

Influence of Mechanical Screened Recycled Coarse Aggregates on Properties of Self-Compacting Concrete




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.2. 3D Model
2.3. Physical Characteristic Testing of Aggregates
2.4. Fresh and Hardened Properties of RA-SCC
3. Results
3.1. Characteristics of RA
3.1.1. Particle Size Distribution
3.1.2. Aggregate Crushing Value
3.1.3. Water Absorption
3.1.4. The Surface Structure of RAs
3.2. Properties of RA-SCC
3.2.1. Workability
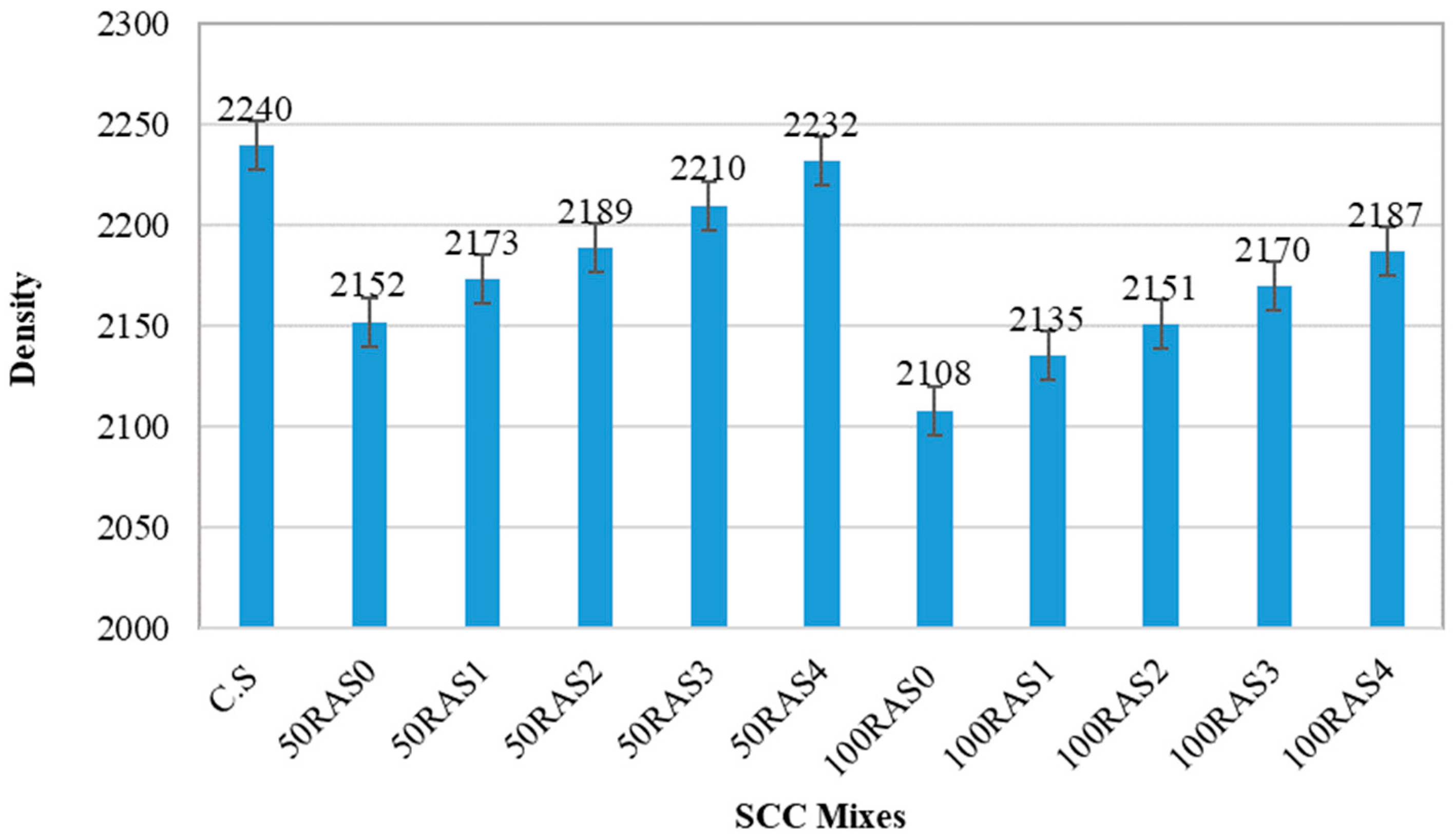
3.2.2. Density
3.2.3. Compressive Strength
3.2.4. Tensile Test
3.2.5. Elastic Modulus
3.2.6. Microstructure Observation
4. Conclusions
- The size distribution results revealed that unscreened RA contains a large number of fine aggregates with high porosity and consequently a higher water absorption.
