
Analyses and Research on a Model for Effective Thermal Conductivity of Laser-Clad Composite Materials


Abstract
:1. Introduction
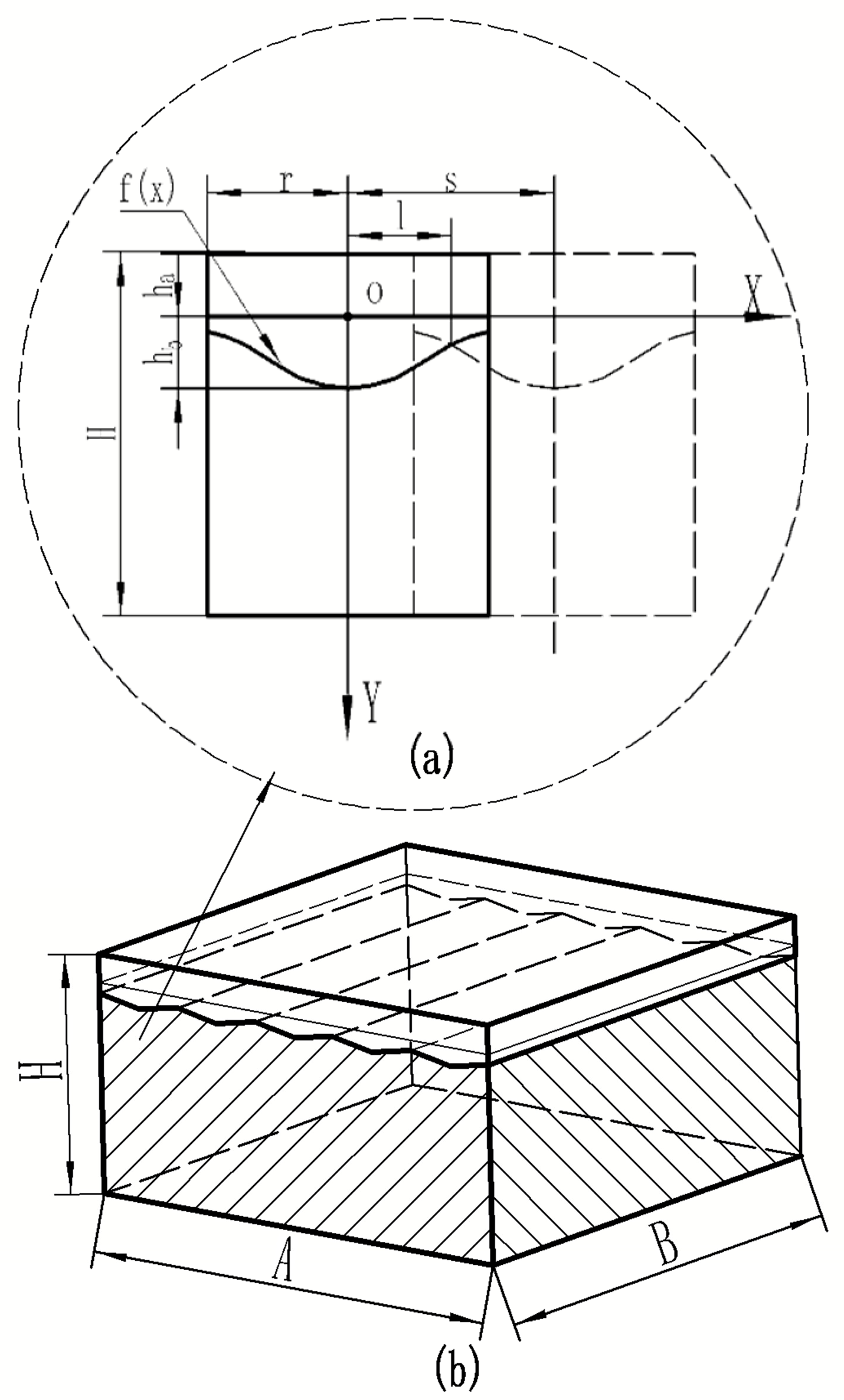
2. Physical Model of Composites
3. Effective Thermal Conductivity Model of Composites
