
Theoretical and Experimental Investigation of 3D-Printed Polylactide Laminate Composites’ Mechanical Properties

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
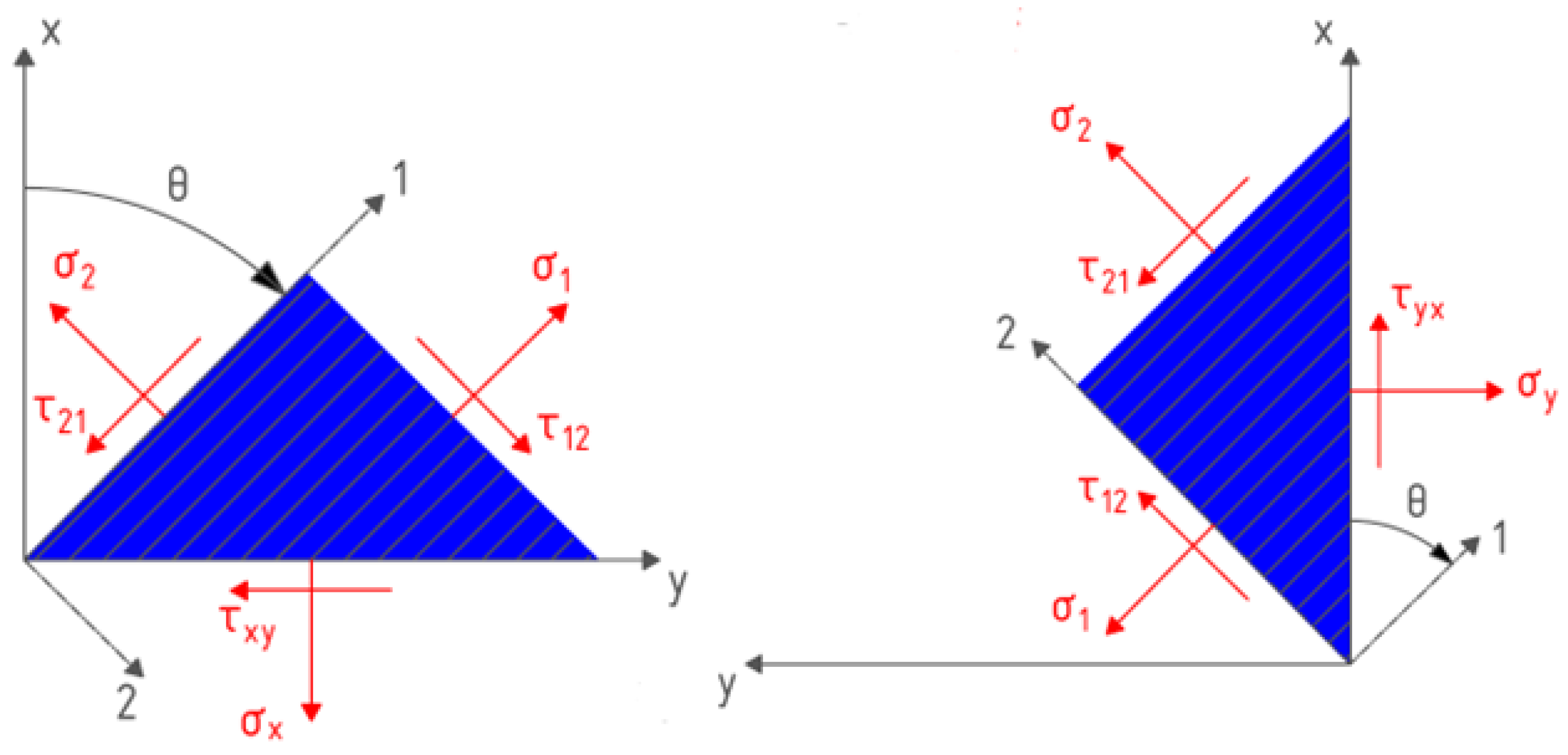
2.1. Theoretical Modeling of 3D-Printed Laminate Composites
2.2. Tsai–Hill Failure Criterion
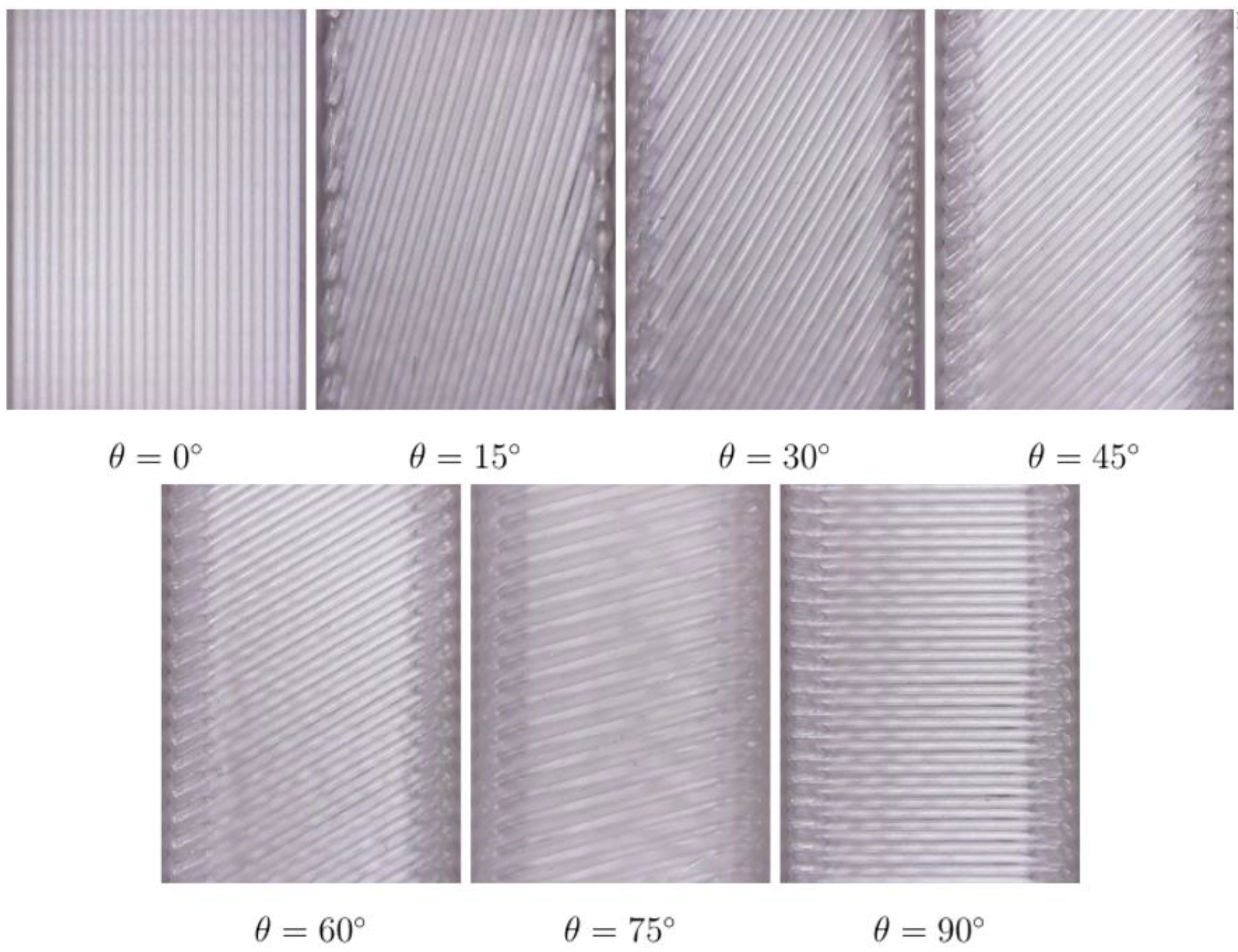
2.3. 3D Printing of Specimens with Various Raster Angles
2.4. Mechanical Testing
3. Results
4. Discussion
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Demina, V.A.; Sedush, N.G.; Goncharov, E.N.; Krasheninnikov, S.V.; Krupnin, A.E.; Goncharov, N.G.; Chvalun, S.N. Biodegradable Nanostructured Composites for Surgery and Regenerative Medicine. Nanobiotechnol. Rep. 2021, 16, 2–18. [Google Scholar] [CrossRef]
- Krupnin, A.E.; Azarov, A.A.; Gershbaum, S.D.; Zakirov, A.R.; Kolnogorov, A.V.; Krasheninnikov, S.V.; Sedush, N.G.; Chvalun, S.N. Mechanical properties and anisotropy evaluation of FDM-printed porous gyroid biodegradable PLA-Scaffolds. AIP Conf. Proc. 2023, 2697, 060001. [Google Scholar]
- Guerra, A.J.; Cano, P.; Rabionet, M.; Puig, T.; Ciurana, J. 3D-Printed PCL/PLA Composite Stents: Towards a New Solution to Cardiovascular Problems. Materials 2018, 11, 1679. [Google Scholar] [CrossRef]
- Le, C.; Kolasangiani, K.; Nayyeri, P.; Bougherara, H. Experimental and numerical investigation of 3D-Printed bone plates under four-point bending load utilizing machine learning techniques. J. Mech. Behav. Biomed. 2023, 143, 105885. [Google Scholar] [CrossRef]
- Cao, L.; Chen, Q.; Jiang, L.B.; Yin, X.-F.; Bian, C.; Wang, H.-R.; Ma, Y.-Q.; Li, X.-Q.; Li, X.-L.; Dong, J. Bioabsorbable self-retaining PLA/nano-sized β-TCP cervical spine interbody fusion cage in goat models: An in vivo study. Int. J. Nanomed. 2017, 12, 7197–7205. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, D.; Wan, G.; Li, B.; Zhao, G. Glass fiber reinforced PLA composite with enhanced mechanical properties, thermal behavior, and foaming ability. Polymers 2019, 181, 121803. [Google Scholar] [CrossRef]