- Screening improved the crushing values of RA, and all of the screened RA lie well within standard limits (20–30%) following AS 1141.21.
- The water absorption of RA decreased as the number of screening increased due to the removal of a greater amount of adhered mortar from the surface of RA. The water absorption of RA reduced from 6.12% to 5.34% after screening two times.
- SCC mixes with screened RA had higher maximum flow diameters (Dmax) than those containing unscreened RA. The slump flow times of all SCC mixes fell within the standard range of 2–7 s.
- Screening increased the 28-day compressive strength of SCC mixes by 15–28% on average, compared to the mixes with unscreened RA. The results of tensile strength and elastic modulus show similar patterns. However, increasing the screening more than twice might increase micro-cracks along the old ITZs, affecting the mechanical properties.
- The microstructure of concrete samples containing screened RAs was generally comparable to that of the control concrete, with minimal pores, voids and cracks along the interfacial transition zones.
- Based on mechanical performance, 50RA mixes with RA screened either once or twice performed the best among the RA mixes. Therefore, once or twice screening is recommended to the recycling facility plant to remove the adequate amount of adhered mortar and reduce fines from the RA.
- The mechanical screening is a practical approach to improve the quality of RA and the final concrete, owing to its contribution to removing adhered mortar on the surface of RA. However, the environmental impacts of screening need to be examined further, as each incurs expenses, takes time, and consumes energy. Nevertheless, the residual fines after screening are appropriate for use as a road base compaction material or a sub-base under concrete, which could offset their environmental consequences.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bui, N.K.; Satomi, T.; Takahashi, H. Improvement of mechanical properties of recycled aggregate concrete basing on a new combination method between recycled aggregate and natural aggregate. Constr. Build. Mater. 2017, 148, 376–385. [Google Scholar] [CrossRef]
- Aslani, F.; Ma, G.; Wan, D.L.Y.; Muselin, G. Development of high-performance self-compacting concrete using waste recycled concrete aggregates and rubber granules. J. Clean. Prod. 2018, 182, 553–566. [Google Scholar] [CrossRef]
- Productivity Commission. Performance Benchmarking of Australian Business Regulation: Planning, Zoning and Development Assessments. Draft Research Report. Canberra. Research Report. 2011. Available online: https://www.pc.gov.au/inquiries/completed/regulation-benchmarking-planning/report/planningvolume1.pdf (accessed on 1 December 2022).
- NWR 2018, Australian National Waste Report 2018, Department of the Environment and Energy. Available online: https://www.environment.gov.au/system/files/resources/7381c1de-31d0-429b-912c-91a6dbc83af7/files/national-waste-report-2018.pdf (accessed on 1 December 2022).
