
Structure and Properties of Porous Ti3AlC2-Doped Al2O3 Composites Obtained by Slip Casting Method for Membrane Application

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Details
2.1. Sample Preparation
2.2. Characterization
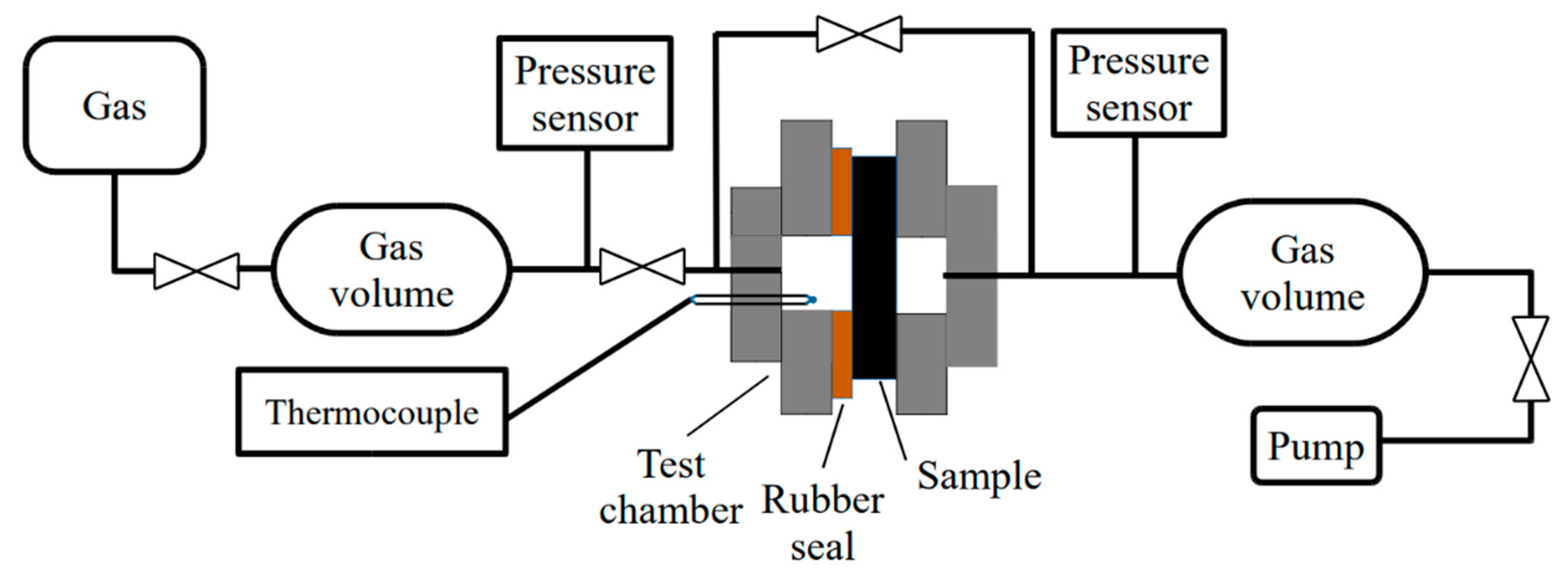
2.3. Hydrogen Permeability Measurement
3. Results and Discussion
3.1. Microstructure and Phase Composition
3.2. Mechanical Properties
3.3. Hydrogen Permeability
4. Conclusions
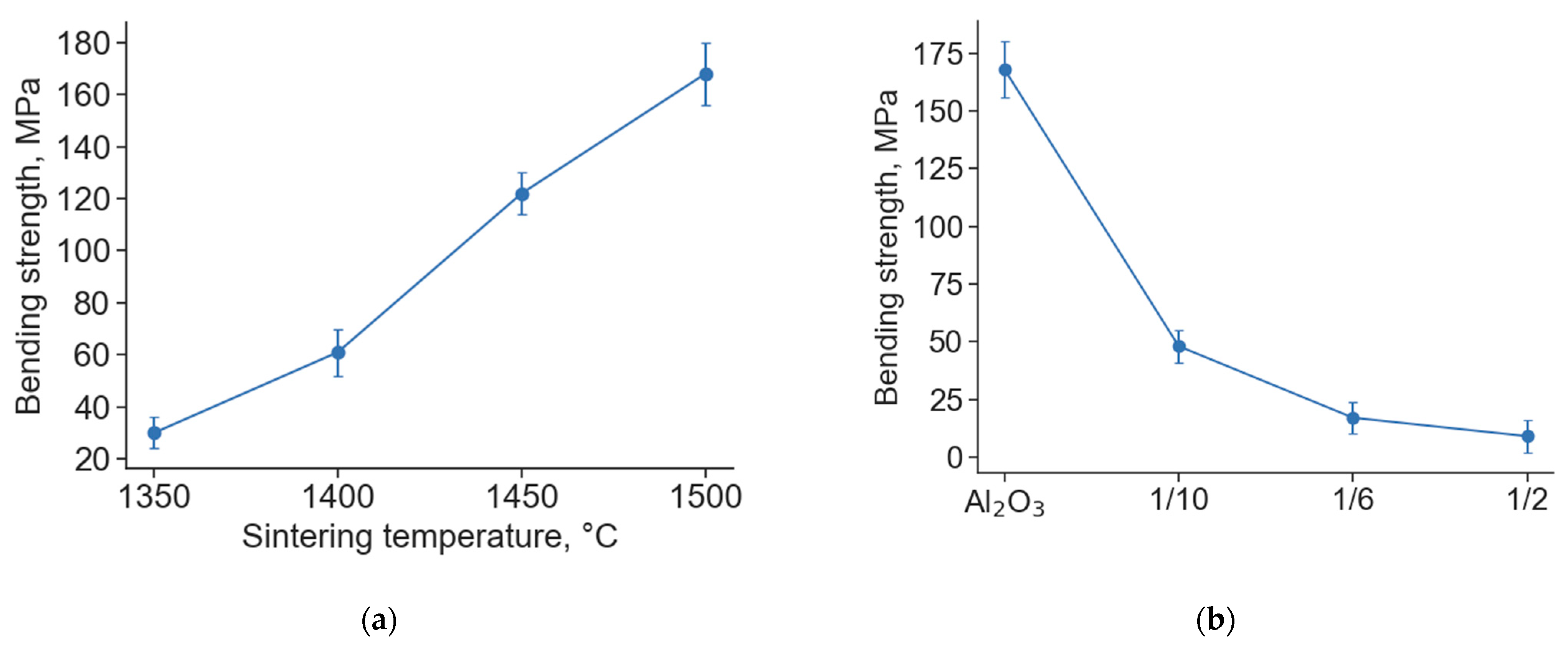
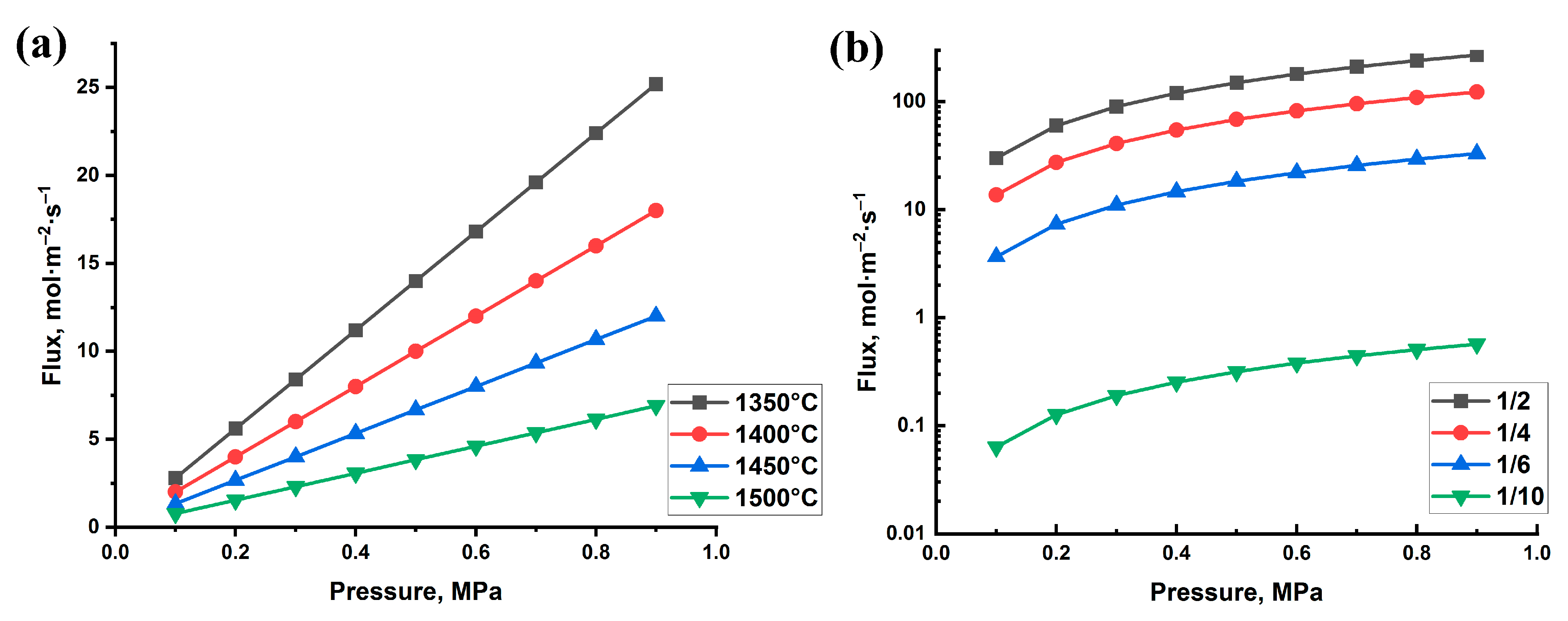
- The decrease in sintering temperature from 1500 to 1350 °C results in an increase in the porosity of alumina samples from 21 to 37% and an increase in their pore size. The hydrogen permeation flux increases up to 25 mol/(m2 × s) for alumina samples sintered at 1350 °C.
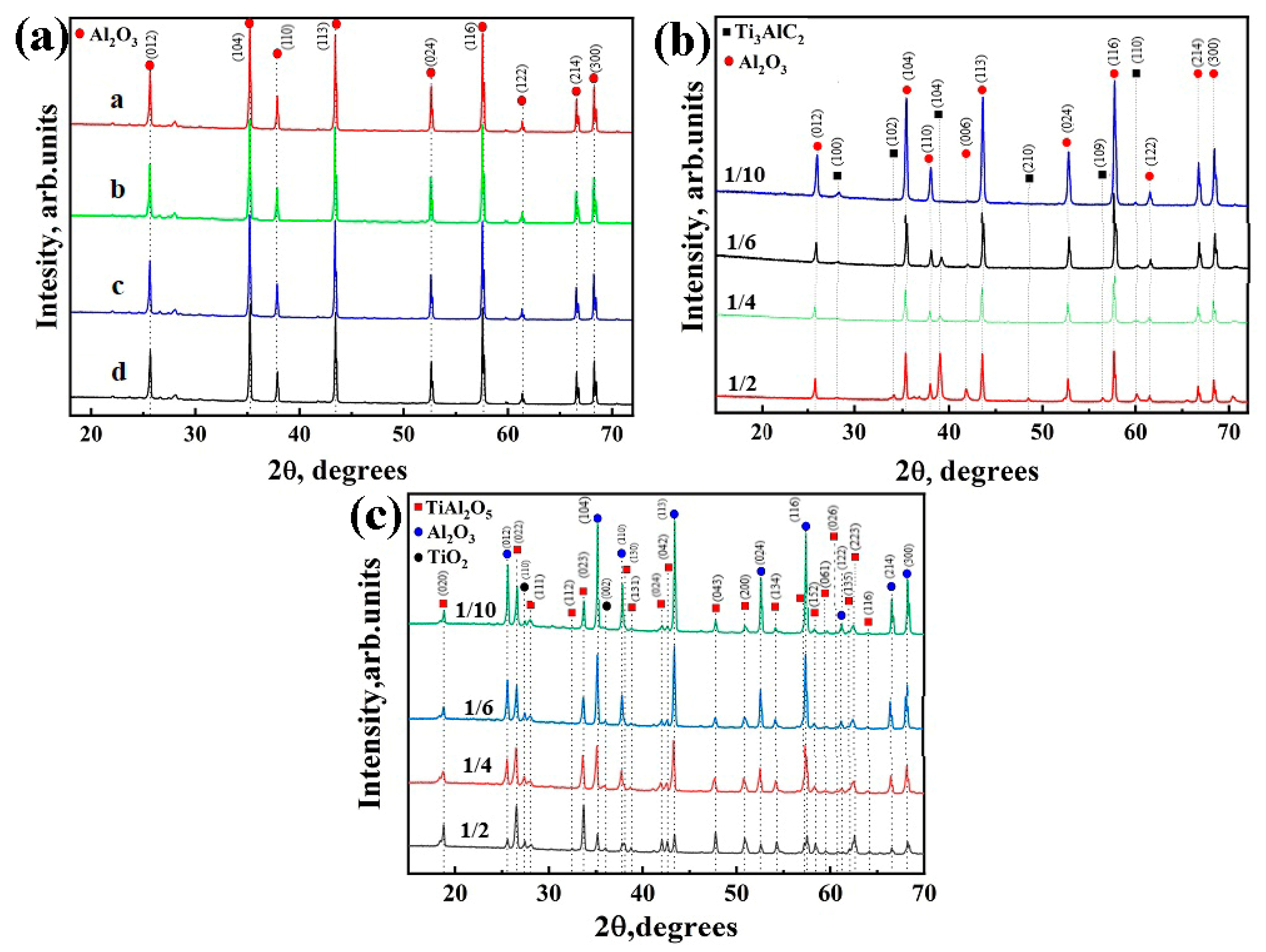
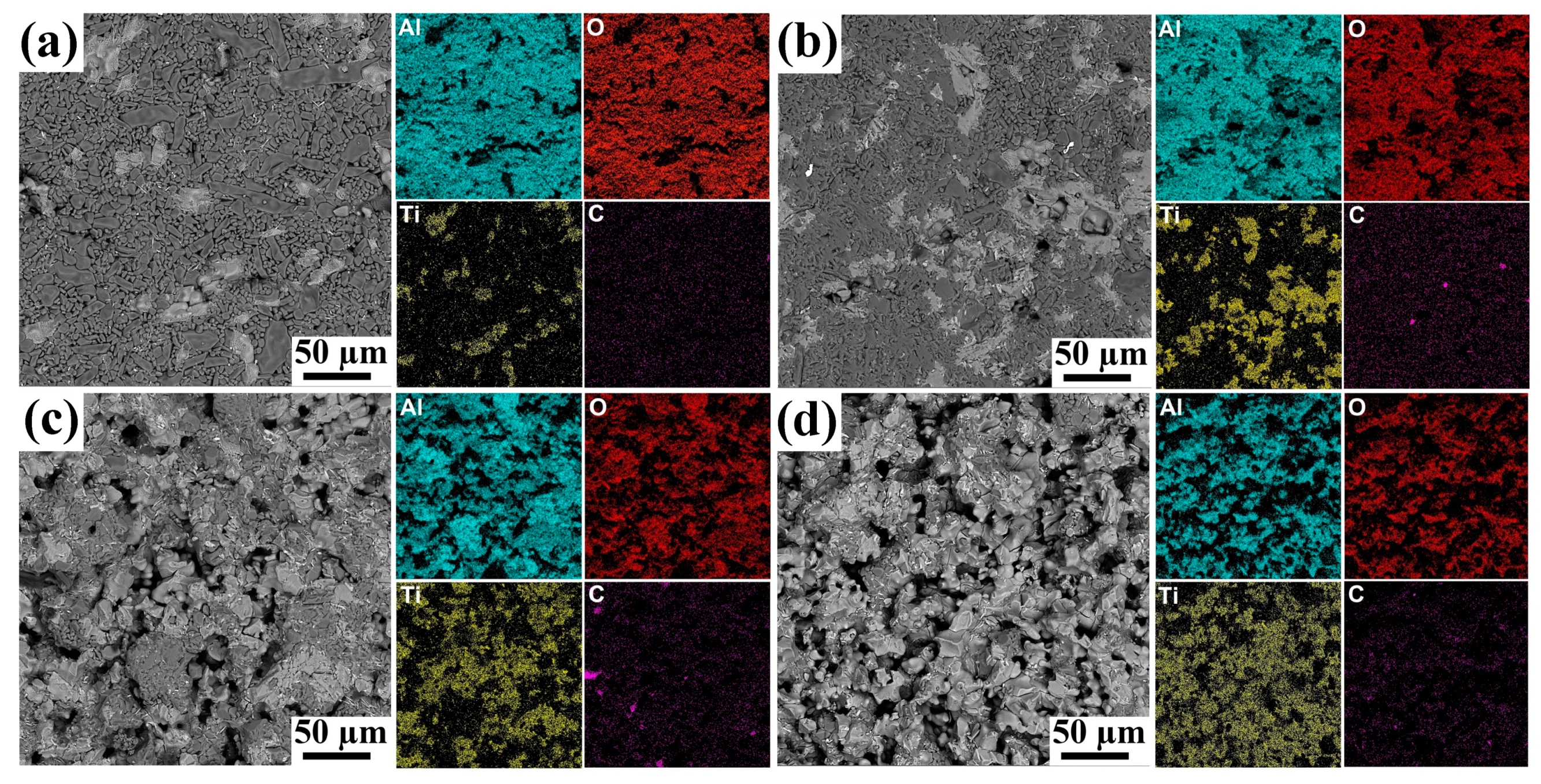
- The addition of Ti3AlC2 to alumina powder leads to the formation of composite oxide ceramics with higher pore size. The phase composition of the sintered composites is represented by Al2O3, TiO2 and Al2TiO5 phases and is caused by oxidation of the Ti3AlC2 phase. The distribution of the oxides formed from the Ti3AlC2 phase is more uniform at higher ratios of MAX phase to alumina powders.
- The porosity of composites increases from 3.4 to 40% with increasing the Ti3AlC2/Al2O3 powder ratio from 1/10 to 1/2, respectively. The increase in porosity of composites provides better gas permeability. The maximum hydrogen flux up to 200 mol/(m2 × s) was achieved for the sample with the highest porosity of 40%.