- The interior of metal is uniform and devoid of cavities.
- During laser cladding, the alloying of two dissimilar alloy materials is disregarded.
- The material’s surface is polished and evaluated after preparation; therefore, the oxide layer is not considered, and the thermal resistance of the interface is not accounted for in the calculation.
- The element model is a cross-section perpendicular to the direction of laser cladding.
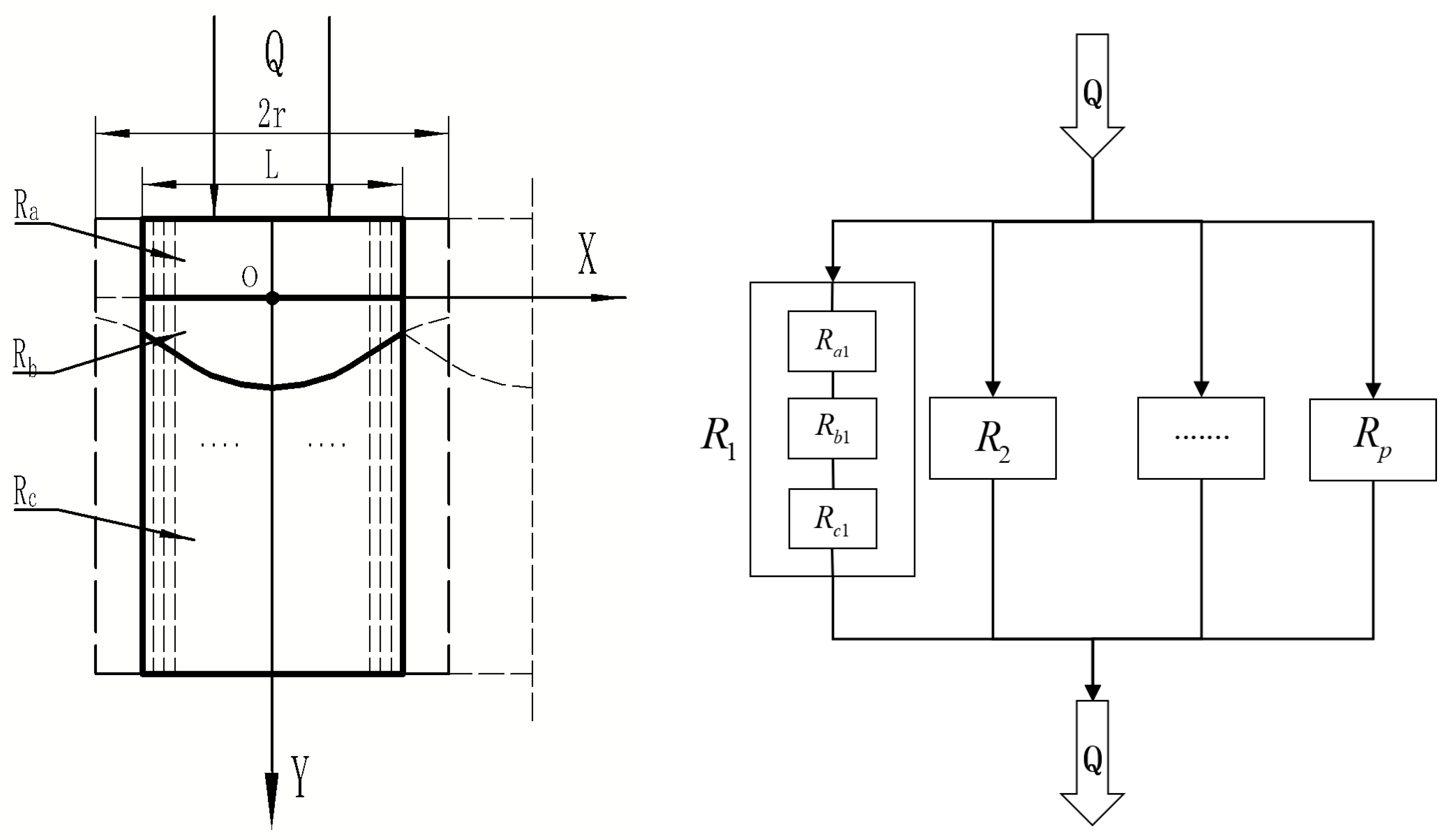
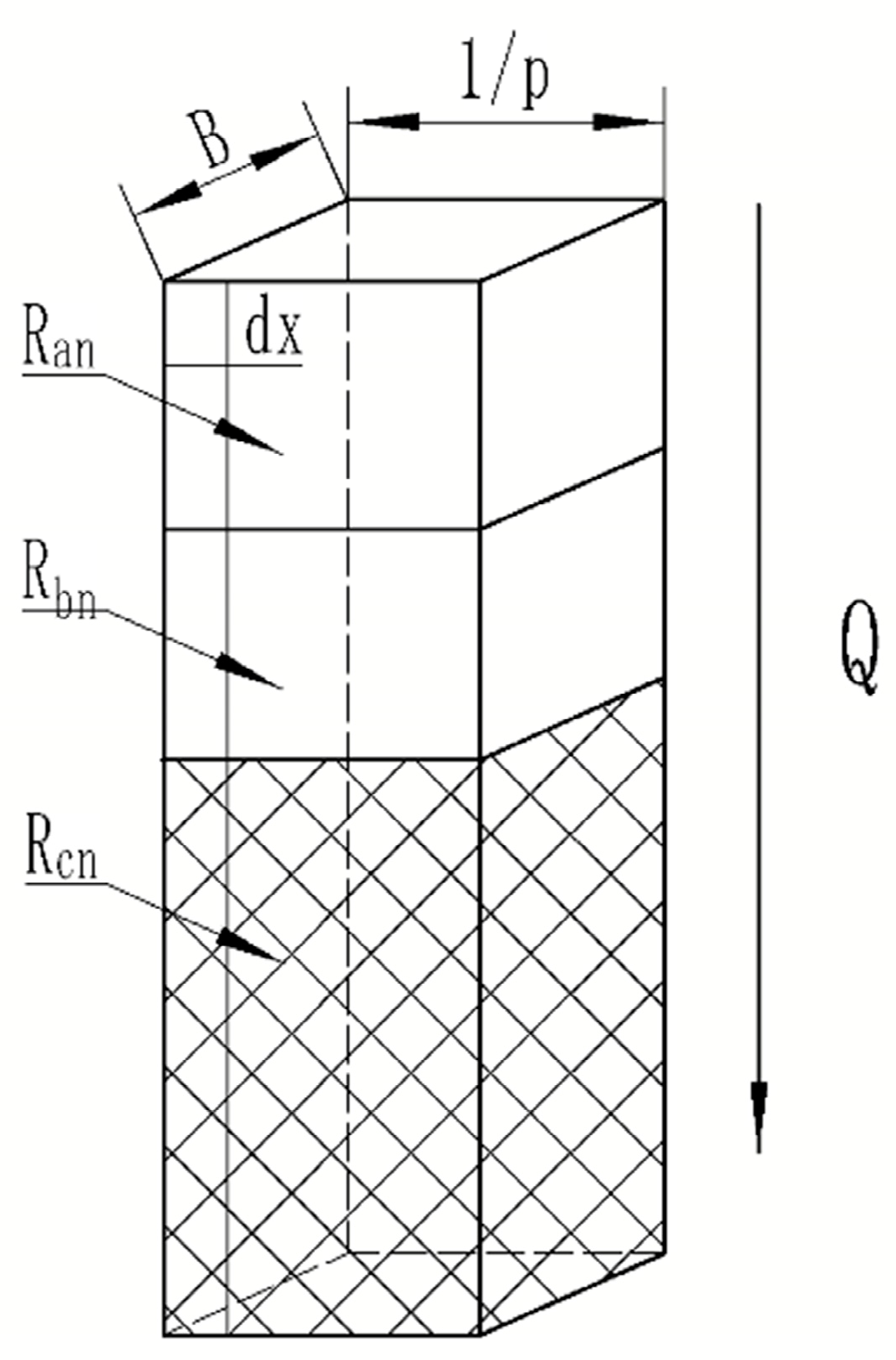