- Hiete, M.; Stengel, J.; Ludwig, J.; Schultmann, F. Matching construction and demolition waste supply to recycling demand: A regional management chain model. Build. Res. Inf. 2011, 39, 333–351. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Deifalla, A.F.; Aksoylu, C.; Arslan, M.H.; Ahmad, M.; Sabri, M.M.S. Improvement in Bending Performance of Reinforced Concrete Beams Produced with Waste Lathe Scraps. Sustainability 2022, 14, 12660. [Google Scholar] [CrossRef]
- Radonjanin, V.; Malešev, M.; Marinković, S.; Al Malty, A.E.S. Green recycled aggregate concrete. Constr. Build. Mater. 2013, 47, 1503–1511. Available online: http://www.sciencedirect.com/science/article/pii/S0950061813005941 (accessed on 2 October 2022). [CrossRef]
- Ortiz, J.; de la Fuente, A.; Sebastia, F.M.; Segura, I.; Aguado, A. Steel-fibre-reinforced self-compacting concrete with 100% recycled mixed aggregates suitable for structural applications. Constr. Build. Mater. 2017, 156, 230–241. [Google Scholar] [CrossRef]
- Revathi, P.; Selvi, R.; Velin, S. Investigations on fresh and hardened properties of recycled aggregate self compacting concrete. J. Inst. Eng. (India) Ser. A 2013, 94, 179–185. [Google Scholar] [CrossRef]
- Modani, P.O.; Mohitkar, V.M. Self-compacting concrete with recycled aggregate: A solution for sustainable development. Int. J. Civ. Struct. Eng. 2014, 4, 430–440. [Google Scholar]
- Pereira-de-Oliveira, L.A.; Nepomuceno, M.C.S.; Castro-Gomes, J.P.; Vila, M.F.C. Permeability properties of self-compacting concrete with coarse recycled aggregates. Constr. Build. Mater. 2014, 51, 113–120. Available online: http://www.sciencedirect.com/science/article/pii/S0950061813009823 (accessed on 2 October 2022). [CrossRef]
- Gesoglu, M.; Güneyisi, E.; Öz, H.Ö.; Taha, I.; Yasemin, M.T. Failure characteristics of self-compacting concretes made with recycled aggregates. Constr. Build. Mater. 2015, 98, 334–344. [Google Scholar] [CrossRef]
- Nunes, S.; Figueiras, H.; Milheiro Oliveira, P.; Coutinho, J.S.; Figueiras, J. A methodology to assess robustness of SCC mixtures. Cem. Concr. Res. 2006, 36, 2115–2122. [Google Scholar] [CrossRef]
- Nunes, S.; Milheiro-Oliveira, P.; Coutinho, J.S.; Figueiras, J. Robust SCC Mixes through Mix Design. J. Mater. Civ. Eng. 2013, 25, 183–193. [Google Scholar] [CrossRef]
- Asghari, A.A.; Ley Hernandez, A.M.; Feys, D.; De Schutter, G. Which parameters, other than the water content, influence the robustness of cement paste with SCC consistency? Constr. Build. Mater. 2016, 124, 95–103. Available online: https://www.scopus.com/inward/record.uri?eid=2-s2.0-84978881313&doi=10.1016%2fj.conbuildmat.2016.07.101&partnerID=40&md5=0b37fc332ce1d98e7adc25c10f159a29 (accessed on 2 October 2022). [CrossRef]
- Tang, W.; Ryan, P.; Cui, H.; Liao, W. Properties of self-compacting concrete with recycled coarse aggregate. Adv. Mater. Sci. Eng. 2016, 2016, 2761294. [Google Scholar] [CrossRef]
- Mohseni, E.; Saadati, R.; Kordbacheh, N.; Parpinchi, Z.S.; Tang, W. Engineering and microstructural assessment of fibre-reinforced self-compacting concrete containing recycled coarse aggregate. J. Clean. Prod. 2017, 168, 605–613. Available online: http://www.sciencedirect.com/science/article/pii/S0959652617320590 (accessed on 2 October 2022). [CrossRef]
- Tang, W.; Khavarian, M.; Yousefi, A.; Cui, H. 9—Properties of Self-Compacting Concrete with Recycled Concrete Aggregates; Woodhead Publishing: Sawston, UK, 2020; pp. 219–248. Available online: http://www.sciencedirect.com/science/article/pii/B978012817369500009X (accessed on 2 October 2022).
