
Numerical and Experimental Study on Carbon Segregation in Shaped Billet of Medium Carbon Steel with Combined Electromagnetic Stirring



Abstract
:1. Introduction
2. Model Descriptions
2.1. Assumptions
- (1)
- The molten steel in the billet is regarded as an incompressible Newtonian fluid.
- (2)
- The transport phenomena occurring during the continuous casting process, i.e., the casting speed, the casting temperature, etc., are treated as steady states and remain unchanged [20].
- (3)
- Vibration, mold taper, bulging [21], and solidification shrinkage deformation influence on the flow field is ignored, and the meniscus was assumed for the adiabatic plane.
- (4)
- The solidification process in the liquid–solid interface is considered to occur in the local thermodynamic equilibrium state.
- (5)
- The thermal effect of F-EMS on the casting billet was ignored.
2.2. Governing Equations
- (1)
- Electromagnetic Model
- (2)
- Fluid Flow Model
- (1)
- Heat Transfer Model
- (2)
- Solute Transfer Model
2.3. Model Parameter and Numerical Solution
3. Experimental Implementation
4. Results and Discussion
4.1. Model Validation
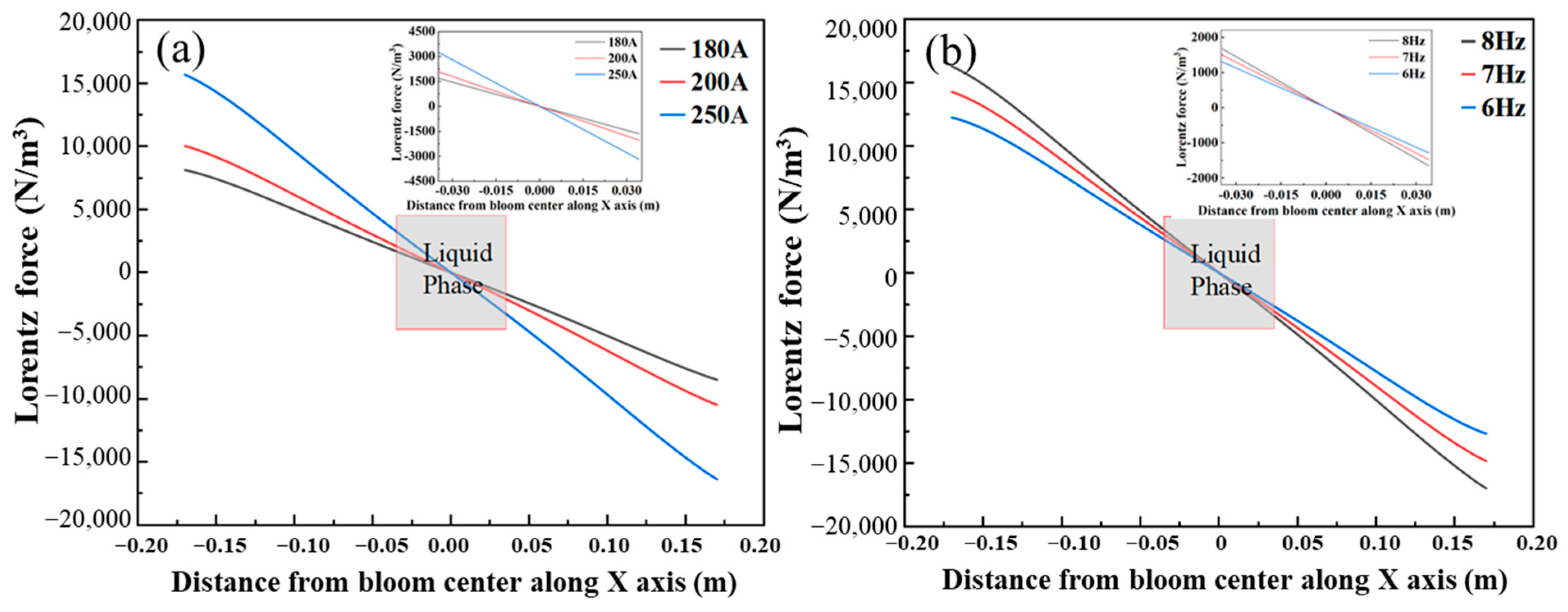
4.2. Lorentz Force of Casting Billet with Electromagnetic Stirring
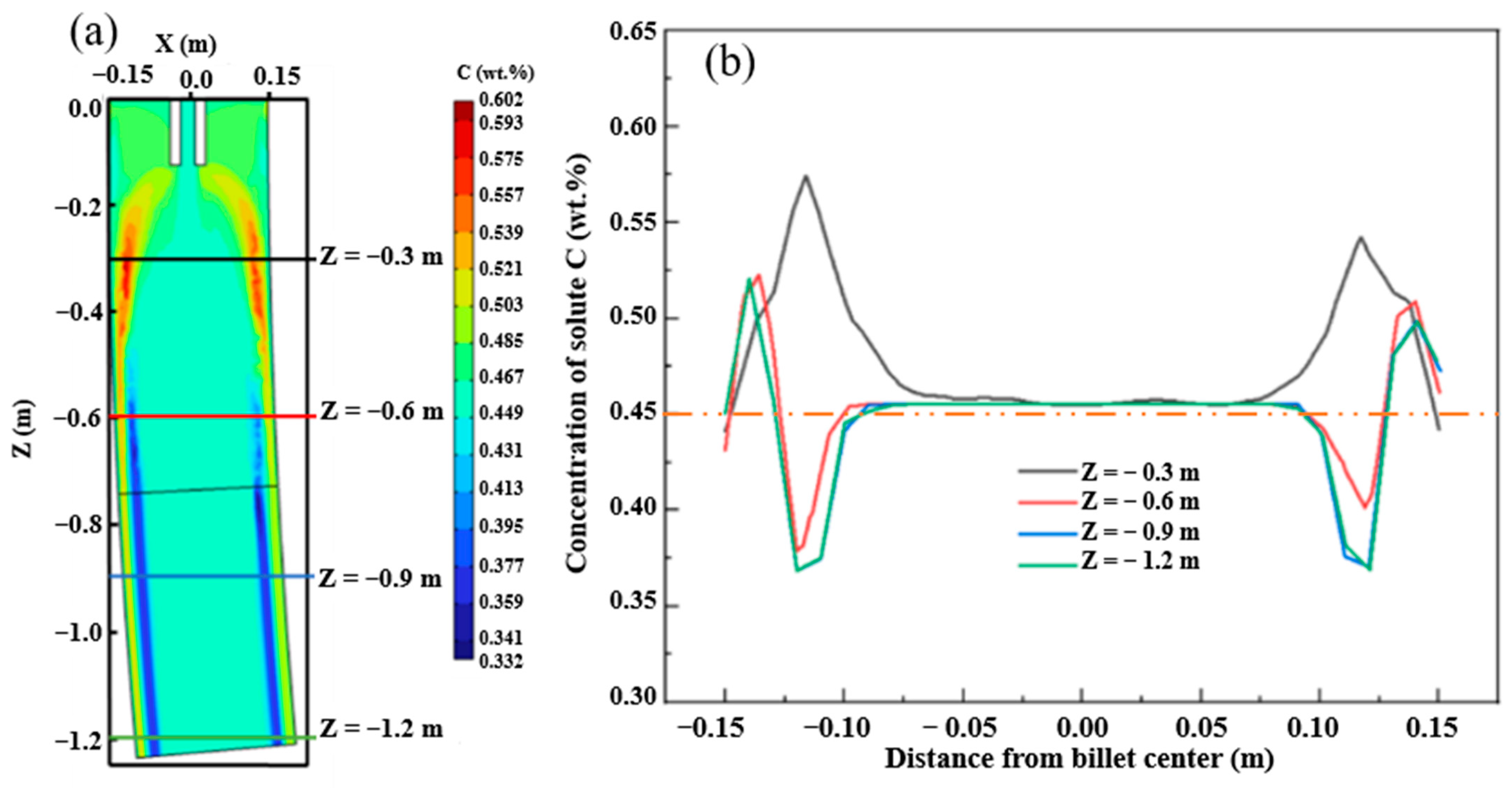
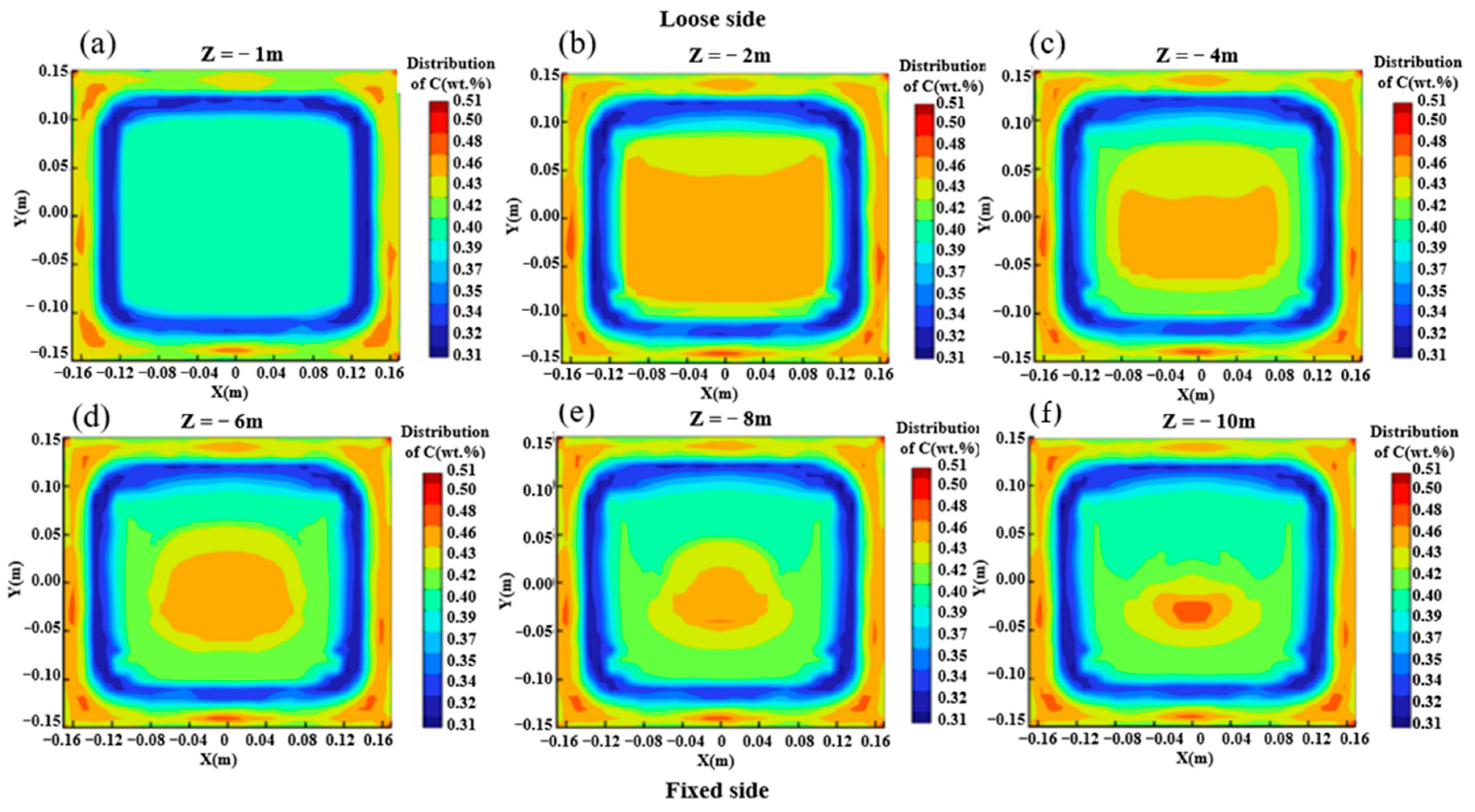
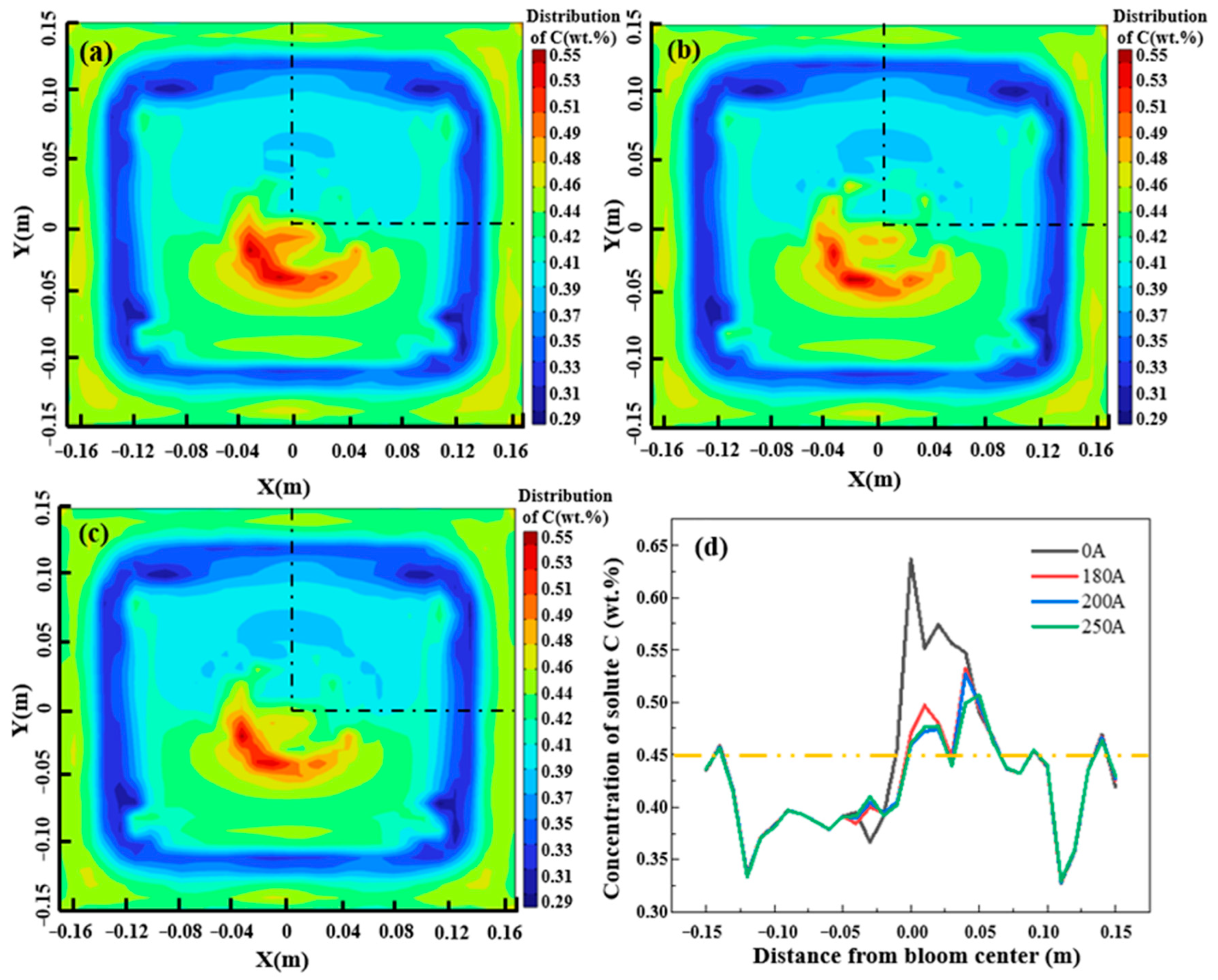