- Arockiam, A.J.; Subramanian, K.; Padmanabhan, R.G.; Selvaraj, R.; Bagal, D.K.; Rajesh, S. A review on PLA with different fillers used as a filament in 3D printing. Mater. Today Proc. 2022, 50, 2057–2064. [Google Scholar] [CrossRef]
- Demina, V.A.; Krasheninnikov, S.V.; Buzin, A.I.; Kamyshinsky, R.A.; Sadovskaya, N.A.; Goncharov, E.N.; Zhukova, N.A.; Khvostov, M.V.; Pavlova, A.V.; Tolstikova, T.G.; et al. Biodegradable poly(l-lactide)/calcium phosphate composites with improved properties for orthopedics: Effect of filler and polymer crystallinity. Mater. Sci. Eng. C 2020, 112, 110813. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, L.; Song, P.; Pei, X.; Sun, H.; Wu, L.; Zhou, C.; Wang, K.; Fan, Y.; Zhang, X. 3D printed bone tissue regenerative PLA/HA scaffolds with comprehensive performance optimizations. Mater. Des. 2021, 201, 109490. [Google Scholar] [CrossRef]
- Jiang, D.; Ning, F. Fused Filament Fabrication of Biodegradable PLA/316L Composite Scaffolds: Effects of Metal Particle Content. Procedia Manuf. 2020, 48, 755–762. [Google Scholar] [CrossRef]
- Hassanajili, S.; Karami-Pour, A.; Oryan, A.; Talaei-Khozani, T. Preparation and characterization of PLA/PCL/HA composite scaffolds using indirect 3D printing for bone tissue engineering. Mater. Sci. Eng. C 2019, 104, 109960. [Google Scholar] [CrossRef]
- Akerlund, E.; Diez-Escudero, A.; Grzeszczak, A.; Persson, C. The Effect of PCL Addition on 3D-Printable PLA/HA Composite Filaments for the Treatment of Bone Defects. Polymers 2022, 14, 3305. [Google Scholar] [CrossRef]
- Liu, H.; Li, C.; Chen, S.; Chen, P.; Li, J.; Jian, H.; Guo, G.; Chen, X.; Zhu, X.; Wu, J. Fabrication of 3D Printed Polylactic Acid/Polycaprolactone Nanocomposites with Favorable Thermo-Responsive Cyclic Shape Memory Effects, and Crystallization and Mechanical Properties. Polymers 2023, 15, 1533. [Google Scholar] [CrossRef]
- Zhang, Z.; Cao, B.; Jiang, N. The Mechanical Properties and Degradation Behavior of 3D-Printed Cellulose Nanofiber/Polylactic Acid Composites. Materials 2023, 16, 6197. [Google Scholar] [CrossRef]
