

Effect of Recrystallization Behavior of AZ31 Magnesium Alloy on Damping Capacity


Abstract
:1. Introduction
2. Materials and Methods
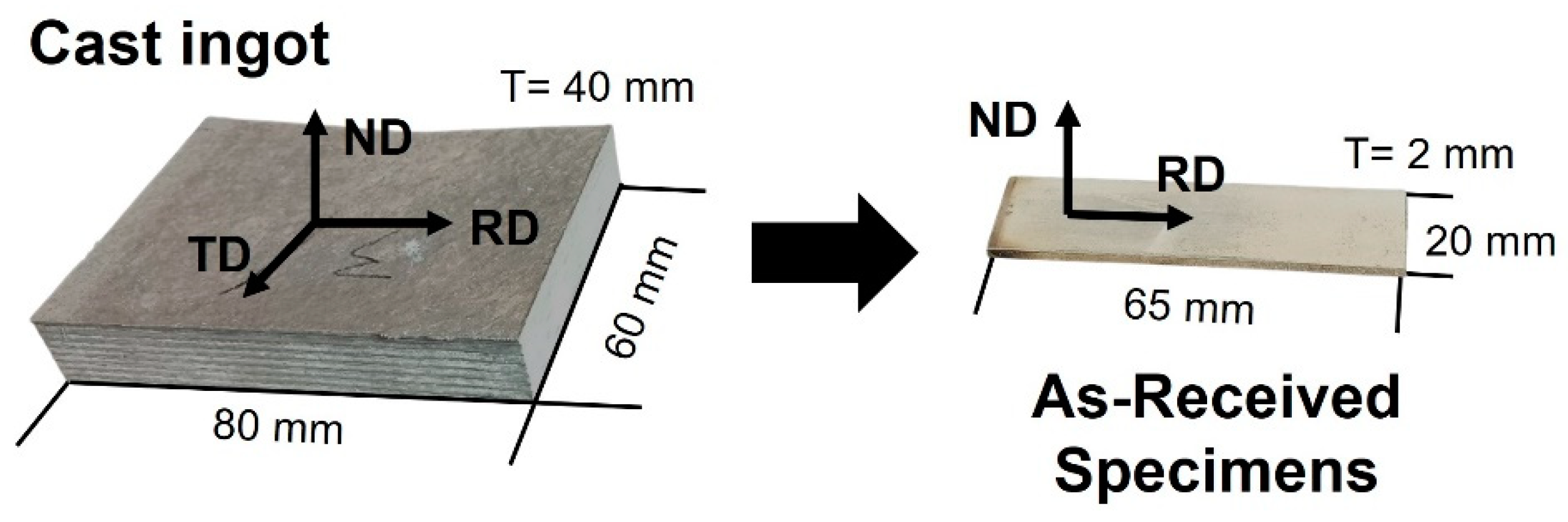
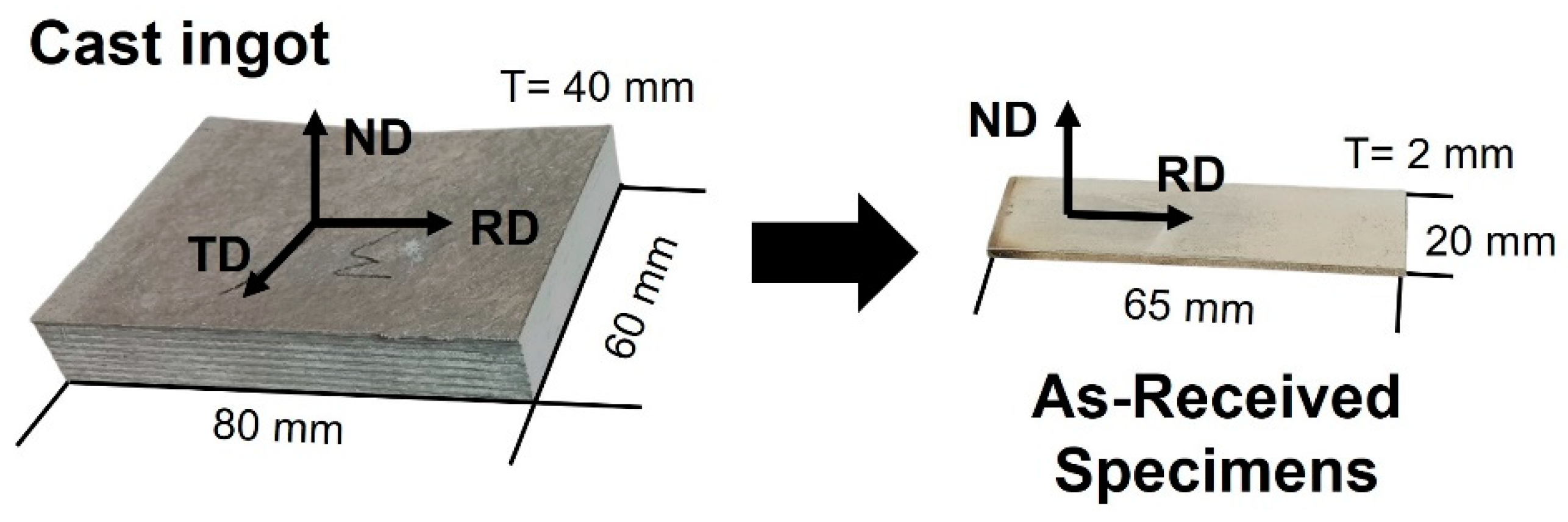
2.1. Experimental Procedure
