
Variation Mechanism of Three-Dimensional Force and Force-Based Defect Detection in Friction Stir Welding of Aluminum Alloys

Abstract
:1. Introduction
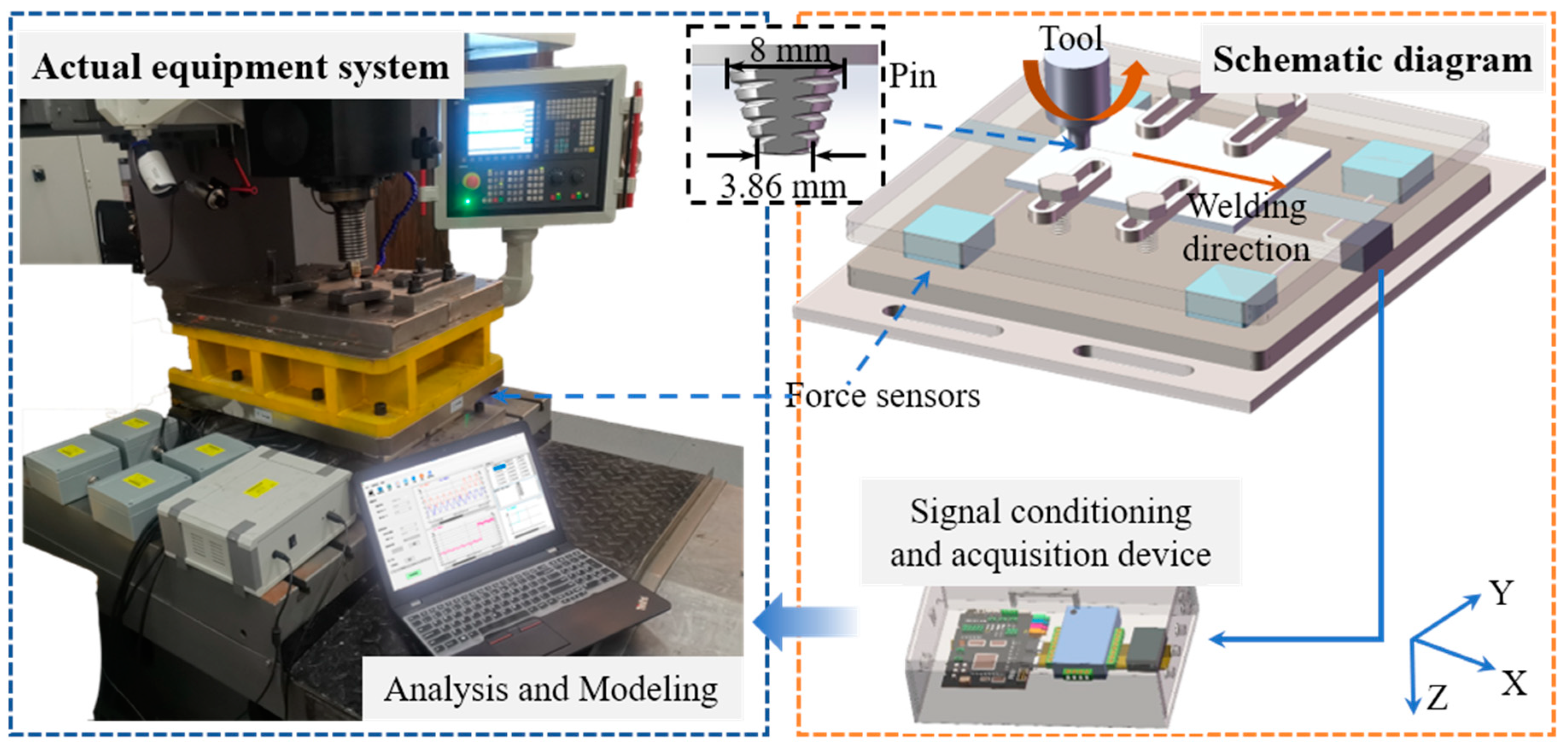
2. Experimental Setup
3. Results and Discussion
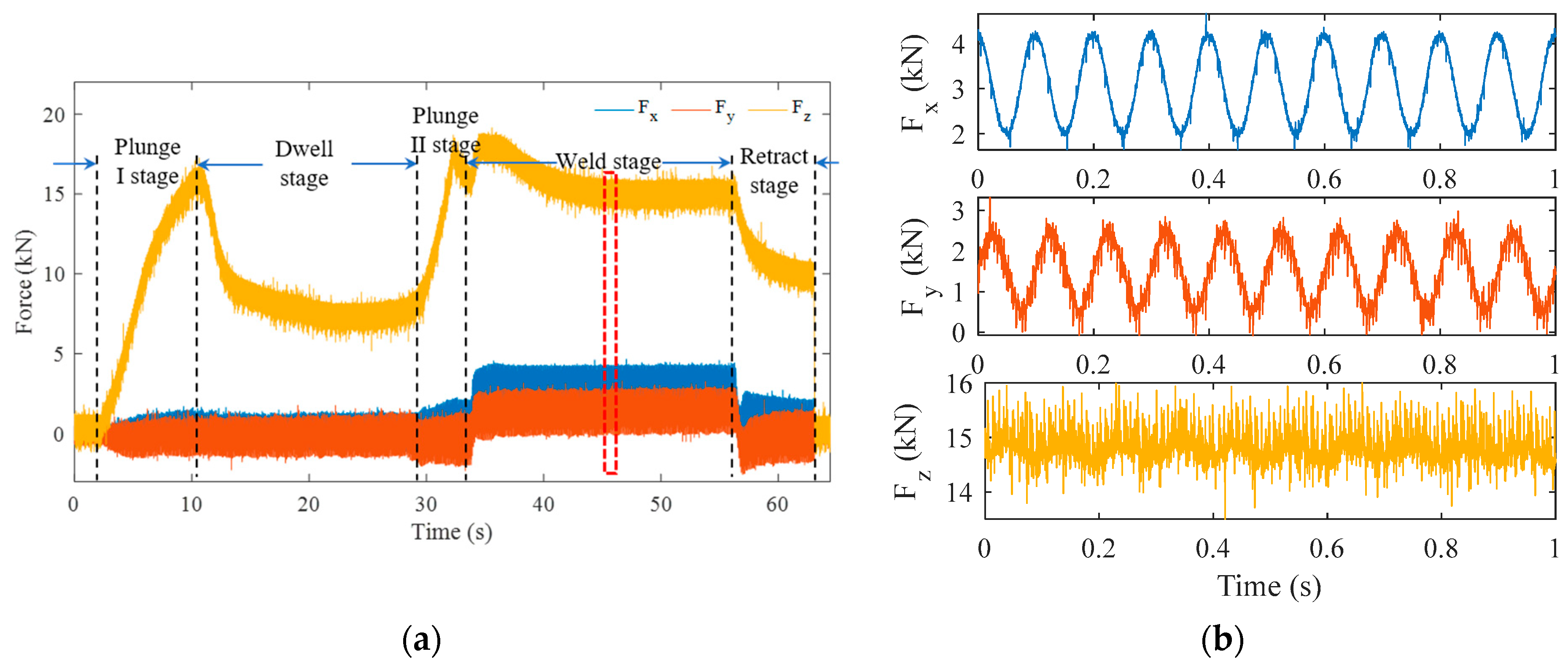
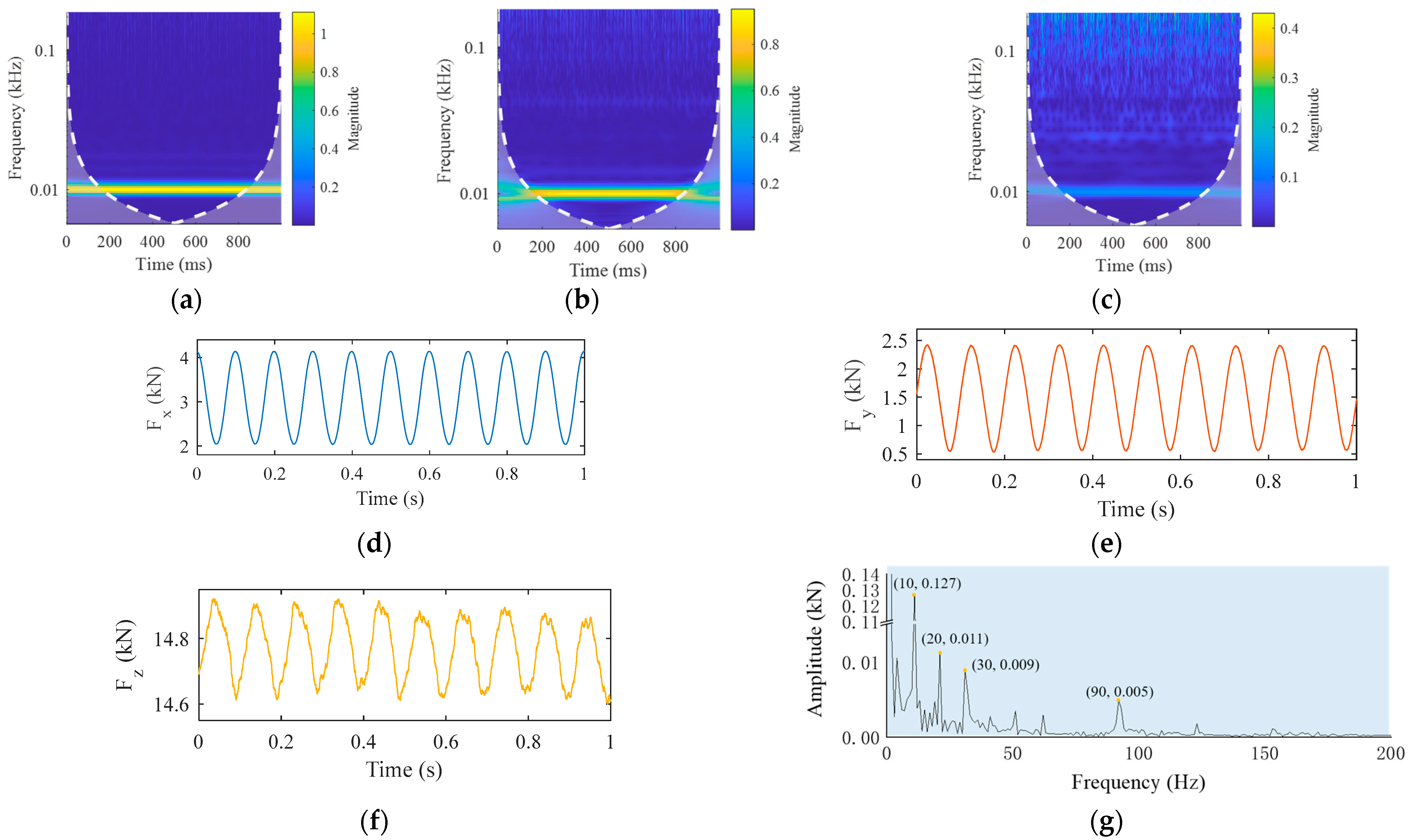