4.3. C Solute Distribution in Casting Billet
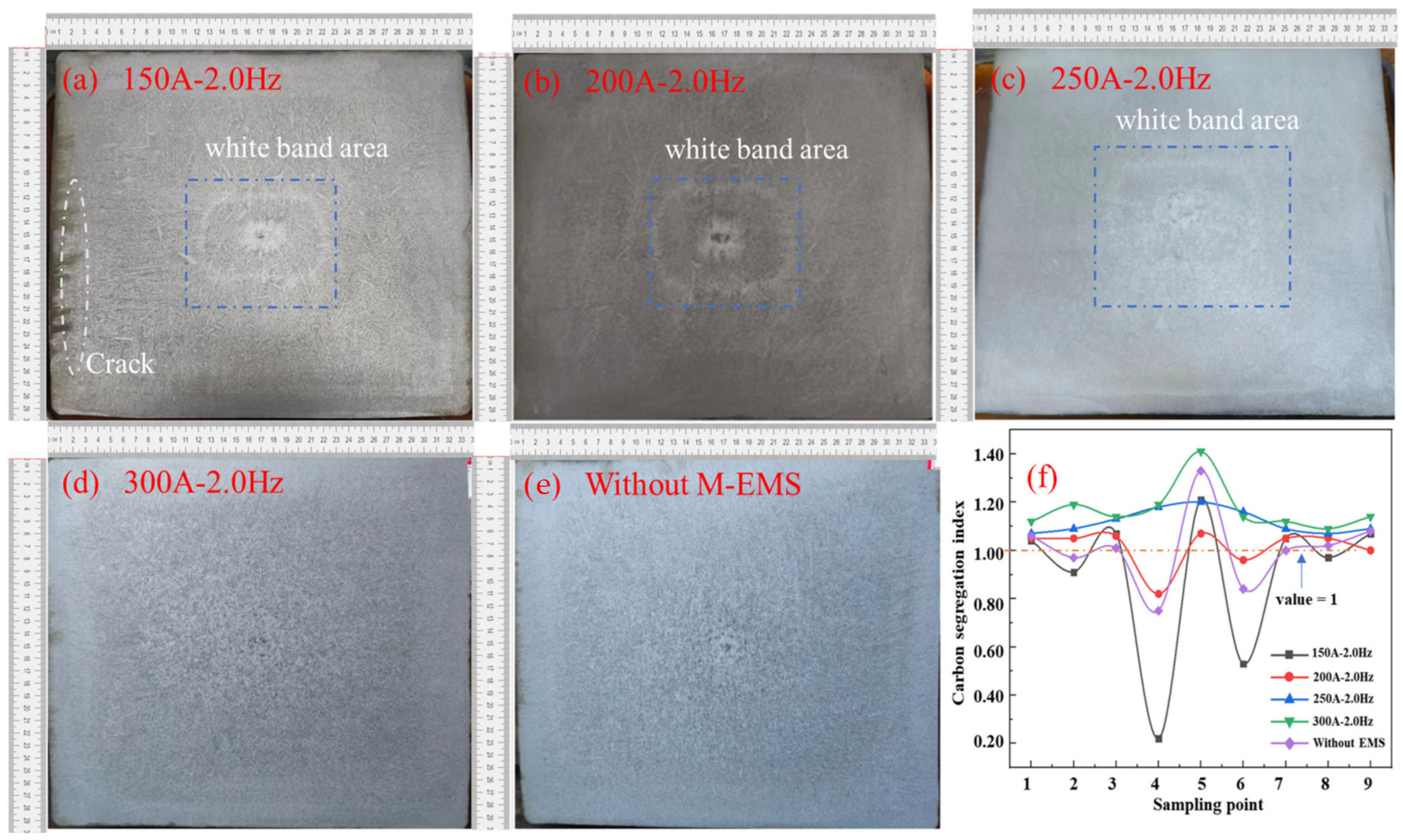
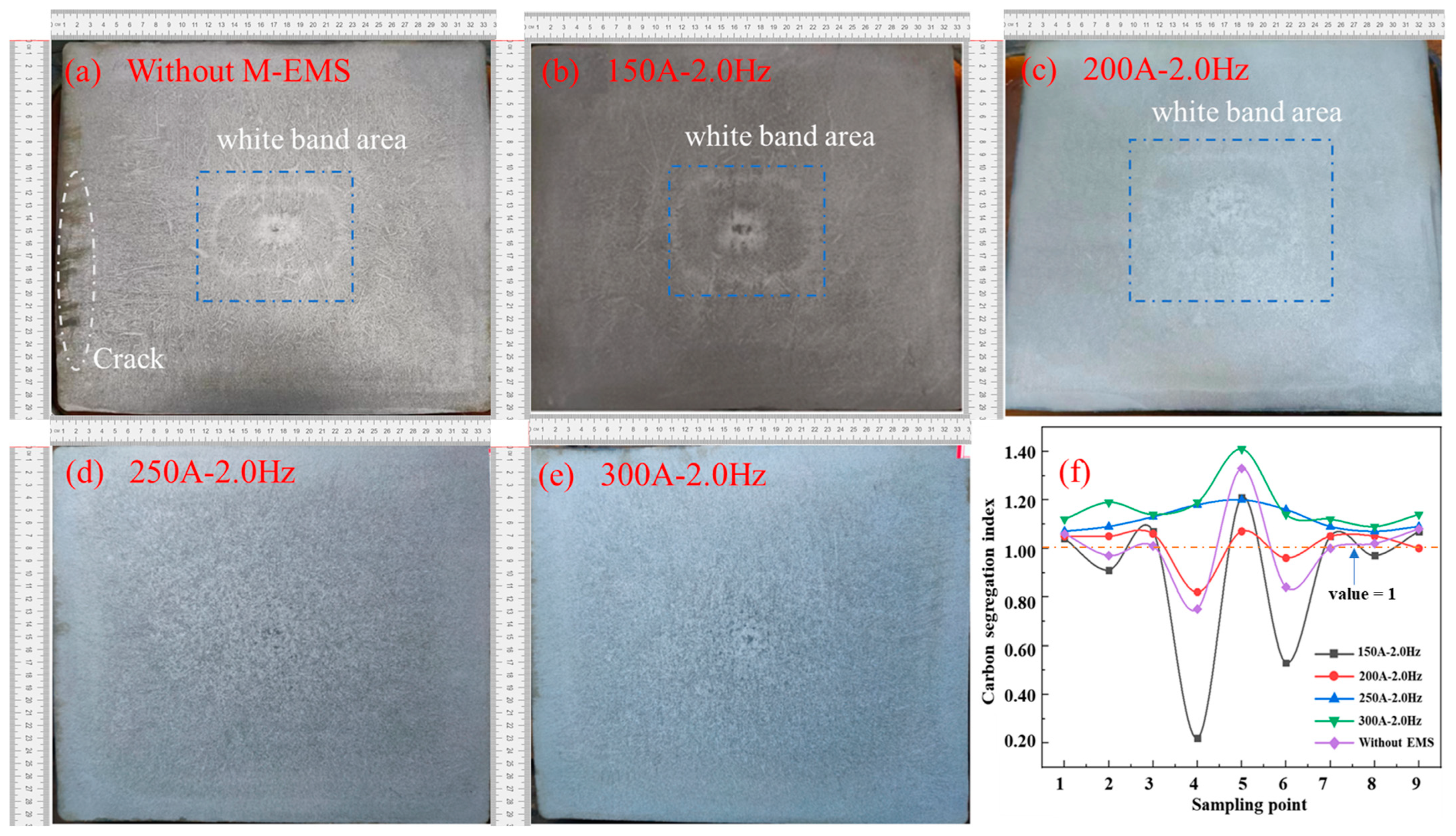
4.4. Experimental Study on the Structure and Macro-Segregation in the Casting Billet
5. Conclusions
- (1)
- The simulation results of combined electromagnetic stirring reveal that a symmetric circulation pattern emerges on the transverse section of the casting square billet due to the effect of thermal and solute buoyancy in the natural convection zone. Under the influence of electromagnetic stirring at the end of square billet solidification, the variation in tangential velocity generated via electromagnetic stirring in the liquid phase pockets of the casting is minimal at different current levels, resulting in relatively minor differences in the distribution of carbon solute within the cross-section of square billet.
- (2)
- The 300 mm × 340 mm special-shaped billet industrial test samples for carbon segregation show that the appropriate current and frequency parameters for M-EMS are 250 A and 2.0 Hz, while the suitable current and frequency parameters for F-EMS are 180 A and 8.0 Hz. Under these conditions, the carbon segregation index is controlled in order to remain within the limits of 0.96 to 1.05.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, P.; Xiao, H.; Zhang, Z.; Li, S.; Zhang, J. Behavior of Mold Electromagnetic Stirring for Round Bloom Castings and Its Eccentric Stirring Problem. Materials 2022, 15, 8814. [Google Scholar] [CrossRef] [PubMed]
