Comparative Analysis of Elastic Polyester Sportswear Fabrics with Printed Graphene Patterns



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Fabric Physical Properties
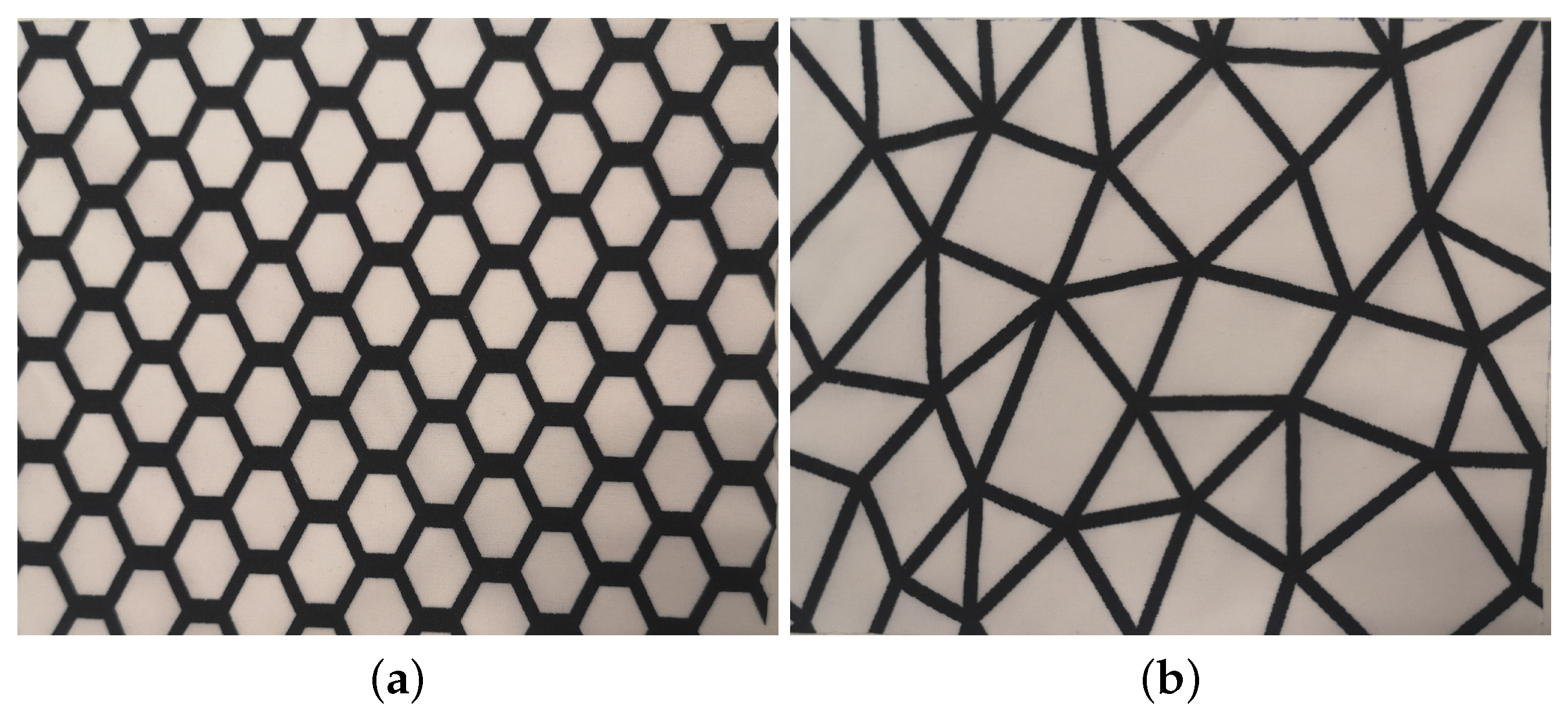
- The graphene content was calculated using basic image processing techniques. In the first step, image acquisition was performed for both fabrics on an equal surface of 1 . Next, using Matlab® software, the acquired images were converted to black and white images from which the graphene content was calculated using the following equation:
- Fabric mass per unit area was assessed according to ISO 3801-1977. In total, 10 square specimens (10 × 10 cm) were measured with an accuracy of 0.001 g. The mean of 10 measurements was expressed to the nearest gram.