- Monaldo, E.; Ricci, M.; Marfia, S. Mechanical properties of 3D printed polylactic acid elements: Experimental and numerical insights. Mech. Mater. 2023, 177, 104551. [Google Scholar] [CrossRef]
- Stojković, J.R.; Turudija, R.; Vitković, N.; Górski, F.; Păcurar, A.; Pleşa, A.; Ianoşi-Andreeva-Dimitrova, A.; Păcurar, A. An Experimental Study on the Impact of Layer Height and Annealing Parameters on the Tensile Strength and Dimensional Accuracy of FDM 3D Printed Parts. Materials 2023, 16, 4574. [Google Scholar] [CrossRef]
- Bartosiak, R.; Kaźmierczyk, F.; Czapski, P. The Influence of Filament Orientation on Tensile Stiffness in 3D Printed Structures—Numerical and Experimental Studies. Materials 2023, 16, 5391. [Google Scholar] [CrossRef]
- Torre, R.; Brischetto, S.; Dipietro, I.R. Buckling developed in 3D printed PLA cuboidal samples under compression: Analytical, numerical and experimental investigations. Addit. Manuf. 2021, 38, 101790. [Google Scholar] [CrossRef]
- Kiendl, J.; Gao, C. Controlling toughness and strength of FDM 3D-printed PLA components through the raster layup. Compos. B Eng. 2020, 180, 107562. [Google Scholar] [CrossRef]
- Balderrama-Armendariz, C.-O.; MacDonald, E.; Espalin, D.; Cortes-Saenz, D.; Wicker, R.; Maldonado-Macias, A. Torsion analysis of the anisotropic behavior of FDM technology. Int. J. Adv. Manuf. Technol. 2018, 96, 307–317. [Google Scholar] [CrossRef]
- Mishra, P.K.; Senthil, P. Prediction of in-plane stiffness of multi-material 3D printed laminate parts fabricated by FDM process using CLT and its mechanical behaviour under tensile load. Mater. Today Commun. 2020, 23, 100955. [Google Scholar] [CrossRef]
- Somireddy, M.; de Moraes, D.A.; Czekanski, A. Flexural behavior of fdm parts: Experimental, analytical and numerical study. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 7–9 August 2012. [Google Scholar]
- Alaimo, G.; Marconi, S.; Costato, L.; Auricchio, F. Influence of meso-structure and chemical composition on FDM 3D-printed parts. Compos. B Eng. 2017, 113, 371–380. [Google Scholar] [CrossRef]
