1. Introduction
EDM is a non-traditional, non-contact machining method that utilizes electrical energy to generate thermal energy, leading to thermal corrosion on the surface of the material being machined and causing material removal [
1]. Traditional machining methods often face challenges when working with hard materials, and the resulting machined parts may have residual stresses, which can negatively impact their performance and behavior. Elimination of these residual stresses requires additional processes, consuming time and economic resources [
2]. The unique machining mechanism of EDM enables it to overcome the limitations of conventional cutting processes [
3]. However, MRR and machining quality of EDM based on the principle of thermal corrosion are typically lower than those achieved by conventional cutting methods [
4]. Therefore, achieving accurate prediction of the EDM machining process and its outcomes has become a significant research focus. This endeavor aims to enhance the machining efficiency and precision of EDM operations.
A part of scholars is devoted to the optimization of process parameters for EDM, investigating the contribution of each parameter and its interactions in EDM, and finding the optimal combination of parameters to achieve the enhancement of MRR [
5]. Modeling the EDM process serves as a prerequisite for optimization efforts, where a well-constructed model can express the influence of each input parameter and its interaction with the output results. Presently, two primary categories of models are prevalent: physical models based on the fundamental principles of the EDM process and data-driven models based on statistical analysis. Physical models are grounded in the processing mechanisms, quantifying the effects of specific reactions and processes in EDM to calculate the processing results. These models often involve the use of computer-aided calculations and finite element analysis (FEA) to achieve accurate predictions [
6,
7]. Through the efforts of numerous studies, there developed a profound understanding of the various input parameters in EDM and the specific phenomena occurring during the process. This resulted in physical models with high prediction accuracy [
8,
9]. For instance, the latest physical prediction model proposed by Sahoo reportedly exhibits a controlled error of only 13% within a suitable range [
10]. A common approach for numerical predictions in EDM involves the utilization of numerical prediction models based on two main methodologies: orthogonal experiments and response surface analysis (RSM). These techniques are employed to optimize process parameters and enhance the EDM performance for specific applications [
11,
12,
13]. In addition to traditional numerical methods, some scholars have adopted emerging AI methodologies, particularly by building standard ANN models. These ANN models are trained using a significant amount of data to establish mappings between input parameters and output results [
14,
15].
Current research demonstrates that AI techniques hold significant promise in predicting EDM machining results. Ashutosh Kumar Singh [
16] investigated the influence of various input parameters, such as peak current, open circuit voltage, and pulse parameters, on MRR and Tool Wear Rate during the EDM of Al7075. They developed an ANN prediction model with a mean absolute error (MAE) of 3.99%. However, this model exhibited technical limitations, leading to instability in prediction errors. It demonstrated minimal prediction errors for some data points but large prediction errors for others. M. Arunadevi [
17] compared the prediction performance of an ANN model with linear regression prediction. Based on experimental results, they concluded that the ANN model’s predictions were more stable than those of the linear regression model. Additionally, M. Arunadevi combined ANN with Pareto optimization to find optimal prediction results that satisfy both MRR and Surface Roughness metrics. Mariangela Quarto [
18] developed a Particle Swarm Optimization (PSO) algorithm-based ANN model and compared it with the FEA model. The results showed that the PSO-ANN approach exhibited smaller prediction errors in terms of MRR, while machining time was a better predictor for both models. From a modeling perspective, the PSO-ANN model was found to be more applicable than the FEA model, requiring less time and being easier to implement. Moreover, Machno [
19] and Mondal [
20] compared the RSM model with the ANN model under different machining conditions. They both found that the ANN model outperformed the RSM model, showing smaller prediction errors.
Most of the current studies employing data-driven modeling for predicting EDM results have predominantly utilized the standard ANN model to predict the MRR of the EDM process, with some incorporating the prediction of post-processing Surface Roughness. However, in the specific prediction process, the dominant model consists of multiple input parameters predicting one output result. One of the challenges in applying the ANN algorithm in practice is determining a reasonable network structure.
Table 1 displays the network structures used in current studies on ANN prediction of EDM results, and the majority of them utilize a three-layer network, which consists of one hidden layer. This choice is rooted in Robert Hecht-Nielsen’s proof that any continuous function in a closed interval can be approximated by an ANN network with one hidden layer [
21]. Therefore, a three-layer ANN network is considered sufficient for handling multiple inputs and multiple outputs. The number of units in the hidden layer significantly impacts prediction results. If the number of units is too small, the network may not capture enough information to effectively solve the problem. Conversely, if the number of units is too large, it can increase the time required for training and may lead to the overfitting problem, resulting in increased test error. In summary, compared to current physical prediction models, the ANN prediction model offers more convenience and simplicity, with higher prediction accuracy. It presents a promising approach for accurately predicting EDM results.