- Thickness of the fabrics was assessed according to ISO 5084-1996 under a pressure of 1 kPa using a Hess thickness gauge model HDM-3 with an accuracy of 0.01 mm. The mean value of 10 measurements was expressed to the nearest 0.1 mm.
- Bulk density of the fabrics (kg·m) was calculated as ratio of fabric mass per unit area (g·m) and thickness (mm).
- Fabric elongation was evaluated according to EN 14704-1-2005 method A, using rectangular fabric strips (50 × 300 mm) and an Instron tensile tester with the gauge length of 200 mm. The extension and retraction rate of the specimen was set at 100 mm/min and the required cycling limits between gauge length and a load of 30 N (corresponding to 6 N/cm width). The fabric elongation in weft and warp direction was calculated for the fifth cycle. The mean value of five measurements was expressed to the nearest 0.1%.
2.2.2. Fabric Mechanical Properties
2.2.3. Fabric Thermal Properties
2.2.4. Fabric Thermophysiological and Sensorial Comfort Properties
- Air permeability in relaxed and stretched fabric state
- Water vapor permeability
- Moisture drying time
- Moisture management properties
- Sensorial comfort indices
3. Results and Discussions
3.1. Fabric Physical Properties
3.2. Fabric Mechanical Properties
3.3. Fabric Thermal Properties
3.3.1. FTT Measurements
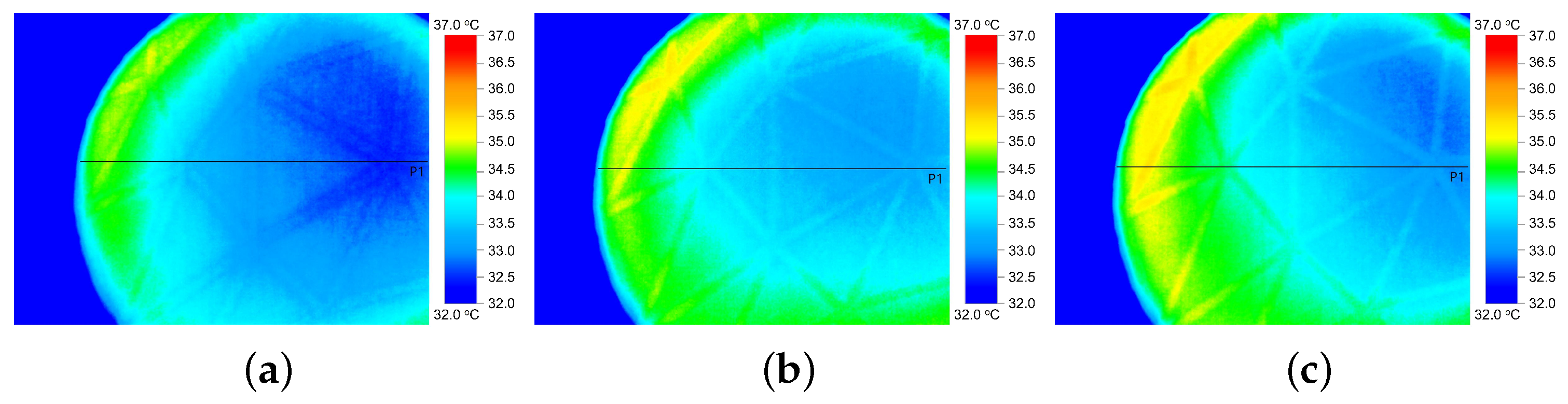
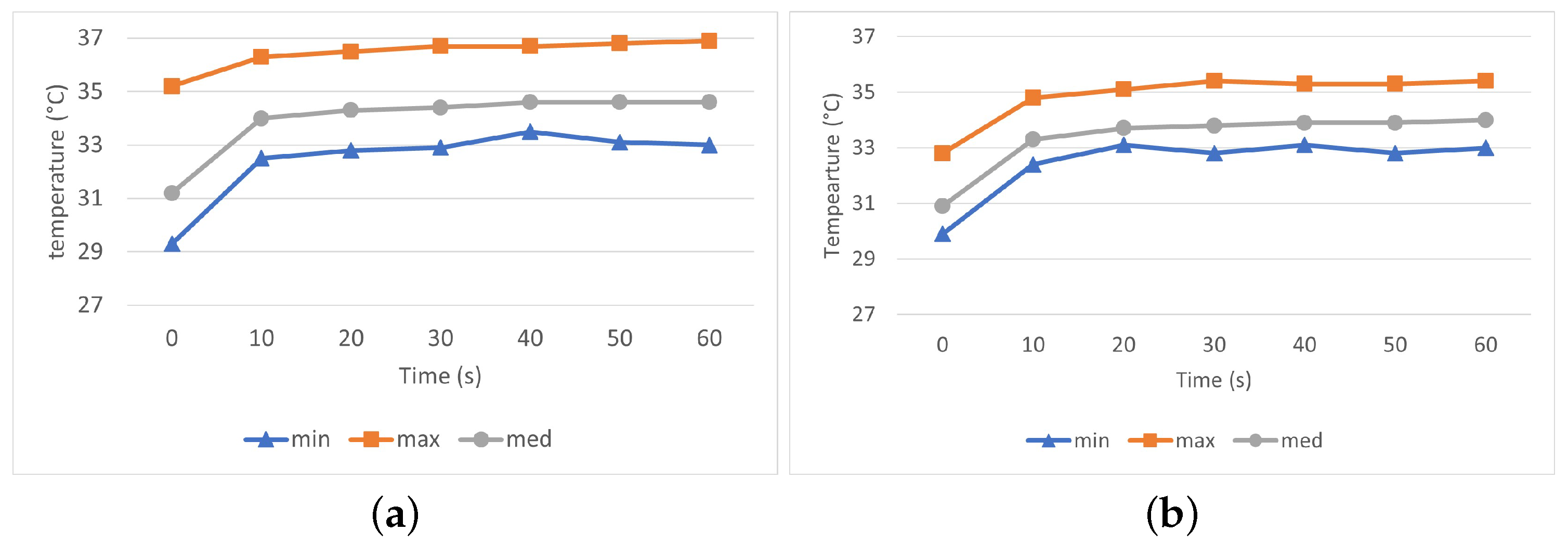
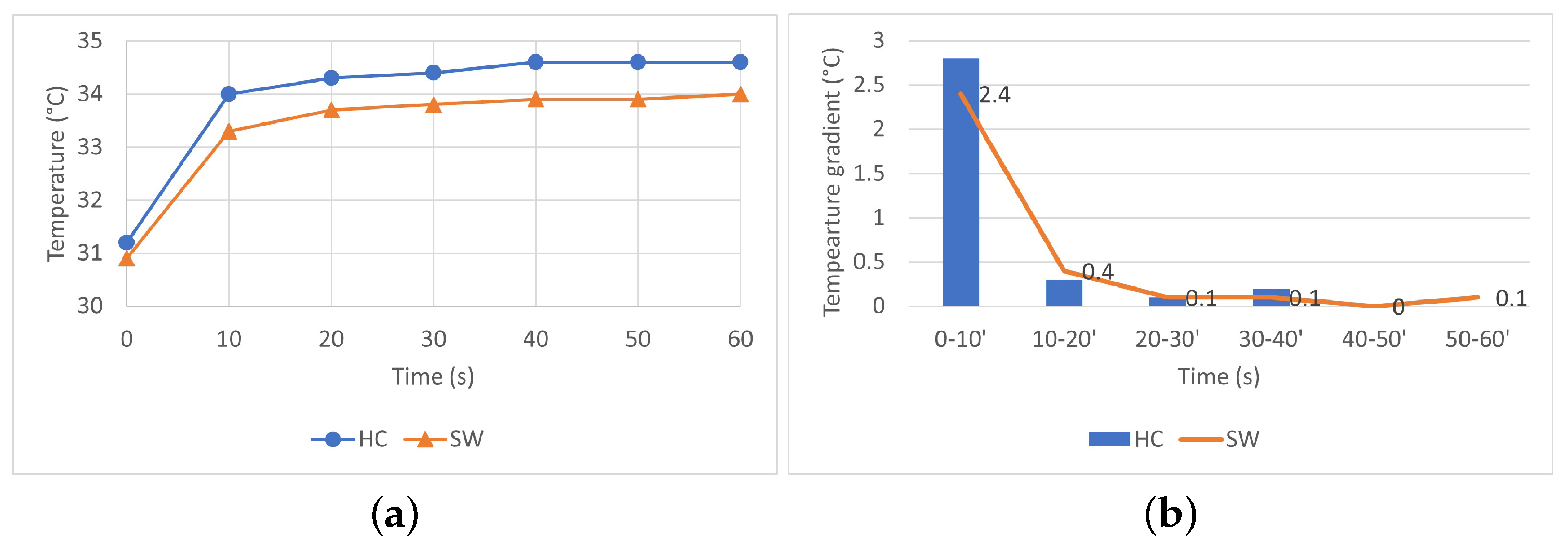
3.3.2. IR Thermography
3.4. Fabric Thermophysiological and Sensorial Comfort Properties
3.4.1. Thermophysiological Comfort Properties
3.4.2. Fabric Sensorial Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kalaoglu-Altan, O.I.; Kayaoglu, B.K.; Trabzon, L. Improving Thermal Conductivities of Textile Materials by Nanohybrid Approaches. iScience 2022, 25, 103825. [Google Scholar] [CrossRef]