- The bending strength of the sintered samples decreases with the addition of MAX phase to alumina powder but increases the gas permeability. All the fabricated materials demonstrate relatively high bending strength, which was 25 and 10 MPa for highly porous alumina (37%) and composite (40%) materials. The fabricated materials can be used for membrane support application.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sharma, S.; Ghoshal, S.K. Hydrogen the future transportation fuel: From production to applications. Renew. Sustain. Energy Rev. 2015, 43, 1151–1158. [Google Scholar] [CrossRef]
- Li, P.; Chen, H.Z.; Chung, T.S. The effects of substrate characteristics and pre-wetting agents on PAN–PDMS composite hollow fiber membranes for CO2/N2 and O2/N2 separation. J. Membr. Sci. 2013, 434, 18–25. [Google Scholar] [CrossRef]
- Liang, C.Z.; Chung, T.S.; Lai, J.Y. A review of polymeric composite membranes for gas separation and energy production. Prog. Polym. Sci. 2019, 97, 101141. [Google Scholar] [CrossRef]
- Kashkarov, E.; Krotkevich, D.; Koptsev, M.; Ognev, S.; Svyatkin, L.; Travitzky, N.; Lider, A. Microstructure and Hydrogen Permeability of Nb-Ni-Ti-Zr-Co High Entropy Alloys. Membranes 2022, 12, 1157. [Google Scholar] [CrossRef]