- Yao, T.; Deng, Z.; Zhang, K.; Li, S. A method to predict the ultimate tensile strength of 3D printing polylactic acid (PLA) materials with different printing orientations. Compos. Part B Eng. 2019, 163, 393–402. [Google Scholar] [CrossRef]
- Yao, T.; Zhang, K.; Deng, Z.; Ye, J. A novel generalized stress invariant-based strength model for inter-layer failure of FFF 3D printing PLA material. Mater. Des. 2020, 193, 108799. [Google Scholar] [CrossRef]
- Staab, G. Laminar Composites, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2015. [Google Scholar]
- Polilov, A.N. Eksperimental’naya Mekhanika Kompozitov (Experimental Mechanics of Composites); MGTU im. N. E. Baumana: Moscow, Russia, 2015. [Google Scholar]
- Zhao, Y.; Chen, Y.; Zhou, Y. Novel mechanical models of tensile strength and elastic property of FDM AM PLA materials: Experimental and theoretical analyses. Mater. Des. 2019, 181, 108089. [Google Scholar] [CrossRef]
- Fuchs, C.; Bhattacharyya, D.; Fakirov, S. Microfibril reinforced polymer–polymer composites: Application of Tsai-Hill equation to PP/PET composites. Compos. Sci. Technol. 2006, 66, 3161–3171. [Google Scholar] [CrossRef]
- Jin, Z.; Jia, L.; Ye, C.; Wang, W.; Zhang, H. Anisotropy of mechanical properties in directionally solidified Nb-Si alloys at room temperature compression. J. Alloys Compd. 2023, 934, 167937. [Google Scholar] [CrossRef]
- Yang, G. Experimental investigation of strength criteria for S-glass, E-glass and graphite fiber composite plate. Theor. Appl. Fract. Mech. 1994, 20, 59–66. [Google Scholar] [CrossRef]
- Gawryluk, J.; Teter, A. Experimental-numerical studies on the first-ply failure analysis of real, thin walled laminated angle columns subjected to uniform shortening. Compos. Struct. 2021, 269, 114046. [Google Scholar] [CrossRef]
- Vasiliev, V.V.; Morozov, E.V. Mechanics and Analysis of Composite Materials; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar]
- ISO 527-2:2012; Plastics-Determination of Tensile Properties-Part 2: Test Conditions for Moulding and Extrusion Plastics. ISO: Geneva, Switzerland, 2012.
