

Investigation of TaC and TiC for Particle Strengthening of Co-Re-Based Alloys

Abstract
:1. Introduction
2. Materials and Methods
3. Results
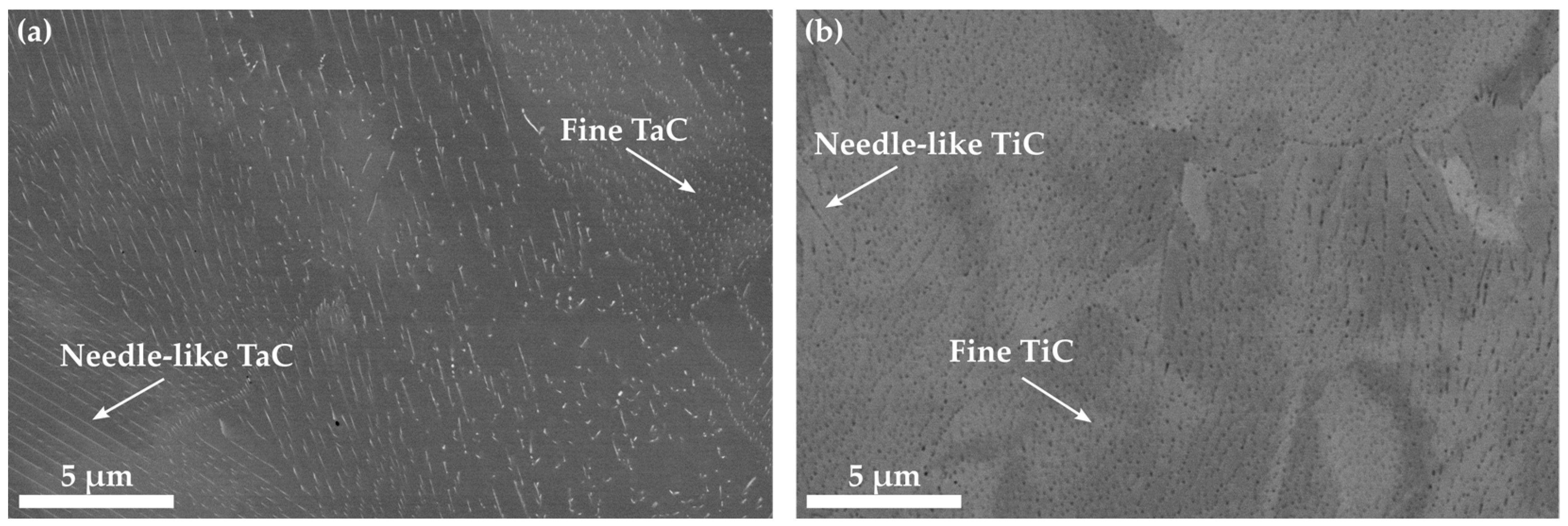
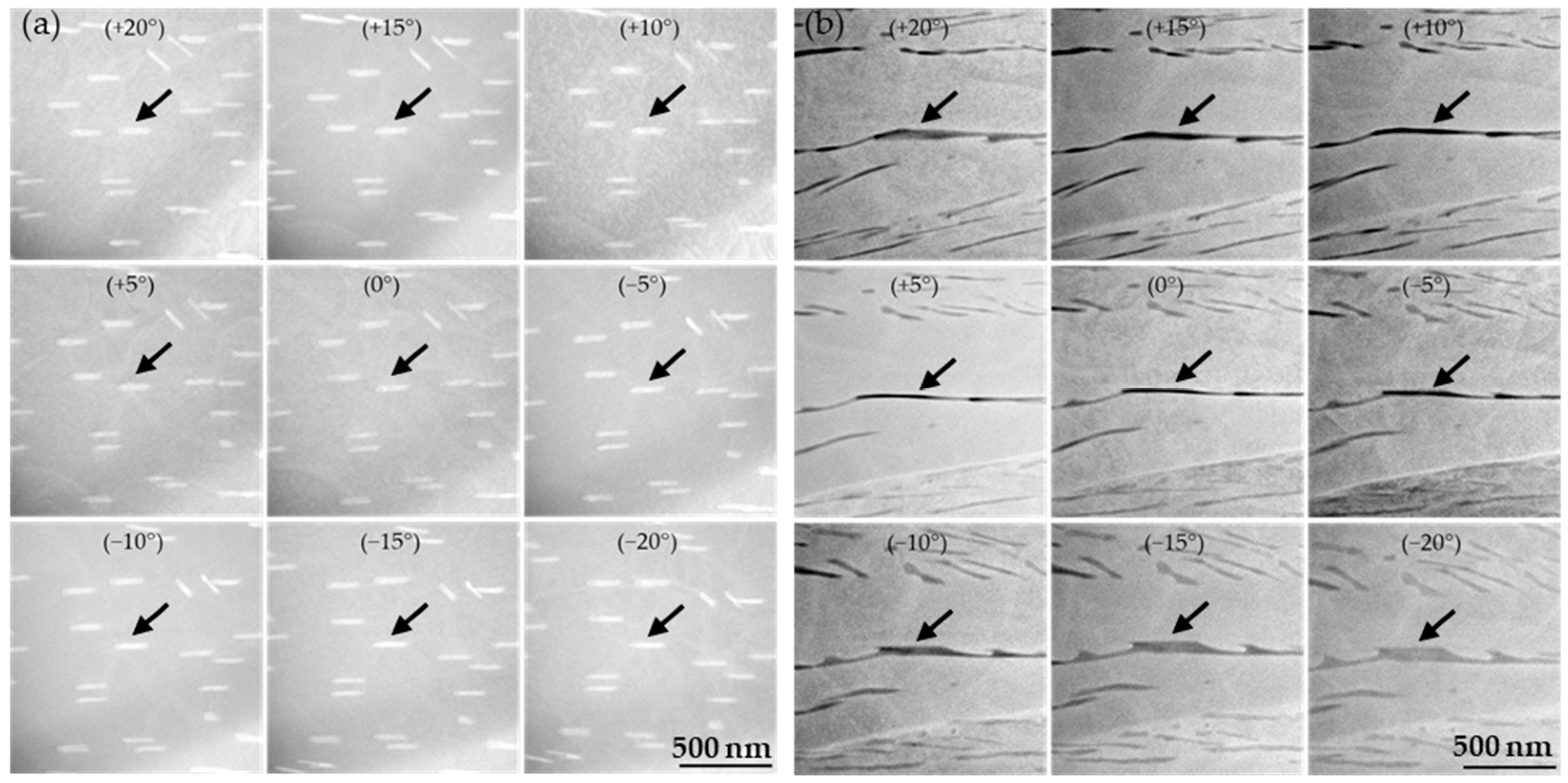
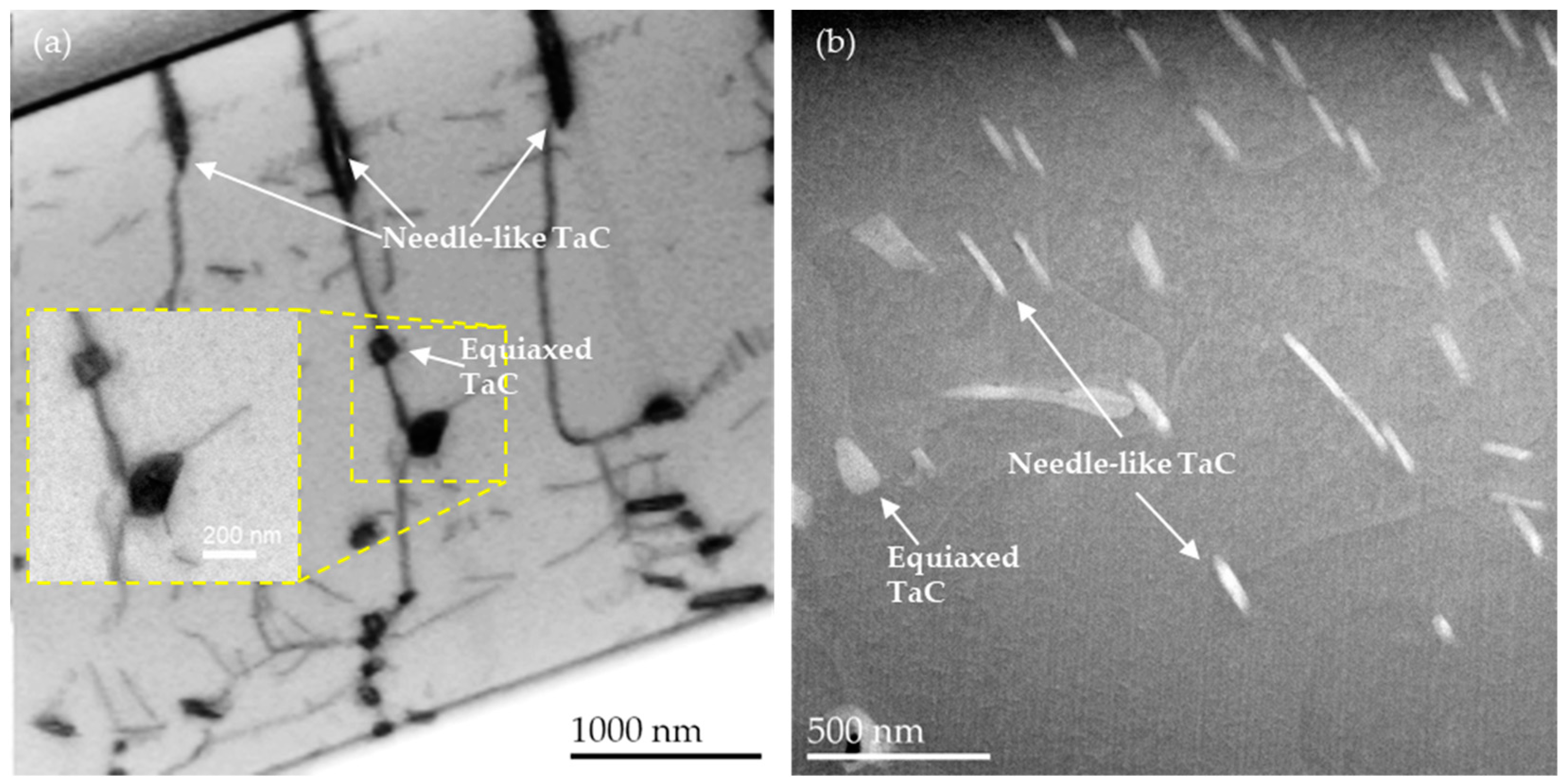
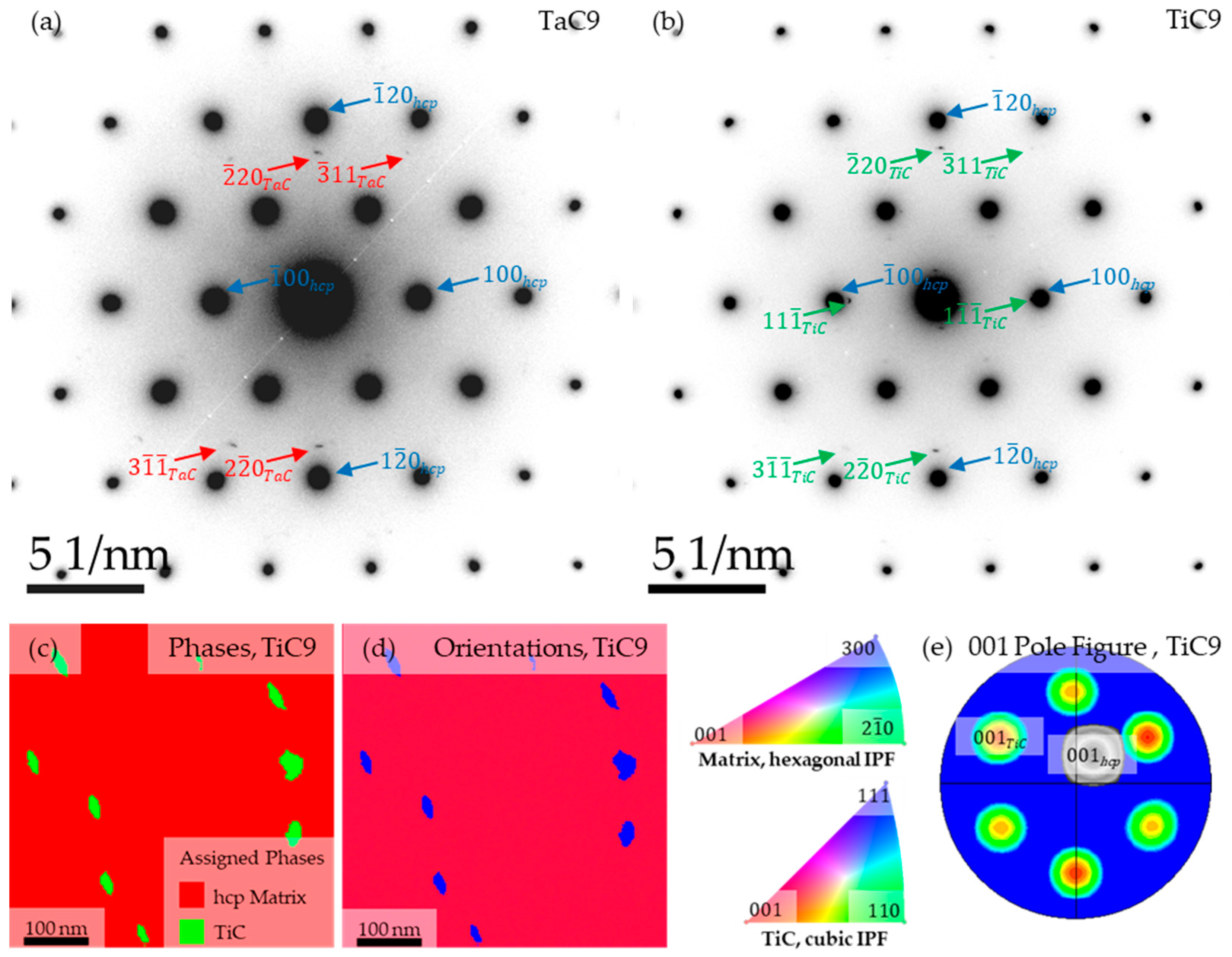
3.1. Precipitation, Morphology and Orientation Relationship
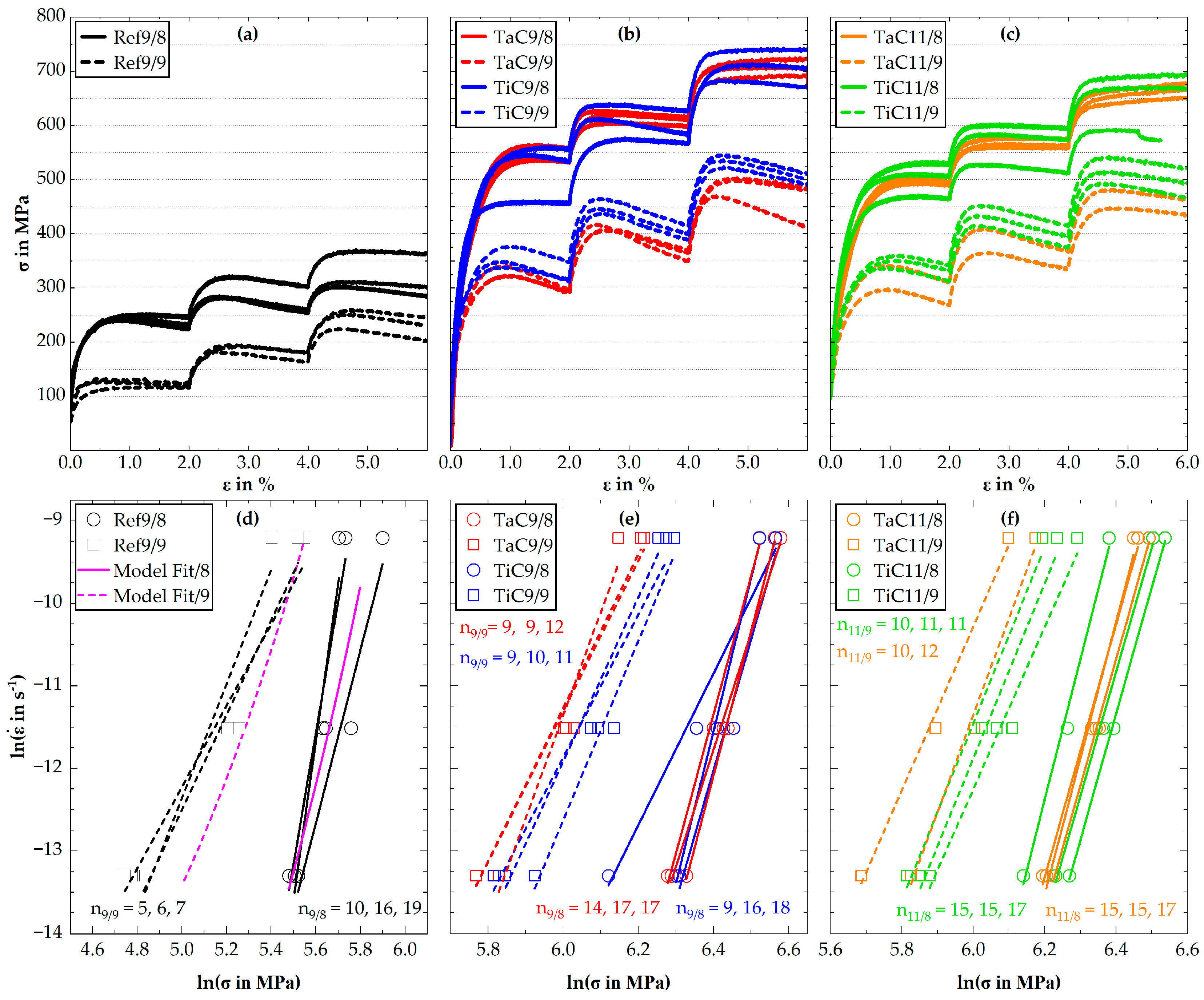
3.2. Compression Tests at Ambient and Elevated Temperatures, Particle–Dislocation Interaction
4. Discussion
4.1. Precipitation, Morphology and Orientation Relationship
4.2. Compression Tests at Ambient and Elevated Temperatures, Particle–Dislocation Interaction
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Heilmaier, M.; Krüger, M.; Saage, H.; Rösler, J.; Mukherji, D.; Glatzel, U.; Völkl, R.; Hüttner, R.; Eggeler, G.; Somsen, C.; et al. Metallic materials for structural applications beyond nickel-based superalloys. JOM 2009, 61, 61–67. [Google Scholar] [CrossRef]
- Depka, T.; Somsen, C.; Eggeler, G.; Mukherji, D.; Rösler, J. Sigma phase evolution in Co–Re–Cr-based alloys at 1100 °C. Intermetallics 2014, 48, 54–61. [Google Scholar] [CrossRef]
- Rösler, J.; Mukherji, D.; Baranski, T. Co-Re-based Alloys: A New Class of High Temperature Materials? Adv. Eng. Mater. 2007, 9, 876–881. [Google Scholar] [CrossRef]