- Choudhary, S.K.; Ganguly, S. Morphology and Segregation in Continuously Cast High Carbon Steel Billets. ISIJ Int. 2007, 47, 1759–1766. [Google Scholar] [CrossRef]
- Dong, Q.P.; Zhang, J.M.; Yin, Y.B.; Nagaumi, H. Numerical simulation of macrosegregation in billet continuous casting influenced by electromagnetic stirring. J. Iron Steel Res. Int. 2022, 29, 612–617. [Google Scholar] [CrossRef]
- Sun, H.; Zhang, J. Study on the Macrosegregation Behavior for the Bloom Continuous Casting: Model Development and Validation. Metall. Mater. Trans. B 2014, 45, 1133–1149. [Google Scholar] [CrossRef]
- Wang, T.; Wang, E.G.; Delannoy, Y.; Fautrelle, Y.; Budenkova, O. Effect of vertical electromagnetic stirring on solute distribution in billet continuous casting process. J. Iron Steel Res. Int. 2022, 29, 132–143. [Google Scholar] [CrossRef]
- Fang, Q.; Zhang, H.; Wang, J.; Zhao, P.; Wu, G.; Ni, H. Effect of Final Electromagnetic Stirring on Flow, Solidification, and Solute Transport in Continuous Casting Bloom. JOM 2021, 73, 2698–2708. [Google Scholar] [CrossRef]
- Weiji, Z.; Yudong, Y.; Jiawei, L.; Feng, Y.; Jiankai, S. Effect of Crystallizer Electromagnetic Stirring on Solidification Organization and Segregation of Round Billets Q355NE Φ800 mm. Spec. Steel 2023, 44, 64. [Google Scholar]