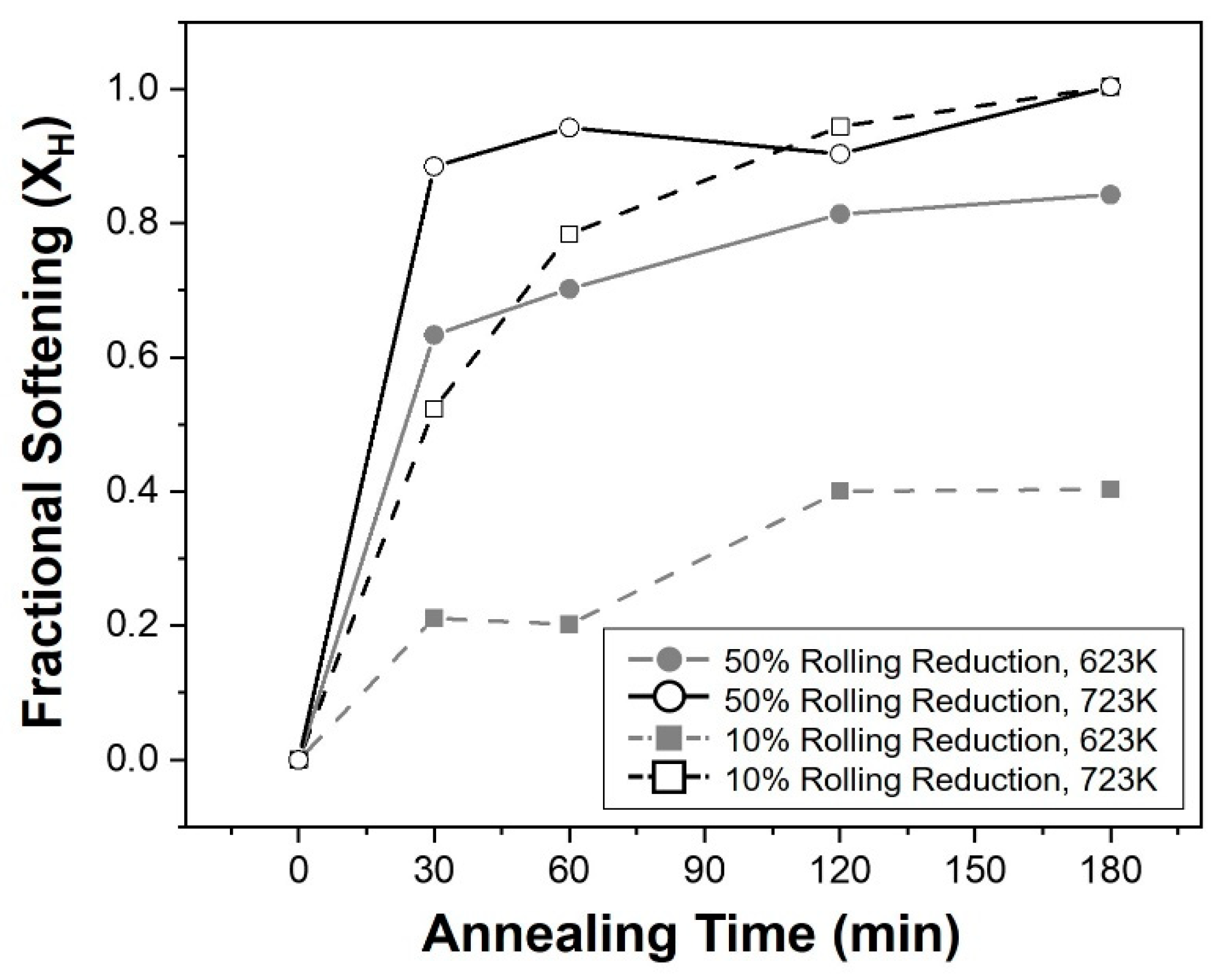
2.2. Fractional Softening
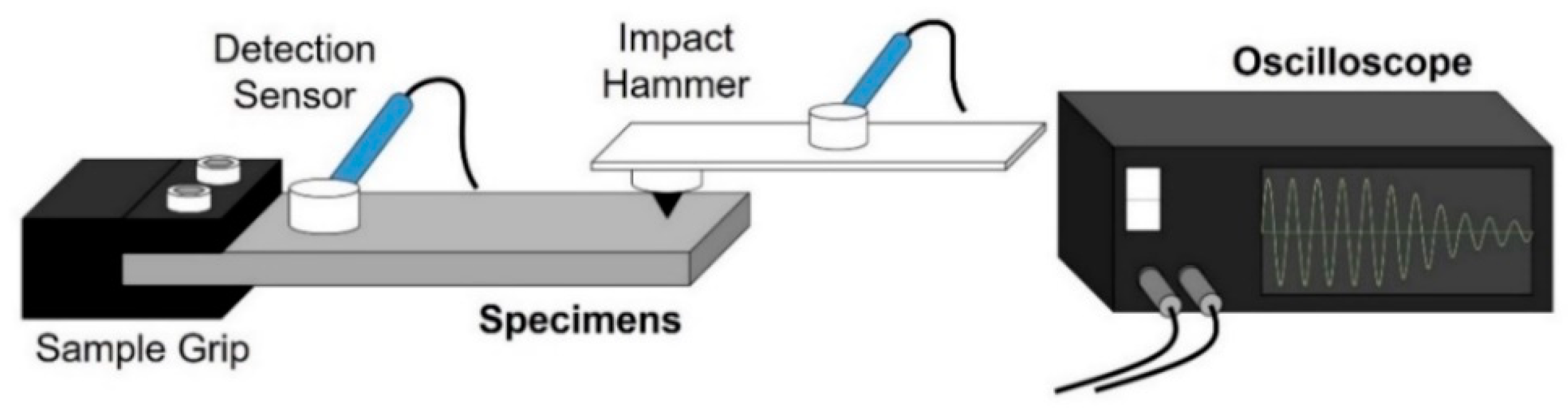
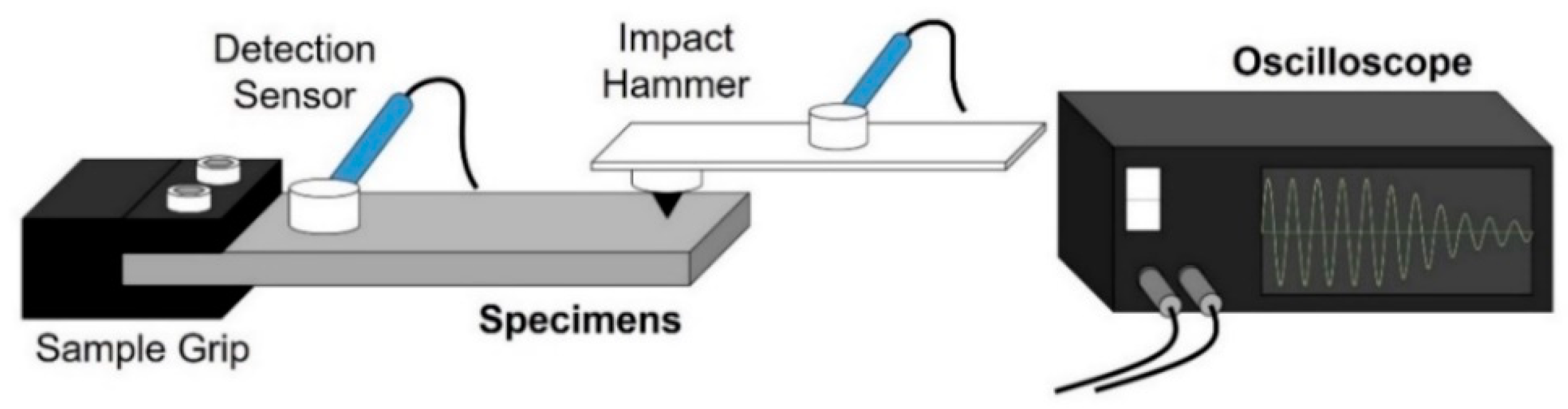
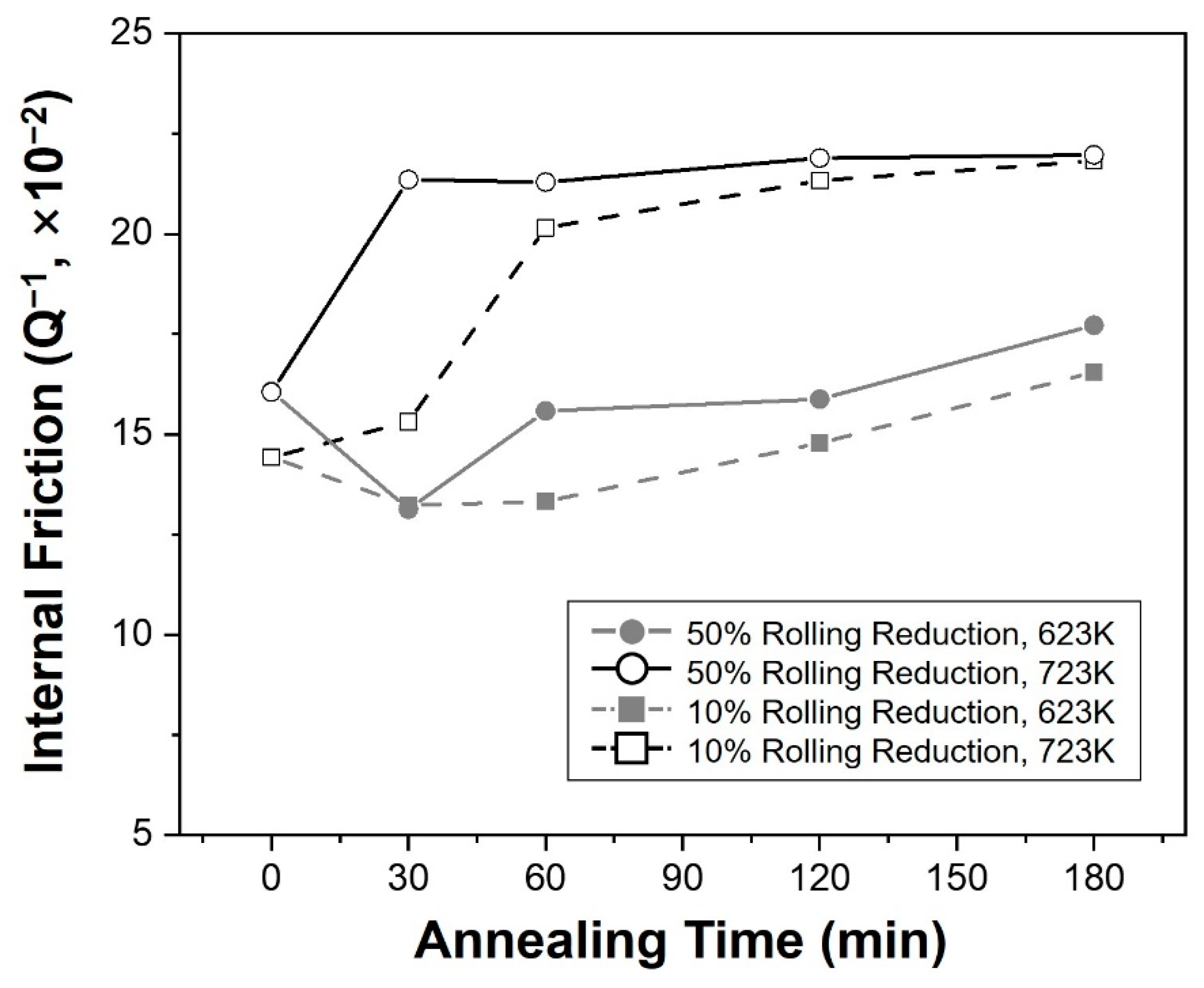
2.3. Internal Friction Coefficient
3. Results