- Mukherji, D.; Gilles, R.; Karge, L.; Strunz, P.; Beran, P.; Eckerlebe, H.; Stark, A.; Szentmiklosi, L.; Mácsik, Z.; Schumacher, G.; et al. Neutron and synchrotron probes in the development of Co–Re-based alloys for next generation gas turbines with an emphasis on the influence of boron additives. J. Appl. Crystallogr. 2014, 47, 1417–1430. [Google Scholar] [CrossRef]
- Mukherji, D.; Strunz, P.; Gilles, R.; Hofmann, M.; Schmitz, F.; Rösler, J. Investigation of phase transformations by in-situ neutron diffraction in a Co–Re-based high temperature alloy. Mater. Lett. 2010, 64, 2608–2611. [Google Scholar] [CrossRef]
- Mukherji, D.; Gilles, R.; Strunz, P.; Karge, L. Current status of Co-Re-based alloys being developed to supplement Ni-based superalloys for ultra-high temperature applications in gas turbines. Kov. Mater. 2015, 53, 287–294. [Google Scholar] [CrossRef]
- Massalski, T.B.; Okamoto, H.; Subramanian, P.R.; Kacprzak, L. Binary Alloy Phase Diagrams; ASM International: Materials Park, OH, USA, 1990; ISBN 978-0-87170-403-0. [Google Scholar]
- Dörries, K.; Mukherji, D.; Rösler, J.; Esleben, K.; Gorr, B.; Christ, H.-J. Influence of σ Phase on the Allotropic Transformation of the Matrix in Co-Re-Cr-Based Alloys with Ni Addition. Metals 2018, 8, 706. [Google Scholar] [CrossRef]