- Dilbas, H.; Çakır, Ö.; Atiş, C.D. Experimental investigation on properties of recycled aggregate concrete with optimized Ball Milling Method. Constr. Build. Mater. 2019, 212, 716–726. [Google Scholar] [CrossRef]
- Al-Bayati, H.K.A.; Das, P.K.; Tighe, S.L.; Baaj, H. Evaluation of various treatment methods for enhancing the physical and morphological properties of coarse recycled concrete aggregate. Constr. Build. Mater. 2016, 112, 284–298. Available online: http://www.sciencedirect.com/science/article/pii/S0950061816302318 (accessed on 3 October 2022). [CrossRef]
- Savva, P.; Ioannou, S.; Oikonomopoulou, K.; Nicolaides, D.; Petrou, M.F. A Mechanical Treatment Method for Recycled Ag-gregates and Its Effect on Recycled Aggregate-Based Concrete. Materials 2021, 14, 2186. [Google Scholar] [CrossRef]
- Katz, A. Treatments for the improvement of recycled aggregate. J. Mater. Civ. Eng. 2004, 16, 597–603. [Google Scholar] [CrossRef]
- Oikonomopoulou, K.; Ioannou, S.; Savva, P.; Spanou, M.; Nicolaides, D.; Petrou, M.F. Effect of Mechanically Treated Recycled Aggregates on the Long Term Mechanical Properties and Durability of Concrete. Materials 2022, 15, 2871. [Google Scholar] [CrossRef] [PubMed]
- Tam, V.W.Y.; Tam, C.M.; Le, K.N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 2007, 50, 82–101. Available online: http://www.sciencedirect.com/science/article/pii/S0921344906001431 (accessed on 4 October 2022). [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Algın, Z.; Yazıcı, H. Effect of surface treatment methods on the properties of self-compacting concrete with recycled aggregates. Constr. Build. Mater. 2014, 64, 172–183. [Google Scholar] [CrossRef]
- Saravanakumar, P.; Abhiram, K.; Manoj, B. Properties of treated recycled aggregates and its influence on concrete strength characteristics. Constr. Build. Mater. 2016, 111, 611–617. Available online: http://www.sciencedirect.com/science/article/pii/S0950061816301234 (accessed on 2 October 2022). [CrossRef]
- Kong, D.; Lei, T.; Zheng, J.; Ma, C.; Jiang, J.; Jiang, J. Effect and mechanism of surface-coating pozzalanics materials around aggregate on properties and ITZ microstructure of recycled aggregate concrete. Constr. Build. Mater. 2010, 24, 701–708. [Google Scholar] [CrossRef]
- Kou, S.-C.; Poon, C.-S. Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cem. Concr. Compos. 2010, 32, 649–654. [Google Scholar] [CrossRef]
- Jaskulski, R.; Reiterman, P.; Kubissa, W.; Yakymechko, Y. Influence of Impregnation of Recycled Concrete Aggregate on the Selected Properties of Concrete. Materials 2021, 14, 4611. [Google Scholar] [CrossRef]
- Zhu, Y.-G.; Kou, S.-C.; Poon, C.-S.; Dai, J.-G.; Li, Q.-Y. Influence of silane-based water repellent on the durability properties of recycled aggregate concrete. Cem. Concr. Compos. 2013, 35, 32–38. [Google Scholar] [CrossRef]
- Qiu, J.; Tng, D.Q.S.; Yang, E.-H. Surface treatment of recycled concrete aggregates through microbial carbonate precipitation. Constr. Build. Mater. 2014, 57, 144–150. [Google Scholar] [CrossRef]
- Cui, H.Z.; Shi, X.; Memon, S.A.; Xing, F.; Tang, W. Experimental Study on the Influence of Water Absorption of Recycled Coarse Aggregates on Properties of the Resulting Concretes. J. Mater. Civ. Eng. 2015, 27, 04014138. Available online: https://ascelibrary.org/doi/abs/10.1061/%28ASCE%29MT.1943-5533.0001086 (accessed on 20 October 2022). [CrossRef]
- Tang, W.; Khavarian, M.; Yousefi, A.; Chan, R.W.; Cui, H. Influence of surface treatment of recycled aggregates on mechanical properties and bond strength of self-compacting concrete. Sustainability 2019, 11, 4182. [Google Scholar] [CrossRef]