- Jokar, S.M.; Farokhnia, A.; Tavakolian, M.; Pejman, M.; Parvasi, P.; Javanmardi, J.; Basile, A. The recent areas of applicability of palladium-based membrane technologies for hydrogen production from methane and natural gas: A review. Int. J. Hydrogen Energy 2023, 48, 6451–6476. [Google Scholar] [CrossRef]
- Abate, S.; Genovese, C.; Perathoner, S.; Centi, G. Performances and stability of a Pd-based supported thin film membrane prepared by EPD with a novel seeding procedure. Part 1—Behaviour in H2:N2 mixtures. Catal. Today 2009, 145, 63–71. [Google Scholar] [CrossRef]
- Tanaka, D.P.; Medrano, J.A.; Sole, J.V.; Gallucci, F. Metallic Membranes for Hydrogen Separation. Current Trends and Future Developments on (Bio-) Membranes; Elsevier: Amsterdam, The Netherlands, 2020; pp. 1–29. [Google Scholar]
- Tosti, S. Supported and laminated Pd-based metallic membranes. Int. J. Hydrogen Energy 2003, 28, 1445–1454. [Google Scholar] [CrossRef]
- Wałowski, G. Assessment of gas permeability coefficient of porous materials. J. Sustain. Min. 2017, 16, 55–65. [Google Scholar] [CrossRef]
- Sun, Z.M. Progress in research and development on MAX phases: A family of layered ternary compounds. Int. Mater. Rev. 2011, 56, 143–166. [Google Scholar] [CrossRef]
- Barsoum, M.W.; Radovic, M. Elastic and mechanical properties of the MAX phases. Ann. Rev. Mater. Res. 2011, 41, 195–227. [Google Scholar] [CrossRef]
- Lyu, J.; Kashkarov, E.B.; Travitzky, N.; Syrtanov, M.S.; Lider, A.M. Sintering of MAX-phase materials by spark plasma and other methods. J. Mater. Sci. 2021, 56, 1980–2015. [Google Scholar] [CrossRef]