- Karge, L.; Gilles, R.; Mukherji, D.; Stark, A.; Beran, P.; Schell, N.; Hofmann, M.; Strunz, P.; Häusler, J.; Rösler, J. Creep deformation of Co-Re-Ta-C alloys with varying C content–investigated in-situ by simultaneous synchrotron radiation diffraction. Mater. Sci. Eng. A 2018, 719, 124–131. [Google Scholar] [CrossRef]
- Beran, P.; Mukherji, D.; Strunz, P.; Gilles, R.; Hofmann, M.; Karge, L.; Dolotko, O.; Rösler, J. Effect of composition on the matrix transformation of the Co-Re-Cr-Ta-C alloys. Met. Mater. Int. 2016, 22, 562–571. [Google Scholar] [CrossRef]
- Seif, E.; Rösler, J. Reassessment of the Matrix Composition of Co-Re-Cr-Based Alloys for Particle Strengthening in High-Temperature Applications and Investigation of Suitable MC-Carbides. Materials 2023, 16, 4443. [Google Scholar] [CrossRef]
- Rauch, E.F.; Véron, M.; Portillo, J.; Maniette, Y.; Bultreys, D.; Nicolopoulos, S. Automatic Crystal Orientation and Phase Mapping in TEM by Precession Diffraction. Microsc. J. Quekett Microsc. Club 2008, 128, 5–8. [Google Scholar]
- Köster, W.; Horn, E. Zustandsbild und Gitterkonstanten der Legierungen des Kobalts mit Rhenium, Ruthenium, Osmium, Rhodium und Iridium. IJMR 1952, 43, 444–449. [Google Scholar] [CrossRef]
- McKenna, P.M. Tantalum Carbide Its Relation to Other Hard Refractory Compounds. Ind. Eng. Chem. 1936, 28, 767–772. [Google Scholar] [CrossRef]