- Xuan, D.; Zhan, B.; Poon, C.S. Durability of recycled aggregate concrete prepared with carbonated recycled concrete aggregates. Cem. Concr. Compos. 2017, 84, 214–221. [Google Scholar] [CrossRef]
- Abbas, A.; Fathifazl, G.; Isgor, O.B.; Razaqpur, A.G.; Fournier, B.; Foo, S. Proposed method for determining the residual mortar content of recycled concrete aggregates. J. ASTM Int. 2007, 5, 1–12. [Google Scholar]
- Kuroda, Y.; Hashida, H.; Uchiyama, N.; Nachi, Y.; Yamazaki, N.; Miyachi, Y. A closed-loop concrete system on a construction site. In Proceedings of the International Symposium on Sustainable Development of Cement, Concrete and Concrete Structures, Toronto, ON, Canada, 5–7 October 2005; pp. 371–388. [Google Scholar]
- Akbarnezhad, A.; Ong, K.C.G.; Zhang, M.H.; Tam, C.T.; Foo, T.W.J. Microwave-assisted beneficiation of recycled concrete aggregates. Constr. Build. Mater. 2011, 25, 3469–3479. Available online: http://www.sciencedirect.com/science/article/pii/S0950061811000845 (accessed on 22 October 2022). [CrossRef]
- Li, L.; Liu, Q.; Huang, T.; Peng, W. Mineralization and utilization of CO2 in construction and demolition wastes recycling for building materials: A systematic review of recycled concrete aggregate and recycled hardened cement powder. Sep. Purif. Technol. 2022, 298, 121512. [Google Scholar] [CrossRef]
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate—A review. J. Clean. Prod. 2016, 112, 466–472. Available online: http://www.sciencedirect.com/science/article/pii/S0959652615011488 (accessed on 24 October 2022). [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Behera, M.; Bhattacharyya, S.K.; Minocha, A.K.; Deoliya, R.; Maiti, S. Recycled aggregate from C&D waste & its use in concrete—A breakthrough towards sustainability in construction sector: A review. Constr. Build. Mater. 2014, 68, 501–516. Available online: http://www.sciencedirect.com/science/article/pii/S0950061814007181 (accessed on 24 October 2022).
- Tateyashiki, H.; Shima, H.; Matsumoto, Y.; Koga, Y. Properties of concrete with high quality recycled aggregate by heat and rubbing method. Proc. JCI 2001, 23, 61–66. [Google Scholar]
- Ma, X.; Han, Z.-X.; Li, X.-Y.; Meng, F. Thermal Treatment of Waste Concrete and the Rehydration Properties of the Dehydrated Cement Paste. J. Qingdao Technol. Univ. 2009, 30, 93–97. [Google Scholar]
- Pacheco-Torgal, F.; Ding, Y. Handbook of Recycled Concrete and Demolition Waste; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Bravo, M.; Silva, A.S.; De Brito, J.; Evangelista, L. Microstructure of concrete with aggregates from construction and demolition waste recycling plants. Microsc. Microanal. 2016, 22, 149–167. [Google Scholar] [CrossRef]
- Yunusa, M.; Zhang, X.; Cui, P.; Tian, X. Durability of Recycled Concrete Aggregates Prepared with Mechanochemical and Thermal Treatment. Materials 2022, 15, 5792. [Google Scholar] [CrossRef] [PubMed]
- Abdalhmid, J.M.; Ashour, A.F.; Sheehan, T. Long-term drying shrinkage of self-compacting concrete: Experimental and analytical investigations. Constr. Build. Mater. 2019, 202, 825–837. [Google Scholar] [CrossRef]
- EFNARC. Specication Guidelines for Self-Compacting Concrete, European Federationof Producers and Applicators of Specialist Products for Structures. EFNARC, UK. 2005. Available online: https://www.theconcreteinitiative.eu/images/ECP_Documents/EuropeanGuidelinesSelfCompactingConcrete.pdf (accessed on 2 October 2022).