- Havenith, G.; Fiala, D. Thermal Indices and Thermophysiological Modeling for Heat Stress. Compr. Physiol. 2015, 6, 255–302. [Google Scholar] [CrossRef]
- Gunasekera, U.; Perera, N.; Perera, S.; Hareendra, Y.; Somaweera, L.; De Silva, N.; Tissera, N.; Wijesinghe, R. Modification of Thermal Conductivity of Cotton Fabric Using Graphene. In Proceedings of the 2015 Moratuwa Engineering Research Conference (MERCon), Moratuwa, Sri Lanka, 7–8 April 2015; pp. 55–59. [Google Scholar] [CrossRef]
- Abbas, A.; Zhao, Y.; Zhou, J.; Wang, X.; Lin, T. Improving Thermal Conductivity of Cotton Fabrics Using Composite Coatings Containing Graphene, Multiwall Carbon Nanotube or Boron Nitride Fine Particles. Fibers Polym. 2013, 14, 1641–1649. [Google Scholar] [CrossRef]
- Stankovic, S.; Popović, D.; Poparic, G. Thermal properties of textile fabrics made of natural and regenerated cellulose fibers. Polym. Test. 2008, 27, 41–48. [Google Scholar] [CrossRef]
- Majumdar, A.; Mukhopadhyay, S.; Yadav, R. Thermal properties of knitted fabrics made from cotton and regenerated bamboo cellulosic fibres. Int. J. Therm. Sci. 2010, 49, 2042–2048. [Google Scholar] [CrossRef]
- Oner, E. Mechanical and Thermal Properties of Knitted Fabrics Produced from Various Fiber Types. Fibers Polym. 2019, 20, 2416–2425. [Google Scholar] [CrossRef]
- Syama, S.; Mohanan, P.V. Safety and Biocompatibility of Graphene: A New Generation Nanomaterial for Biomedical Application. Int. J. Biol. Macromol. 2016, 86, 546–555. [Google Scholar] [CrossRef]
- Bhattacharjee, S.; Joshi, R.; Chughtai, A.A.; Macintyre, C.R. Graphene Modified Multifunctional Personal Protective Clothing. Adv. Mater. Interfaces 2019, 6, 1900622. [Google Scholar] [CrossRef]
- Chatterjee, K.; Ghosh, T. Thermoelectric Materials for Textile Applications. Molecules 2021, 26, 3154. [Google Scholar] [CrossRef] [PubMed]
- Molina, J. Graphene-Based Fabrics and Their Applications: A Review. RSC Adv. 2016, 6, 68261–68291. [Google Scholar] [CrossRef]