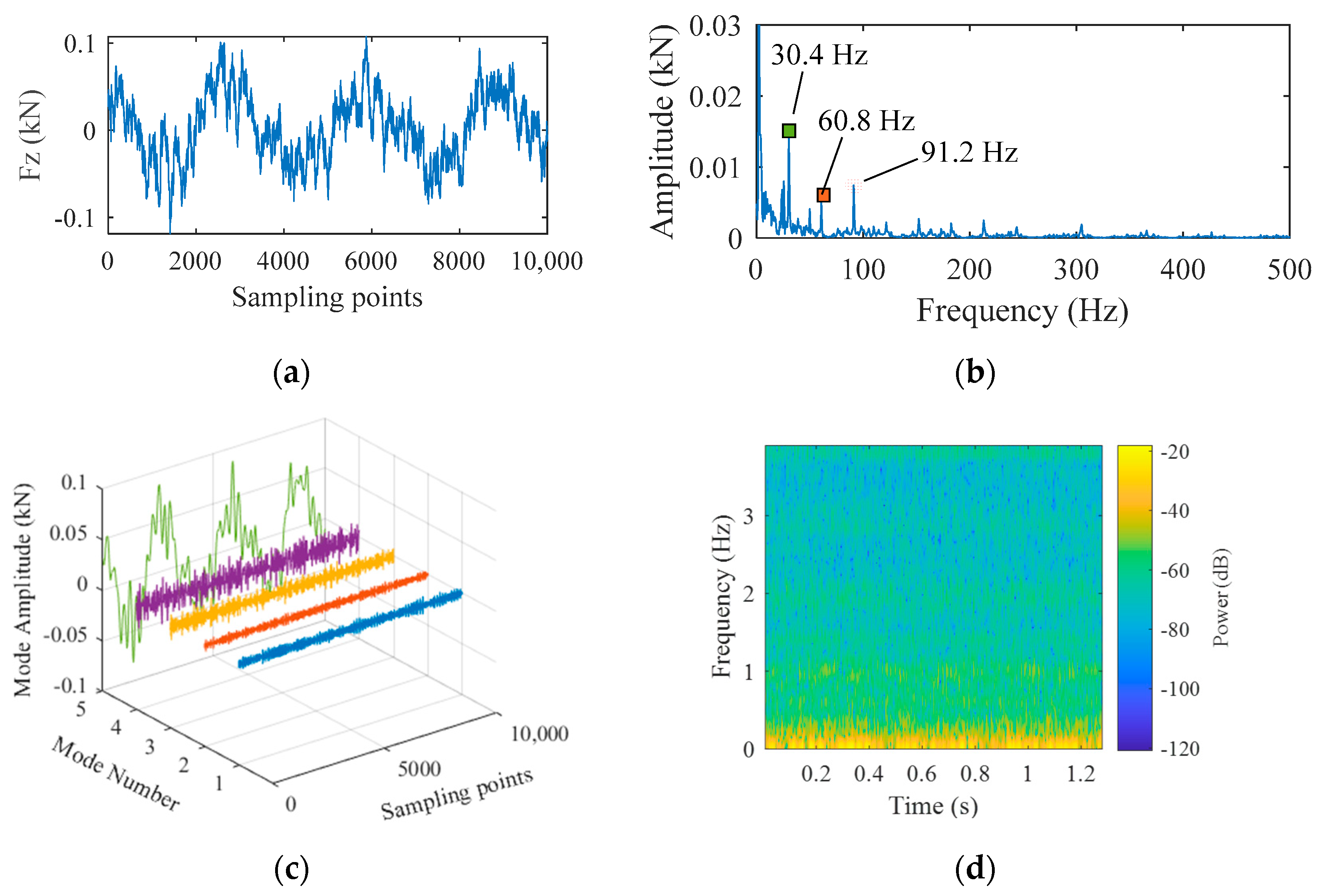
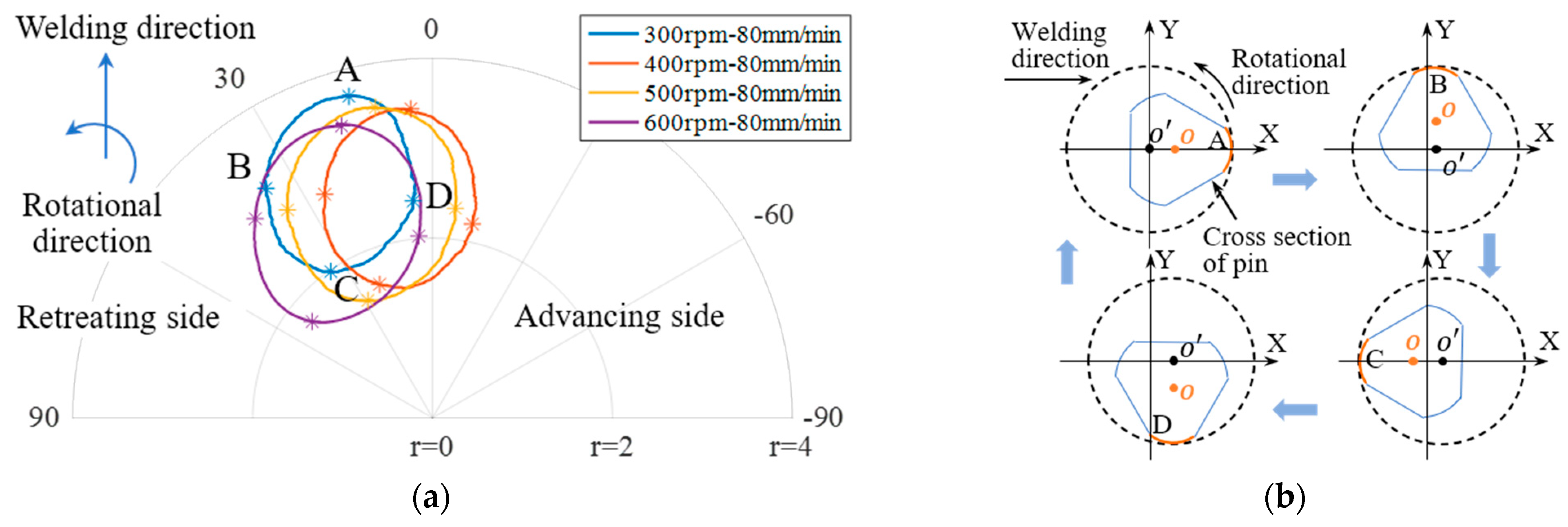
3.1. The Variation Mechanism of Three-Dimensional Force
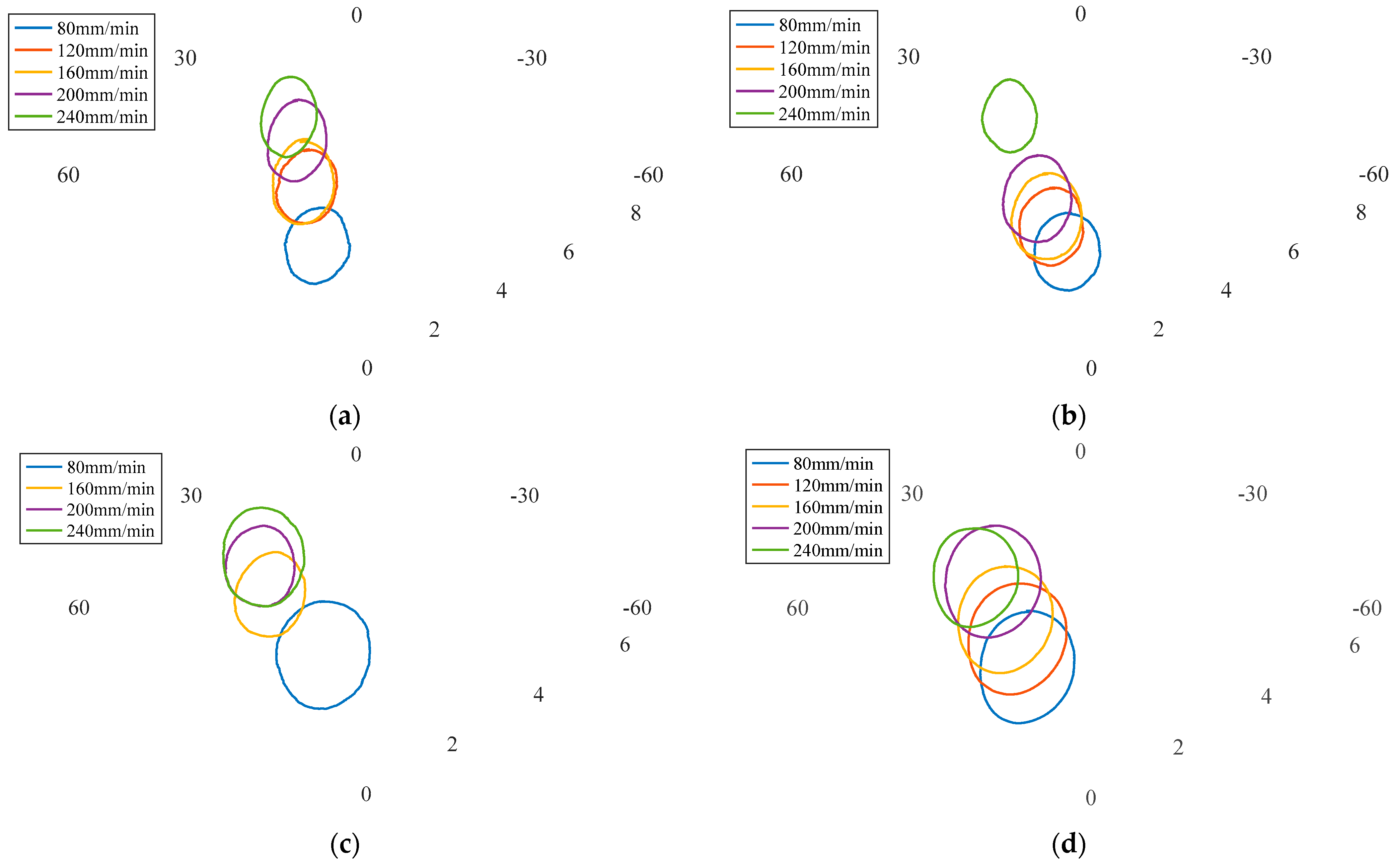
3.2. Effect of Process Parameters on Welding Quality and Force
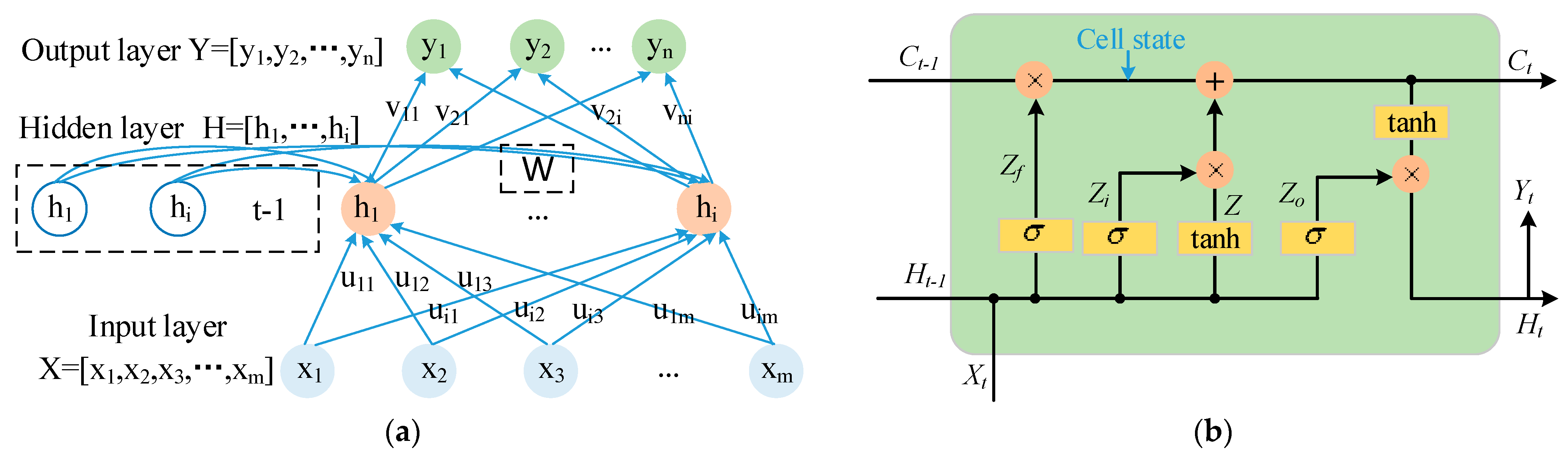
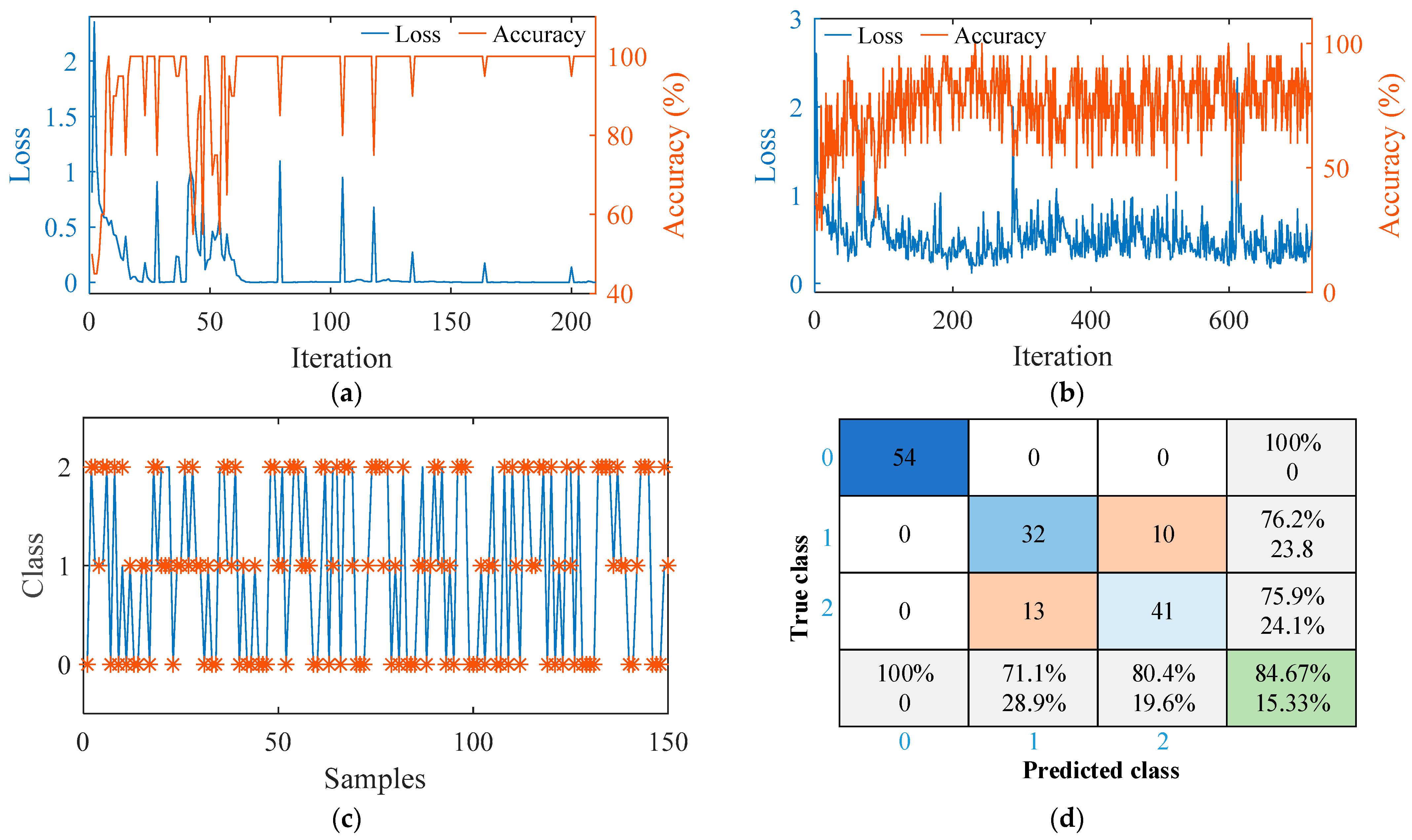