- Kashkarov, E.B.; Pushilina, N.S.; Syrtanov, M.S.; Krotkevich, D.G.; Gotman, I.; Travitzky, N. Preceramic paper-derived SiCf/Ti3Al(Si)C2 and SiCf/Ti3SiC2 MAX-phase based laminates fabricated using spark plasma sintering. Scr. Mater. 2021, 194, 113696. [Google Scholar] [CrossRef]
- Kashkarov, E.B.; Syrtanov, M.S.; Sedanova, E.P.; Ivashutenko, A.S.; Lider, A.M.; Travitzky, N. Fabrication of paper-derived Ti3SiC2-based materials by spark plasma sintering. Adv. Eng. Mater. 2020, 22, 2000136. [Google Scholar] [CrossRef]
- Wang, X.H.; Li, F.Z.; Chen, J.X.; Zhou, Y.C. Insights into high temperature oxidation of Al2O3-forming Ti3AlC2. Corr. Sci. 2012, 58, 95–103. [Google Scholar] [CrossRef]
- Chen, J.; Li, N.; Yan, W. Influence of Ti3AlC2 on corrosion resistance and microstructure of Al2O3–Ti3AlC2–C refractories in contact with ladle slag. J. Eur. Cer. Soc. 2016, 36, 1505–1511. [Google Scholar] [CrossRef]
- Chen, J.; Li, N.; Yan, W.; Wei, Y.; Han, B. Influence of Ti3AlC2 on microstructure and thermal mechanical properties of Al2O3-Ti3AlC2-C refractories. Cer. Int. 2016, 42, 14126–14134. [Google Scholar] [CrossRef]
- Liu, G.; Liao, N.; Nath, M.; Li, Y.; Sang, S. Optimized mechanical properties and oxidation resistance of low carbon Al2O3-C refractories through Ti3AlC2 addition. J. Eur. Cer. Soc. 2021, 41, 2948–2957. [Google Scholar] [CrossRef]
- Chen, J.X.; Zhou, Y.C.; Zhang, H.B.; Wan, D.T.; Liu, M.Y. Thermal stability of Ti3AlC2/Al2O3 composites in high vacuum. Mater. Chem. Phys. 2007, 104, 109–112. [Google Scholar] [CrossRef]
