4952. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Ghassemi-Armaki, H.; Chen, R.P.; Maruyama, K.; Yoshizawa, M.; Igarashi, M. Static recovery of tempered lath martensite microstructures during long-term aging in 9–12% Cr heat resistant steels. Mater. Lett. 2009, 63, 2423–2425. [Google Scholar] [CrossRef]
- Du, C.; Hoefnagels, J.P.M.; Vaes, R.; Geers, M.G.D. Block and sub-block boundary strengthening in lath martensite. Scr. Mater. 2016, 116, 117–121. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Ni | Cu | Al | V | P | S |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.55 | 1.51 | 0.71 | 0.79 | 0.06 | 0.11 | 0.05 | 0.03 | 0.005 | 0.01 | 0.002 |
| Treatment | Rp0.2 | Rm | Ag | A5 | Z | n(1-Ag) | KCV |
|---|---|---|---|---|---|---|---|
| (MPa) | (MPa) | (%) | (%) | (%) | (J·cm−2) | ||
| DT | 1656 ± 5 | 1857 ± 7 | 3.0 ± 0.2 | 9.4 ± 0.7 | 40.1 ± 0.1 | 0.11 ± 0.01 | 17 ± 2 |
| SAT | 2045 ± 6 | 2118 ± 7 | 1.3 ± 0.1 | 6.5 ± 0.5 | 33.0 ± 0.9 | 0.15 ± 0.01 | 13 ± 3 |
| Sample | EGS | ρ EBSD | a | D | ε | ρ (XRD) | RA |
|---|---|---|---|---|---|---|---|
| (μm) | (1015·m−2) | (Å) | (nm) | (%) | (1015·m−2) | (%) | |
| DT | 0.39 | 0.863 | 2.8665 | 45 | 0.17 | 5.8 | <1 |
| SAT | 0.36 | 1.35 | 2.8671 | 34 | 0.15 | 4.5 | <1 |
| Sample | σ0 | ΔσSS | Δσb | Δσd-EBSD | Δσd-XRD | Δσp | Rp0.2 cal.-EBSD | Rp0.2 cal.-XRD | Rp0.2 exp. |
|---|---|---|---|---|---|---|---|---|---|
| (MPa) | (MPa) | (MPa) | (MPa) | (MPa) | (MPa) | (MPa) | (MPa) | (MPa) | |
| DT | 85 | 155 | 319 | 415 | 1078 | 652 [31] | 1626 | 2289 | 1656 |
| SAT | 85 | 155 | 333 | 520 | 948 | 652 [31] | 1745 | 2173 | 2045 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salvetr, P.; Školáková, A.; Kotous, J.; Drahokoupil, J.; Melzer, D.; Jansa, Z.; Donik, Č.; Gokhman, A.; Nový, Z. Effect of Double-Step and Strain-Assisted Tempering on Properties of Medium-Carbon Steel. Materials 2023, 16, 2121. https://doi.org/10.3390/ma16052121
Salvetr P, Školáková A, Kotous J, Drahokoupil J, Melzer D, Jansa Z, Donik Č, Gokhman A, Nový Z. Effect of Double-Step and Strain-Assisted Tempering on Properties of Medium-Carbon Steel. Materials. 2023; 16(5):2121. https://doi.org/10.3390/ma16052121
Chicago/Turabian StyleSalvetr, Pavel, Andrea Školáková, Jakub Kotous, Jan Drahokoupil, Daniel Melzer, Zdeněk Jansa, Črtomir Donik, Aleksandr Gokhman, and Zbyšek Nový. 2023. "Effect of Double-Step and Strain-Assisted Tempering on Properties of Medium-Carbon Steel" Materials 16, no. 5: 2121. https://doi.org/10.3390/ma16052121
APA StyleSalvetr, P., Školáková, A., Kotous, J., Drahokoupil, J., Melzer, D., Jansa, Z., Donik, Č., Gokhman, A., & Nový, Z. (2023). Effect of Double-Step and Strain-Assisted Tempering on Properties of Medium-Carbon Steel. Materials, 16(5), 2121. https://doi.org/10.3390/ma16052121