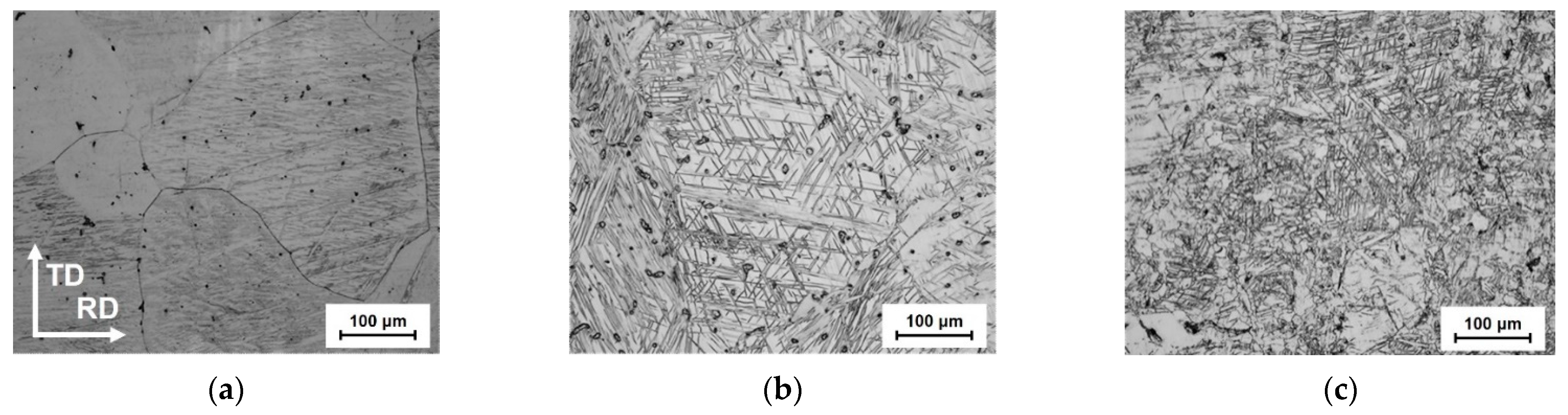
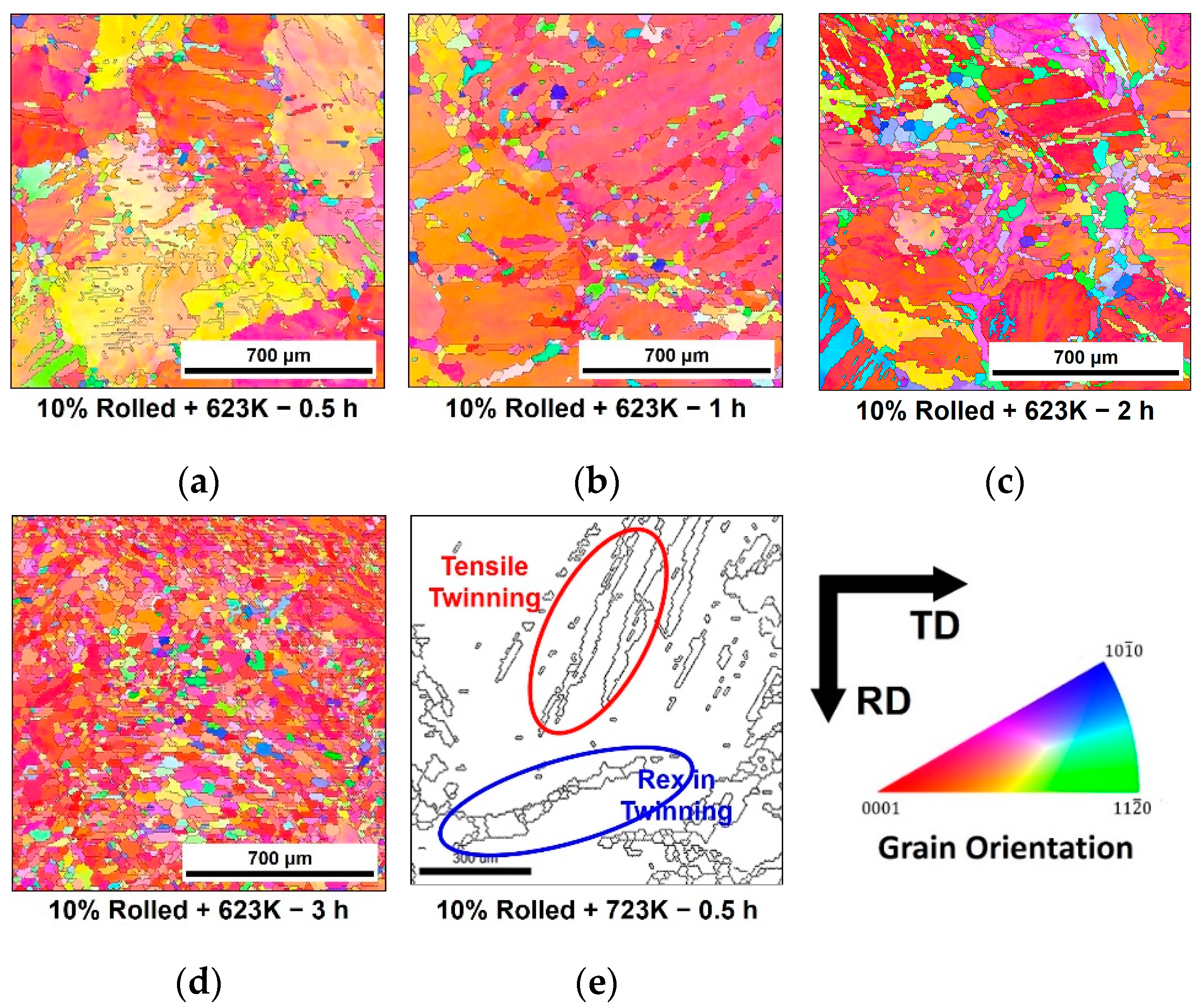
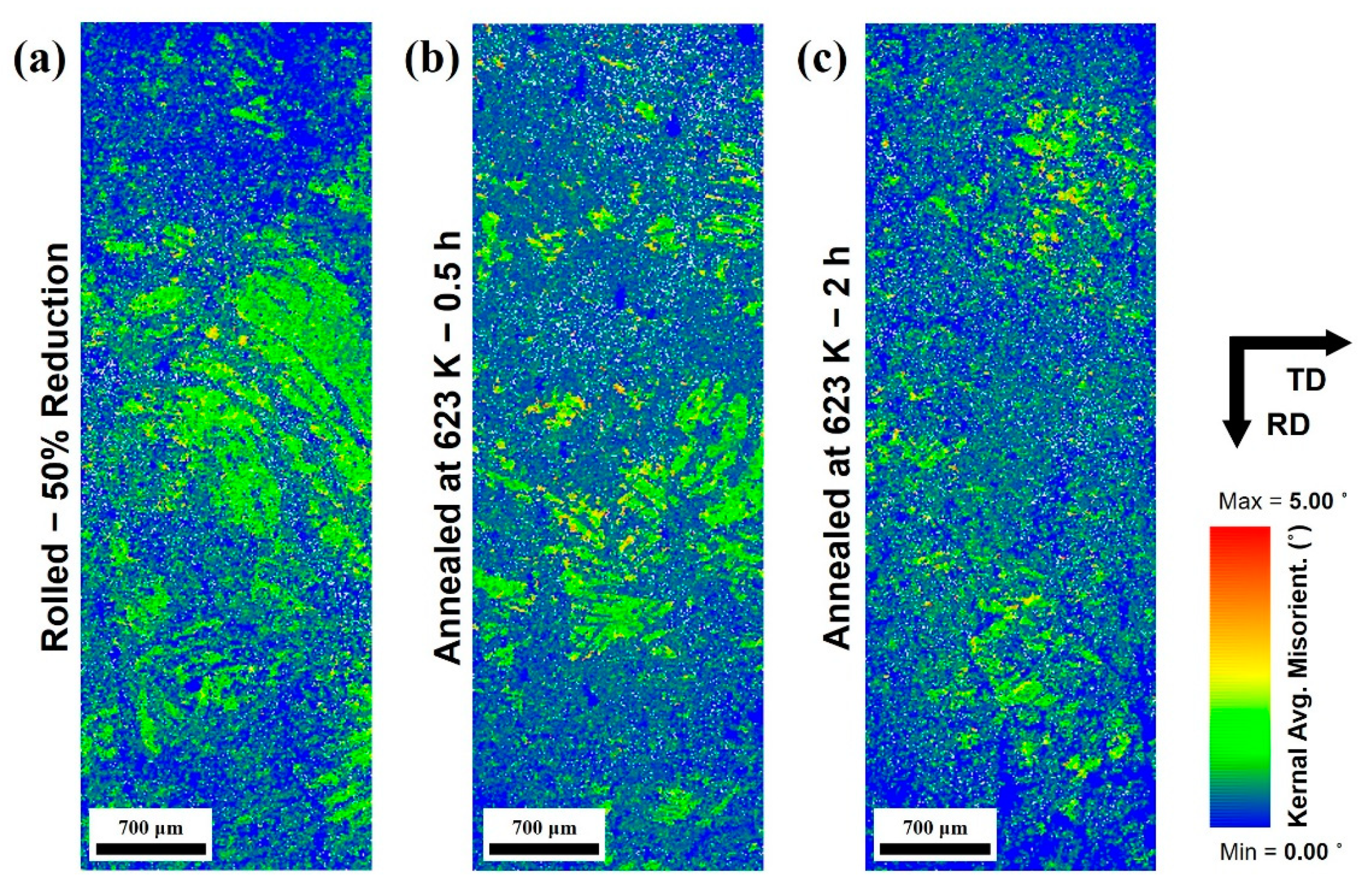
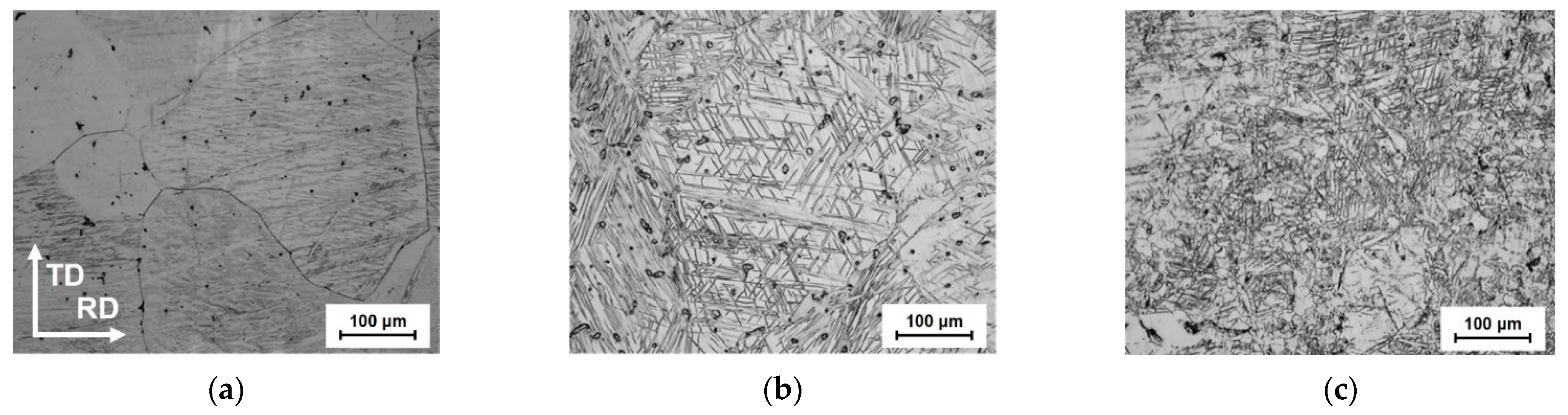
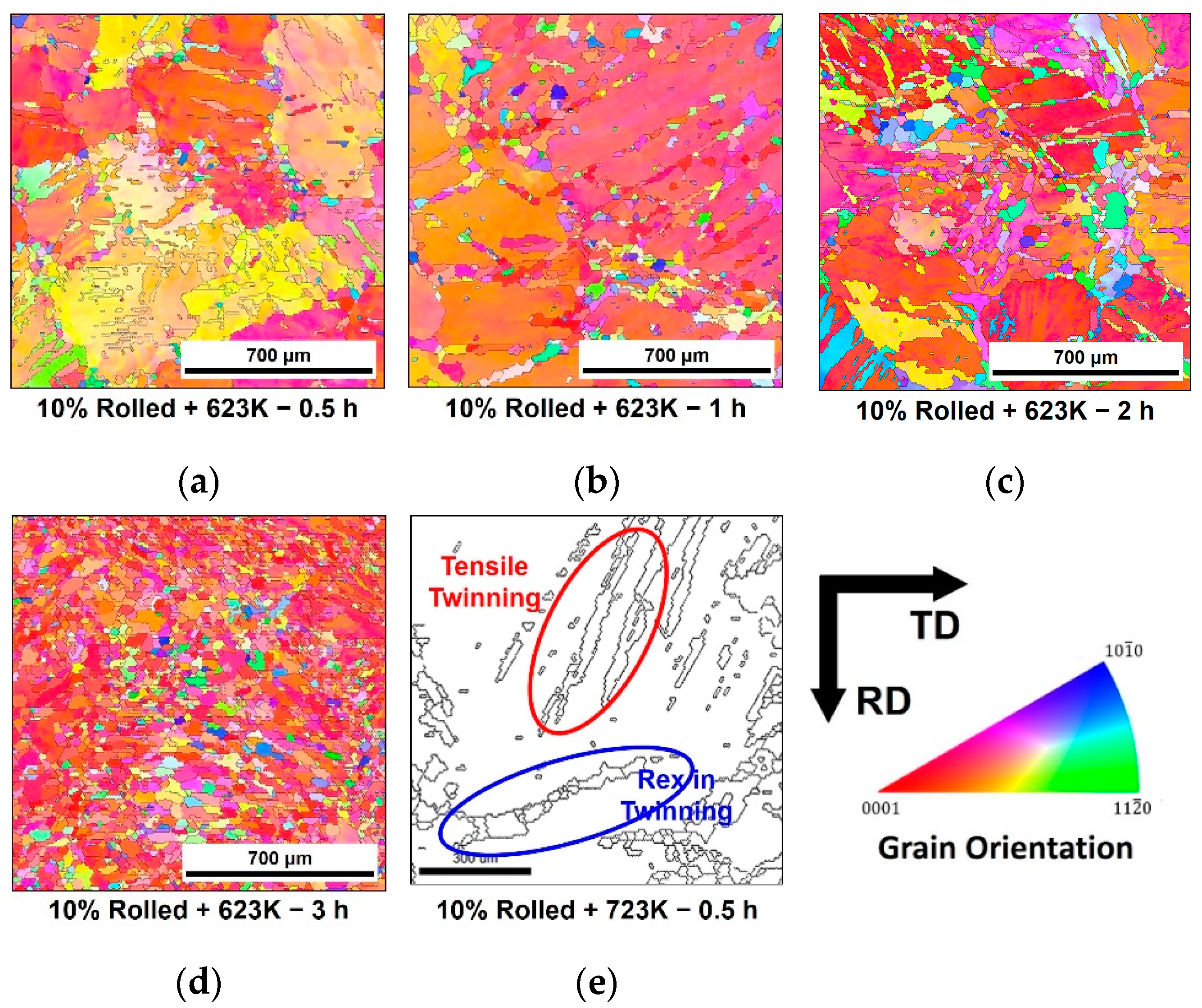
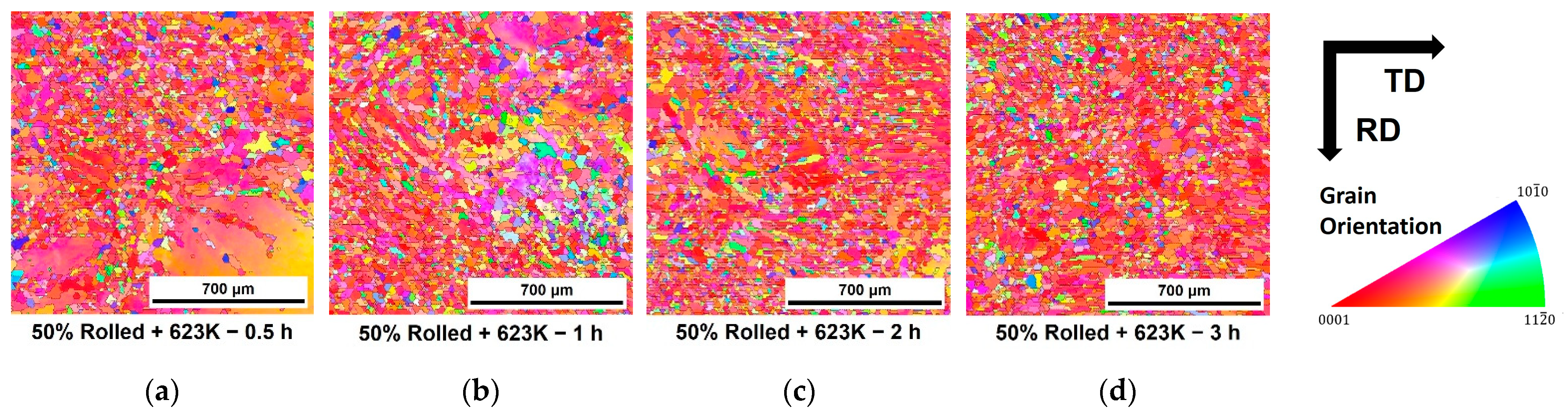