However, it is worth noting that despite the advancements in both physical and data-driven models in current research, most of these models still suffer from large prediction error. For example, the physical model proposed by Sahoo includes numerous simplifications, leading to a maximum prediction error of 13%. The inherent error in the physical models is attributed to their inadequacies and limitations. The ANN model developed by Ashutosh has an average error of 3.99%, but for specific input values, its prediction error exceeds 20%, indicating that the ANN model lacks a comprehensive understanding of the intricate relationship between each input and output in the EDM process.
The current research predominantly focuses on predicting the MRR of EDM. While MRR is a vital performance evaluation metric for EDM, it may not be sufficient in practical manufacturing scenarios, especially in precision machining applications like Micro-EDM Drilling. In such cases, the accuracy of the machining results in terms of macroscopic morphology becomes crucial. Maintaining the precision of initial machining results is critical to minimizing the economic and time costs associated with subsequent finishing operations. Consequently, accurate prediction of features strongly correlated with morphological parameters in EDM microvia machining has become a crucial research direction with promising applications in the manufacturing industry. By conducting in-depth research and accurate prediction of features related to morphological parameters in EDM microvia machining, more precise parameter settings and control strategies can be provided for the EDM microvia machining process. This aids manufacturers in cost reduction, productivity improvement, and ensuring that product quality meets requirements, ultimately providing practical solutions to real-world manufacturing needs. Implementing such approaches can offer manufacturers improved economic benefits, competitive advantages, enhanced product quality, and increased customer satisfaction. However, it is essential to acknowledge that due to the strong randomness inherent in EDM machining as a combination of multiple physical phenomena and the complexity of the machining results after subjecting a workpiece to hot corrosion, the current prediction models still face challenges in accurately predicting the shape accuracy of the machining results.
In light of the existing challenges, both the inherent defects of current models and the limitations in predicting sufficient parameters, the industry’s pursuit of enhanced machining efficiency and accuracy in EDM necessitates the development of a reliable model capable of handling complex machining scenarios and recognizing interrelationships between machining results. To address these issues and achieve accurate prediction in EDM microvia machining, this study undertook the following efforts:
- 1.
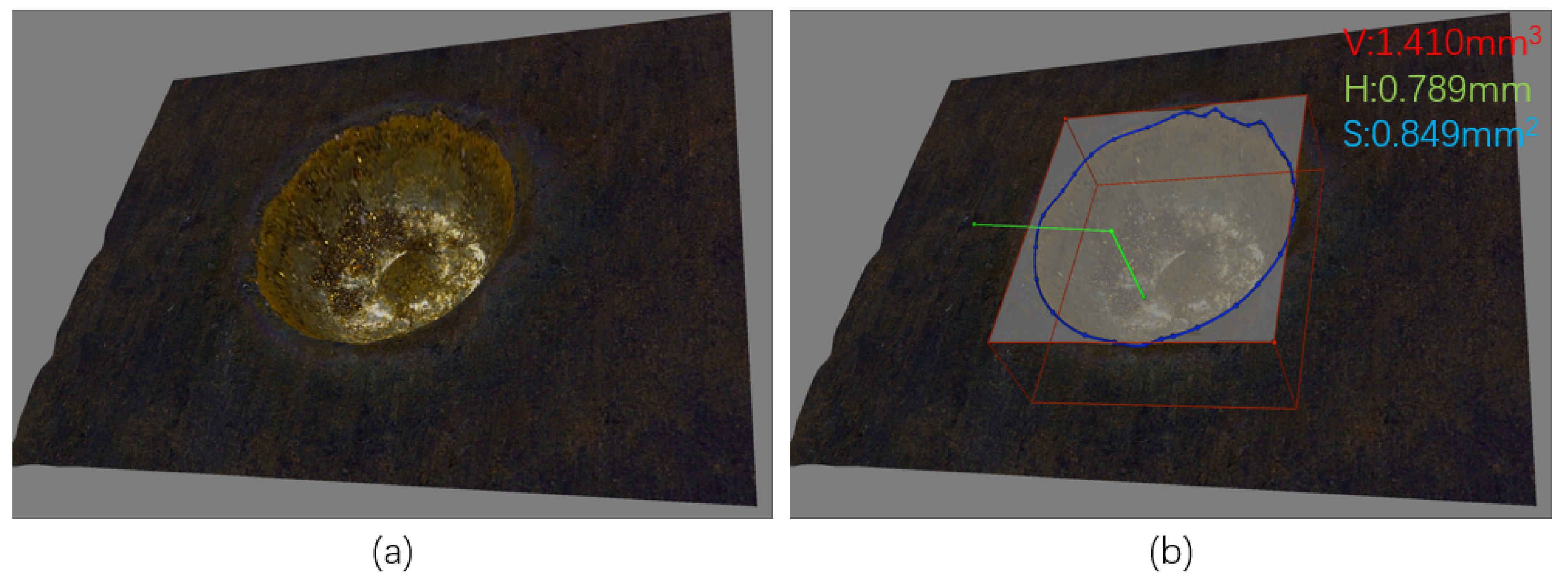
Investigated the dynamic effects of changes in input parameters on the shape parameters of machining results in EDM microvia machining. The study explored the correlation roles between the volume, surface area, and depth of machined pits in the machining results.