- Gupta, V.K.; Jha, P.K.; Jain, P.K. Numerical investigation into flow and solidification behavior of billet continuous casting with and without mold electromagnetic stirring. Heat Transf. 2022, 51, 909–928. [Google Scholar] [CrossRef]
- Wang, W.; Hu, X.; Ning, L.; Bülte, R.; Bleck, W. Improvement of center segregation in high-carbon steel billets using soft reduction. J. Univ. Sci. Technol. Beijing 2006, 13, 490–496. [Google Scholar] [CrossRef]
- Gao, X.; Yang, S.; Li, J.; Liao, H. Numerical Simulation on Optimization of Center Segregation for 50CrMo Structural Alloy Steel. High Temp. Mater. Process. 2016, 35, 583–589. [Google Scholar] [CrossRef]
- Wang, Y.D.; Zhang, L.F.; Yang, W.; Ren, Y. Effect of nozzle type on fluid flow, solidification, and solute transport in mold with mold electromagnetic stirring. J. Iron Steel Res. Int. 2022, 29, 237–246. [Google Scholar] [CrossRef]
- Luo, S.; Piao, F.Y.; Jiang, D.B.; Wang, W.L.; Zhu, M.Y. Numerical Simulation and Experimental Study of F-EMS for Continuously Cast Billet of High Carbon Steel. J. Iron Steel Res. Int. 2014, 21, 51–55. [Google Scholar] [CrossRef]
- Sun, H.B.; Li, L.J.; Ye, D.X.; Wu, X.X. On the Alternate Stirring Mode of F-EMS for Bloom Continuous Castings. Metall. Mater. Trans. B 2018, 49, 1909–1918. [Google Scholar] [CrossRef]