- Yeh, C.L.; Kuo, C.W.; Chu, Y.C. Formation of Ti3AlC2/Al2O3 and Ti2AlC/Al2O3 composites by combustion synthesis in Ti–Al–C–TiO2 systems. J. Alloys Compd. 2010, 494, 132–136. [Google Scholar] [CrossRef]
- Wu, L.; Chen, J.X.; Liu, M.Y.; Bao, Y.W.; Zhou, Y.C. Reciprocating friction and wear behavior of Ti3AlC2 and Ti3AlC2/Al2O3 composites against AISI52100 bearing steel. Wear 2009, 266, 158–166. [Google Scholar] [CrossRef]
- Hammel, E.C.; Ighodaro, O.R.; Okoli, O.I. Processing and properties of advanced porous ceramics: An application based review. Cer. Int. 2014, 40, 15351–15370. [Google Scholar] [CrossRef]
- Papynov, E.K.; Portnyagin, A.S.; Modin, E.B.; Mayorov, V.Y.; Shichalin, O.O.; Golikov, A.P.; Avramenko, V.A. A complex approach to assessing porous structure of structured ceramics obtained by SPS technique. Mater. Character. 2018, 145, 294–302. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Medkov, M.A.; Grishchenko, D.N.; Tkachenko, I.A.; Fedorets, A.N.; Avramenko, V.A. Spark plasma sintering of special-purpose functional ceramics based on UO2, ZrO2, Fe3O4/α-Fe2O3. Glass Phys. Chem. 2018, 44, 632–640. [Google Scholar] [CrossRef]
- Chen, C.C. Phase Equilibria at Ti-Al Interface Under Low Oxygen Pressure. Atlas J. Mater. Sci. 2014, 1, 1–11. [Google Scholar] [CrossRef]