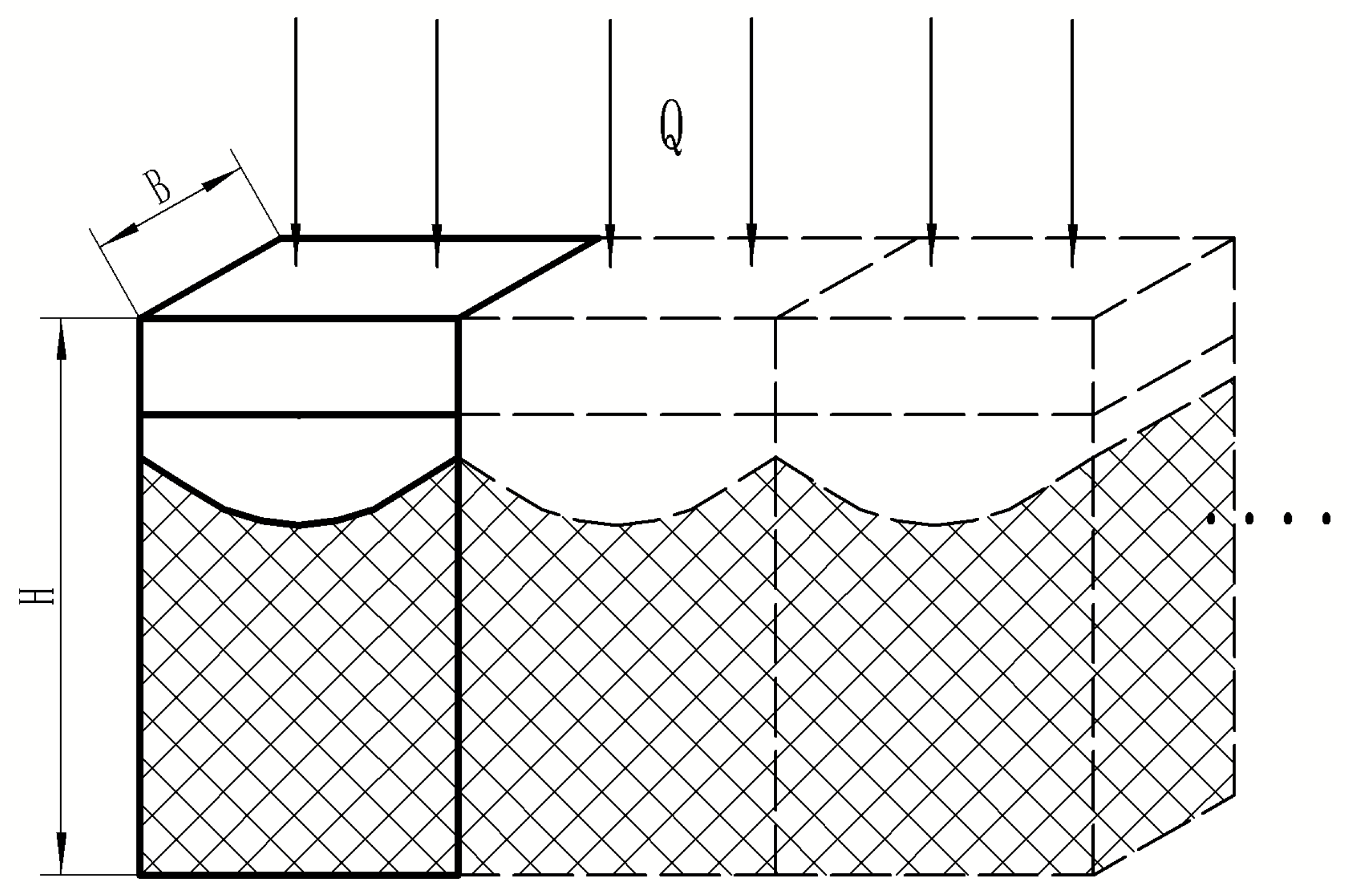
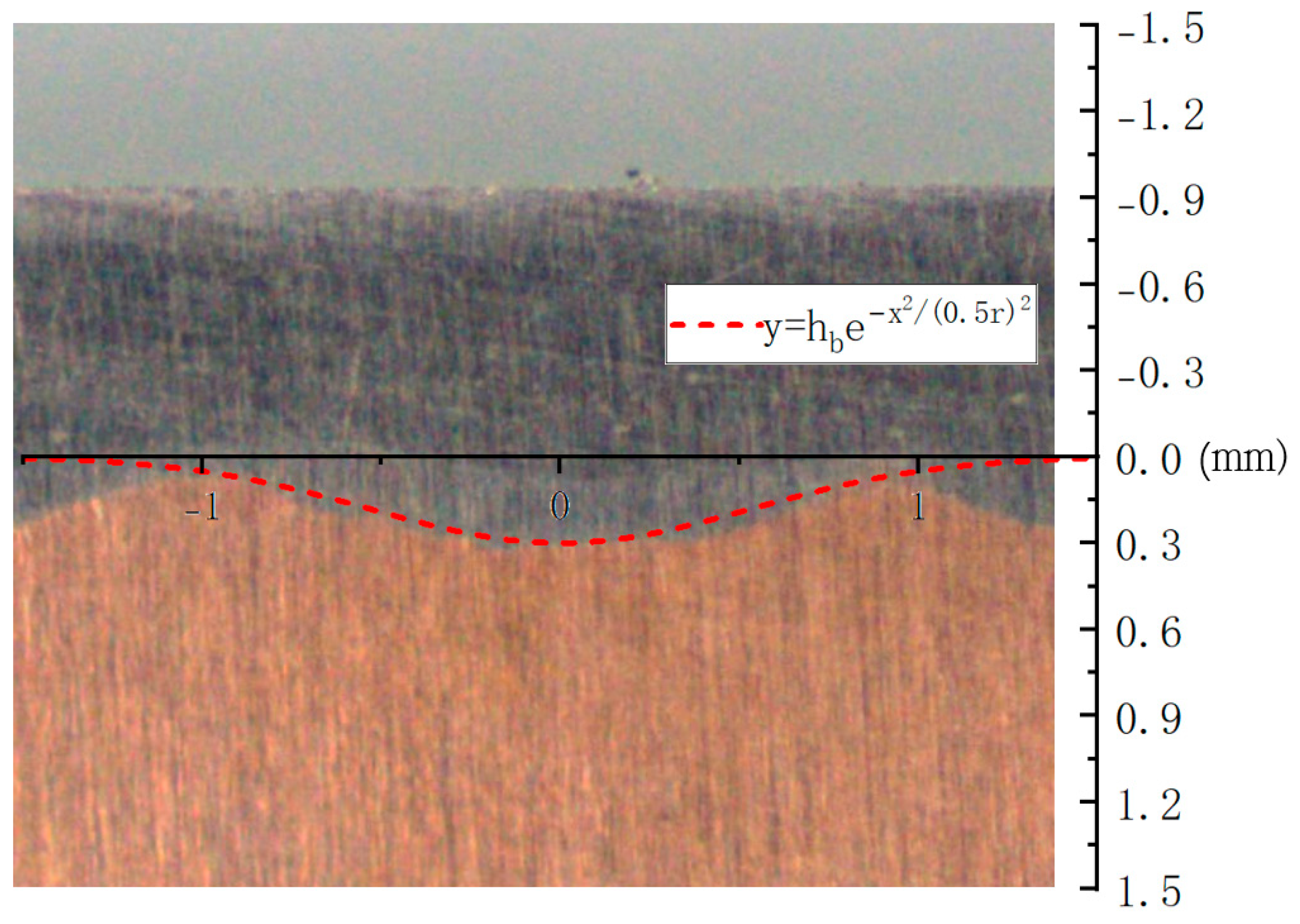
3.1. Model of Element
3.2. Effective Thermal Conductivity Model of Composite Materials
4. Verification and Analysis of Heat Conduction Equation