- Jiang, D.B.; Zhu, M.Y. Center Segregation with Final Electromagnetic Stirring in Billet Continuous Casting Process. Metall. Mater. Trans. B 2017, 48, 444–455. [Google Scholar] [CrossRef]
- Du, W.D.; Wang, K.; Song, C.J.; Li, H.G.; Zhao, P. Effect of special combined electromagnetic stirring mode on macrosegregation of high strength spring steel blooms. Ironmak. Steelmak. 2013, 35, 153–156. [Google Scholar] [CrossRef]
- Li, J.C.; Wang, B.F.; Ma, Y.L.; Cui, J.Z. Effect of complex electromagnetic stirring on inner quality of high carbon steel bloom. Mater. Sci. Eng. A 2006, 425, 201–204. [Google Scholar] [CrossRef]
- Ayata, K.; Mori, T.; Fujimoto, T.; Ohnishi, T.; Wakasugi, I. Improvement of macrosegregation in continuously cast bloom and billet by electromagnetic stirring. Trans. Iron Steel Inst. Jpn. 2006, 24, 931–939. [Google Scholar] [CrossRef]
- Qipeng, D.; Jiongming, Z.; Yanbin, Y.; Bo, W. Three-Dimensional Numerical Modeling of Macrosegregation in Continuously Cast Billets. Metals 2017, 7, 209. [Google Scholar]
- Sun, H.B.; Li, L.J.; Wu, X.X.; Liu, C.B. Effect of subsurface negative segregation induced by M-EMS on componential homogeneity for bloom continuous casting. Metall. Res. Technol. 2018, 115, 603. [Google Scholar] [CrossRef]