- Christensen, A.N.; Hämäläinen, R.; Turpeinen, U.; Andresen, A.F.; Smidsrød, O.; Pontchour, C.-O.; Phavanantha, P.; Pramatus, S.; Cyvin, B.N.; Cyvin, S.J. The Temperature Factor Parameters of Some Transition Metal Carbides and Nitrides by Single Crystal X-ray and Neutron Diffraction. Acta Chem. Scand. 1978, 32, 89–90. [Google Scholar] [CrossRef]
- Depka, T.; Somsen, C.; Eggeler, G.; Mukherji, D.; Rösler, J.; Krüger, M.; Saage, H.; Heilmaier, M. Microstructures of Co–Re–Cr, Mo–Si and Mo–Si–B high-temperature alloys. Mater. Sci. Eng. A 2009, 510–511, 337–341. [Google Scholar] [CrossRef]
- Brunner, M.; Hüttner, R.; Bölitz, M.-C.; Völkl, R.; Mukherji, D.; Rösler, J.; Depka, T.; Somsen, C.; Eggeler, G.; Glatzel, U. Creep properties beyond 1100 °C and microstructure of Co–Re–Cr alloys. Mater. Sci. Eng. A 2010, 528, 650–656. [Google Scholar] [CrossRef]
- Karge, L.; Gilles, R.; Mukherji, D.; Strunz, P.; Beran, P.; Hofmann, M.; Gavilano, J.; Keiderling, U.; Dolotko, O.; Kriele, A.; et al. The influence of C/Ta ratio on TaC precipitates in Co-Re base alloys investigated by small-angle neutron scattering. Acta Mater. 2017, 132, 354–366. [Google Scholar] [CrossRef]
- Zhang, M.-X.; Chen, S.-Q.; Ren, H.-P.; Kelly, P.M. Crystallography of the Simple HCP/FCC System. Metall. Mat. Trans. A 2008, 39, 1077–1086. [Google Scholar] [CrossRef]
- Karge, L.; Gilles, R.; Hofmann, M.; Mukherji, D.; Rösler, J.; Honecker, D.; Beran, P.; Strunz, P.; Schell, N.; Busch, S. TaC Precipitation Kinetics During Cooling of Co−Re-Based Alloys. Adv. Eng. Mater. 2021, 23, 2100129. [Google Scholar] [CrossRef]