- 2.
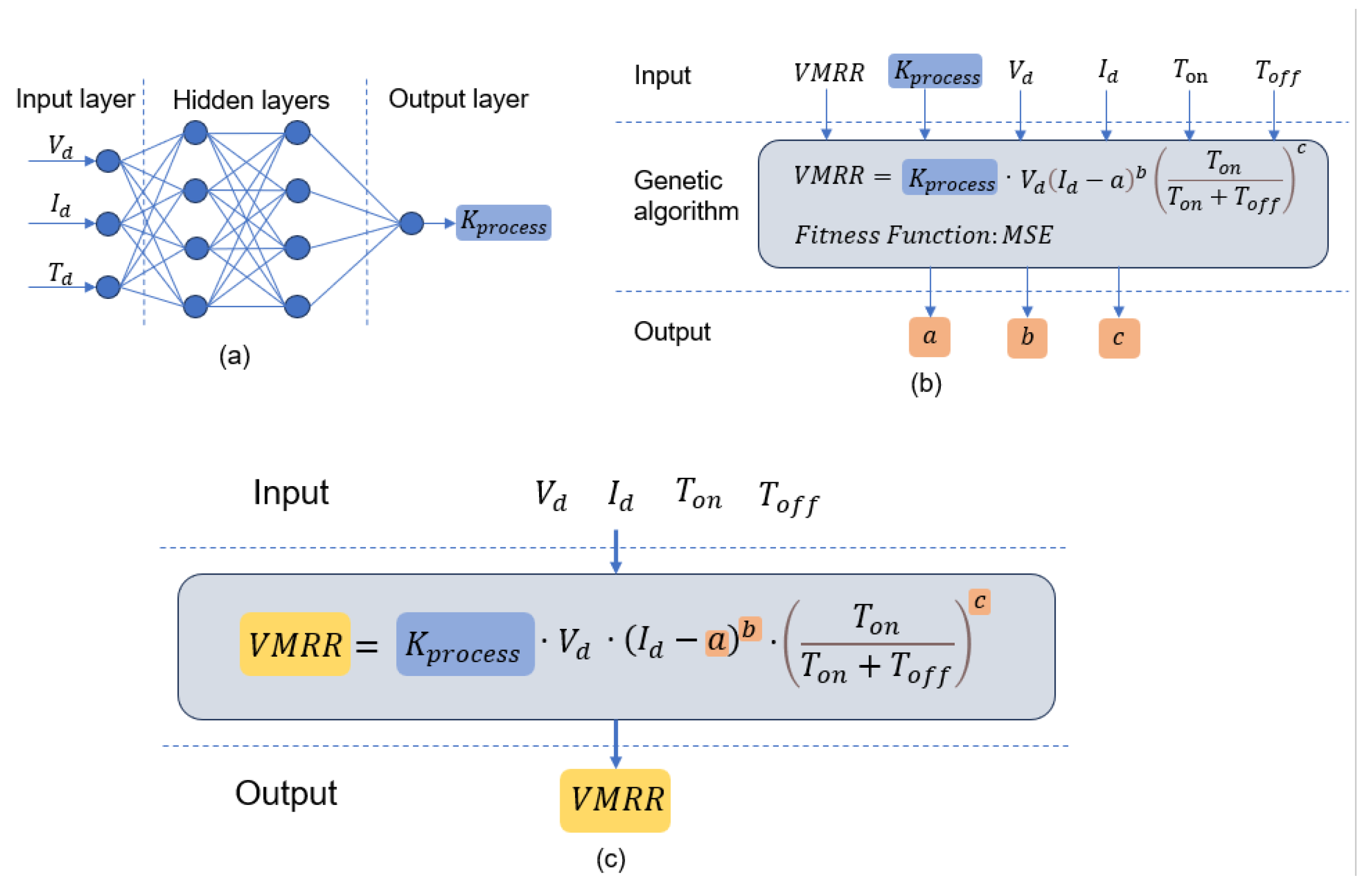
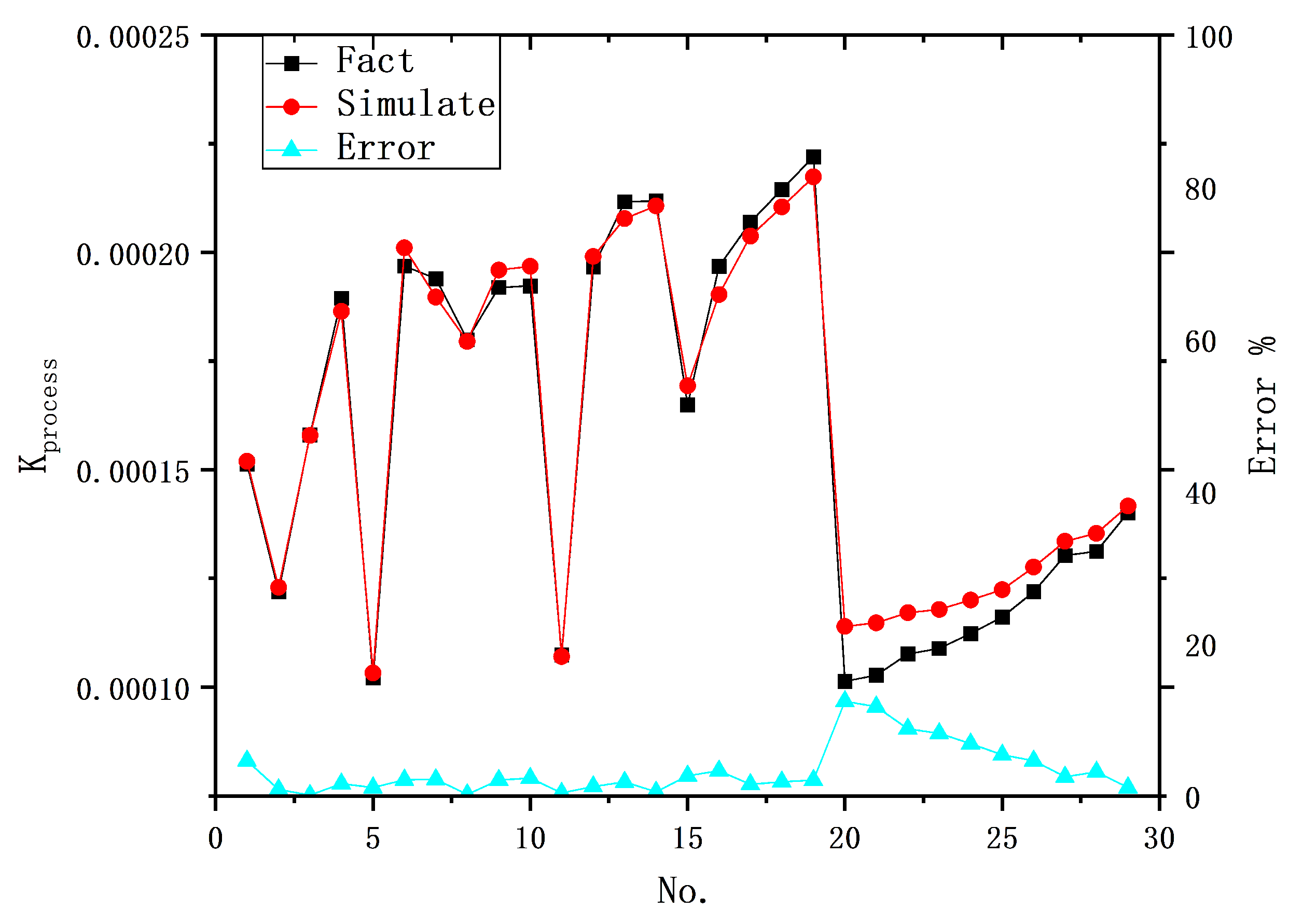
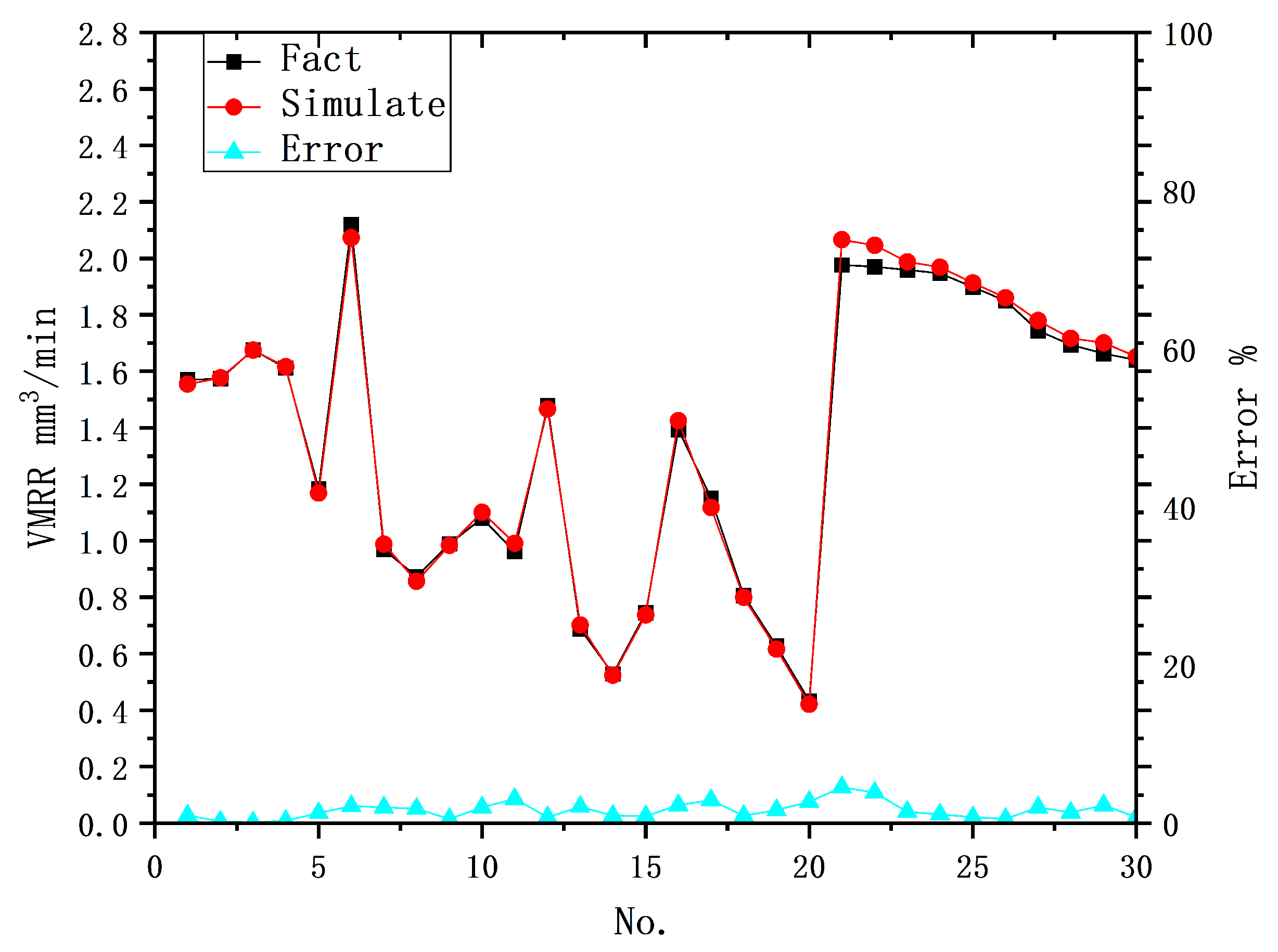
Developed a hybrid model that combines physical and data-driven models using the BP-ANN algorithm and genetic algorithm for EDM microvia machining. This hybrid model was designed to predict the machining rate of EDM and three morphological parameters with strong correlations in the machining results. The study also evaluated statistical metrics, such as average prediction error and maximum prediction error, to assess the model’s performance.