- Yang, F.; Lan, C.; Zhang, H.; Guan, J.; Zhang, F.; Fei, B.; Zhang, J. Study on Graphene/CNC-Coated Bamboo Pulp Fabric Preparation of Fabrics with Thermal Conductivity. Polymers 2019, 11, 1265. [Google Scholar] [CrossRef] [PubMed]
- Zhao, K.; Wang, Y.; Wang, W.; Yu, D. Moisture Absorption, Perspiration and Thermal Conductive Polyester Fabric Prepared by Thiol–Ene Click Chemistry with Reduced Graphene Oxide Finishing Agent. J. Mater. Sci. 2018, 53, 14262–14273. [Google Scholar] [CrossRef]
- Dai, M.; Zhai, Y.; Zhang, Y. A Green Approach to Preparing Hydrophobic, Electrically Conductive Textiles Based on Waterborne Polyurethane for Electromagnetic Interference Shielding with Low Reflectivity. Chem. Eng. J. 2021, 421, 127749. [Google Scholar] [CrossRef]
- Ghosh, S.; Nitin, B.; Remanan, S.; Bhattacharjee, Y.; Ghorai, A.; Dey, T.; Das, T.K.; Das, N.C. A Multifunctional Smart Textile Derived from Merino Wool/Nylon Polymer Nanocomposites as Next Generation Microwave Absorber and Soft Touch Sensor. ACS Appl. Mater. Interfaces 2020, 12, 17988–18001. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Wang, W.; Xu, R.; Zhu, M.; Yu, D. Flexible, Durable and Thermal Conducting Thiol-Modified RGO-WPU/Cotton Fabric for Robust Electromagnetic Interference Shielding. Chem. Eng. J. 2019, 360, 817–828. [Google Scholar] [CrossRef]
- Ergoktas, M.S.; Bakan, G.; Steiner, P.; Bartlam, C.; Malevich, Y.; Ozden-Yenigun, E.; He, G.; Karim, N.; Cataldi, P.; Bissett, M.A.; et al. Graphene-Enabled Adaptive Infrared Textiles. Nano Lett. 2020, 20, 5346–5352. [Google Scholar] [CrossRef]
- Marra, F.; Minutillo, S.; Tamburrano, A.; Sarto, M.S. Production and characterization of Graphene Nanoplatelet-based ink for smart textile strain sensors via screen printing technique. Mater. Des. 2021, 198, 109306. [Google Scholar] [CrossRef]