- Morales, A.L.; Nieto, A.J.; Chicharro, J.M.; Pintado, P. Field-dependent elastic modulus and damping in pure iron, nickel and cobalt. J. Magn. Magn. Mater. 2010, 322, 1952–1961. [Google Scholar] [CrossRef]
- Morales, A.L.; Nieto, A.J.; Chicharro, J.M.; Pintado, P. Automatic measurement of field-dependent elastic modulus and damping by laser Doppler vibrometry. Meas. Sci. Technol. 2008, 19, 125702. [Google Scholar] [CrossRef]
- Dodd, S.P.; Cankurtaran, M.; James, B. Ultrasonic determination of the elastic and nonlinear acoustic properties of transition-metal carbide ceramics: TiC and TaC. J. Mater. Sci. 2003, 38, 1107–1115. [Google Scholar] [CrossRef]
- Blum, W.; Eisenlohr, P.; Breutinger, F. Understanding creep—A review. Metall. Mat. Trans. A 2002, 33, 291–303. [Google Scholar] [CrossRef]
- Kocks, U.F.; Argon, A.S.; Ashby, M.F. Thermodynamics and Kinetics of Slip, 1st ed.; Pergamon Press: Oxford, UK, 1975; ISBN 9780080179643. [Google Scholar]
- Varvenne, C.; Leyson, G.; Ghazisaeidi, M.; Curtin, W.A. Solute strengthening in random alloys. Acta Mater. 2017, 124, 660–683. [Google Scholar] [CrossRef]
- Selle, J. The internal friction of cobalt. Cobalt 1969, 45, 163–166. [Google Scholar]
- Köster, W. Poisson’s ratio for metals. Appl. Sci. Res. 1954, 4, 329–336. [Google Scholar] [CrossRef]