- Santos, S.; Da Silva, P.; De Brito, J. Self-compacting concrete with recycled aggregates-A literature review. J. Build. Eng. 2019, 22, 349–371. [Google Scholar] [CrossRef]
- Dilbas, H.; Çakır, Ö. Influence of basalt fiber on physical and mechanical properties of treated recycled aggregate concrete. Constr. Build. Mater. 2020, 254, 119216. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoglu, M.; Al-Goody, A.; İpek, S. Fresh and rheological behavior of nano-silica and fly ash blended self-compacting concrete. Constr. Build. Mater. 2015, 95, 29–44. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Moriconi, G. The role of industrial by-products in self-compacting concrete. Constr. Build. Mater. 2011, 25, 3181–3186. [Google Scholar] [CrossRef]
- Xiao, Z.; Ling, T.-C.; Kou, S.-C.; Wang, Q.; Poon, C.-S. Use of wastes derived from earthquakes for the production of concrete masonry partition wall blocks. Waste Manag. 2011, 31, 1859–1866. [Google Scholar] [CrossRef]
- González-Taboada, I.; González-Fonteboa, B.; Martínez-Abella, F.; Seara-Paz, S. Evaluation of self-compacting recycled concrete robustness by statistical approach. Constr. Build. Mater. 2018, 176, 720–736. Available online: http://www.sciencedirect.com/science/article/pii/S0950061818311255 (accessed on 22 October 2022). [CrossRef]
- Alengaram, U.J.; Salam, A.; Jumaat, M.Z.; Jaafar, F.F.; Saad, H.B. Properties of high-workability concrete with recycled concrete aggregate. Mater. Res. 2011, 14, 248–255. [Google Scholar]
- Xie, X.-L.; Mai, Y.-W.; Zhou, X.-P. Dispersion and alignment of carbon nanotubes in polymer matrix: A review. Mater. Sci. Eng. R Rep. 2005, 49, 89–112. Available online: http://www.sciencedirect.com/science/article/pii/S0927796X05000641 (accessed on 29 October 2022). [CrossRef]
- Wong, H.; Zobel, M.; Buenfeld, N.; Zimmerman, R. Influence of the interfacial transition zone and microcracking on the diffusivity, permeability and sorptivity of cement-based materials after drying. Mag. Concr. Res. 2009, 61, 571–589. [Google Scholar] [CrossRef]
- Otsuki, N.; Miyazato, S.-i.; Yodsudjai, W. Influence of recycled aggregate on interfacial transition zone, strength, chloride penetration and carbonation of concrete. J. Mater. Civ. Eng. 2003, 15, 443–451. [Google Scholar] [CrossRef]
- Kisku, N.; Joshi, H.; Ansari, M.; Panda, S.; Nayak, S.; Dutta, S.C. A critical review and assessment for usage of recycled aggregate as sustainable construction material. Constr. Build. Mater. 2017, 131, 721–740. [Google Scholar] [CrossRef]
- Wang, R.; Yu, N.; Li, Y. Methods for improving the microstructure of recycled concrete aggregate: A review. Constr. Build. Mater. 2020, 242, 118164. [Google Scholar] [CrossRef]
