3.1. Measurement of the Primary Profile
Before a statistical evaluation in the STATISTICA 12.0 software (Tulsa, OK, USA), the outliers for individual laser powers and feed speeds were removed from the dataset of measurements of P-parameters—Pa, Pv, Pp, Pz, and Psm, and missing data were measured. In the first step, the input data matrix was evaluated using methods of descriptive statistics. The results of the descriptive statistics in the form of arithmetic averages and 95% confidence intervals of P-parameters can also be seen in
Figure 3 and
Figure 4.
Subsequently, a two-factor analysis of variance with interaction (ANOVA) was performed. The investigated factors were the feed speed and the laser power, which affect the size of the P-parameter values. These two factors affect the quality of the surface created by the laser. When using ANOVA, it is necessary to fulfill conditions of normality, equality of variance, and the independence of measurements. The normality of the distribution of random variable values for all groups (combinations of factors affecting the P-parameter) was tested using the Shapiro–Wilk test. The test results showed a Gaussian distribution of values. Equality of variance at individual factor levels as the second condition of ANOVA was tested using Levene’s test. As a result of the test, the null hypothesis about the equality of variances was not confirmed, which was probably caused by the cross-section irregularities of different sizes in the individual measured profile traces. ANOVA is a robust technique, meaning that assumptions can be violated to some extent, but it can still be applied. The most important assumption for the use of ANOVA is the Independence of the values of the measured quantity, IIch in our case, is sufficient to be evaluated by a logical assessment. The results of the analysis of variance with interaction can be seen in
Table 1. Based on these results, it can be concluded that all investigated factors—a type of wood, power, and feed speed—have a significant effect oI the investigated P-parameter in an interaction (
p = 0.000 except for the parameter Pv, where in the interaction between the type of wood and power,
p = 0.033). The effect of one factor is conditioned by the effect of another.
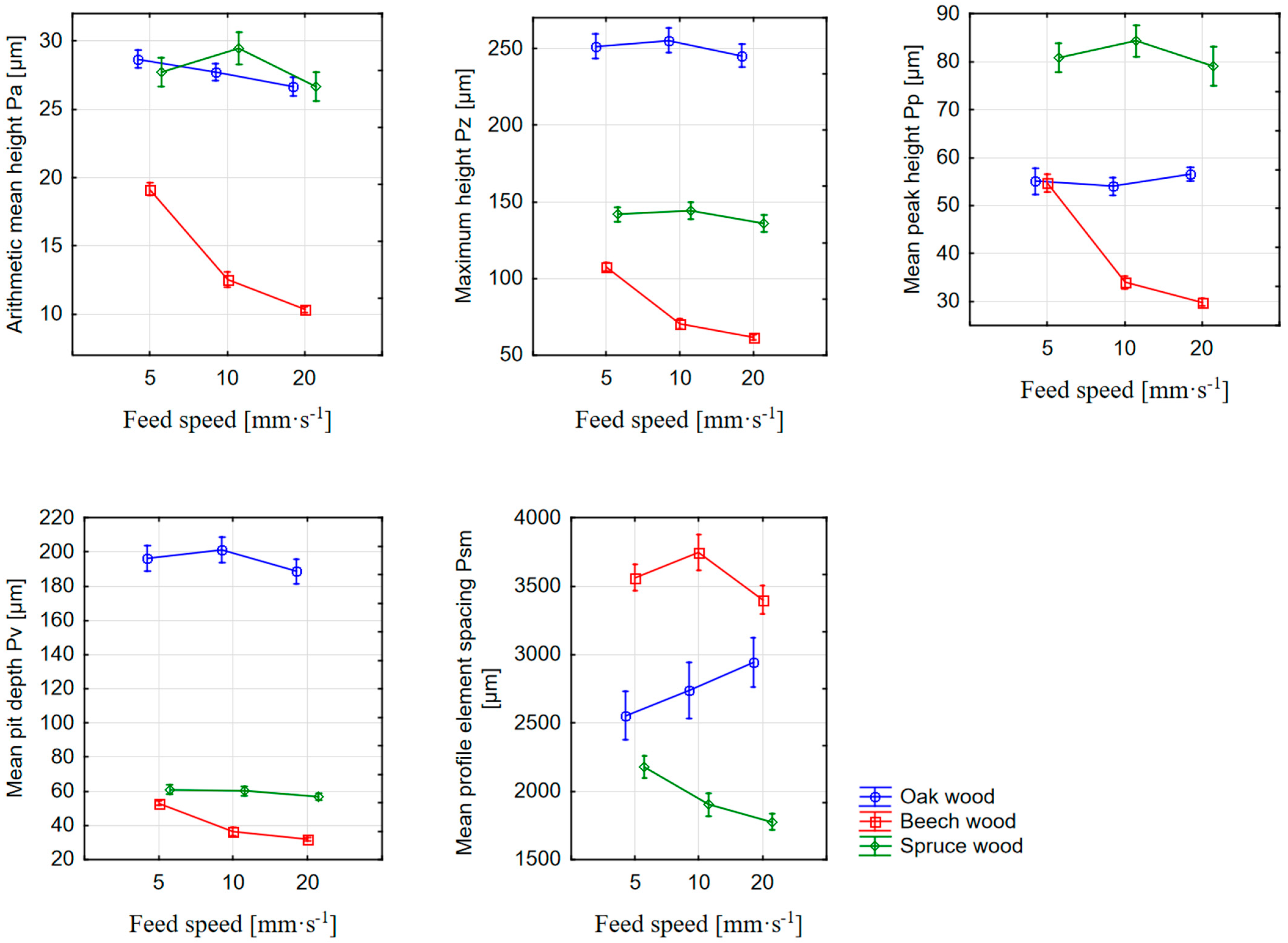
The basic premise of this paper on the influence of the feed speed was the decrease in the surface irregularities with an increasing feed speed. At a lower feed speed, the same intensity of the laser beam remains on the surface for a longer time, which leads to the degradation of the wood under the influence of the beam. More charred parts then create characteristic irregularities on the surface.
If the quality of the surface created by the CO
2 laser cutting is defined separately through the arithmetic mean of the Pa parameter values, based on
Figure 3, it is possible to state that the surface of the beech wood is of the highest quality. At the same time, Pa decreases with an increasing feed speed for all three types of wood. However, the issue of surface irregularities, which in this case are defined by the primary profile, must be understood in a broader context. As the arithmetic mean of the absolute values of the ordinate values, i.e., the height of the irregularities (value of the amplitude of the irregularities), Pa can be influenced by very deep dales or high hills in the irregularities. For this reason, there may be equality or great similarity in the values of the parameter Pa between different profiles. Therefore, it is necessary to supplement the measurements with other parameters, especially the amplitude parameters, which describe the heights of the individual parts of the irregularities (dales and hills).