- Zhang, M.; George, E.P.; Gibeling, J.C. Elevated-temperature Deformation Mechanisms in a CrMnFeCoNi High-Entropy Alloy. Acta Mater. 2021, 218, 117181. [Google Scholar] [CrossRef]
- Srolovitz, D.J.; Luton, M.J.; Petkovic-Luton, R.; Barnett, D.M.; Nix, W.D. Diffusionally modified dislocation-particle elastic interactions. Acta Metall. 1984, 32, 1079–1088. [Google Scholar] [CrossRef]
- Srolovitz, D.J.; Petkovic-Luton, R.A.; Luton, M.J. Edge dislocation-circular inclusion interactions at elevated temperatures. Acta Metall. 1983, 31, 2151–2159. [Google Scholar] [CrossRef]
- Arzt, E.; Wilkinson, D.S. Threshold stresses for dislocation climb over hard particles: The effect of an attractive interaction. Acta Metall. 1986, 34, 1893–1898. [Google Scholar] [CrossRef]
- Rösler, J.; Arzt, E. A new model-based creep equation for dispersion strengthened materials. Acta Metall. Et Mater. 1990, 38, 671–683. [Google Scholar] [CrossRef]
- Rösler, J.; Arzt, E. The kinetics of dislocation climb over hard particles—I. Climb without attractive particle-dislocation interaction. Acta Metall. 1988, 36, 1043–1051. [Google Scholar] [CrossRef]
- Shewfelt, R.S.W.; Brown, L.M. High-temperature strength of dispersion-hardened single crystals II. Theory. Philos. Mag. 1977, 35, 945–962. [Google Scholar] [CrossRef]
- Hausselt, J.; Nix, W. A model for high temperature deformation of dispersion strengthened metals based on substructural observations in Ni-20Cr-2ThO2. Acta Metall. 1977, 25, 1491–1502. [Google Scholar] [CrossRef]