- Joseph, H.S.; Pachiappan, T.; Avudaiappan, S.; Flores, E.I.S. A Study on Mechanical and Microstructural Characteristics of Concrete Using Recycled Aggregate. Materials 2022, 15, 7535. [Google Scholar] [CrossRef]
- Tasong, W.; Lynsdale, C.; Cripps, J. Aggregate-cement paste interface. II: Influence of aggregate physical properties. Cem. Concr. Res. 1998, 28, 1453–1465. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Na2O | MgO | Al2O3 | CaO | TiO2 | SiO2 | Fe2O3 |
|---|---|---|---|---|---|---|---|
| Fly Ash | 0.49 | 0.42 | 24.00 | 1.59 | 0.92 | 65.90 | 2.87 |
| Cement | 0.20 | 1.20 | 5.90 | 65.85 | 0.54 | 21.14 | 3.10 |
| RA Type | Times of Screening | Mass Loss (%) |
|---|---|---|
| RAS0 | 0 | 0 |
| RAS1 | 1 | 7.8 |
| RAS2 | 2 | 13.3 |
| RAS3 | 3 | 16.7 |
| RAS4 | 4 | 17.8 |
| Mixing Code | NA (kg) | RA (kg) | Sand (kg) | Cement (kg) | Fly Ash (kg) | Water (L) | S.P (mL) |
|---|---|---|---|---|---|---|---|
| C.S | 870 | - | 645 | 320 | 220 | 216 | 100 |
| 50RAS0 | 435 | 435 | 645 | 320 | 220 | 216 | 100 |
| 50RAS1 | 435 | 435 | 645 | 320 | 220 | 216 | 100 |
| 50RAS2 | 435 | 435 | 645 | 320 | 220 | 216 | 100 |
| 50RAS3 | 435 | 435 | 645 | 320 | 220 | 216 | 100 |
| 50RAS4 | 435 | 435 | 645 | 320 | 220 | 216 | 100 |
| 100RAS0 | - | 870 | 645 | 320 | 220 | 216 | 100 |
| 100RAS1 | - | 870 | 645 | 320 | 220 | 216 | 100 |
| 100RAS2 | - | 870 | 645 | 320 | 220 | 216 | 100 |
| 100RAS3 | - | 870 | 645 | 320 | 220 | 216 | 100 |
| 100RAS4 | - | 870 | 645 | 320 | 220 | 216 | 100 |
| Mixing Code | T500 (s) | Average Diameter (mm) |
|---|---|---|
| C.S | 2.08 | 775.0 |
| 50RAS0 | 2.73 | 592.5 |
| 50RAS1 | 2.46 | 602.5 |
| 50RAS2 | 2.33 | 662.5 |
| 50RAS3 | 2.20 | 705.0 |
| 50RAS4 | 2.00 | 725.0 |
| 100RAS0 | 3.79 | 585.0 |
| 100RAS1 | 2.01 | 665.0 |
| 100RAS2 | 2.05 | 656.0 |
| 100RAS3 | 2.43 | 751.0 |
| 100RAS4 | 2.72 | 658.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, W.; Khavarian, M.; Yousefi, A.; Landenberger, B.; Cui, H. Influence of Mechanical Screened Recycled Coarse Aggregates on Properties of Self-Compacting Concrete. Materials 2023, 16, 1483. https://doi.org/10.3390/ma16041483
Tang W, Khavarian M, Yousefi A, Landenberger B, Cui H. Influence of Mechanical Screened Recycled Coarse Aggregates on Properties of Self-Compacting Concrete. Materials. 2023; 16(4):1483. https://doi.org/10.3390/ma16041483
Chicago/Turabian StyleTang, Waiching, Mehrnoush Khavarian, Ali Yousefi, Bill Landenberger, and Hongzhi Cui. 2023. "Influence of Mechanical Screened Recycled Coarse Aggregates on Properties of Self-Compacting Concrete" Materials 16, no. 4: 1483. https://doi.org/10.3390/ma16041483
APA StyleTang, W., Khavarian, M., Yousefi, A., Landenberger, B., & Cui, H. (2023). Influence of Mechanical Screened Recycled Coarse Aggregates on Properties of Self-Compacting Concrete. Materials, 16(4), 1483. https://doi.org/10.3390/ma16041483