The phenomenon wherein Pa values are approximately the same, but the height of the irregularities is significantly different, can be directly observed in
Figure 3 (difference in the irregularities between spruce and oak wood). The measurements show that the mean peak height (Pp) was measured with spruce wood. Since the primary profile is a “mix” of longer and shorter wavelength irregularities, the resulting Pp value will be the difference between the profile reference line and the less burned latewood as well as unburned protruding fibers (fuzziness of the cross-section surface). Since the biggest differences between the density of earlywood and latewood are in spruce wood, depending on the parameters of the laser cutting, the biggest peaks will also appear. The sum of these heights with the lower values of the mean pit depth of the dales is also the reason why the spruce wood surface has the second highest measured maximum height (Pz). In most cases (except for oak wood), the size of Pp decreased with an increasing feed speed.
With the Pv parameter, it is possible from
Figure 3 to observe a decrease in values with an increase in the feed speed. The parameter is related to the burnt earlywood (i.e., dale under the reference line of the primary profile) and to the depth of the cell elements on the cross-section. Higher values of the parameter at a lower feed speed can be justified by the longer-lasting intensity of laser radiation per unit area. Longer interaction between the beam and the wood structure caused a greater chipping of elements at the microscopic level and vice versa. The lowest Pv values for beech wood can be justified by the higher homogeneity between the nature of the earlywood and latewood compared to the spruce wood. However, the values measured for oak wood are significantly deviated. Since properties like those of beech wood can be expected, the sudden increase in values cannot be explained by the nature of the wood’s anatomy. To determine the causes of this phenomenon, it is necessary to subject the samples to a microscopic analysis of the surface.
The parameter Pz, defined as the sum of Pp and Pv, will be mainly related to irregularities between more burned earlywood and less burned latewood. From the graph below (
Figure 3), it can be observed that, at a higher feed speed, the earlywood did not have time to degrade due to the influence of the laser beam, which resulted in a decrease in the maximum height of the irregularities. The higher Pz values of spruce wood compared to beech wood are thus logically justified. The deviation of the values in the case of oak wood is in this case caused by the high Pv values, which in the sum of the values also caused an increase in Pz.
In addition to the amplitude parameters of the primary profile, Psm was also evaluated as a parameter based on the profile element. From the point of view of surface microscopy, it is mainly related to the width of the burnt part, which correlates with the density distribution within the individual annual rings. The size of the Psm will thus also be related to the width of the annual ring. In the case of spruce wood, its width is from 0.5 mm to 2 mm [
33]. For oak and beech wood, the width of the annual ring is from 2 mm to 5 mm. Again, Psm values were also measured in this range. From this point of view, the highest Psm value was measured for beech wood, whose annual rings had the largest width. At the same time, as the feed speed increases, the Psm values decrease for beech and spruce wood. From the measured values, however, it is not possible to determine the reason why the Psm values for oak wood increase with increasing feed speed.
From
Table 1, it follows that the factors relating to the type of wood and laser power are statistically significant and in mutual interaction. The increasing power of the laser causes a greater amount of energy delivered in the form of radiation to the surface of the wood. This causes the greater burning of individual particles associated with the formation of surface irregularities. When assessing the primary profile by the Pa parameter, it is possible to claim, based on
Figure 4, that with high-density wood, the increasing power also caused an increase in the Pa parameter. In addition to the difference between earlywood and latewood, this phenomenon can also be explained by the formation of burned-up melted parts, especially in the zone of denser latewood, which, as a form of irregularities, also increase the Pa parameter. The opposite situation occurred with spruce wood, where increasing laser power caused a decrease in Pa values. A possible explanation is that the higher output, and therefore the higher energy delivered to the cutting process, was able to increase the burning of the latewood, thus equalizing the difference between the earlywood and latewood zones.
The theory of the different effects of the laser beam on the zone of earlywood and latewood is also confirmed by the development of the values of the parameter Pz. They copy the development trend of the Pa parameter by the rate of increase and decrease. In this case, they also confirm the fact that, with approximately the same value of Pa, a different maximum height (Pz) can occur on the evaluated profile. From the graph below (
Figure 4), it can be concluded that the smallest irregularities were on the surface of beech wood, which from this point of view, can be considered the highest quality of the surface cut by the CO
2 laser. For a more detailed explanation of the Pz parameter, it is therefore important to examine the Pp and Pv parameters, i.e., the partial parts of the maximum height of the measured irregularities. Similarly, to the quantification of the influence of the feed speed, when a different power is applied to the surface of beech, spruce, and oak wood, the dose of energy in the form of a laser beam will have a different effect on the areas of earlywood and latewood.
In the case of the Pv parameter, there are no significant changes in beech and spruce wood due to the change in laser power. The spruce wood showed a higher Pv value compared to the more homogeneous beech wood, which again may be associated with earlywood, which appears as a dale below the reference line when evaluating the profile (the basis for the Pv parameter). As in the case of the influence of the feed speed on the P-parameter, the Pv values of the oak wood are the most deviated in this case. A sharp increase in values therefore needs to be subjected to a deeper microscopic analysis. As a result of the increase in the Pv parameter, the Pz values for oak wood also increased.
For the parameter Pp, different situations occurred in the three investigated types of wood. In the case of spruce wood, the protrusions (peaks) of the profile decreased with increasing laser power. A higher dose of energy delivered by the beam therefore smoothed the surface of the cross-section more. In the case of oak wood, there was a decrease in values at a laser power of 75%. Subsequently, however, with increasing power, the Pp parameter increased again, to a level of inequality slightly higher than at a power of 50%. In the case of beech wood, the Pp parameter showed an increase in profile peaks with increasing power. The phenomenon was probably caused by the greater burning of wood particles and approximately copies the development trend of the Pa parameter.
With an increasing laser power, there was also a change in the values of the Psm parameter. The highest values were measured for beech wood, where the width of the profile element again copies the annual growth of the wood and thus also the density distribution. Conversely, lower Psm values were measured for oak and spruce wood. In the case of beech and oak wood, the values of the Psm parameter decrease with increasing laser power. In the case of spruce wood, the individual annual rings had the smallest width, and therefore the alternation of peaks (latewood) and pits (earlywood) was more frequent. In this case, Psm values increased with increasing laser power.