- McLean, M. On the threshold stress for dislocation creep in particle strengthened alloys. Acta Metall. 1985, 33, 545–556. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Young’s modulus E in GPa | Yield strength *Rp0.2 in MPa | Orowan stress σo in MPa | |
|---|---|---|---|
| Ref9 | 135 | 740 | - |
| TaC9 | 154 | 1027 | 287 |
| TaC11 | 154 | 941 | 201 |
| TiC9 | 167 | 1049 | 309 |
| TiC11 | 154 | 959 | 219 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seif, E.; Rösler, J.; Werner, J.; Weirich, T.E.; Mayer, J. Investigation of TaC and TiC for Particle Strengthening of Co-Re-Based Alloys. Materials 2023, 16, 7297. https://doi.org/10.3390/ma16237297
Seif E, Rösler J, Werner J, Weirich TE, Mayer J. Investigation of TaC and TiC for Particle Strengthening of Co-Re-Based Alloys. Materials. 2023; 16(23):7297. https://doi.org/10.3390/ma16237297
Chicago/Turabian StyleSeif, Eugen, Joachim Rösler, Jonas Werner, Thomas E. Weirich, and Joachim Mayer. 2023. "Investigation of TaC and TiC for Particle Strengthening of Co-Re-Based Alloys" Materials 16, no. 23: 7297. https://doi.org/10.3390/ma16237297
APA StyleSeif, E., Rösler, J., Werner, J., Weirich, T. E., & Mayer, J. (2023). Investigation of TaC and TiC for Particle Strengthening of Co-Re-Based Alloys. Materials, 16(23), 7297. https://doi.org/10.3390/ma16237297