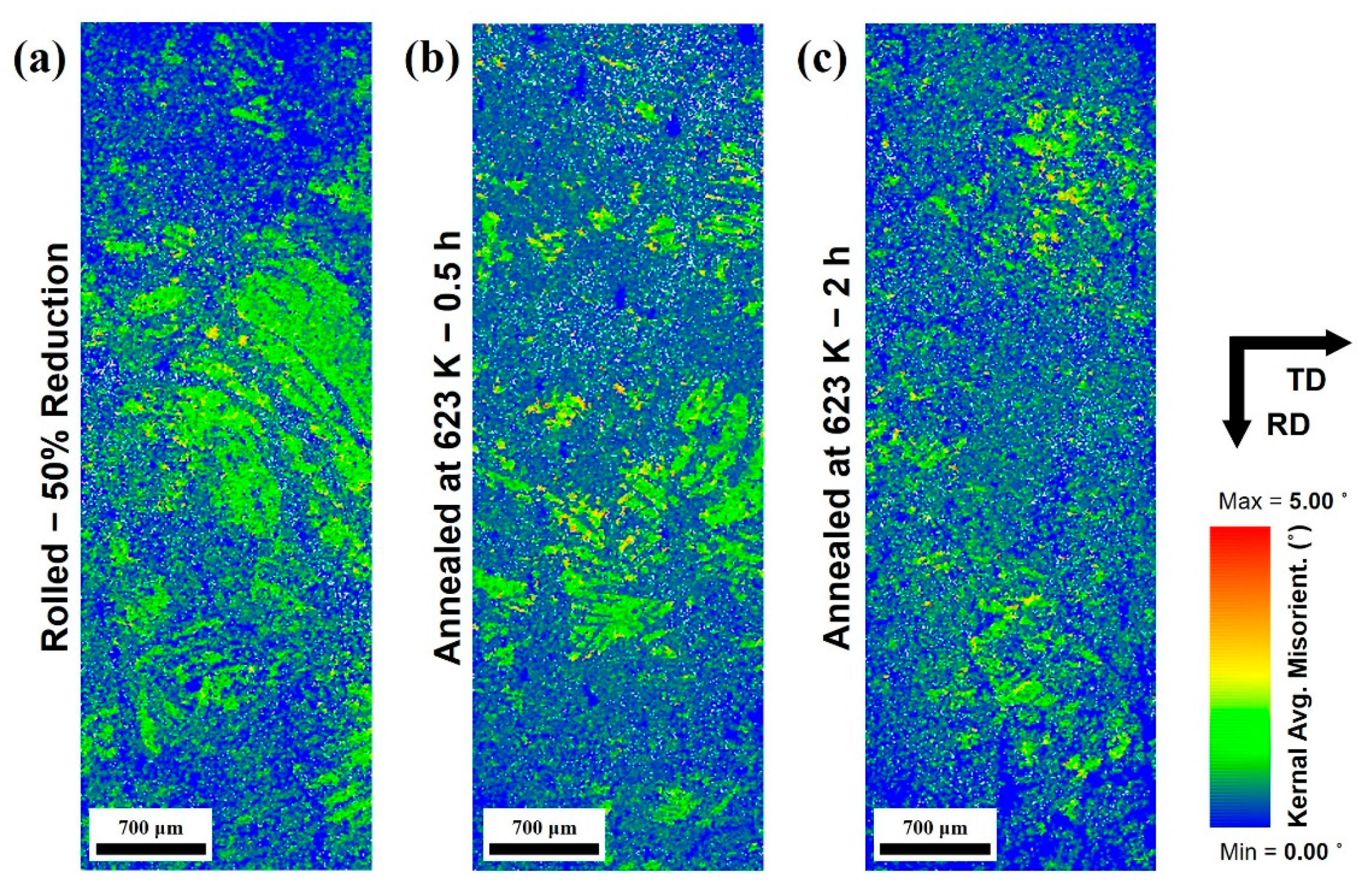
3.1. Microstructure Development
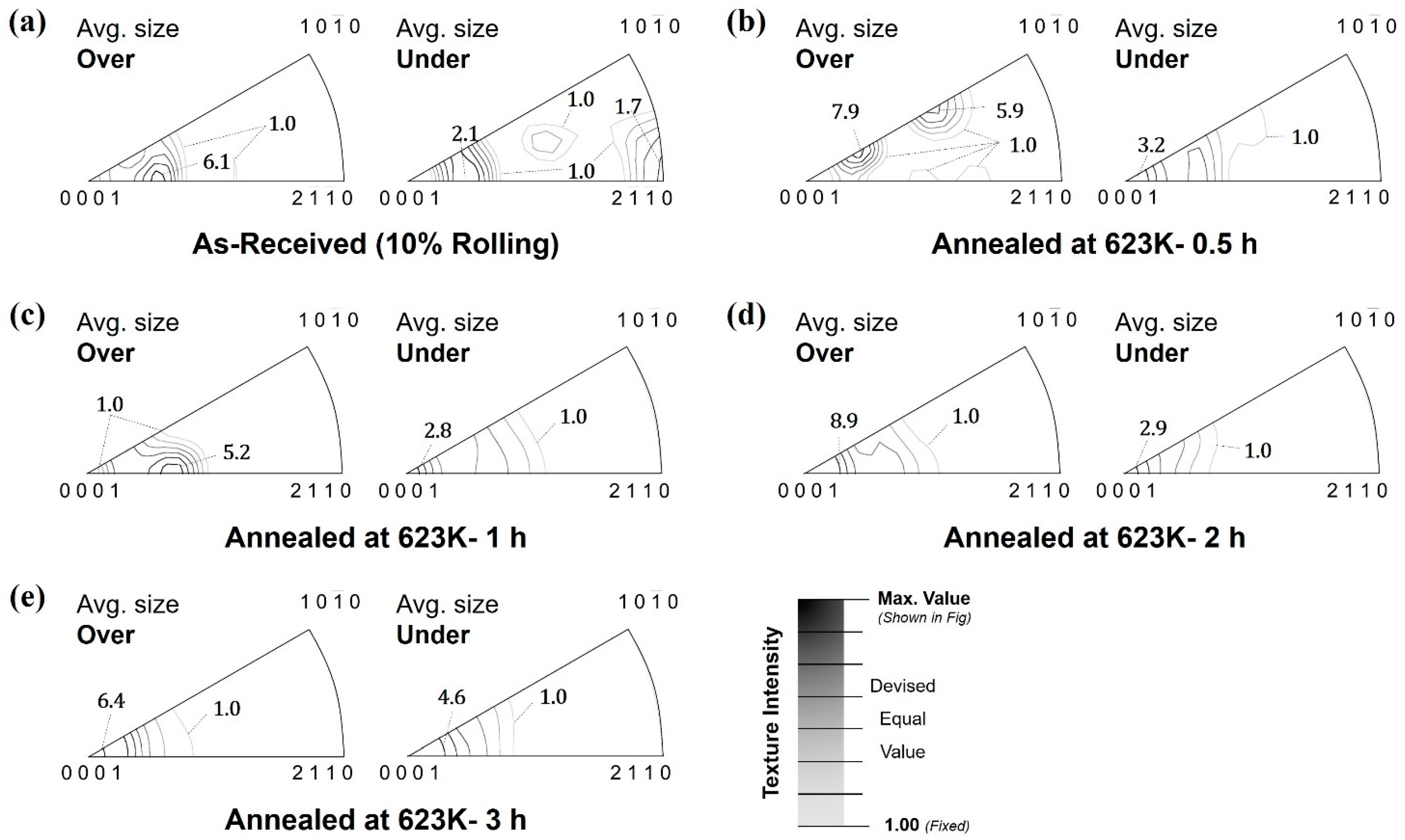
3.2. Texture Development
3.3. Damping Capacity
4. Discussion
4.1. Deformation Mechanism
4.2. Static Recrystallization
4.3. Damping Capacity
5. Conclusions