3.3. Recognition of Internal Defects Based on LSTM
4. Conclusions
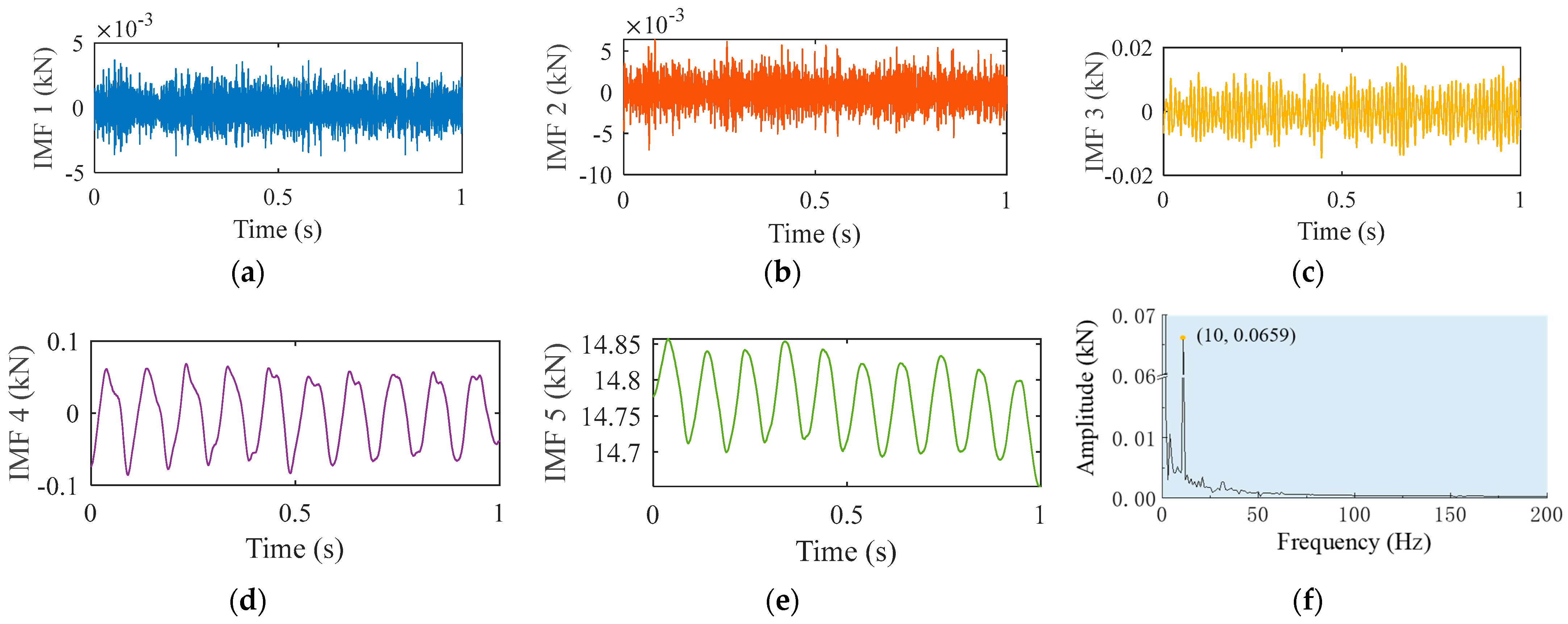
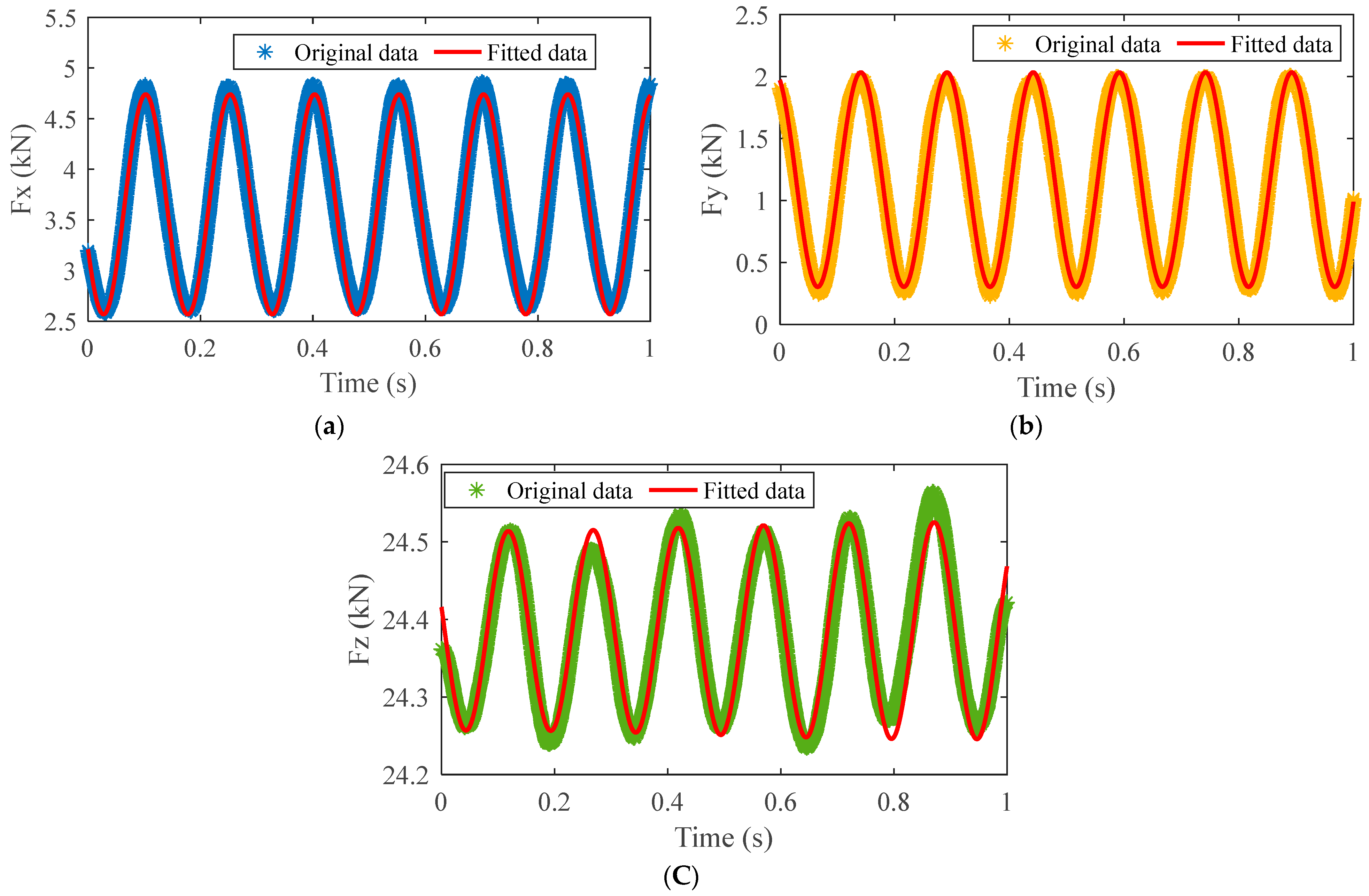
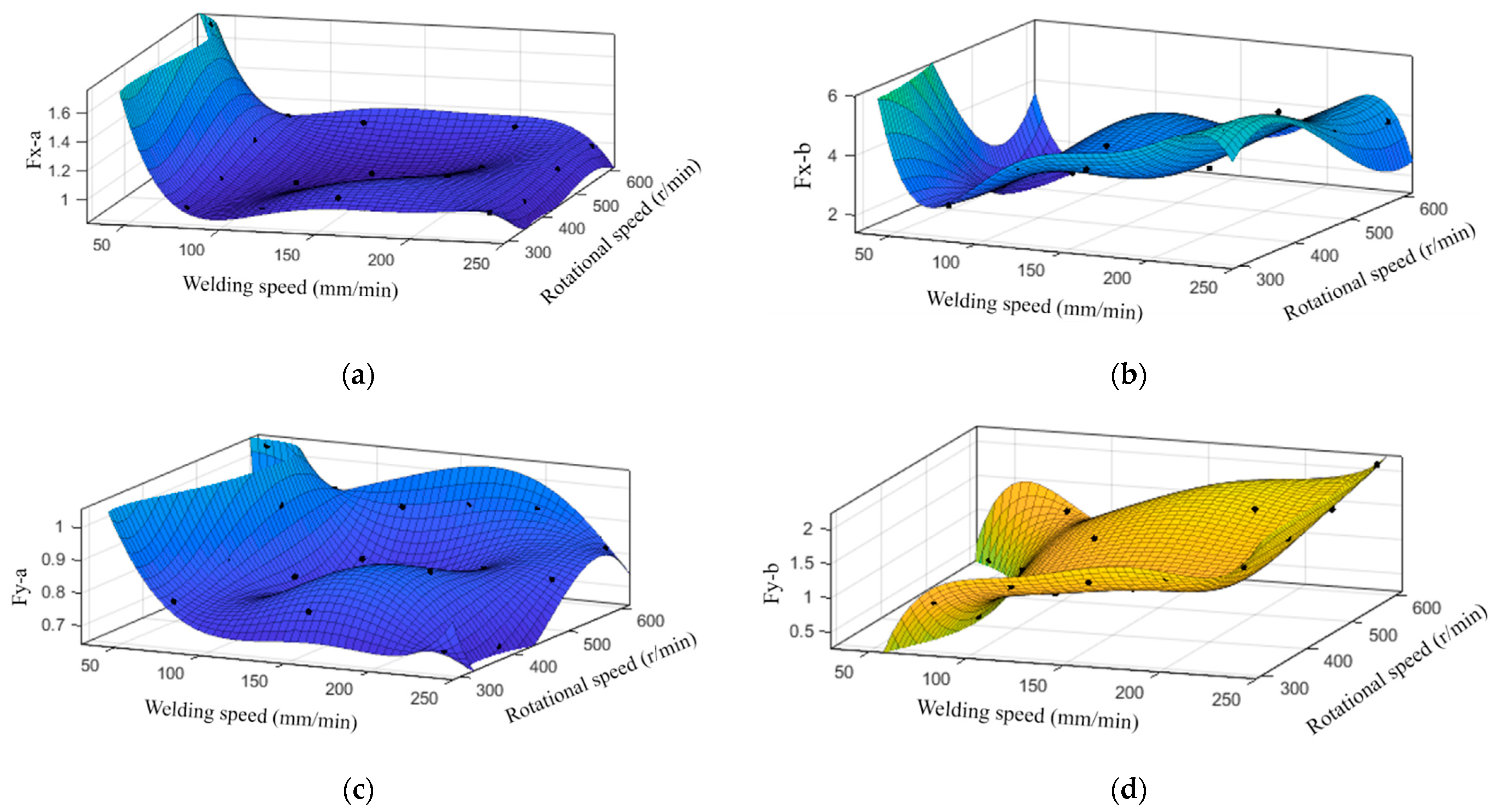
- The experimental results showed that the three-dimensional force fluctuated periodically during the friction stir welding of aluminum alloys. The combination of mean filtering and variational mode decomposition effectively removed the interference of high-frequency noise from the signal. Through fitting the nonlinear three-dimensional force signal by the least square method, it was revealed that the traverse force and lateral force conformed to the cosine and sine functions, respectively. The axial force was expressed as the sum of the two sine functions. Through polynomial fitting, the relationship between the in-plane forces and process parameters was defined and the empirical formulas of the force parameter were obtained.