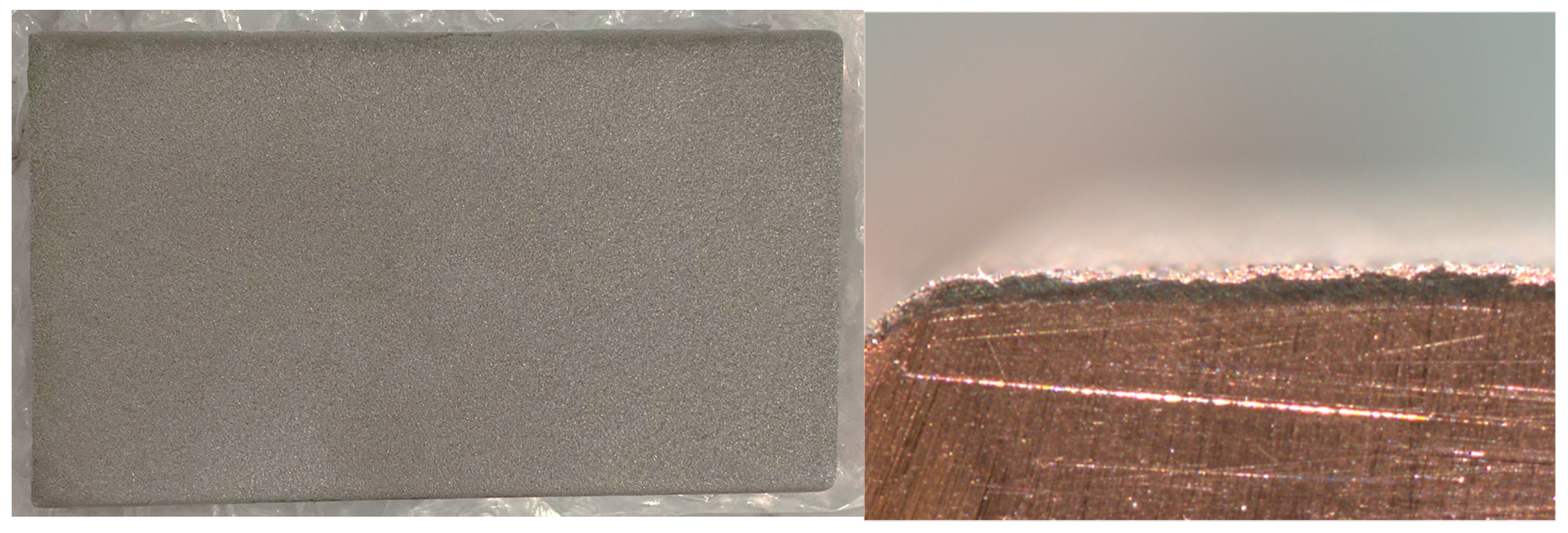
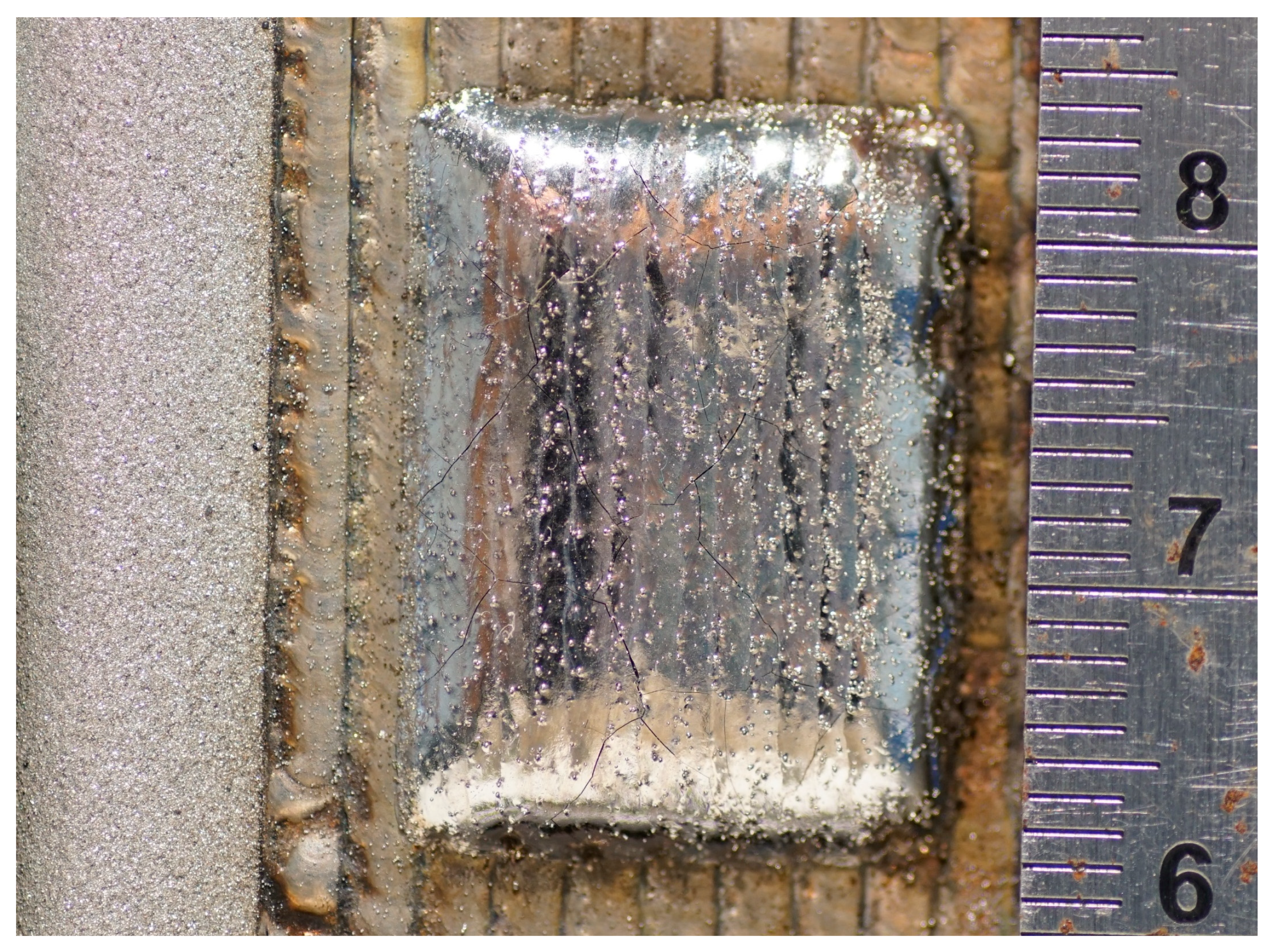
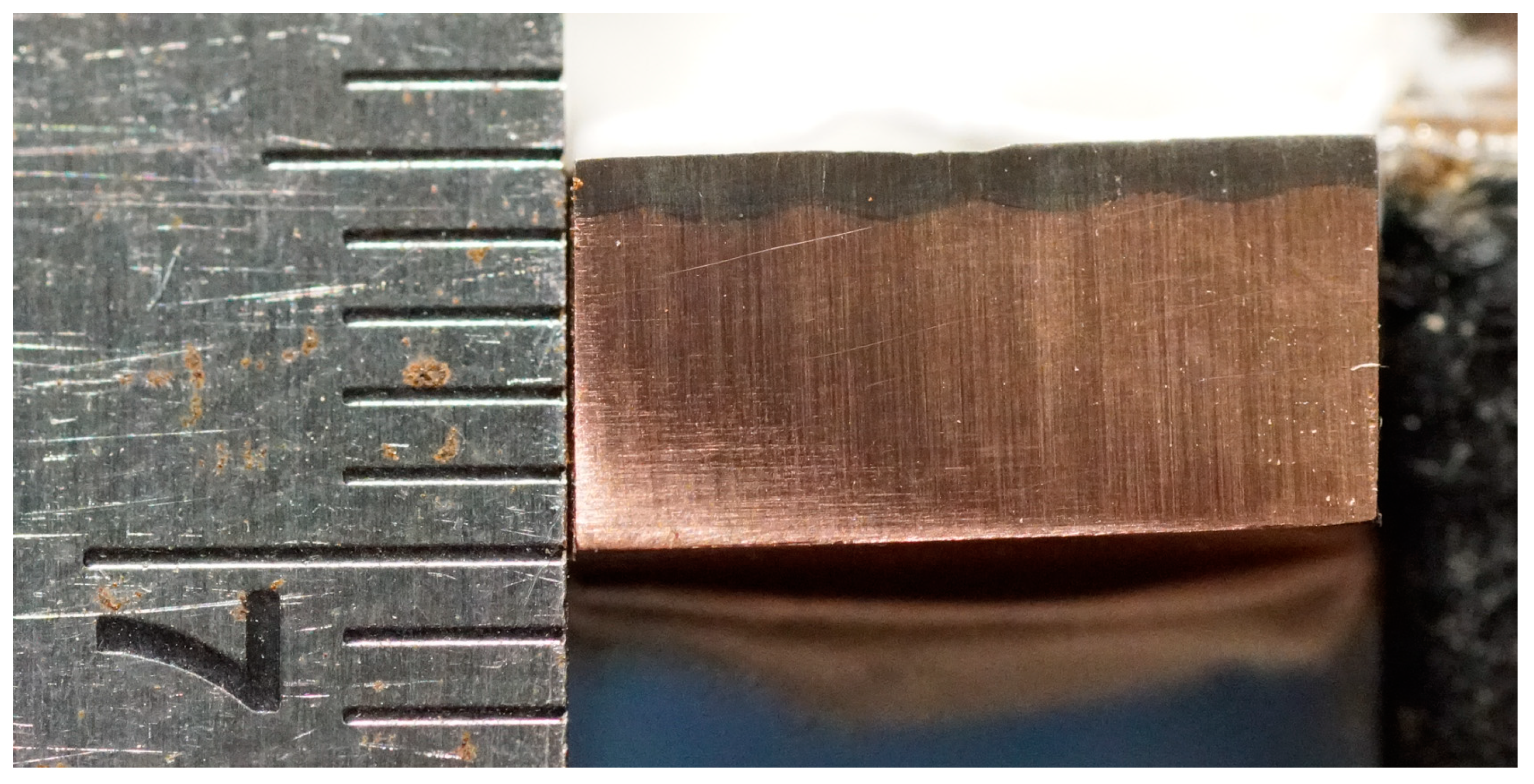
4.1. Experimental Preparation Method
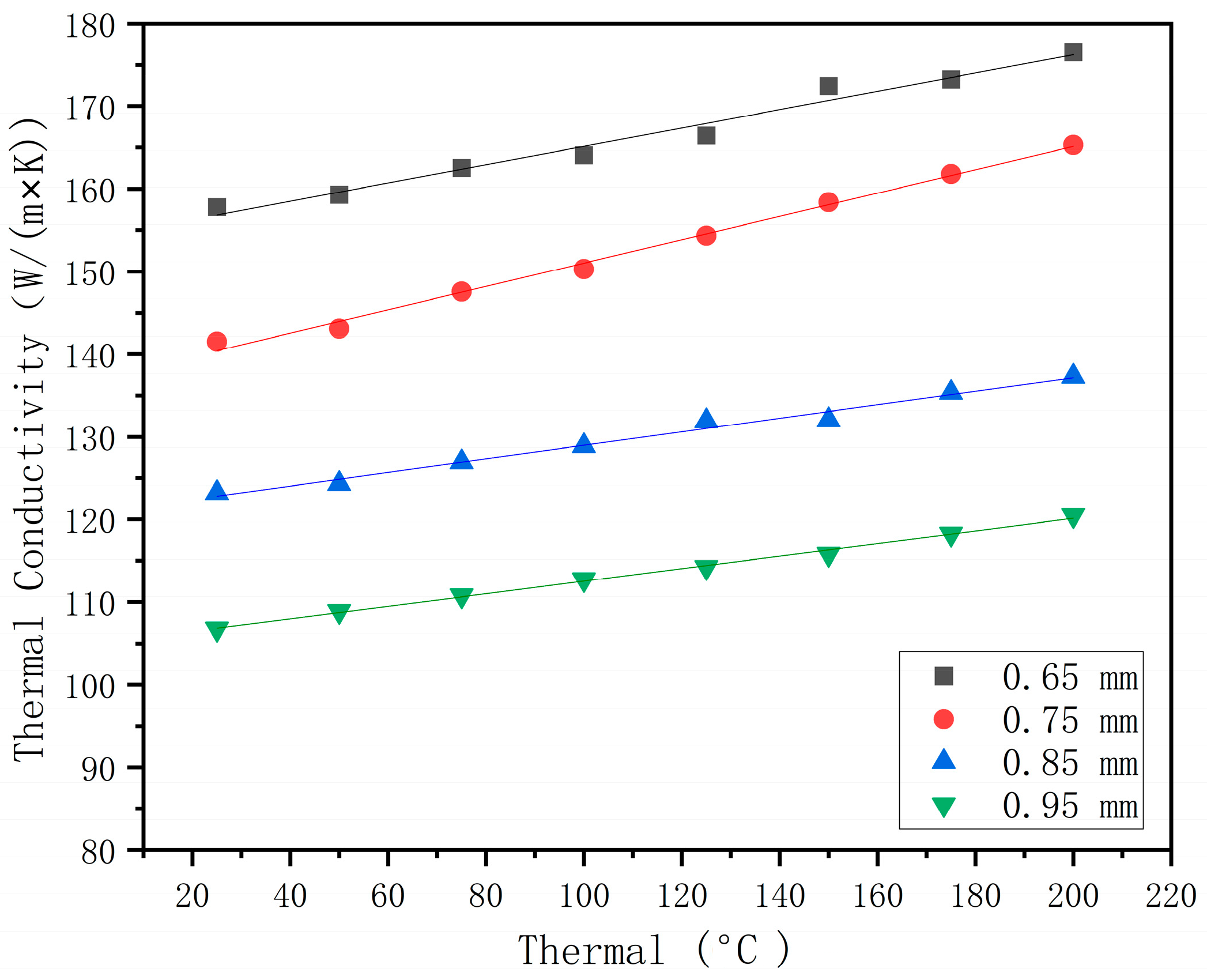
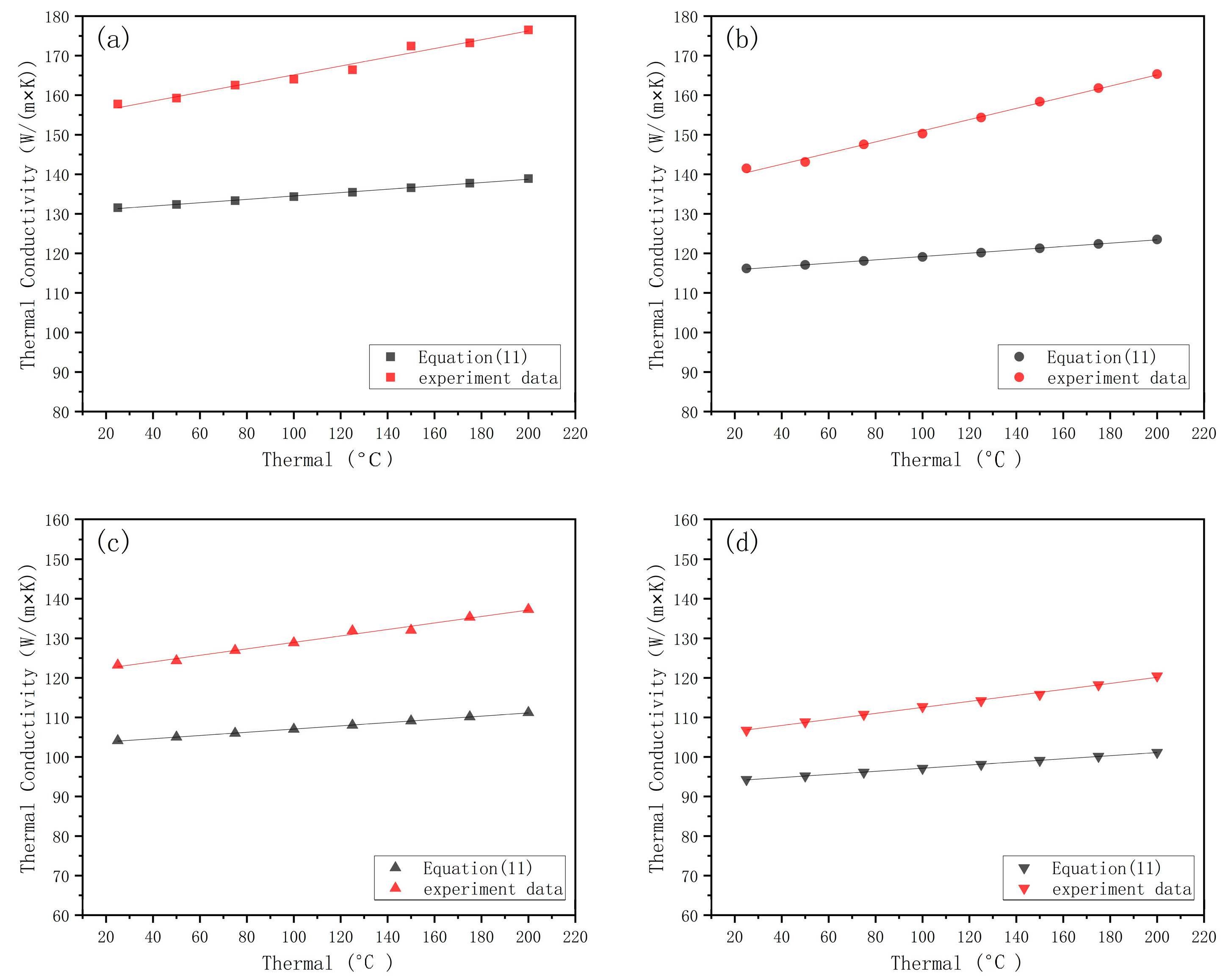
4.2. Model Comparison and Analysis
5. Conclusions
- By comparing the experimental data, a mathematical model (Equation (11)) was established to predict the effective thermal conductivity, with an accuracy of 82.13%, and the overall trend was in good agreement with the experimental data.