- Xu, X.; Luo, M.; He, P.; Guo, X.; Yang, J. Screen printed graphene electrodes on textile for wearable electrocardiogram monitoring. Appl. Phys. A 2019, 125, 1–7. [Google Scholar] [CrossRef]
- Li, Z.; Wang, F.; Liu, L.; Liu, Y.; Liu, J.; Chen, X.; Yao, J. Highly sensitive, breathable and durable E-textiles integrated by graphene ink via scalable aerodynamics assisted screen printing. Cellulose 2022, 29, 4661–4671. [Google Scholar] [CrossRef]
- Wei, B.; Yang, N.; Tian, M.; Qu, L.; Zhu, S. Effect of coating methods on thermal conductivity of graphene-coated fabrics for welding protective clothing. Mater. Lett. 2022, 314, 131787. [Google Scholar] [CrossRef]
- G+® Planar Thermal Circuit®—Directa Plus S.p.A. Available online: https://www.directa-plus.com/product/g-planar-thermal-circuit/ (accessed on 13 November 2022).
- Determining the Performance of Graphene-Enhanced Sportswear|Technical Textiles. Available online: https://www.technical-textiles.net/node/76391 (accessed on 20 November 2022).
- Manser, M.; Flores, S.; Zopf, S. Screen-printed Military Textiles for Wearable Energy Storage. J. Eng. Fibers Fabr. 2016, 11, 155892501601100303. [Google Scholar] [CrossRef]
- Hu, J.Y.; Hes, L.; Li, Y.; Yeung, K.W.; Yao, B.G. Fabric Touch Tester: Integrated Evaluation of Thermal-Mechanical Sensory Properties of Polymeric Materials. Polym. Test. 2006, 25, 1081–1090. [Google Scholar] [CrossRef]
- Liao, X.; Li, Y.; Hu, J.; Wu, X.; Li, Q. A Simultaneous Measurement Method to Characterize Touch Properties of Textile Materials. Fibers Polym. 2014, 15, 1548–1559. [Google Scholar] [CrossRef]
- FTT®: Fabric Touch Tester | Textile Testing Products | SDL Atlas. Available online: https://sdlatlas.com/products/ftt-fabric-touch-tester (accessed on 25 November 2022).
- Testo 890 Thermal Imager. Available online: https://www.testo.com/en-VN/testo-890/p/0563-0890-X1 (accessed on 16 November 2022).