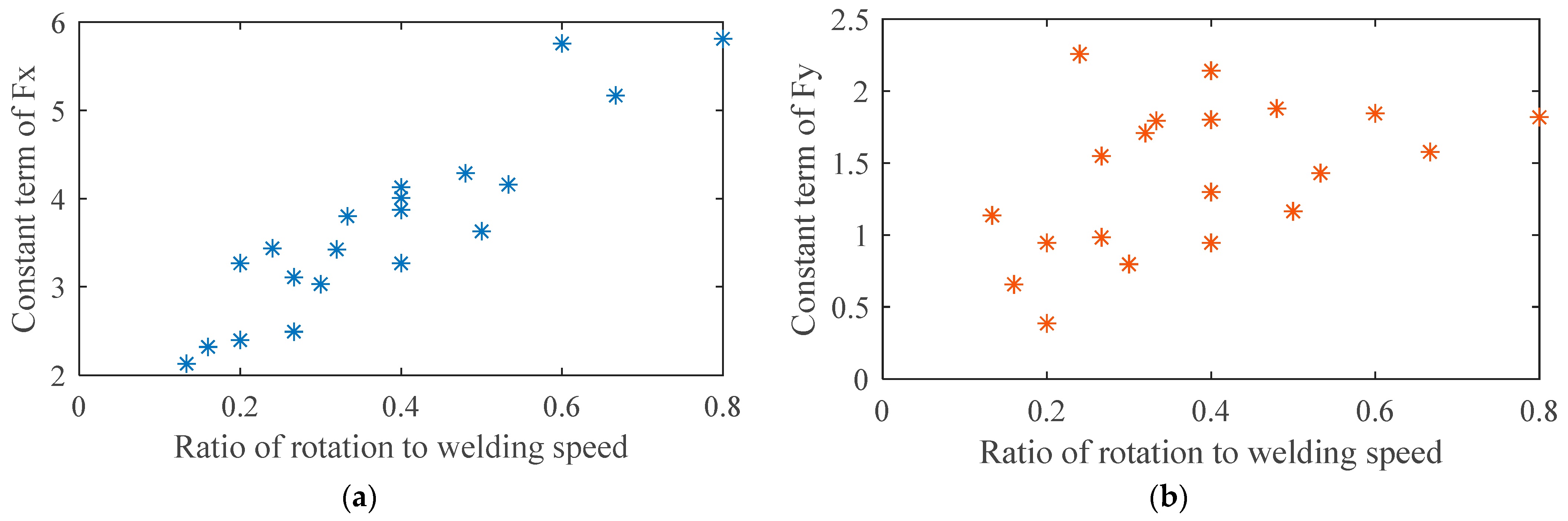
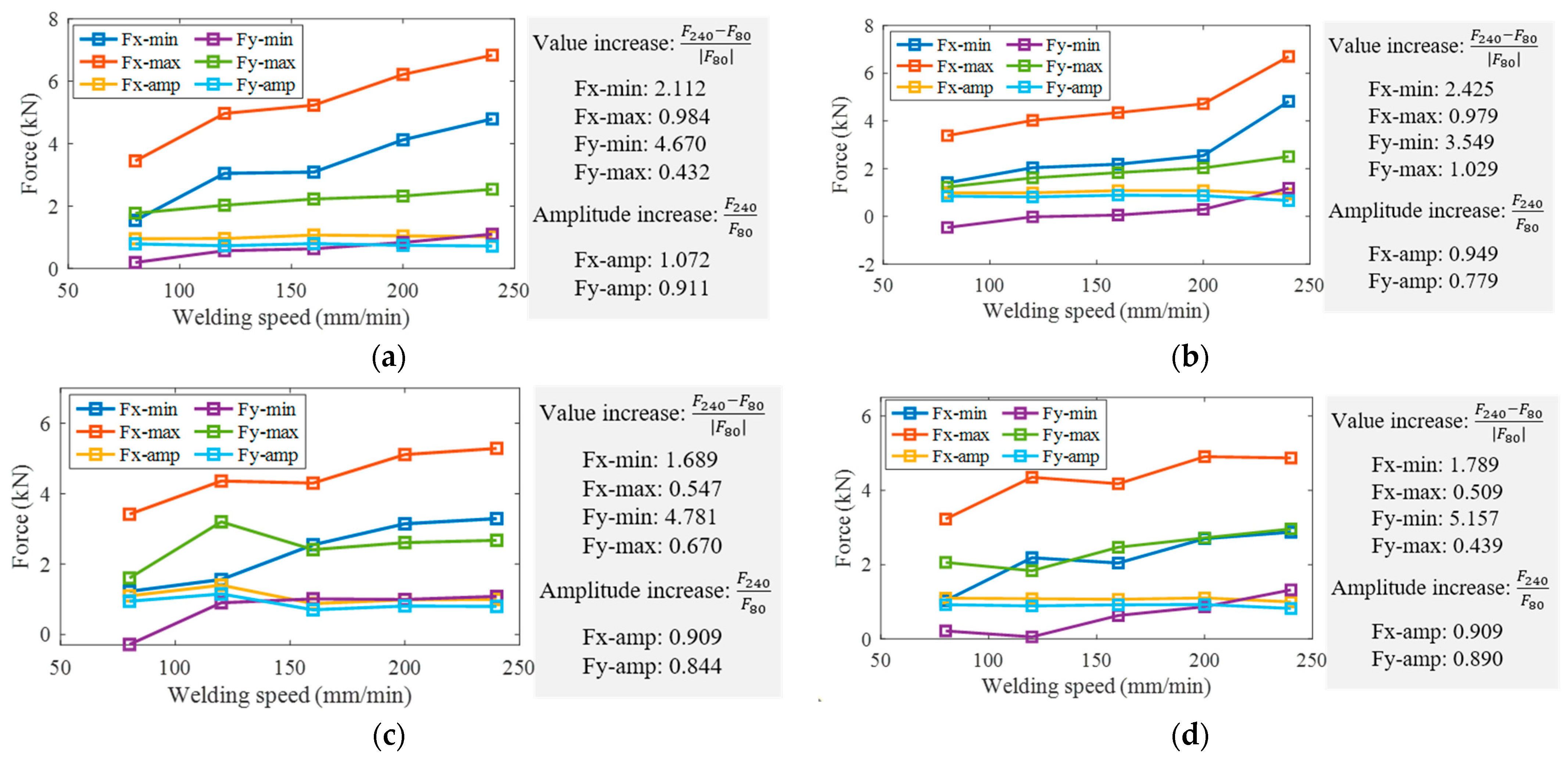
- With the increase of the welding speed, the maximum and minimum values of in-plane forces increased. Although the value of the traverse force Fx was larger, when the welding speed increased from 80 mm/min to 240 mm/min then the minimum value of the lateral force Fy increased several times more than that of Fx. It was found that the amplitude of in-plane forces tended to decrease with the increase of welding speed, and the decrease of amplitude of the lateral force Fy was more obvious than that of Fx.