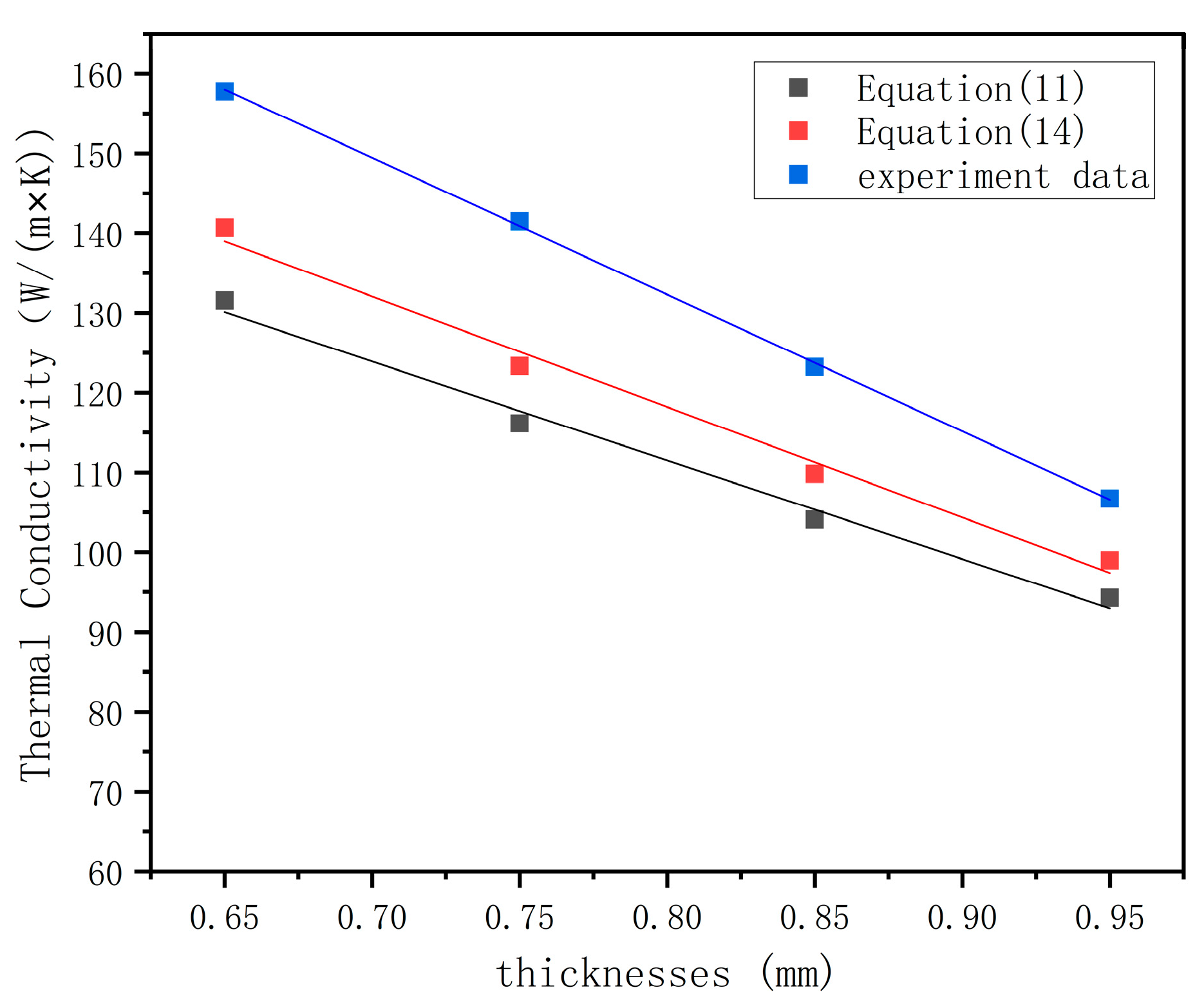
- By comparing the experimental data, the accuracy of the prediction results increases with an increase in the cladding layer thickness, and the overall deviation of the mathematical model results is found. The reason for the overall error is that to ensure its universality, the model ignores the alloy produced by the combination of two different alloy materials in the process of laser cladding. In fact, the metallurgical bonding of Ni/Cu at the joint improves the thermal conductivity of the material. When the thickness of the cladding layer is thin, the effect of metallurgical bonding should be considered.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Onuike, B.; Bandyopadhyay, A. Additive manufacturing of Inconel 718—Ti6Al4V bimetallic structures. Addit. Manuf. 2018, 22, 844–851. [Google Scholar] [CrossRef]
- Onuike, B.; Heer, B.; Bandyopadhyay, A. Additive manufacturing of Inconel 718—Copper alloy bimetallic structure using laser engineered net shaping (LENS™). Addit. Manuf. 2018, 21, 133–140. [Google Scholar] [CrossRef]
- Afshari, M.; Hamzekolaei, H.G.; Mohammadi, N.; Yazdanshenas, M.; Hamounpeyma, M.; Afshari, H. Investigating the effect of laser cladding parameters on the microstructure, geometry and temperature changes of Inconel 718 superalloy using the numerical and experimental procedures. Mater. Today Commun. 2023, 35, 106329. [Google Scholar] [CrossRef]
- Marzban, J.; Ghaseminejad, P.; Ahmadzadeh, M.H.; Teimouri, R. Experimental investigation and statistical optimization of laser surface cladding parameters. Int. J. Adv. Manuf. Technol. 2015, 76, 1163–1172. [Google Scholar] [CrossRef]
- Lamikiz, A.; Tabernero, I.; Ukar, E.; de Lacalle, L.; Delgado, J. Influence of the Laser Cladding Strategies on the Mechanical Properties of Inconel 718. In Proceedings of the International Conference on Advances in Materials and Processing Technologies, Paris, France, 24–27 October 2010; Chinesta, F., Chastel, Y., El Mansori, M., Eds.; Volume 1315, pp. 1576–1581. [Google Scholar] [CrossRef]
- Pascu, A.; Stanciu, E.M.; Croitoru, C.; Roata, I.C.; Tierean, M.H. Pulsed Laser Cladding of Ni Based Powder. In Proceedings of the International Conference on Innovative Research—Icir Euroinvent 2017, Iasi, Romania, 25–26 May 2017. [Google Scholar]
- Vinoth, S.M.; Babu, P.D.; Marimuthu, P.; Phalke, S.S. Laser Cladding of Nickel Powder on AISI 202 Stainless Steel and Optimization of the Process Parameters. In Advances in Manufacturing Processes, Select Proceedings of ICEMMM 2018; Sekar, K., Gupta, M., Arockiarajan, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 197–203. [Google Scholar]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodríguez, M.D.; Rams, J. Analysis and optimization of process parameters in Al-SiCp laser cladding. Opt. Laser Eng. 2016, 78, 165–173. [Google Scholar] [CrossRef]
- Garcia-Herrera, J.E.; Henao, J.; Espinosa-Arbelaez, D.G.; Gonzalez-Carmona, J.M.; Felix-Martinez, C.; Santos-Fernandez, R.; Corona-Castuera, J.; Poblano-Salas, C.A.; Alvarado-Orozco, J.M. Laser Cladding Deposition of a Fe-based Metallic Glass on 304 Stainless Steel Substrates. J. Therm. Spray Technol. 2022, 31, 968–979. [Google Scholar] [CrossRef]
- Siddiqui, A.A.; Dubey, A.K. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 2021, 134, 106619. [Google Scholar] [CrossRef]
- Cao, S.; Liang, J.; Wang, L.; Zhou, J. Effects of NiCr intermediate layer on microstructure and tribological property of laser cladding Cr3C2 reinforced Ni60A-Ag composite coating on copper alloy. Opt. Laser Technol. 2021, 142, 106963. [Google Scholar] [CrossRef]
- Bochenek, K.; Węglewski, W.; Strojny-Nędza, A.; Pietrzak, K.; Chmielewski, T.; Chmielewski, M.; Basista, M. Microstructure, Mechanical, and Wear Properties of NiCr-Re-Al2O3 Coatings Deposited by HVOF, Atmospheric Plasma Spraying, and Laser Cladding. J. Therm. Spray Technol. 2022, 31, 1609–1633. [Google Scholar] [CrossRef]
- Chen, Q.; Yu, M.; Cao, K.; Chen, H. Thermal conductivity and wear resistance of cold sprayed Cu-ceramic phase composite coating. Surf. Coat. Technol. 2022, 434, 128135. [Google Scholar] [CrossRef]
- Halmešová, K.; Trojanová, Z.; Koukolíková, M.; Brázda, M.; Džugan, J.; Huang, W.C. Effect of laser power on thermal properties of multimaterial structure Inconel 718 and stainless steel 316L processed by directed energy deposition. J. Alloys Compd. 2022, 927, 167082. [Google Scholar] [CrossRef]
- Yang, M.; Zhu, Y.; Wang, X.; Wang, Q.; Ai, L.; Zhao, L.; Chu, Y. A novel low thermal conductivity thermal barrier coating at super high temperature. Appl. Surf. Sci. 2019, 497, 143774. [Google Scholar] [CrossRef]