- Chen, H.B.; Long, M.J.; Chen, D.F.; Liu, T.; Duan, H.M. Numerical study on the characteristics of solute distribution and the formation of centerline segregation in continuous casting (CC) slab. Int. J. Heat Mass Transf. 2018, 126, 843–853. [Google Scholar] [CrossRef]
- Domitner, J.; Wu, M.H.; Kharicha, A.; Ludwig, A.; Kaufmann, B.; Reiter, J. Modeling the effects of strand surface bulging and mechanical soft reduction on the macrosegregation formation in steel continuous casting. Metall. Mater. Trans. A 2014, 45, 1415–1434. [Google Scholar] [CrossRef]
- Wang, Y.D.; Zhang, L.F.; Yang, W.; Ji, S.; Ren, Y. Effect of Mold Electromagnetic Stirring and Final Electromagnetic Stirring on the Solidification Structure and Macrosegregation in Bloom Continuous Casting. Steel Res. Int. 2021, 92, 2000661. [Google Scholar] [CrossRef]
- Guan, R.; Ji, C.; Zhu, M.Y. Modeling the Effect of Combined Electromagnetic Stirring Modes on Macrosegregation in Continuous Casting Blooms. Metall. Mater. Trans. B 2020, 51, 1137–1153. [Google Scholar] [CrossRef]
- Li, S.X.; Xiao, H.; Wang, P.; Liu, H.S.; Zhang, J.Q. Analysis on Electromagnetic Field of Continuous Casting Mold Including a New Integral Method for Calculating Electromagnetic Torque. Metals 2019, 9, 946. [Google Scholar] [CrossRef]
- Wang, B.; Xie, Z.; Jia, G.L.; Lin, G.Q.; Ji, Z.P. Determination of Electromagnetic stirring Parameters at solidified End and its Effect on Center Segregation. Iron Steel 2007, 3, 18–21. [Google Scholar]