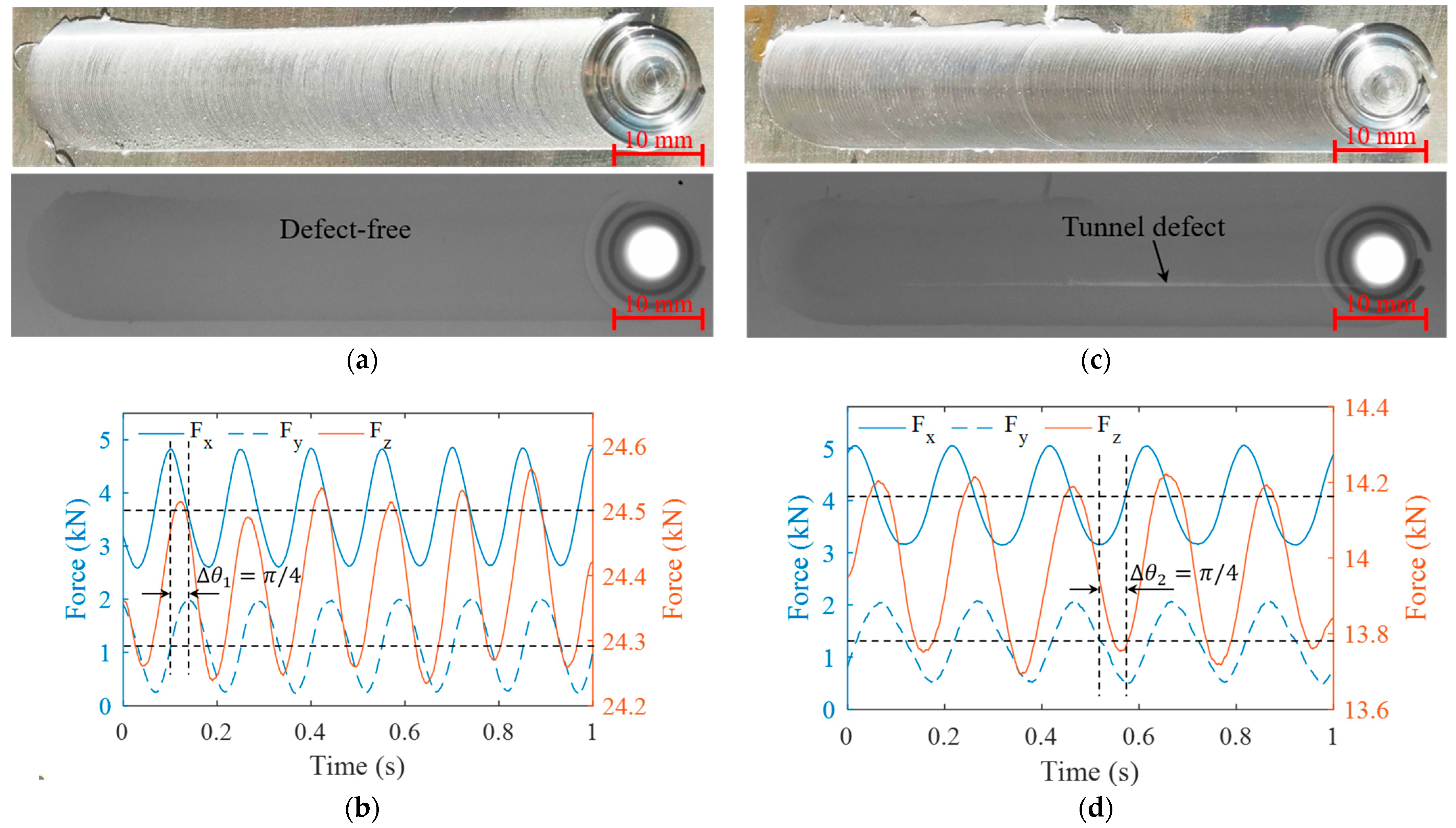
- When tunnel defects generated in the weld, the variation periods of the force signals were consistent with those acquired in the normal welding process. However, there were significant differences in values and amplitudes, which were reflected in the pole coordinate diagram. When the pole radiuses of most data points were greater than 4, the weld was highly likely to have defects. In order to predict welding quality more accurately, a prediction model based on long short-term memory was constructed. The model recognized the two modes of good weld forming and internal tunnel defect, with 100% accuracy. Its identification ability for large and small defects was relatively poor; the average accuracy of classifying three kinds of welding quality was 84.67%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, G.; Zhao, Y.; Hao, Y. Friction stir welding of high-strength aerospace aluminum alloy and application in rocket tank manufacturing. J. Mater. Sci. Technol. 2018, 34, 73–91. [Google Scholar] [CrossRef]
- Huang, Y.; Yuan, Y.; Yang, L.; Wu, D.; Chen, S. Real-time monitoring and control of porosity defects during arc welding of aluminum alloys. J. Mater. Process. Technol. 2020, 286, 116832. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; Santos, J. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Zuo, X.; Zhang, W.; Oliveira, J.; Li, Y.; Zeng, Z.; Luo, Z.; Ao, S. Wire-based Directed Energy Deposition of NiTiTa shape memory alloys: Microstructure, phase transformation, electrochemistry, X-ray visibility and mechanical properties. Addit. Manuf. 2022, 59, 103115. [Google Scholar] [CrossRef]
- Roy, R.B.; Ghosh, A.; Bhattacharyya, S.; Mahto, R.P.; Kumari, K.; Pal, S.K.; Pal, S. Weld defect identification in friction stir welding through optimized wavelet transformation of signals and validation through X-ray micro-CT scan. Int. J. Adv. Manuf. Technol. 2018, 99, 623–633. [Google Scholar] [CrossRef]
- Wahab, M.A.; Dewan, M.W.; Huggett, D.J.; Okeil, A.M.; Liao, T.W.; Nunes, A.C. Challenges in the detection of weld-defects in friction-stir-welding (FSW). Adv. Mater. Process. Technol. 2019, 5, 258–278. [Google Scholar] [CrossRef]
- Mishra, D.; Roy, R.B.; Dutta, S.; Pal, S.K.; Chakravarty, D. A review on sensor based monitoring and control of friction stir welding process and a roadmap to Industry 4.0. J. Manuf. Process. 2018, 36, 373–397. [Google Scholar] [CrossRef]
- Das, B.; Pal, S.; Bag, S. Probing defects in friction stir welding process using temperature profile. Sādhanā 2019, 44, 79. [Google Scholar] [CrossRef]
- Soundararajan, V.; Atharifar, H.; Kovacevic, R. Monitoring and processing the acoustic emission signals from the friction-stir-welding process, Proceedings of the Institution of Mechanical Engineers. Part B J. Eng. Manuf. 2006, 220, 1673–1685. [Google Scholar] [CrossRef]
- Subramaniam, S.; Narayanan, S.; Denis Ashok, S. Acoustic emission–based monitoring approach for friction stir welding of aluminum alloy AA6063-T6 with different tool pin profiles. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 407–416. [Google Scholar] [CrossRef]
- Soundararajan, V.; Valant, M.; Kovacevic, R. An overview of R&D work in friction stir welding at SMU. Metall. Mater. Eng. 2018.