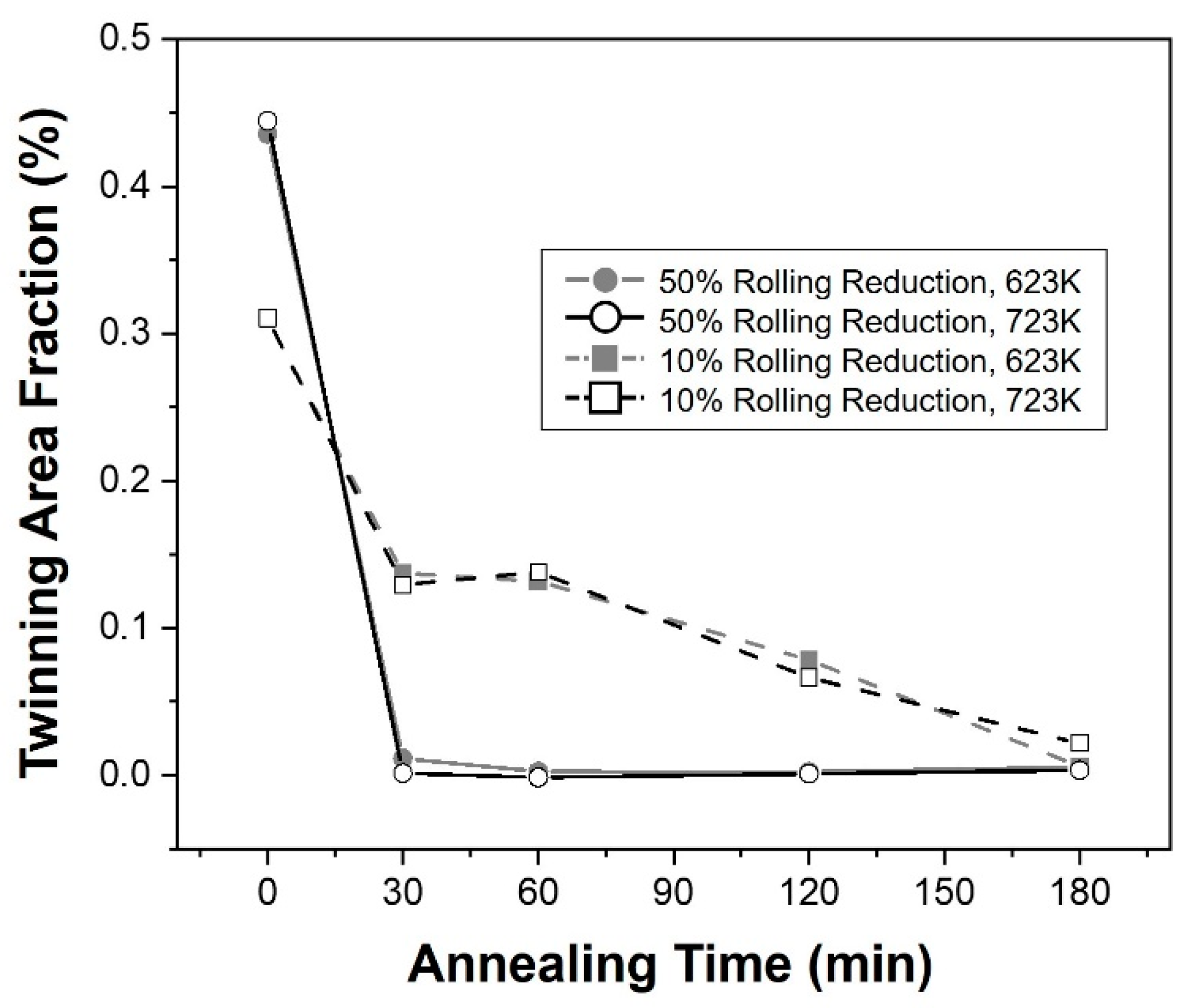
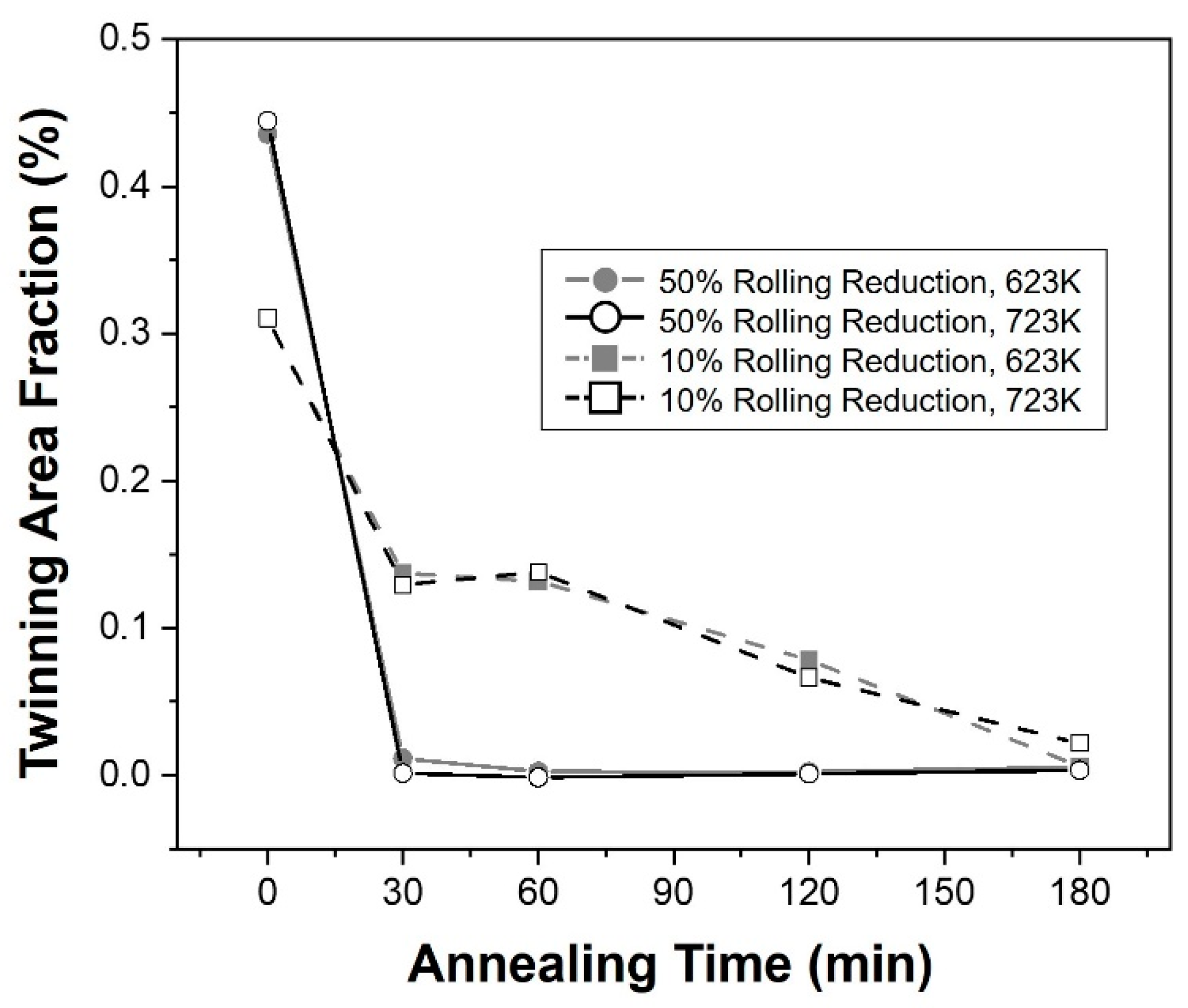
- A tensile twin was developed in hot rolled AZ31 magnesium alloy by high-temperature rolling, and its fraction increased along with an increase in rolling reduction.