- Vasile, S.; De Raeve, A.; Malengier, B.; Cools, J. Effect of Biaxial Stretch and Domestic Washing on Air Permeability of Elastic Knitted Fabrics for Sportswear. Fibers Polym. 2019, 20, 868–875. [Google Scholar] [CrossRef]
- Lu, X.; Wu, S. Thermo-physiological comfort properties of different woven fabrics used in sportswear for outdoor activities. Therm. Sci. 2022, 26, 2707–2712. [Google Scholar] [CrossRef]
- Yavascaoglu, A.; Eren, R.; Süle, G. Effects of usage acrylic yarn on thermal comfort and moisture management properties of woven shirting fabrics. Tekst. Konfeksiyon 2018, 28, 141–150. [Google Scholar]
- Özkan, E.; Kaplangiray, B. Investigating thermophysiological comfort properties of polyester knitted fabrics. J. Text. Eng. Fash. Technol. 2019, 5. [Google Scholar] [CrossRef]
- Ueda, H.; Havenith, G. The effect of fabric air permeability on clothing ventilation. Elsevier Ergon. Book Ser. 2005, 3, 343–346. [Google Scholar] [CrossRef]
- Laing, R.; Wilson, C.; Gore, S.; Carr, D.; Niven, B. Determining the Drying Time of Apparel Fabrics. Text. Res. J. 2007, 77, 583–590. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric ID | Fabric Composition PES-EL | Graphene Content | Mass per Unit Area | Thickness | Bulk Density | Elongation | |
|---|---|---|---|---|---|---|---|
| % | %·m | g·m | mm | kg·m | Warp | Weft | |
| % | % | ||||||
| HC | 74/26 | 30.5 | 120 | 0.31 | 382.4 | 79 | 50 |
| ± 3 | ± 0.01 | ± 8.1 | ± 2.4 | ± 1.4 | |||
| SW | 74/26 | 23.9 | 112 | 0.30 | 378 | 66 | 55 |
| ± 1 | ± 0.01 | ± 6.5 | ± 2.7 | ± 1.6 | |||
| FTT | Description | Unit | Usual Interpretation |
|---|---|---|---|
| Index | |||
| BAR | Bending Average Rigidity | gf mm/rad | force needed to bend per radian |
| BW | Bending Work | gf mm rad | work needed to bend the specimen |
| SFC | Surface Friction Coefficient | - | friction coefficient on surface with ribbed metal plate |
| SRA | Surface Roughness Amplitude | µm | amplitude of irregular wavelength |
| SRW | Surface Roughness Wavelength | mm | wavelength of irregular wavelength |
| CW | Compression Work | gf mm | work needed to compress the specimen |
| CRR | Compression Recovery Rate | - | percentage of thickness changes after compressed |
| CAR | Compression Average Rigidity | gf/cm mm | force needed to compress per mm |
| RAR | Recovery Average Rigidity | gf/cm mm | force reflected when recovery per mm |
| TCC/TCR | Thermal Conductivity during Compression/ Recovery | 10 W/m °C | energy transmitted per degree per mm when the specimen during compression/recovery period |
| Qmax | Thermal maximum flux | W/m | maximum energy transmitted during compression |
| Fabric Index | Honeycomb (HC) | Spiderweb (SW) | Honeycomb (HC) | Spiderweb (SW) | ||||
|---|---|---|---|---|---|---|---|---|
| Fabric Outside | Fabric Inside | |||||||
| Weft (e) | Warp (a) | Weft (e) | Warp (a) | Weft (e) | Warp (a) | Weft (e) | Warp (a) | |