- Yang, Z.; Yu, J.; Li, C.; Zhong, Y.; Xuan, W.; Ren, Z.; Wang, H. Preparation of textured porous Al2O3 ceramics by slip casting in a strong magnetic field and its mechanical properties. Cryst. Res. Technol. 2015, 50, 645–653. [Google Scholar] [CrossRef]
- Isobe, T.; Kameshima, Y.; Nakajima, A.; Okada, K.; Hotta, Y. Gas permeability and mechanical properties of porous alumina ceramics with unidirectionally aligned pores. J. Eur. Cer. Soc. 2007, 27, 53–59. [Google Scholar] [CrossRef]
- Dong, Y.; Lin, B.; Zhou, J.E.; Zhang, X.; Ling, Y.; Liu, X.; Hampshire, S. Corrosion resistance characterization of porous alumina membrane supports. Mater. Character. 2011, 62, 409–418. [Google Scholar] [CrossRef]
- Arratibel Plazaola, A.; Pacheco Tanaka, D.A.; Van Sint Annaland, M.; Gallucci, F. Recent Advances in Pd-Based Membranes for Membrane Reactors. Molecules 2017, 22, 51. [Google Scholar] [CrossRef]
- Ockwig, N.W.; Nenoff, T.M. Membranes for Hydrogen Separation. Chem. Rev. 2007, 107, 4078–4110. [Google Scholar] [CrossRef]
- Xomeritakis, G.; Lin, Y.S. Fabrication of a Thin Palladium Membrane Supported in a Porous Ceramic Substrate by Chemical Vapor Deposition. J. Membr. Sci. 1996, 120, 261–272. [Google Scholar] [CrossRef]
- Lee, D.-W.; Yu, C.-Y.; Lee, K.-H. Synthesis of Pd Particle-Deposited Microporous Silica Membranes via a Vacuum-Impregnation Method and Their Gas Permeation Behavior. J. Colloid Interface Sci. 2008, 325, 447–452. [Google Scholar] [CrossRef]