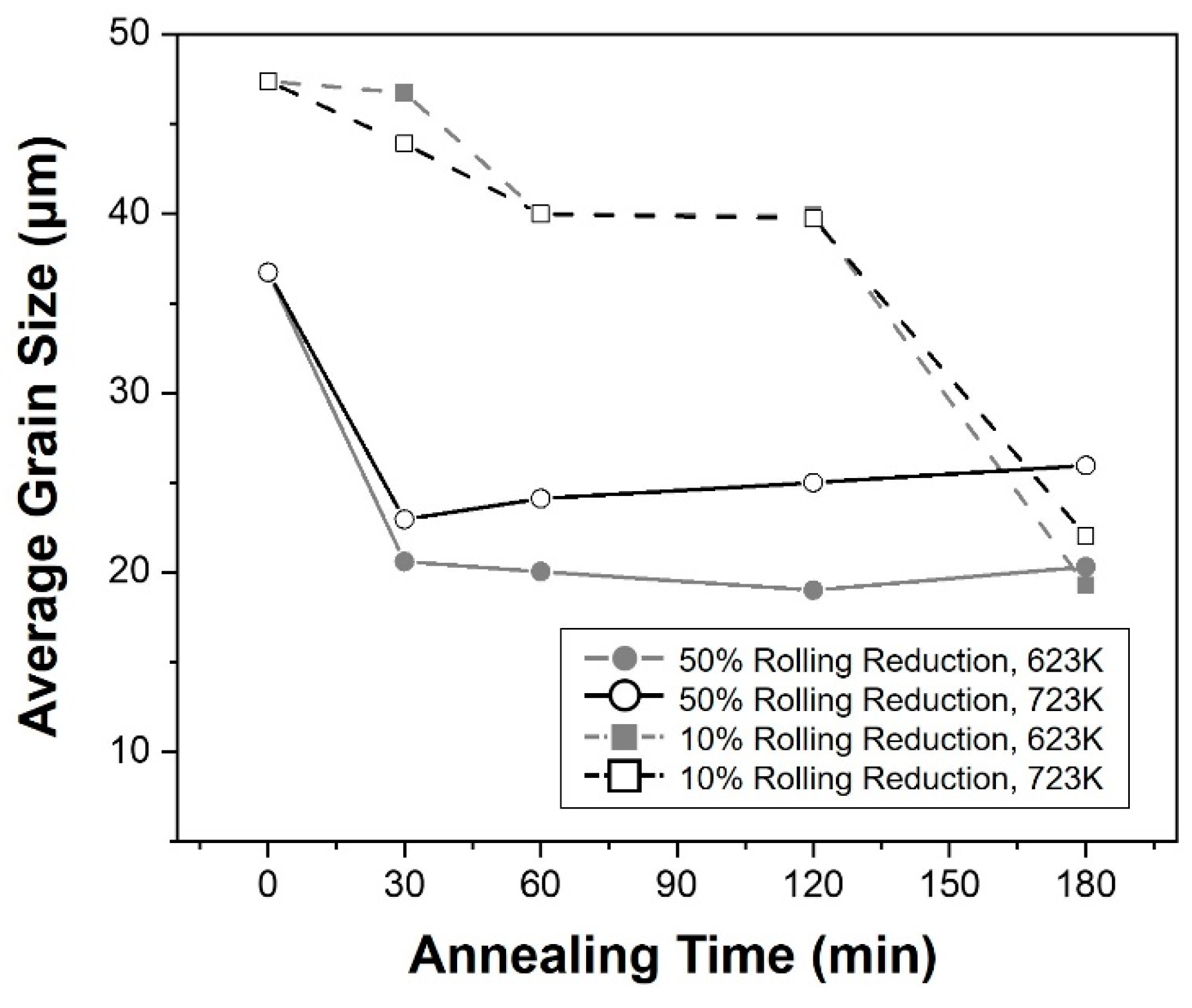
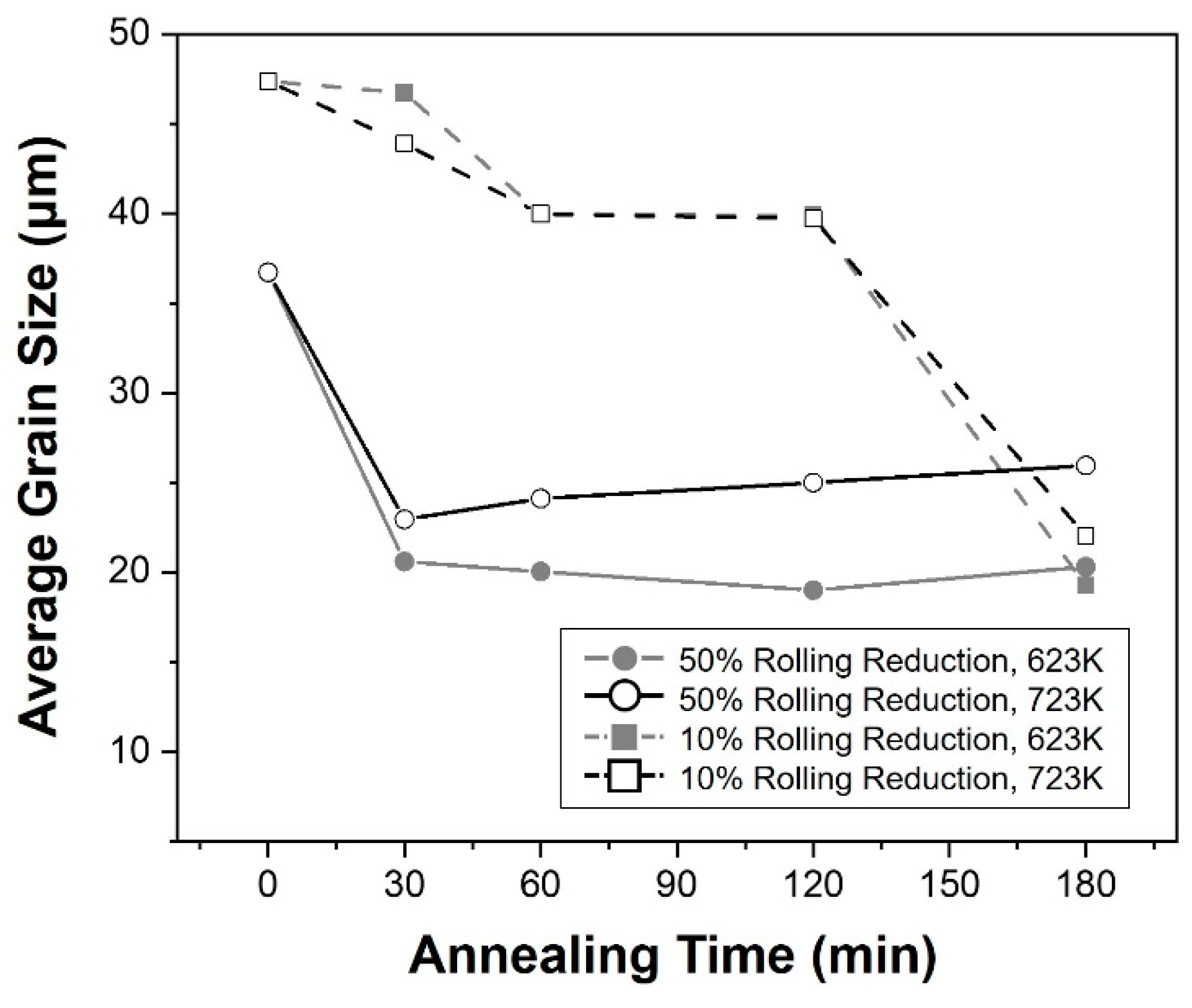
- The tensile twin disappeared and equiaxial grains were formed by recrystallization, this behavior was more obvious when the annealing time and temperature were increased.