- 3.
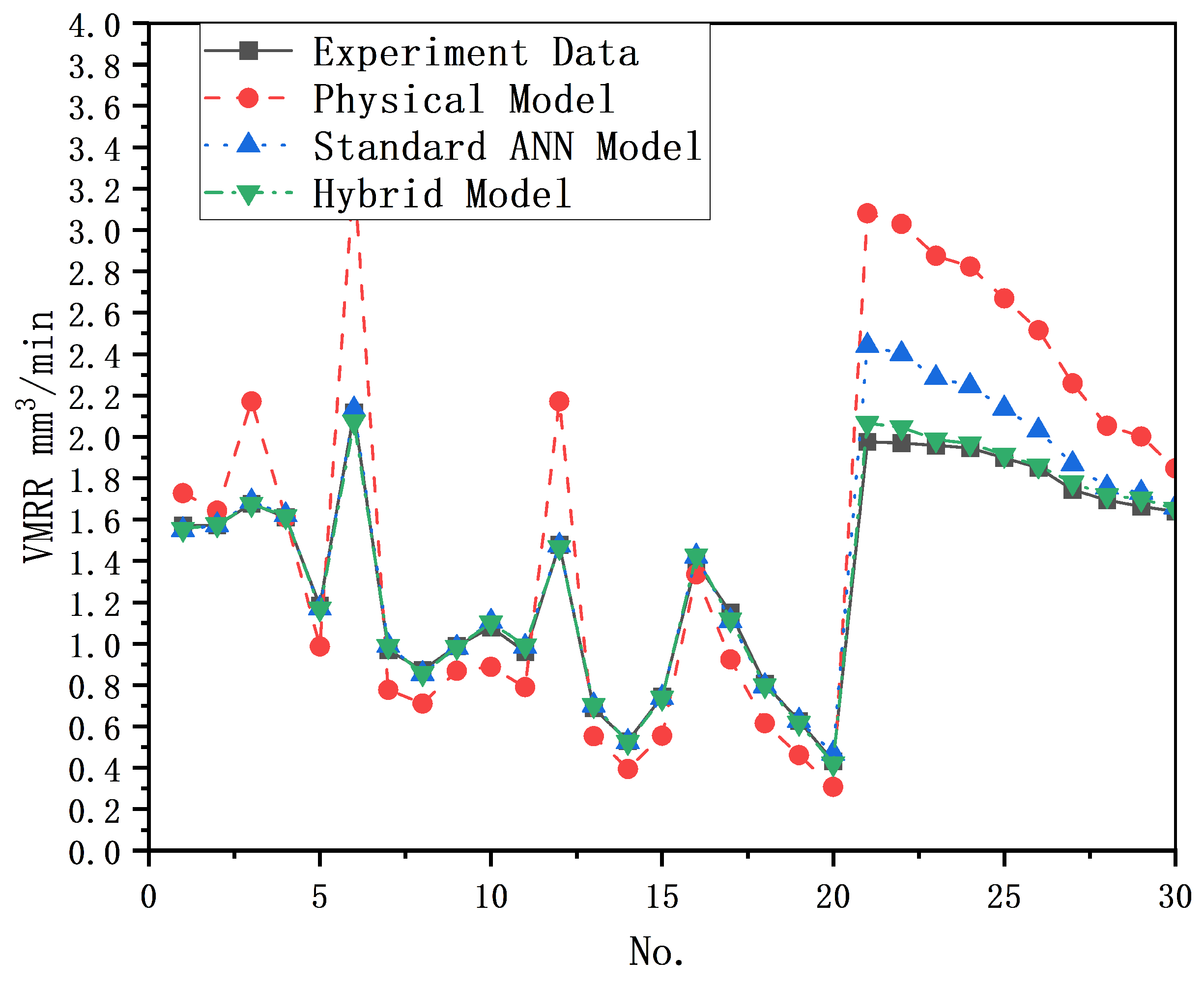
Investigated and compared the prediction results of the latest physical model, the standard ANN model, and the new hybrid model proposed in this study using the same dataset. The study examined the statistical metrics of each model’s prediction results and pointed out the shortcomings of the physical prediction model and the standard ANN prediction model, as well as the outstanding advantages of the new hybrid prediction model.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}