In
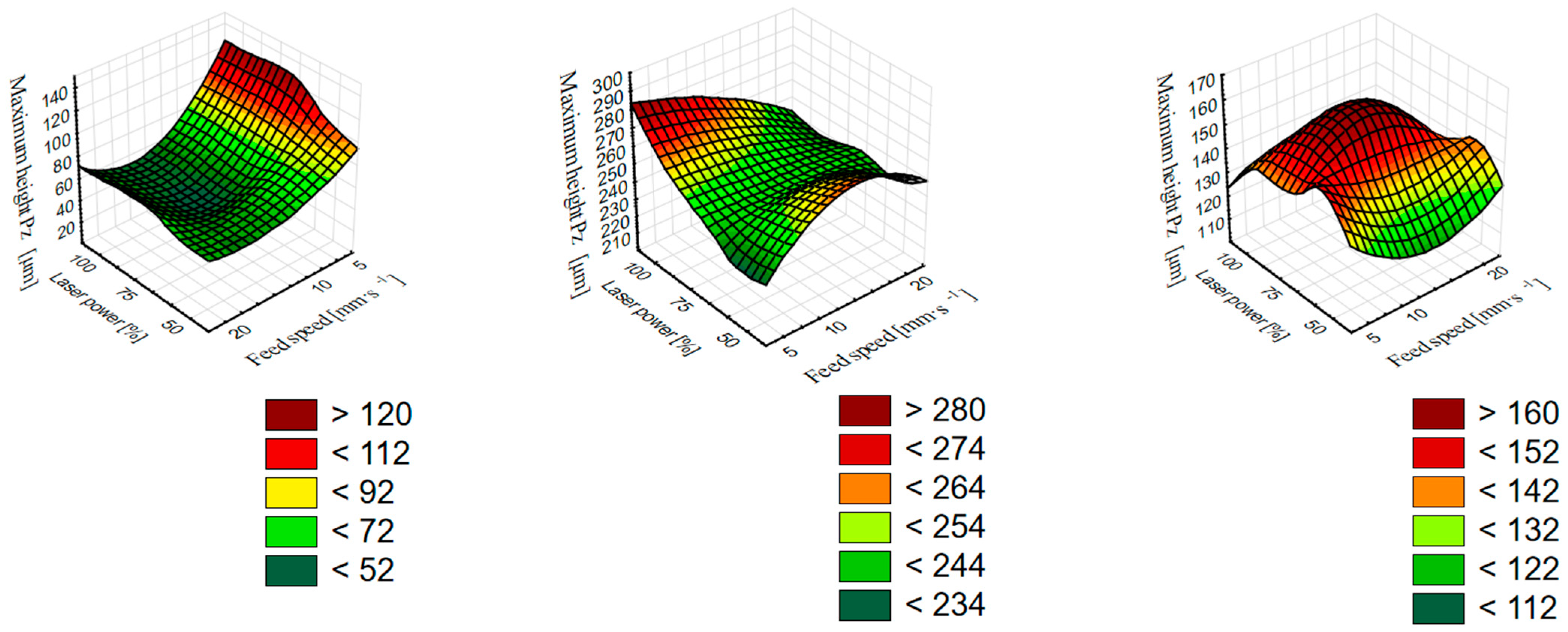
Figure 3 and
Figure 4, the effects of wood type and laser cutting parameters on primary profile parameters were analyzed using two-factor ANOVA. From
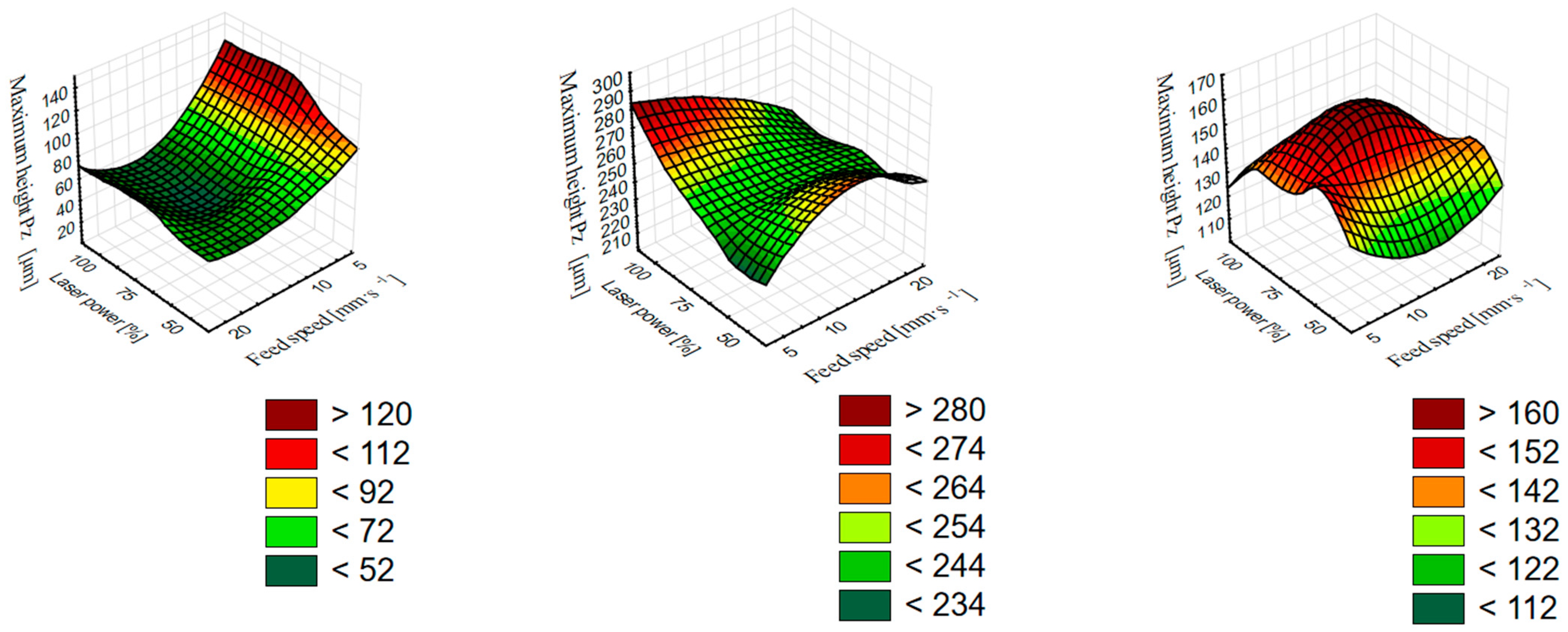
Figure 5, it is possible to see the interaction between both investigated factors—the feed speed and laser power on the Pz parameter (the interaction between these factors is statistically significant, with
p = 0.001). Pz was chosen for this model as an indicator of the total height of the irregularities between more burned earlywood and less burned latewood. Pz as a parameter thus includes both profile dales (cellular elements) and profile hills (melts on the surface). The 3D surface plots show the places with critical Pz values (red color) as well as the places where the height of irregularities is the smallest (dark green color). From the graphs, it is possible to characterize such a choice of laser power parameters and feed speed, where surface irregularities will be the smallest and vice versa. For beech wood, the graph shows the most optimal setting of 75% laser power and a feed speed between 10 and 20 mm·s
−1. For oak wood, it is a combination of 50% laser power and a feed speed of 5 mm·s
−1 or 100% laser power and 20 mm·s
−1. In the case of spruce wood, the lowest irregularities are at a combination of 50% laser power and a feed speed of 10 mm·s
−1. The chosen type of graph proves to be essential for research into the optimization of cutting parameters and for the clear identification of places with low or, on the contrary, critical surface irregularities. The interpretation of P-parameter values under the influence of individual factors was described in the previous sections.