- He, F.; Wang, Y.; Zheng, W.; Wu, J.; Huang, Y. Effective thermal conductivity model of aerogel thermal insulation composite. Int. J. Therm. Sci. 2022, 179, 107654. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, T.; Reddy, K.R.; Li, J.; Liu, S. Thermal conductivity of scrap tire rubber-sand composite as insulating material: Experimental investigation and predictive modeling. Constr. Build. Mater. 2022, 332, 127387. [Google Scholar] [CrossRef]
- Yan, B.; Cheng, L.; Li, B.; Liu, P.; Wang, X.; Gao, R.; Yang, Z.; Xu, S.; Ding, X.; Zhang, P. Bi-directional prediction of structural characteristics and effective thermal conductivities of composite fuels through learning from finite element simulation results. Mater. Des. 2020, 189, 108483. [Google Scholar] [CrossRef]
- Węglewski, W.; Pitchai, P.; Chmielewski, M.; Guruprasad, P.J.; Basista, M. Thermal conductivity of Cu-matrix composites reinforced with coated SiC particles: Numerical modeling and experimental verification. Int. J. Heat Mass Tranfs. 2022, 188, 122633. [Google Scholar] [CrossRef]
- Li, B.; Du, J.; Sun, Y.; Zhang, S.; Zhang, Q. On the importance of heat source model determination for numerical modeling of selective laser melting of IN625. Opt. Laser Technol. 2023, 158, 108806. [Google Scholar] [CrossRef]
- Dai, D.; Gu, D. Thermal behavior and densification mechanism during selective laser melting of copper matrix composites: Simulation and experiments. Mater. Des. 2014, 55, 482–491. [Google Scholar] [CrossRef]
- Gao, M.; Li, S.; Guan, W.; Xie, H.; Wang, X.; Liu, J.; Wang, H. Excellent thermal shock resistance of NiCrAlY coatings on copper substrate via laser cladding. J. Mater. Sci. Technol. 2022, 130, 93–102. [Google Scholar] [CrossRef]
- Qi, Z.; Chen, C.; Wang, C.; Zhou, Z.; Zhou, J.; Long, Y. Effect of different laser wavelengths on laser cladding of pure copper. Surf. Coat. Technol. 2023, 454, 129181. [Google Scholar] [CrossRef]
- Imran, M.K.; Masood, S.H.; Brandt, M.; Bhattacharya, S.; Mazumder, J. Direct metal deposition (DMD) of H13 tool steel on copper alloy substrate: Evaluation of mechanical properties. Mater. Sci. Eng. A 2011, 528, 3342–3349. [Google Scholar] [CrossRef]
- ASTM G146-01; Standard Practice for Evaluation of Disbonding of Bimetallic Stainless Alloy/Steel Plate for Use in High-Pressure, High-Temperature Refinery Hydrogen Service. ASTM: West Conshehoken, PA, USA, 2018.
- Bai, D.; Zhang, C.; Chen, Z.; Zhang, Y.; Li, G.; Lu, X. Thermal conductivity characterization of Ni60A/WC composites with different copper dilutions. Mater. Lett. 2022, 311, 131546. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technique | Powder Drying Temperature (°C) | Kerosene Flow Rate (L/h) | Oxygen Flow Rate (L/min) | Nitrogen Flow Rate (L/min) | Powder Feed Rate (L/min) | Spray Distance (mm) | Linear Torch Velocity (mm/s) |
|---|---|---|---|---|---|---|---|
| HVOF | 300 | 19 | 750 | 14 | 65 | 310 | 600 |
| Layers | Process Method | Power (kW) | Speed (mm/s) | Laser Beam Radius (mm) | Adjacent Distance (mm) | Shielding Gas Ar Flow (L/min) | Powder Feed Rate (RPM) |
|---|---|---|---|---|---|---|---|
| 1 | Laser surface alloying | 3000 | 7 | 1.5 | 2 | 12 | 0 |
| 2 | Laser cladding | 1500 | 5 | 1 | 1 | 12 | 50 |
| 3 | Laser cladding | 1400 | 5 | 1 | 1 | 12 | 50 |
| 4 | Laser cladding | 1000 | 5 | 1 | 1 | 12 | 50 |
| 5 | Laser cladding | 1000 | 5 | 1 | 1 | 12 | 50 |
| Chemical Composition (wt.%) | ||||||
|---|---|---|---|---|---|---|
| Material name | Ni | C | Si | B | Cr | Fe |
| Ni60A | Bai | 0.9 | 4 | 3.2 | 16 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Lin, C.; Murengami, B.G.; Tang, C.; Chen, X. Analyses and Research on a Model for Effective Thermal Conductivity of Laser-Clad Composite Materials. Materials 2023, 16, 7360. https://doi.org/10.3390/ma16237360
Li Y, Lin C, Murengami BG, Tang C, Chen X. Analyses and Research on a Model for Effective Thermal Conductivity of Laser-Clad Composite Materials. Materials. 2023; 16(23):7360. https://doi.org/10.3390/ma16237360
Chicago/Turabian StyleLi, Yuedan, Chaosen Lin, Bryan Gilbert Murengami, Cuiyong Tang, and Xueyong Chen. 2023. "Analyses and Research on a Model for Effective Thermal Conductivity of Laser-Clad Composite Materials" Materials 16, no. 23: 7360. https://doi.org/10.3390/ma16237360
APA StyleLi, Y., Lin, C., Murengami, B. G., Tang, C., & Chen, X. (2023). Analyses and Research on a Model for Effective Thermal Conductivity of Laser-Clad Composite Materials. Materials, 16(23), 7360. https://doi.org/10.3390/ma16237360