- Checchetto, R.; Patel, N.; Miotello, A.; Brusa, R.S. Nanolayers on Nanochannels for Hydrogen Purification. J. Appl. Phys. 2009, 105, 034502. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Phase | Content, % | Lattice Parameters, Å | Phase | Content, % | Lattice Parameters, Å |
|---|---|---|---|---|---|---|
| Before Sintering | After Sintering | |||||
| Composite 1/2 | Al2O3 | 62 | a = 4.763 c = 13.005 | Al2O3 | 16 | a = 4.752 |
| c = 12.979 | ||||||
| Ti3AlC2 | 38 | a = 3.087 c = 18.588 | TiO2 | 5 | a = 4.588 | |
| c = 2.966 | ||||||
| TiAl2O5 | 79 | a = 3.586 | ||||
| b = 9.430 | ||||||
| c = 9.641 | ||||||
| Composite 1/4 | Al2O3 | 81 | a = 4.761 c = 12.998 | Al2O3 | 34 | a = 4.761 |
| c = 12.999 | ||||||
| Ti3AlC2 | 19 | a = 3.075 c = 18.560 | TiO2 | 6 | a = 4.598 | |
| c = 2.966 | ||||||
| TiAl2O5 | 60 | a = 3.590 | ||||
| b = 9.449 | ||||||
| c = 9.659 | ||||||
| Composite 1/6 | Al2O3 | 88 | a = 4.762 c = 13.001 | Al2O3 | 45 | a = 4.760 |
| c = 12.997 | ||||||
| Ti3AlC2 | 12 | a = 3.080 c = 18.569 | TiO2 | 7 | a = 4.597 | |
| c = 2.962 | ||||||
| TiAl2O5 | 48 | a = 3.590 | ||||
| b = 9.449 | ||||||
| c = 9.662 | ||||||
| Composite 1/10 | Al2O3 | 93 | a = 4.762 c = 12.999 | Al2O3 | 49 | a = 4.761 |
| c = 12.996 | ||||||
| Ti3AlC2 | 7 | a = 3.077 c = 18.565 | TiO2 | 4 | a = 4.582 | |
| c = 2.959 | ||||||
| TiAl2O5 | 47 | a = 3.591 | ||||
| b = 9.451 | ||||||
| c = 9.659 | ||||||
| Sample | Water Absorption, % | Porosity, % | Open Porosity, % | Apparent Density, g/cm3 | Average Pore Size, µm |
|---|---|---|---|---|---|
| Composite 1/2 | 15.7 | - | 40.1 | 2.01 | 6.5 |