3.2. Microscopic Analysis of the Cross-Section Surface after CO2 Laser Cutting
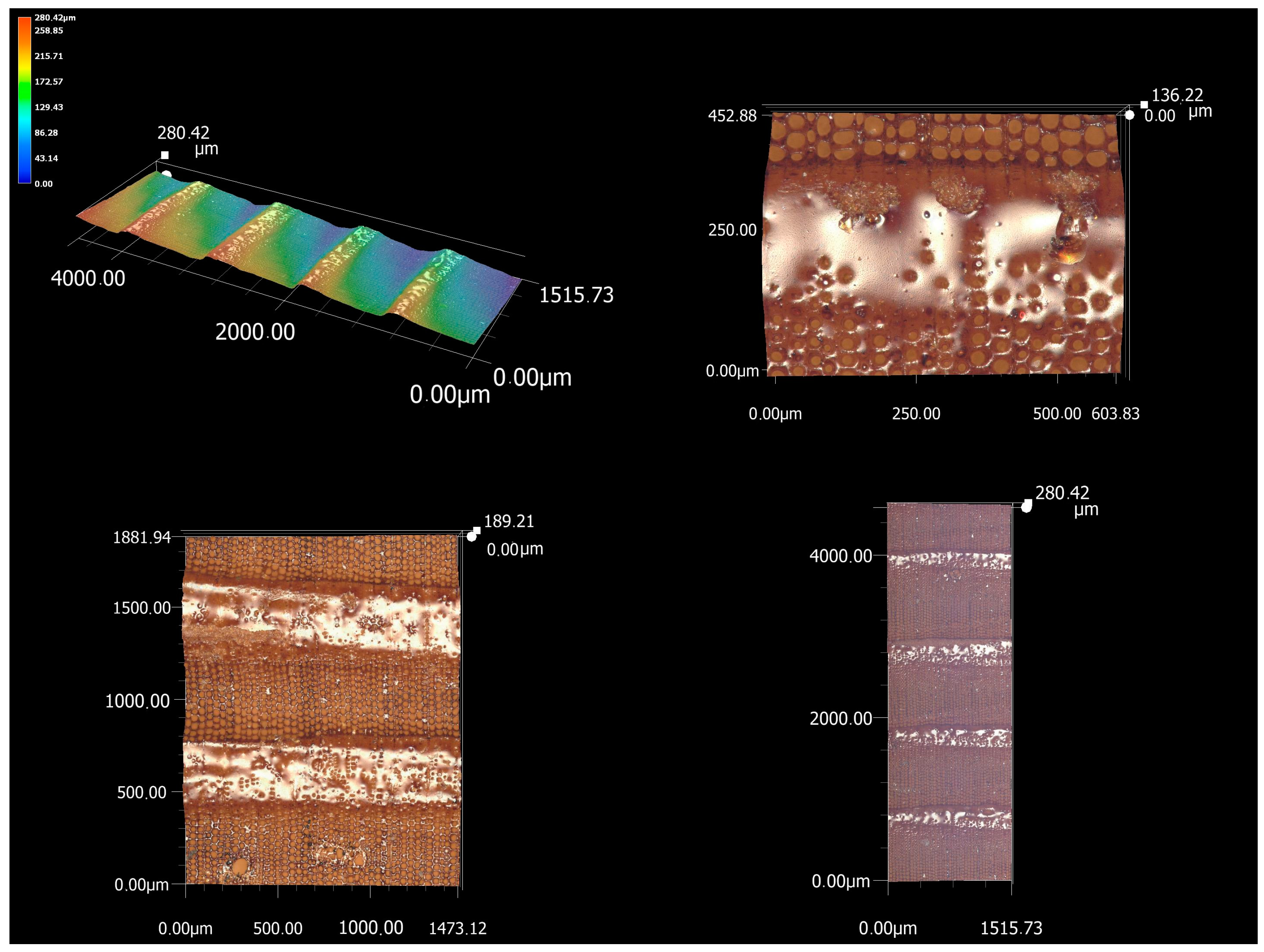
The results of the microscopic analysis of the cross-section are topographic images of the surface. They provide a deeper analysis of the dominant irregularities in this section as well as a mutual comparison of the cross-section surface of the three investigated wood species. At the same time, the analysis contains images with a very large magnification, on which it is possible to observe the interaction between the laser beam and the cellular elements present in this section. From
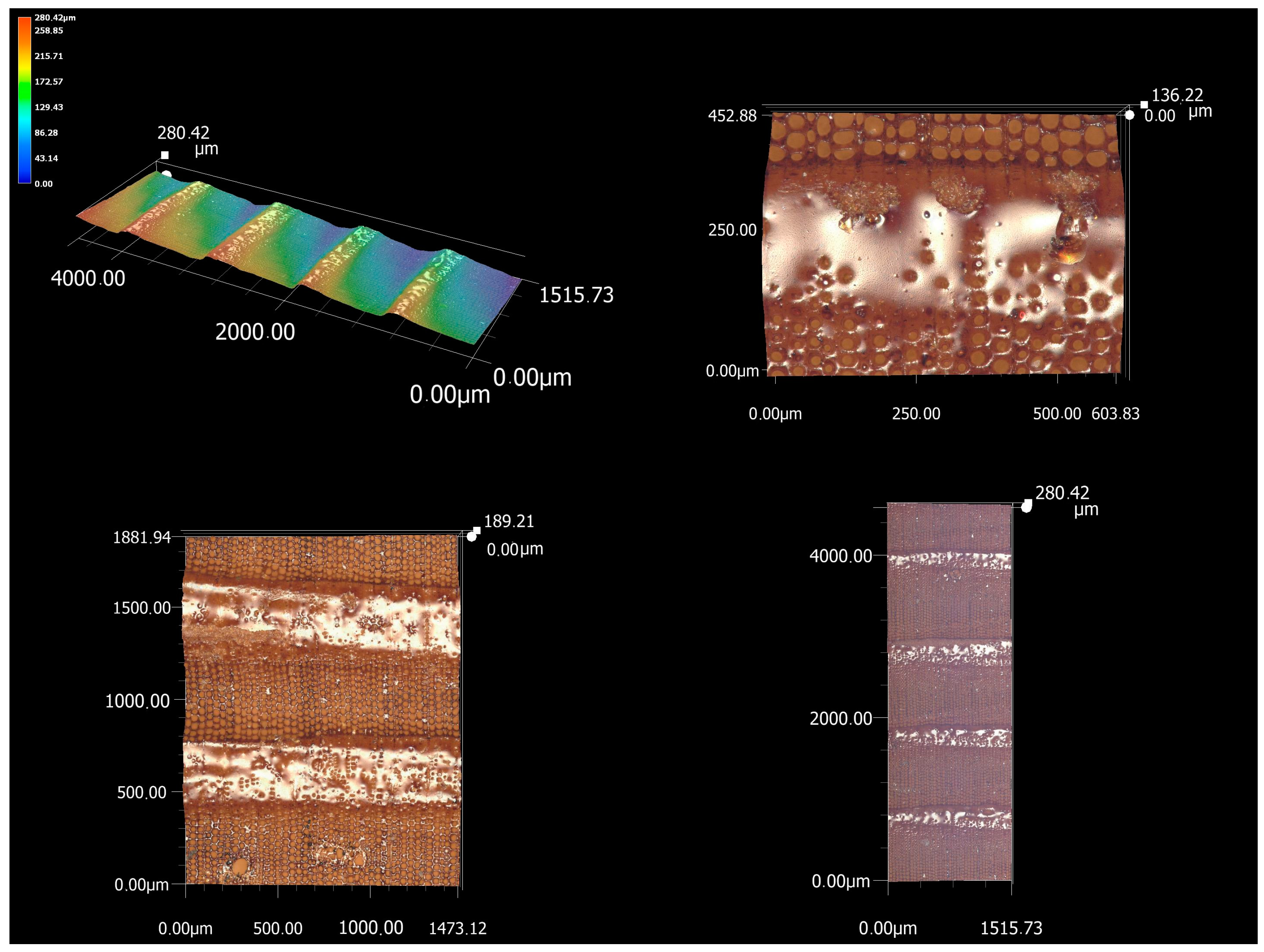
Figure 6, it is possible to observe a cross-section of oak wood. The dominating cellular elements are mainly very wide earlywood vessels, whose diameter could be reflected in the increase in Psm values. From the analysis, it is possible to observe a clearly separated zone of less burned latewood (wood with a higher density) and more burned earlywood. These periodically alternating peaks and dales were reflected in all amplitude parameters in the irregularity’s measurement.
At a 200× magnification (bottom left corner of
Figure 6), it is possible to observe clearly visible bands of laser-melted wood, which are mainly found in denser latewood. In the area of less dense earlywood, with unchanged cutting parameters, melted parts are only found in some places. The wood melt on the surface of the cross-section is the melted chemical components of wood, especially lignin. Lignin is primarily contained in the intercellular layer (middle lamella), which connects individual cells in wood. It is a thermoplastic substance that softens because of the very high temperatures of the laser beam on the machined surface. The laser beam itself can reach a temperature of over 650 °C when in contact with the surface of the wood [