| BAR / BAR | 45.66 | 47.59 | 44.46 | 36.51 | 35.73 | 42.99 | 36.69 | 25.58 |
| (gf mm/rad) | ± 12.74 | ± 7.23 | ± 3.88 | ± 6.29 | ± 14.31 | ± 6.73 | ± 5.35 | ± 12.83 |
| BW / BW | 222.22 | 211.76 | 162.7 | 148.84 | 233.31 | 160.51 | 183.73 | 124.83 |
| (gf mm rad) | ± 46.43 | ± 8.99 | ± 18.61 | ± 13.27 | ± 11.24 | ± 52.7 | ± 22.73 | ± 52.29 |
| SFC / SFC | 0.36 | 0.23 | 0.31 | 0.30 | 0.23 | 0.34 | 0.21 | 0.36 |
| (-) | ± 0.08 | ± 0.01 | ± 0.02 | ± 0.015 | ± 0.01 | ± 0.01 | ± 0.02 | ± 0.09 |
| SRA / SRA | 22.31 | 46.16 | 22.25 | 45.15 | 35.58 | 44.63 | 26.19 | 42.19 |
| (m) | ± 9.79 | ± 27.53 | ± 9.56 | ± 26.53 | ± 16.68 | ± 22.34 | ± 15.07 | ± 19.8 |
| SRW / SRW | 2.36 | 4.39 | 3.15 | 3.6 | 3.77 | 4.65 | 2.9 | 3.97 |
| (mm) | ± 1.23 | ± 3.32 | ± 2.26 | ± 1.83 | ± 2.62 | ± 2.8 | ± 2.06 | ± 2.33 |
| CW (gf mm) | 108.02 ± 17.32 | 235.96 ± 271.41 | 111.58 ± 22.57 | 182.84 ± 172.61 | ||||
| CRR (-) | 0.42 ± 0.04 | 0.37 ± 0.06 | 0.42 ± 0.02 | 0.38 ± 0.05 | ||||
| CAR (gf/cm mm) | 2354.5 ± 465.78 | 1781.15 ± 909.03 | 2449.4 ± 692.9 | 1970.37 ± 869.34 | ||||
| RAR (gf/cm mm) | 4582.73 ± 896.71 | 3968.05 ± 1679.78 | 4526 ± 878.31 | 4433.3 ± 1783.26 | ||||
| TCC (10 W/m C) | 33.63 ± 1.3 | 34.94 ± 6.63 | 34.12 ± 0.85 | 32.35 ± 1.44 | ||||
| TCR (10 W/m C) | 32.9 ± 0.88 | 34.12 ± 6.12 | 33.46 ± 0.54 | 31.41 ± 1.31 | ||||
| Qmax (W/m) | 1162.67 ± 10.87 | 1154.65 ± 61.66 | 1163.07 ± 6.61 | 1150.39 ± 58.41 | ||||
| Fabric Outside | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fabric indexes | BAR | BAR | BW | BW | CW | CRR | CAR | RAR | TCC | TCR | Qmax | SFC | SFC | SRA | SRA | SRW | SRW |
| Fabric SW versus fabric HC | |||||||||||||||||
| p-values | 0.09 | 0.80 | 0.002 | 0.06 | 0.33 | 0.19 | 0.25 | 0.49 | 0.66 | 0.68 | 0.79 | 0.38 | 0.20 | 0.94 | 0.96 | 0.62 | 0.54 |
| Weft versus warp | |||||||||||||||||
| HC | 0.82 | 0.64 | - | - | - | - | - | - | - | 0.01 | 0.15 | 0.3 | |||||
| SW | 0.04 | 0.08 | - | - | - | - | - | - | - | 0.08 | 0.15 | 0.77 | |||||
| Fabric Index | Honeycomb (HC) | Spiderweb (SW) | Honeycomb (HC) | Spiderweb (SW) | ||||
|---|---|---|---|---|---|---|---|---|
| Fabric Outside | Fabric Inside | |||||||
| Weft | Warp | Weft | Warp | Weft | Warp | Weft | Warp | |
| BAR | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| BW | 1 | 1 | 1 | 1 | 2 | 2 | 1 | 1 |
| SFC | 2 | 2 | 2 | 2 | 2 | 3 | 1 | 2 |
| SRA | 1 | 1 | 1 | 1 | 1 | 2 | 1 | 1 |
| SRW | 1 | 1 | 1 | 1 | 1 | 2 | 1 | 1 |
| CW | 1 | 1 | 1 | 1 | ||||
| CRR | 2 | 2 | 2 | 2 | ||||
| CAR | 3 | 3 | 3 | 3 | ||||
| RAR | 2 | 1 | 1 | 2 | ||||
| TCC | 2 | 2 | 2 | 2 | ||||
| TCR | 2 | 2 | 2 | 2 | ||||
| Qmax | 3 | 3 | 3 | 3 | ||||
| Fabric Inside | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fabric indexes | BAR | BAR | BW | BW | CW | CRR | CAR | RAR | TCC | TCR | Qmax | SFC | SFC | SRA | SRA | SRW | SRW |
| Fabric SW versus fabric HC | |||||||||||||||||
| p-values | 0.13 | 0.09 | 0.21 | 0.008 | 0.40 | 0.11 | 0.28 | 0.90 | 0.02 | 0.008 | 0.63 | 0.59 | 0.06 | 0.88 | 0.002 | 0.75 | 0.10 |