- Mishra, D.; Gupta, A.; Raj, P.; Kumar, A.; Anwer, S.; Pal, S.K.; Chakravarty, D.; Pal, S.; Chakravarty, T.; Pal, A.; et al. Real time monitoring and control of friction stir welding process using multiple sensors. CIRP J. Manuf. Sci. Technol. 2020, 30, 1–11. [Google Scholar] [CrossRef]
- Boldsaikhan, E.; Corwin, E.; Logar, A.; Arbegast, W. The use of neural network and discrete Fourier transform for real-time evaluation of friction stir welding. Appl. Soft Comput. 2011, 11, 4839–4846. [Google Scholar] [CrossRef]
- Shrivastava, A.; Pfefferkorn, F.; Duffie, N.; Ferrier, N.; Smith, C.; Malukhin, K.; Zinn, M. Physics-based process model approach for detecting discontinuity during friction stir welding. Int. J. Adv. Manuf. Technol. 2015, 79, 605–614. [Google Scholar] [CrossRef]
- Sahu, S.; Mishra, D.; Pal, K.; Pal, S. Multi sensor based strategies for accurate prediction of friction stir welding of polycarbonate sheets, Proceedings of the Institution of Mechanical Engineers. Part C J. Mech. Eng. Sci. 2020, 235, 3252–3272. [Google Scholar] [CrossRef]
- Boldsaikhan, E.; McCoy, M. Analysis of Tool Feedback Forces and Material Flow during Friction Stir Welding. In Friction Stir Welding and Processing VII; Mishra, R., Mahoney, M.W., Sato, Y., Hovanski, Y., Verma, R., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 311–320. [Google Scholar]
- Guan, W.; Li, D.; Cui, L.; Wang, D.; Wu, S.; Kang, S.; Wang, J.; Mao, L.; Zheng, X. Detection of tunnel defects in friction stir welded aluminum alloy joints based on the in-situ force signal. J. Manuf. Process. 2021, 71, 1–11. [Google Scholar] [CrossRef]
- Franke, D.; Rudraraju, S.; Zinn, M.; Pfefferkorn, F.E. Understanding process force transients with application towards defect detection during friction stir welding of aluminum alloys. J. Manuf. Process. 2020, 54, 251–261. [Google Scholar] [CrossRef]
- Franke, D.J.; Zinn, M.R.; Pfefferkorn, F.E. Intermittent Flow of Material and Force-Based Defect Detection During Friction Stir Welding of Aluminum Alloys; Springer International Publishing: Cham, Switzerland, 2019; pp. 149–160. [Google Scholar]
- Hartl, R.; Bachmann, A.; Habedank, J.B.; Semm, T.; Zaeh, M.F. Process Monitoring in Friction Stir Welding Using Convolutional Neural Networks. Metals 2021, 11, 535. [Google Scholar] [CrossRef]
- Rabe, P.; Schiebahn, A.; Reisgen, U. Deep learning approaches for force feedback based void defect detection in friction stir welding. J. Adv. Join. Process. 2022, 5, 100087. [Google Scholar] [CrossRef]
- Li, J.; Yao, X.; Wang, H.; Zhang, J. Periodic impulses extraction based on improved adaptive VMD and sparse code shrinkage denoising and its application in rotating machinery fault diagnosis. Mech. Syst. Signal Process. 2019, 126, 568–589. [Google Scholar] [CrossRef]
- Huang, Y.; Hou, S.; Xu, S.; Zhao, S.; Yang, L.; Zhang, Z. EMD-PNN based welding defects detection using laser-induced plasma electrical signals. J. Manuf. Process. 2019, 45, 642–651. [Google Scholar] [CrossRef]
- Huang, Y.; Wu, D.; Zhang, Z.; Chen, H.; Chen, S. EMD-based pulsed TIG welding process porosity defect detection and defect diagnosis using GA-SVM. J. Mater. Process. Technol. 2017, 239, 92–102. [Google Scholar] [CrossRef]
- Yu, W.; Kim, I.Y.; Mechefske, C. Analysis of different RNN autoencoder variants for time series classification and machine prognostics. Mech. Syst. Signal Process. 2021, 149, 107322. [Google Scholar] [CrossRef]
- Chen, Y.; Rao, M.; Feng, K.; Zuo, M.J. Physics-Informed LSTM hyperparameters selection for gearbox fault detection. Mech. Syst. Signal Process. 2022, 171, 108907. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Cu | Mg | Si | Mn | Ni | Zn | Fe | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Standard content | 3.9–4.8 | 0.4–0.8 | 0.6–1.2 | 0.4–1.0 | <0.1 | <0.3 | <0.7 | <0.16 | Bal. |
| Force | R Square | Empirical Formula |
|---|---|---|
| Fx | 0.9911 | Fx = 1.0854 cos(41.8236t − 0.4158) + 3.6534 |
| Fy | 0.9947 | Fy = 0. 8638sin(41.8236t − 0.3793) + 1.1688 |
| Fz | 0.9655 | Fz= 0.0057 sin(37.864t − 9.3263) + 0.1342sin(41.8236t − 3.3654)+ 24.3854 |
| Force | R Square | Empirical Formula |
|---|---|---|
| Fx | 0.9904 | Fx = 0.9599 cos(31.4159t − 3.1368) + 4.008 |
| Fy | 0.9905 | Fy = 0.7394 sin(31.4159t − 0.1098) + 1.298 |
| Fz | 0.9792 | Fz = 0.2419 sin(31.4159t − 0.5152) + 0.002022 sin(62.6652t + 1.3353) + 13.97 |
| Welding Speed v (mm/min) | Rotational Speed n (rpm) | Coefficient Term of Fx | Constant Term of Fx | Coefficient Term of Fy | Constant Term of Fy |
|---|---|---|---|---|---|
| 80 | 300 | 0.9527 | 2.492 | 0.7886 | 0.9825 |
| 80 | 400 | 0.9886 | 2.396 | 0.8494 | 0.3857 |
| 80 | 500 | 1.096 | 2.32 | 0.9435 | 0.6574 |
| 80 | 600 | 1.09779 | 2.128 | 0.9217 | 1.136 |
| 120 | 300 | 0.9599 | 4.008 | 0.7394 | 1.298 |
| 120 | 400 | 0.991 | 3.031 | 0.815 | 0.7968 |
| 120 | 500 | 1.262 | 3.437 | 1.0672 | 2.257 |
| 120 | 600 | 1.083 | 3.267 | 0.8895 | 0.9457 |
| 160 | 300 | 1.072 | 4.16 | 0.7973 | 1.43 |
| 160 | 400 | 1.08 | 3.267 | 0.8895 | 0.9457 |
| 160 | 500 | 0.8774 | 3.424 | 0.6998 | 1.709 |
| 160 | 600 | 1.066 | 3.109 | 0.9183 | 1.549 |
| 200 | 300 | 1.0464 | 5.169 | 0.7434 | 1.577 |
| 200 | 400 | 1.0854 | 3.6534 | 0.8638 | 1.1688 |
| 200 | 500 | 0.9836 | 4.128 | 0.8078 | 1.801 |
| 200 | 600 | 1.1034 | 3.801 | 0.9266 | 1.793 |
| 240 | 300 | 1.0215 | 5.812 | 0.7186 | 1.818 |
| 240 | 400 | 0.9385 | 5.759 | 0.6619 | 1.844 |
| 240 | 500 | 0.9971 | 4.289 | 0.7963 | 1.878 |
| 240 | 600 | 0.9975 | 3.871 | 0.8205 | 2.14 |
| Coefficient Term of Fx | Constant Term of Fx | Coefficient Term of Fy | Constant Term of Fy | |
|---|---|---|---|---|
| SSE | 0.01512 | 0.884 | 0.01485 | 0.2132 |
| R-square | 0.9728 | 0.9569 | 0.9202 | 0.9498 |
| RMSE | 0.071 | 0.4205 | 0.0704 | 0.2065 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, J.; Huang, Y.; Zhu, J.; Guan, W.; Yang, L.; Cui, L. Variation Mechanism of Three-Dimensional Force and Force-Based Defect Detection in Friction Stir Welding of Aluminum Alloys. Materials 2023, 16, 1312. https://doi.org/10.3390/ma16031312
Dong J, Huang Y, Zhu J, Guan W, Yang L, Cui L. Variation Mechanism of Three-Dimensional Force and Force-Based Defect Detection in Friction Stir Welding of Aluminum Alloys. Materials. 2023; 16(3):1312. https://doi.org/10.3390/ma16031312
Chicago/Turabian StyleDong, Jihong, Yiming Huang, Jialei Zhu, Wei Guan, Lijun Yang, and Lei Cui. 2023. "Variation Mechanism of Three-Dimensional Force and Force-Based Defect Detection in Friction Stir Welding of Aluminum Alloys" Materials 16, no. 3: 1312. https://doi.org/10.3390/ma16031312
APA StyleDong, J., Huang, Y., Zhu, J., Guan, W., Yang, L., & Cui, L. (2023). Variation Mechanism of Three-Dimensional Force and Force-Based Defect Detection in Friction Stir Welding of Aluminum Alloys. Materials, 16(3), 1312. https://doi.org/10.3390/ma16031312