31]. Under certain conditions, the molten mass could cover the cellular elements and partially smooth the surface. However, the topographic image of the surface in this case showed that the melts appear as microscopic peaks, which increase the irregularities of the evaluated surface. In the process of removing wood at the point of contact with the laser beam, the least stable chemical component—hemicelluloses and cellulose—is also degraded. The high temperature of the laser beam acting on these chemical components causes structural changes in polysaccharides, mainly consisting of the advanced deacetylation and degradation of hemicelluloses. The FTIR analysis of laser-cut surfaces clearly demonstrated the presence of processes such as hemicellulose degradation, possibly demethoxylation and advanced condensation in the lignin structure [
29]. The FTIR analysis of the laser-cut surface shows a lower content of polysaccharides and an increased content of lignin [
29,
30]. On the surface of the melt, it is also possible to observe circular holes through microscopic analysis. Most likely, these are places where carbon monoxide gases or water have leaked. These are immediately released from the cut site by the sublimation of the chemical components in the wood as a result of the high temperature achieved by the absorption of the laser beam energy [
31]. These hot gases also damage the surface of the wood [
34]. From the microscopic analysis, it is also possible to observe the significant charring of the laser-treated surface.
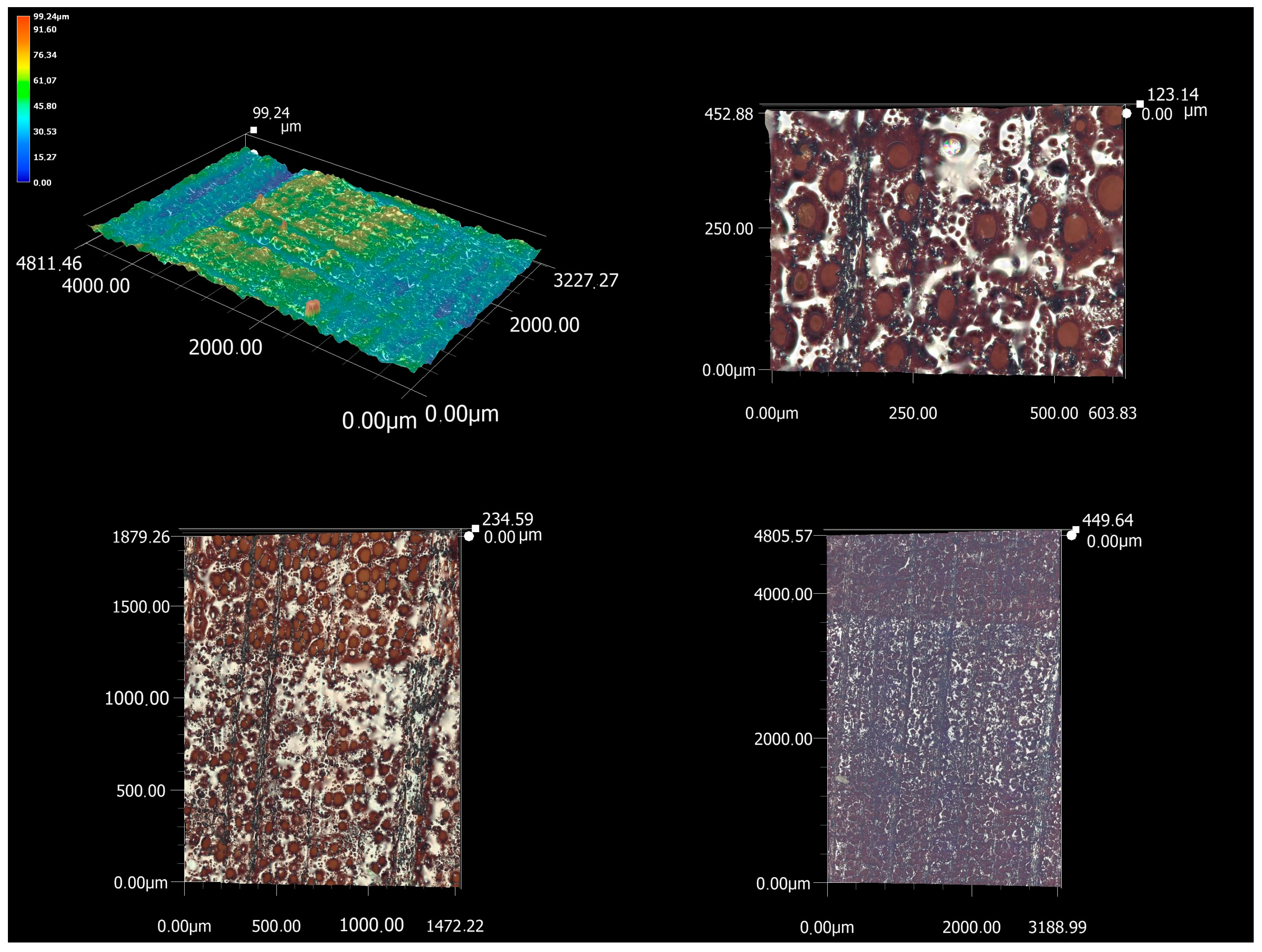
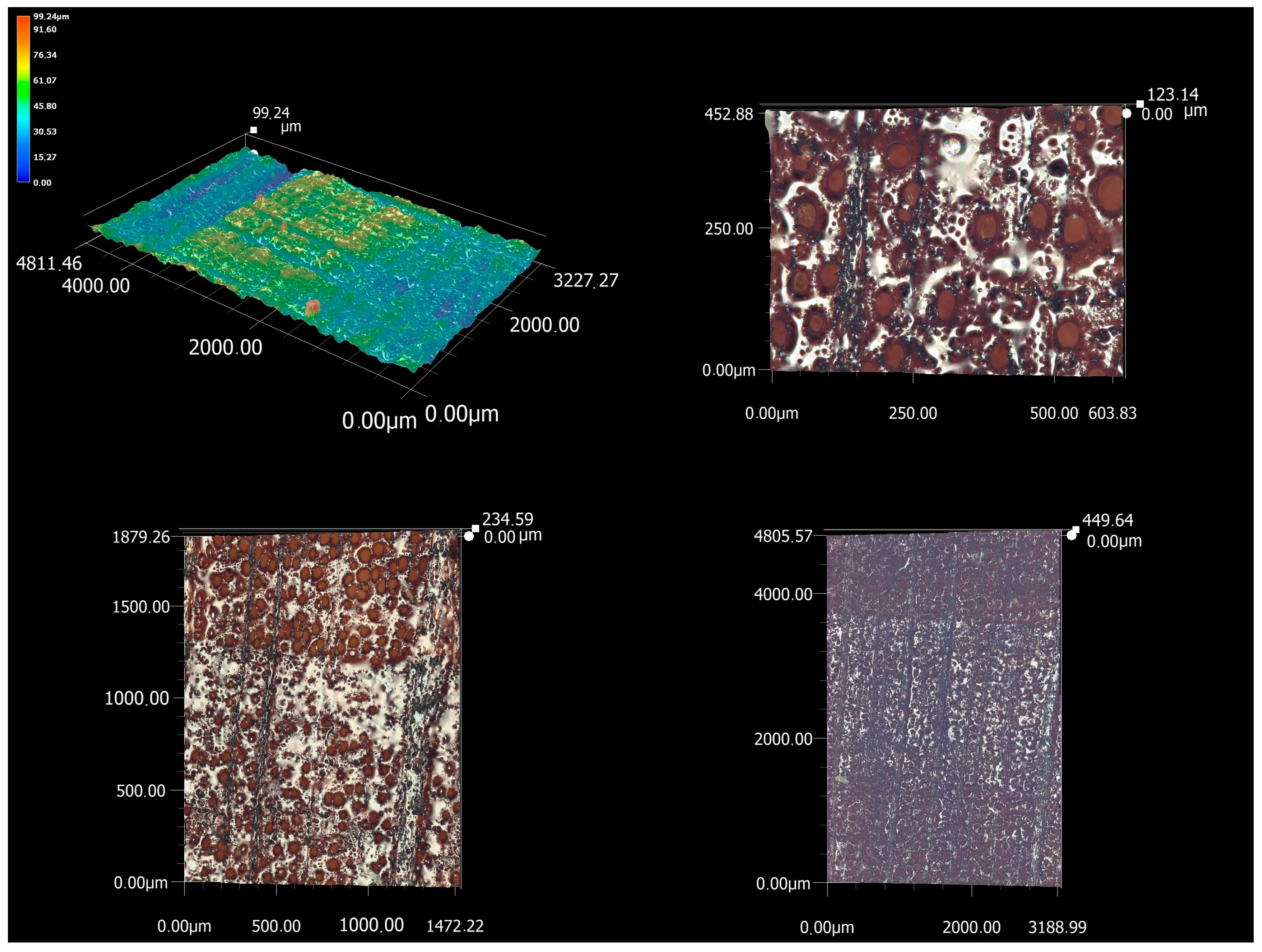
Microscopic analysis of spruce wood showed very significant height differences in the cross-section (
Figure 7). When investigating the influence of the feed speed and laser power, these became the cause of high values of the parameters Pp, Pv, and thus also Pz. From the analysis of the shape of the primary profile as well as the topographic image of the microscopic analysis itself, it is possible to see the gradual burn-off of the material in earlywood and the subsequent height jump in latewood, the burn-off of which is not so pronounced. This phenomenon is caused by the different densities of earlywood and latewood [
35]. The density of earlywood is on average around 390 kg·m
−3 according to [
36] and 240 kg·m
−3 according to [
33], while the density of latewood is 640 kg·m
−3 according to [
36] and 604 kg·m
−3 according to [