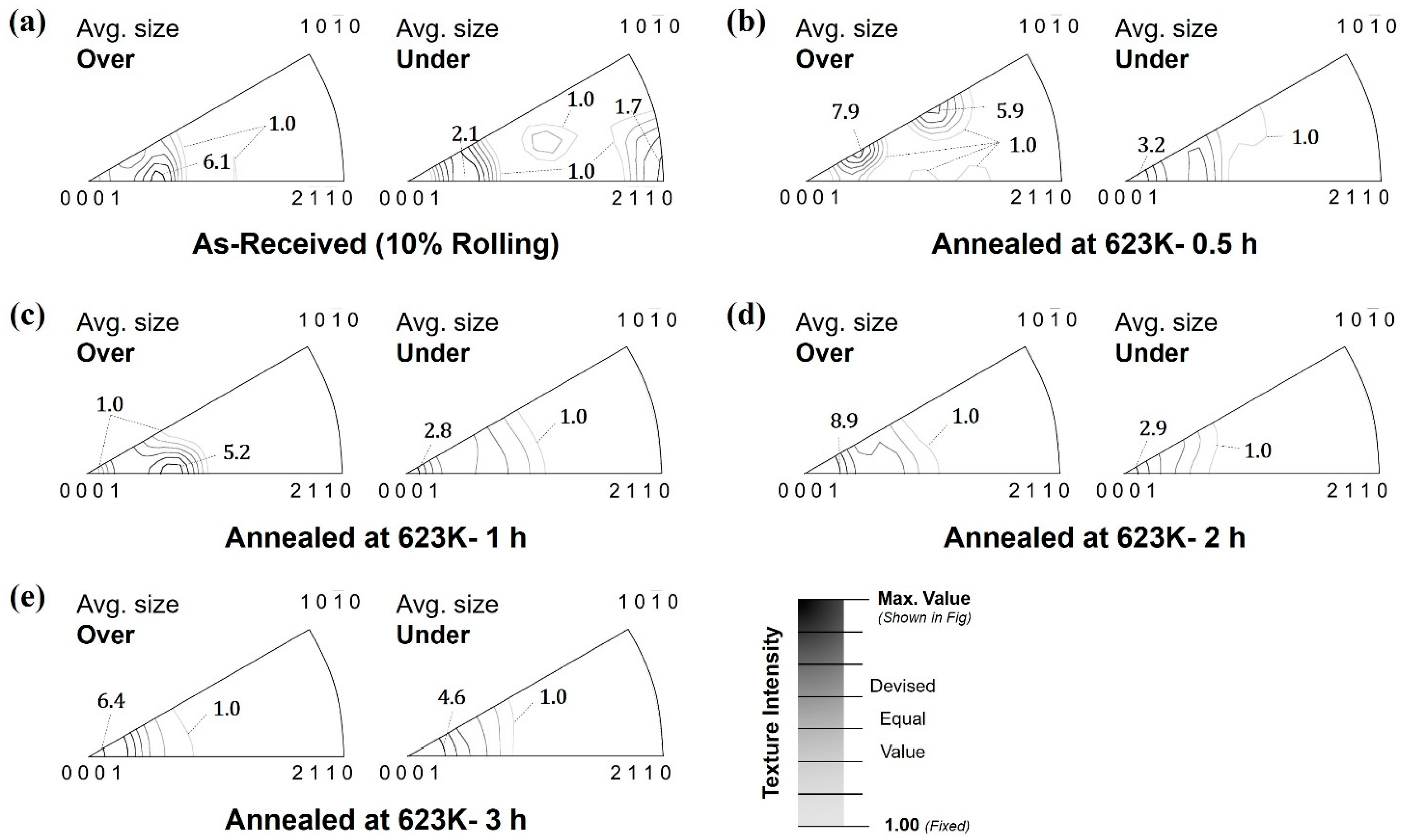
- A tilted texture from basal and tensile twin texture were formed through the rolling. However, they were realigned toward the (0001) orientation by recrystallization during the annealing process.