| Weft versus warp | |||||||||||||||||
| HC | 0.34 | 0.03 | - | - | - | - | - | - | - | 0.000 | 0.60 | 0.72 | |||||
| SW | 0.06 | 0.06 | - | - | - | - | - | - | - | 0.02 | 0.21 | 0.48 | |||||
| SI Unit | Honeycomb (HC) | Spiderweb (SW) | |||
|---|---|---|---|---|---|
| Air permeability | mm/s | RS | 18.6 ± 4 | 29.8 ± 4 | |
| 10 BS | 97.5 ± 11 | 138 ± 9 | |||
| 20 BS | 237.8 ± 8 | 309.2 ± 15 | |||
| Water vapor permeability | g/m.Pa.h | - | 0.21 ± 0.04 | 0.19 ± 0.04 | |
| Drying time | min | ACP | 33 ± 0.4 | 26 ± 0.9 | |
| ALP | 34 ± 0.4 | 28 ± 1.4 | |||
| Unit | Honeycomb (HC) | Spiderweb (SW) | ||
|---|---|---|---|---|
| Wetting Time Top | s | 2 ± 0.4 | 2.1 ± 0.2 | |
| Wetting Time Bottom | s | 2.8 ± 0.1 | 2.6 ± 0.3 | |
| Top Absorption Rate | %/s | 62 ± 3.9 | 57.7 ± 11.8 | |
| Bottom Absorption Rate | %/s | 69 ± 5.4 | 74.3 ± 17.3 | |
| Top Max Wetted Radius | mm | 28 ± 2.6 | 27.2 ± 3.6 | |
| Bottom Wetted Radius | mm | 30 ± 0.0 | 28.9 ± 2.2 | |
| Top Spreading Speed | mm/s | 6.8 ± 0.8 | 7.5 ± 1.6 | |
| Bottom Spreading Speed | mm/s | 6.4 ± 0.9 | 7 ± 1.2 | |
| Accumulative one-way transport index (R) | % | 116.7 ± 15.8 | 131.8 ± 49.9 | |
| OMMC | 0.6 ± 0.0 | 0.62 ± 0.0 | ||
| Honeycomb (HC) | Spiderweb (SW) | ||
|---|---|---|---|
| Smoothness | Hand | 0.72 ± 0.09 | 0.65 ± 0.12 |
| Touch | 0.88 ± 0.08 | 0.81 ± 0.12 | |
| Softness | Hand | 0.72 ± 0.05 | 0.73 ± 0.04 |
| Touch | 0.71 ± 0.04 | 0.68 ± 0.07 | |
| Warmness | Hand | 0.36 ± 0.07 | 0.46 ± 0.15 |
| Touch | 0.32 ± 0.04 | 0.38 ± 0.08 | |
| Total hand of the fabric | 0.63 ± 0.04 | 0.62 ± 0.04 | |
| Total touch of the fabric | 0.73 ± 0.05 | 0.69 ± 0.07 |
| Honeycomb (HC) | Spiderweb (SW) | ||
|---|---|---|---|
| Smoothness | Hand | 4 | 4 |
| Touch | 5 | 4 | |
| Softness | Hand | 4 | 4 |
| Touch | 4 | 4 | |
| Warmness | Hand | 2 | 3 |
| Touch | 2 | 2 | |
| Total hand of the fabric | 4 | 4 | |
| Total touch of the fabric | 4 | 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vasile, S.; Georgievska, M.; Copot, C.; De Raeve, A. Comparative Analysis of Elastic Polyester Sportswear Fabrics with Printed Graphene Patterns. Materials 2023, 16, 2028. https://doi.org/10.3390/ma16052028
Vasile S, Georgievska M, Copot C, De Raeve A. Comparative Analysis of Elastic Polyester Sportswear Fabrics with Printed Graphene Patterns. Materials. 2023; 16(5):2028. https://doi.org/10.3390/ma16052028
Chicago/Turabian StyleVasile, Simona, Magdalena Georgievska, Cosmin Copot, and Alexandra De Raeve. 2023. "Comparative Analysis of Elastic Polyester Sportswear Fabrics with Printed Graphene Patterns" Materials 16, no. 5: 2028. https://doi.org/10.3390/ma16052028
APA StyleVasile, S., Georgievska, M., Copot, C., & De Raeve, A. (2023). Comparative Analysis of Elastic Polyester Sportswear Fabrics with Printed Graphene Patterns. Materials, 16(5), 2028. https://doi.org/10.3390/ma16052028