33]. In both cases, latewood has a significantly higher density. The structure of spruce wood results in a gradual thinning of tracheids lumens towards latewood and a gradual increase in the thickness of the cell wall. With a thicker cell wall, its individual parts also grow, i.e., those with a higher proportion of lignin—the primary wall. During thermal degradation by laser beam, lignin softens and melts, which ultimately leads to the “flooding” of the surface with a honey-like consistency. Less burnt latewood is thus made up of densely stacked thick-walled tracheids, the burning of which requires a higher amount of energy.
With a constant dose of energy supplied to the volume of material in the process of creating a kerf, the significantly different density of wood within the annual ring is also manifested through significantly different values of thermophysical properties, which are strongly dependent on the density of the wood [
37,
38,
39]. In this case, the difference in the thermophysical properties is responsible for the intensity of the heat removal process from the cut site. In the case of earlywood with low density, the significantly lower value of thermal conductivity is responsible for slow heat dissipation and its accumulation at the cut point. The surrounding structures around the place of formation of the cutting kerf act as insulation, as a result of which there is a significant increase in temperature and the thermal degradation of the material. The result is the removal of a larger volume of material, and an increase in the irregularities of the surface. In the case of latewood with a significantly higher density, the thermal conductivity also increases, as a result of which the heat created by the interaction of the laser beam with the material is significantly better dissipated to the more distant structures of the material and there is no increase in temperature. The result is a smaller volume of degraded material in latewood. Due to significant differences in the density of spruce wood, this process is one of the causes of large differences in the surface topography of the cutting surface, or surface quality indicators.