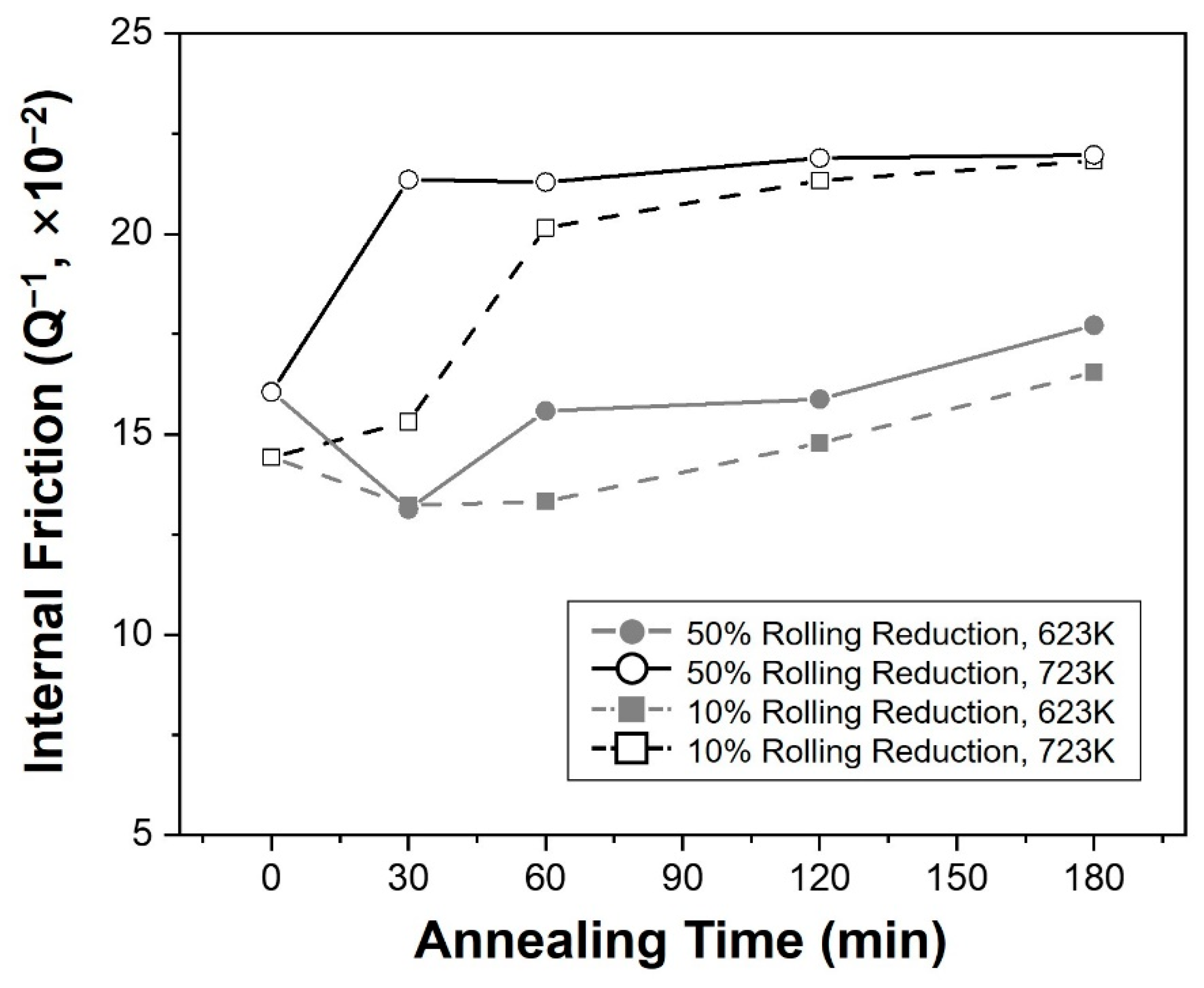
- The higher fraction of tensile twinning owing to the increase in rolling reduction or the higher annealing temperature and time provided a higher driving force for recrystallization. Thus, the magnitude of recrystallization affected the damping capacity.
- Dislocation densities affected by the twinning and annealing was the major factor controlling the damping properties. The development of twinning increased the internal friction by increasing the dislocation density. Annealing temperature varied the average grain size by controlling the magnitude of static recrystallization. The distances between grain boundary changed the internal friction values.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Qin, J.; Shi, X.; Li, H.; Zhao, R.; Li, G.; Zhang, S.; Ding, L.; Cui, X.; Zhao, Y.; Zhang, R. Performance and failure process of green recycling solutions for preparing high degradation resistance coating on biomedical magnesium alloys. Green Chem. 2022, 24, 8113–8130. [Google Scholar] [CrossRef]
- Xu, L.; Liu, N.; Cao, L.; Wan, Y. Influences of electrolytes on tribocorrosion performance of MAO coating on AZ31B magnesium alloy in simulated body fluid. Int. J. App. Cera. Technol. 2021, 18, 1657–1669. [Google Scholar] [CrossRef]
- Wan, D.-Q.; Hu, Y.-L.; Ye, S.-T.; Li, Z.-M.; Li, L.-L.; Huang, Y. Effect of alloying elements on magnesium alloy damping capacities at room temperature. Int. J. Miner. Metall. Mater. 2019, 26, 760–765. [Google Scholar] [CrossRef]
- Li, Z.T.; Qiao, X.G.; Xu, C.; Kamado, S.; Zheng, M.Y.; Luo, A.A. Ultrahigh strength Mg-Al-Ca-Mn extrusion alloys with various aluminum contents. J. Alloys Compd. 2019, 792, 130–141. [Google Scholar] [CrossRef]
- Zareian, Z.; Emamy, M.; Malekan, M.; Mirzadeh, H.; Kim, W.J.; Bahmani, A. Tailoring the mechanical properties of Mg–Zn magnesium alloy by calcium addition and hot extrusion process. Mater. Sci. Eng. A 2020, 774, 138929. [Google Scholar] [CrossRef]
- Granato, A.; Lücke, K. Theory of Mechanical Damping Due to Dislocations. J. Appl. Phys. 1956, 27, 583–593. [Google Scholar] [CrossRef]
- Hu, X.S.; Zhang, Y.K.; Zheng, M.Y.; Wu, K. A study of damping capacities in pure Mg and Mg–Ni alloys. Scr. Mater. 2005, 52, 1141–1145. [Google Scholar] [CrossRef]
- Zhang, Z.; Zeng, X.; Ding, W. The influence of heat treatment on damping response of AZ91D magnesium alloy. Mater. Sci. Eng. A 2005, 392, 150–155. [Google Scholar] [CrossRef]
- Wan, D.-Q.; He, B.-L.; Xiong, G.-Y.; Chen, Z.-X.; Wang, J.-C.; Yang, G.-C. High damping capacities of Mg-Cu based alloys. Trans. Nonferrous Met. Soc. China 2010, 20, 448–452. [Google Scholar] [CrossRef]
- Miller, V.M.; Berman, T.D.; Beyerlein, I.J.; Jones, J.W.; Pollock, T.M. Prediction of the plastic anisotropy of magnesium alloys with synthetic textures and implications for the effect of texture on formability. Mater. Sci. Eng. A 2016, 5, 345–360. [Google Scholar] [CrossRef]
- Su, J.; Sanjari, M.; Kabir, A.; Jonas, J.; Yue, S. Static recrystallization behavior of magnesium AZ31 alloy subjected to high speed rolling. Mater. Sci. Eng. A 2016, 662, 412–425. [Google Scholar] [CrossRef]
- Kaya, A.A. A Review on Developments in Magnesium Alloys. Front. Mater. 2020, 7, 198. [Google Scholar] [CrossRef]
- Tan, J.; Ramakrishna, S. Applications of Magnesium and Its Alloys: A Review. Appl. Sci. 2021, 11, 6861. [Google Scholar] [CrossRef]
- Kim, J.; Okayasu, K.; Fukutomi, H. Deformation Behavior and Texture Formation in AZ80 Magnesium Alloy during Uniaxial Compression Deformation at High Temperatures. Mater. Trans. 2013, 54, 192–198. [Google Scholar] [CrossRef]
- Kim, K.H.; Okayasu, K.; Fukutomi, H. Influence of the Initial Texture on Texture Formation of High Temperature Deformation in AZ80 Magnesium Alloy. Mater. Trans. 2015, 56, 17–22. [Google Scholar] [CrossRef]
- Kim, K.; Ji, Y.; Kim, K. Effect of Ca Precipitation on Texture Component Development in AZ Magnesium Alloy. Materials 2022, 15, 5367. [Google Scholar] [CrossRef]
- Helis, L.; Okayasu, K.; Fukutomi, H. Microstructure evolution and texture development during high-temperature uniaxial compression of magnesium alloy AZ31. Mater. Sci. Eng. A 2006, 430, 98–103. [Google Scholar] [CrossRef]
- Barnett, M. A Taylor Model Based Description of the proof stress of magnesium AZ31 during hot working. Metall. Mater. Trans. A 2003, 34, 1799–1806. [Google Scholar] [CrossRef]
- Jin, Q.; Shim, S.-Y.; Lim, S.-G. Correlation of microstructural evolution and formation of basal texture in a coarse grained Mg–Al alloy during hot rolling. Scr. Mater. 2006, 55, 843–846. [Google Scholar] [CrossRef]
- Lee, S.W.; Park, S.H. Static recrystallization mechanism in cold-rolled magnesium alloy with off-basal texture based on quasi in situ EBSD observations. J. Alloys Compd. 2020, 844, 156185. [Google Scholar] [CrossRef]
- Takayama, A.; Yang, X.; Miura, H.; Sakai, T. Continuous static recrystallization in ultrafine-grained copper processed by multi-directional forging. Mater. Sci. Eng. A 2008, 478, 221–228. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Al | Zn | Mn | Si |
|---|---|---|---|---|---|
| Component | Bal. | 3.20 | 0.79 | 0.19 | 0.05 |
| (wt%.) | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, K.; Ji, Y.; Kim, K.; Park, M. Effect of Recrystallization Behavior of AZ31 Magnesium Alloy on Damping Capacity. Materials 2023, 16, 1399. https://doi.org/10.3390/ma16041399
Kim K, Ji Y, Kim K, Park M. Effect of Recrystallization Behavior of AZ31 Magnesium Alloy on Damping Capacity. Materials. 2023; 16(4):1399. https://doi.org/10.3390/ma16041399
Chicago/Turabian StyleKim, Kibeom, Yebin Ji, Kwonhoo Kim, and Minsoo Park. 2023. "Effect of Recrystallization Behavior of AZ31 Magnesium Alloy on Damping Capacity" Materials 16, no. 4: 1399. https://doi.org/10.3390/ma16041399
APA StyleKim, K., Ji, Y., Kim, K., & Park, M. (2023). Effect of Recrystallization Behavior of AZ31 Magnesium Alloy on Damping Capacity. Materials, 16(4), 1399. https://doi.org/10.3390/ma16041399