| Composite 1/4 | 7.8 | - | 27.2 | 2.76 | 4 |
| Composite 1/6 | 3.4 | - | 14.0 | 3.27 | 3.5 |
| Composite 1/10 | 0.8 | - | 3.4 | 3.54 | <0.5 |
| Al2O3 1350 °C | 12.7 | 41.3 | 37.1 | 2.32 | 1.25 |
| Al2O3 1400 °C | 10.8 | 37.7 | 33.5 | 2.46 | 0.85 |
| Al2O3 1450 °C | 8.2 | 31.1 | 28.3 | 2.72 | 0.65 |
| Al2O3 1500 °C | 5.5 | 22.3 | 21.4 | 3.07 | 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kashkarov, E.; Krinitcyn, M.; Dyussambayev, A.; Pirozhkov, A.; Koptsev, M. Structure and Properties of Porous Ti3AlC2-Doped Al2O3 Composites Obtained by Slip Casting Method for Membrane Application. Materials 2023, 16, 1537. https://doi.org/10.3390/ma16041537
Kashkarov E, Krinitcyn M, Dyussambayev A, Pirozhkov A, Koptsev M. Structure and Properties of Porous Ti3AlC2-Doped Al2O3 Composites Obtained by Slip Casting Method for Membrane Application. Materials. 2023; 16(4):1537. https://doi.org/10.3390/ma16041537
Chicago/Turabian StyleKashkarov, Egor, Maksim Krinitcyn, Adilzhan Dyussambayev, Alexey Pirozhkov, and Maksim Koptsev. 2023. "Structure and Properties of Porous Ti3AlC2-Doped Al2O3 Composites Obtained by Slip Casting Method for Membrane Application" Materials 16, no. 4: 1537. https://doi.org/10.3390/ma16041537
APA StyleKashkarov, E., Krinitcyn, M., Dyussambayev, A., Pirozhkov, A., & Koptsev, M. (2023). Structure and Properties of Porous Ti3AlC2-Doped Al2O3 Composites Obtained by Slip Casting Method for Membrane Application. Materials, 16(4), 1537. https://doi.org/10.3390/ma16041537