In the case of spruce wood, the effect of the laser on earlywood and latewood is differentiated, as represented by a sharp visible border. On one side, little carbonized earlywood is present, without the occurrence of melts, with dark cross-cut coils. On the other hand, latewood, unlike oak latewood, is melted almost over the entire surface and creates shiny strips of melt. These were also captured during microscopic analyses of other coniferous wood species [
29]. Such a melt will likely prevent the further carbonization of the surface, and for the future degradation of not only the layer of melt, but also the layer of wood “below” it, it will be necessary to supply more energy and increase the heat (the melt will most likely be mostly made up of more heat-resistant lignin than polysaccharides). This can be achieved with a higher power of the laser beam, which confirms the measured fact that with a higher power of the laser, the Pp parameter will subsequently decrease—the melt and part of the latewood will burn off, thereby reducing its height and thus the height of the profile hills. Since the rate of decrease in Pv at higher power is not so significant, ultimately, the higher laser power caused a decrease in the maximum height of the irregularities—Pz.
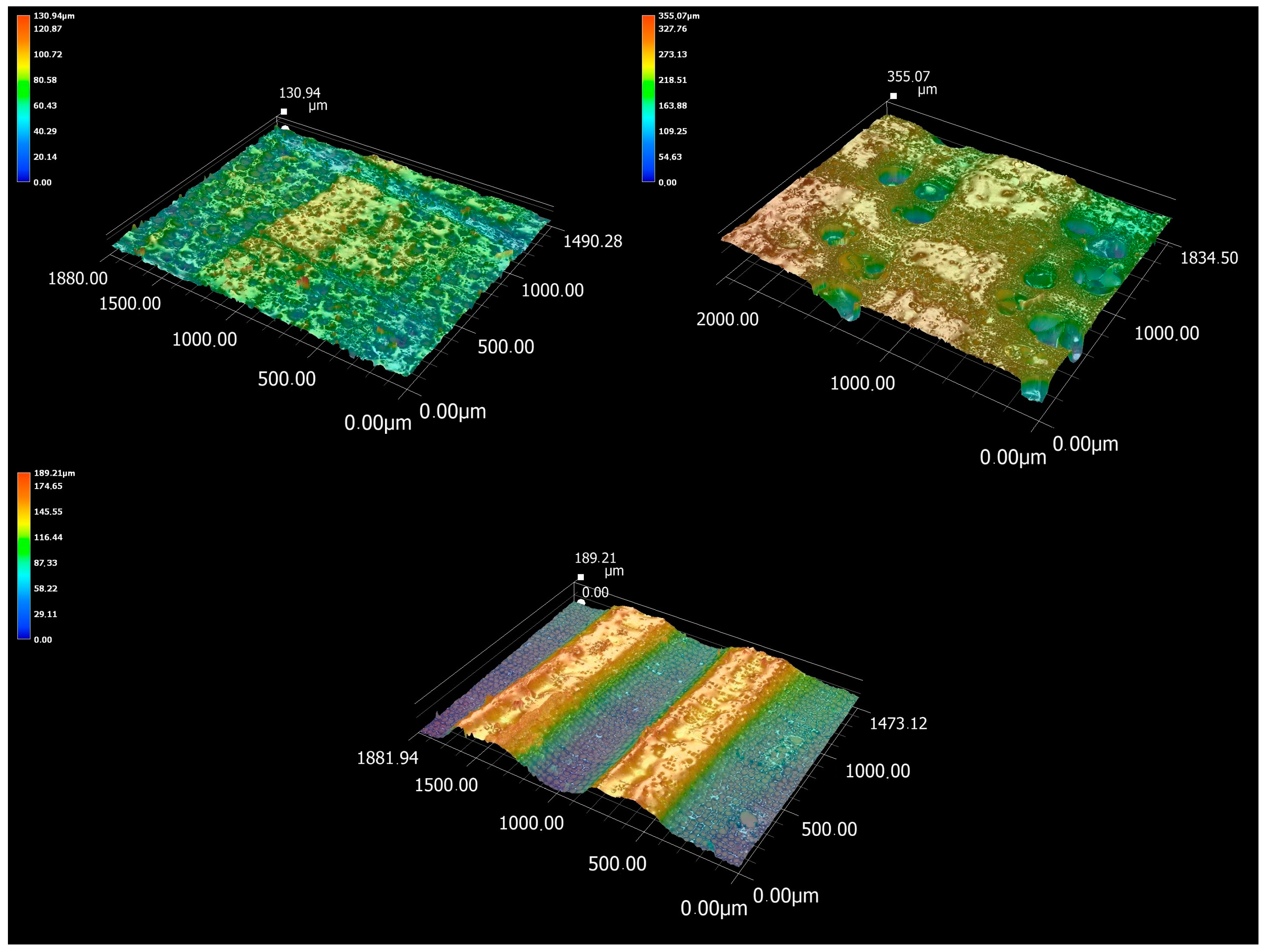
Beech wood subjected to microscopic analysis is characterized by higher homogeneity between the earlywood and latewood (
Figure 8). There is not a sharply defined zone of less burnt latewood and more burnt earlywood. For this reason, the lowest values of the height of the irregularities were measured when measuring the Pz parameter. According to the measurements of the parameters of the primary profile, beech wood is thus the smoothest surface created by CO
2 laser cutting. However, its surface is largely carbonized.
The rate of irregularities distribution will also be closely related to the rate of melt formation. Their distribution on the surface is irregular, scattered, and flows from the structure of beech wood as a characteristic diffuse-porous type of wood. From the detail of the microscopic analysis, the melts are located between the wide vessels, i.e., around thick-walled wood fibers. The degree of their melting is so high that, even in the case of microscopic analysis, it is impossible to capture them. In addition to the raised melts, the cross-section of beech wood also contains rays, which, compared to the surrounding cellular elements, form dales on the surface.