- ASTM D-695; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA, 2023.
- ISO 527-1:2019; Plastics-Determination of Tensile Properties-Part 1: General Principles. ISO: Geneva, Switzerland, 2019.
- ASTM D-3518; Standard Test Method for In-Plane Shear Response of Polymer Matrix Composite Materials by Tensile Test of a ±45° Laminate. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D-7264; Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2021.
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of Porosity on Mechanical Properties of 3D Printed Polymers: Experiments and Micromechanical Modeling Based on X-ray Computed Tomography Analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Nozzle temperature, °C | 215 |
| Printing bed temperature, °C | 60 |
| Infill density, % | 100 |
| Printing speed, mm/s | 40 |
| Layer height, mm | 0.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krupnin, A.E.; Zakirov, A.R.; Sedush, N.G.; Alexanyan, M.M.; Aganesov, A.G.; Chvalun, S.N. Theoretical and Experimental Investigation of 3D-Printed Polylactide Laminate Composites’ Mechanical Properties. Materials 2023, 16, 7229. https://doi.org/10.3390/ma16227229
Krupnin AE, Zakirov AR, Sedush NG, Alexanyan MM, Aganesov AG, Chvalun SN. Theoretical and Experimental Investigation of 3D-Printed Polylactide Laminate Composites’ Mechanical Properties. Materials. 2023; 16(22):7229. https://doi.org/10.3390/ma16227229
Chicago/Turabian StyleKrupnin, Arthur E., Arthur R. Zakirov, Nikita G. Sedush, Mark M. Alexanyan, Alexander G. Aganesov, and Sergei N. Chvalun. 2023. "Theoretical and Experimental Investigation of 3D-Printed Polylactide Laminate Composites’ Mechanical Properties" Materials 16, no. 22: 7229. https://doi.org/10.3390/ma16227229
APA StyleKrupnin, A. E., Zakirov, A. R., Sedush, N. G., Alexanyan, M. M., Aganesov, A. G., & Chvalun, S. N. (2023). Theoretical and Experimental Investigation of 3D-Printed Polylactide Laminate Composites’ Mechanical Properties. Materials, 16(22), 7229. https://doi.org/10.3390/ma16227229