- Launder, B.E.; Spalding, D.B. The numerical computation of turbulent flows. Comput. Methods Appl. Mech. Eng. 1990, 3, 269–289. [Google Scholar] [CrossRef]
- Dong, Q.P.; Zhang, J.M.; Qian, L.; Yin, Y.B. Numerical Modeling of Macrosegregation in Round Billet with Different Microsegregation Models. ISIJ Int. 2017, 57, 814–823. [Google Scholar] [CrossRef]
- Wang, Y.D. Study on the Effect of Electromagnetic Stirring on the Macrosegregation of Steel Continuous Casting Blooms. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2021. [Google Scholar]
- Guo, S.Z.; Yang, W.Y.; Chen, G.A.; Sun, Z.Q. Effect of Nb on deformation enhanced ferrite transformation in low carbon steel. J. Univ. Sci. Technol. Beijing 2007, 29, 582–590. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Density/kg·m−3 | 7000 |
| Casting speed/m·min−1 | 0.65 |
| Casting temperature/K | 1793 |
| Liquid thermal conductivity/W·(m·K)−1 | 35 |
| Solid phase thermal conductivity/W·(m·K)−1 | 38 |
| Heat capacity at constant pressure/J·(kg·K)−1 | 800 |
| Dynamic viscosity of liquid steel/Pa·s | 0.006 |
| Carbon solute concentration/wt.% | 0.45 |
| Latent heat of fusion/J·kg−1 | 250 |
| Carbon diffusion coefficient in solid phase/cm2·s−1 | 0.0761exp() |
| Carbon diffusion coefficient in liquid phase/cm2·s−1 | 0.0052exp() |
| Current range of M-EMS/A | 0, 150, 200, 250, 300 |
| Frequency range of M-EMS/Hz | 2.0 |
| Current range of F-EMS/A | 160, 180, 200, 220, 250 |
| Frequency range of F-EMS/Hz | 8.0 |
| Element | C | Cr | Mn | Ni | P | Si | Fe |
| Content | 0.45 | 0.25 | 0.58 | 0.28 | 0.013 | 0.22 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, P.; Zhang, G.; Yan, P.; Tian, N.; Feng, Z. Numerical and Experimental Study on Carbon Segregation in Shaped Billet of Medium Carbon Steel with Combined Electromagnetic Stirring. Materials 2023, 16, 7464. https://doi.org/10.3390/ma16237464
Li P, Zhang G, Yan P, Tian N, Feng Z. Numerical and Experimental Study on Carbon Segregation in Shaped Billet of Medium Carbon Steel with Combined Electromagnetic Stirring. Materials. 2023; 16(23):7464. https://doi.org/10.3390/ma16237464
Chicago/Turabian StyleLi, Pengchao, Guifang Zhang, Peng Yan, Nan Tian, and Zhenhua Feng. 2023. "Numerical and Experimental Study on Carbon Segregation in Shaped Billet of Medium Carbon Steel with Combined Electromagnetic Stirring" Materials 16, no. 23: 7464. https://doi.org/10.3390/ma16237464
APA StyleLi, P., Zhang, G., Yan, P., Tian, N., & Feng, Z. (2023). Numerical and Experimental Study on Carbon Segregation in Shaped Billet of Medium Carbon Steel with Combined Electromagnetic Stirring. Materials, 16(23), 7464. https://doi.org/10.3390/ma16237464