3.3. Microscopic Analysis of Cut Cell Elements
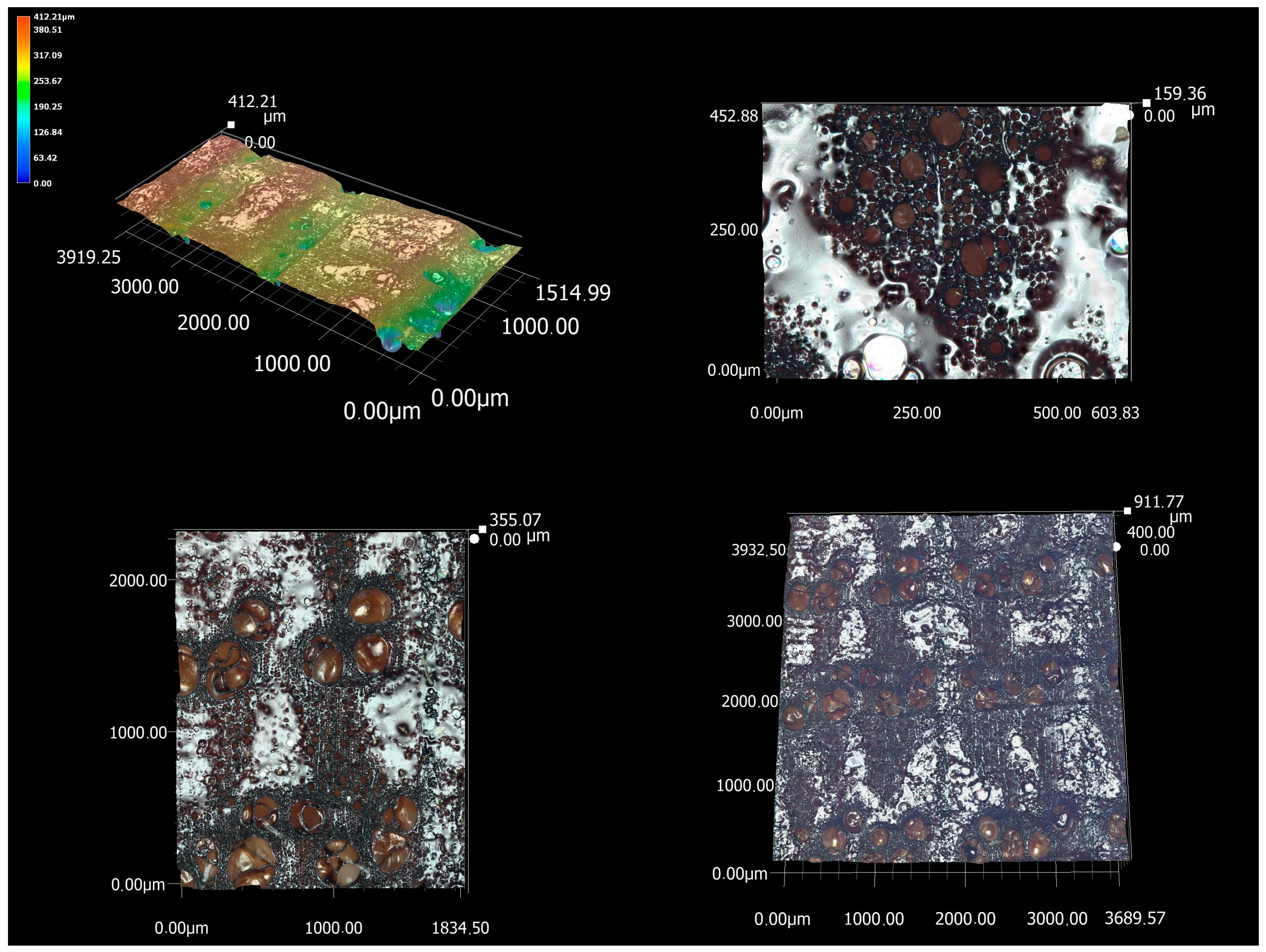
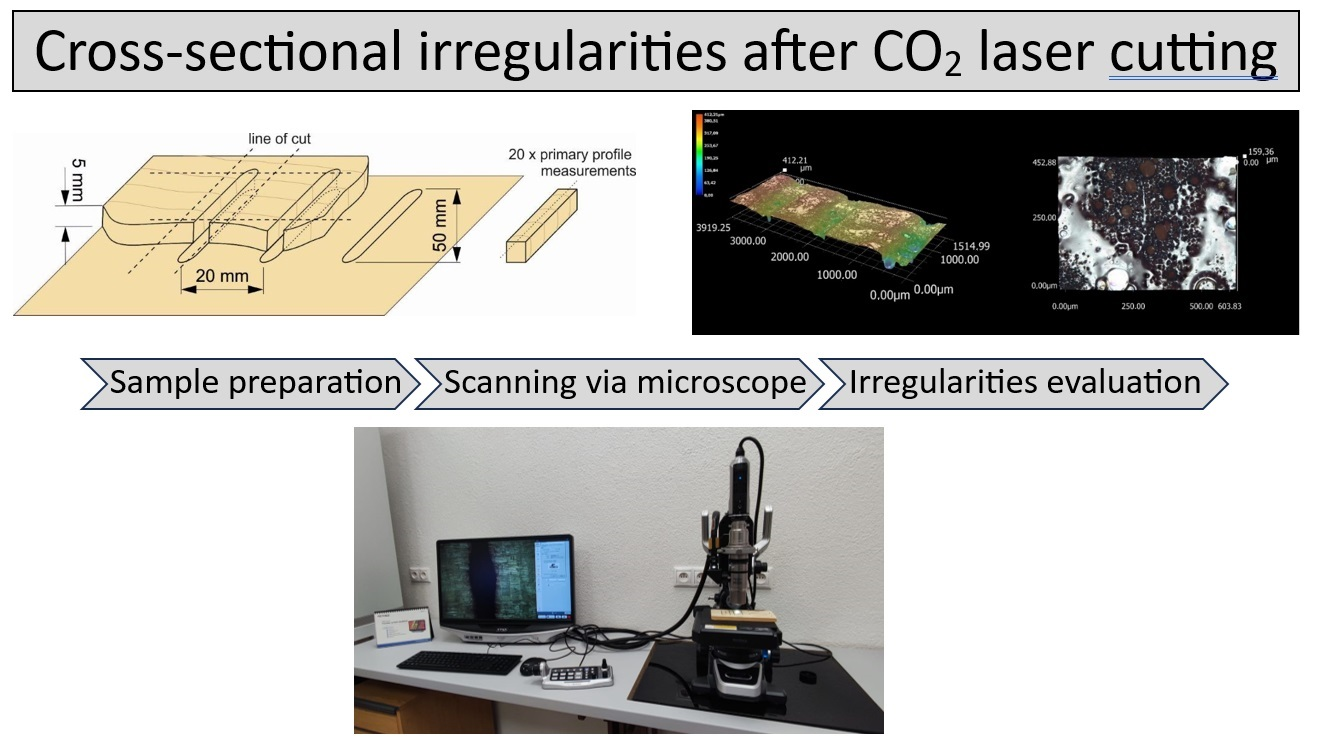
After the measurement of P-parameters and microscopic analysis with topographical images of the CO
2 laser-treated surface and the images of melts at a greater zoom, an additional microscopic analysis was performed focusing on the cut cell elements (
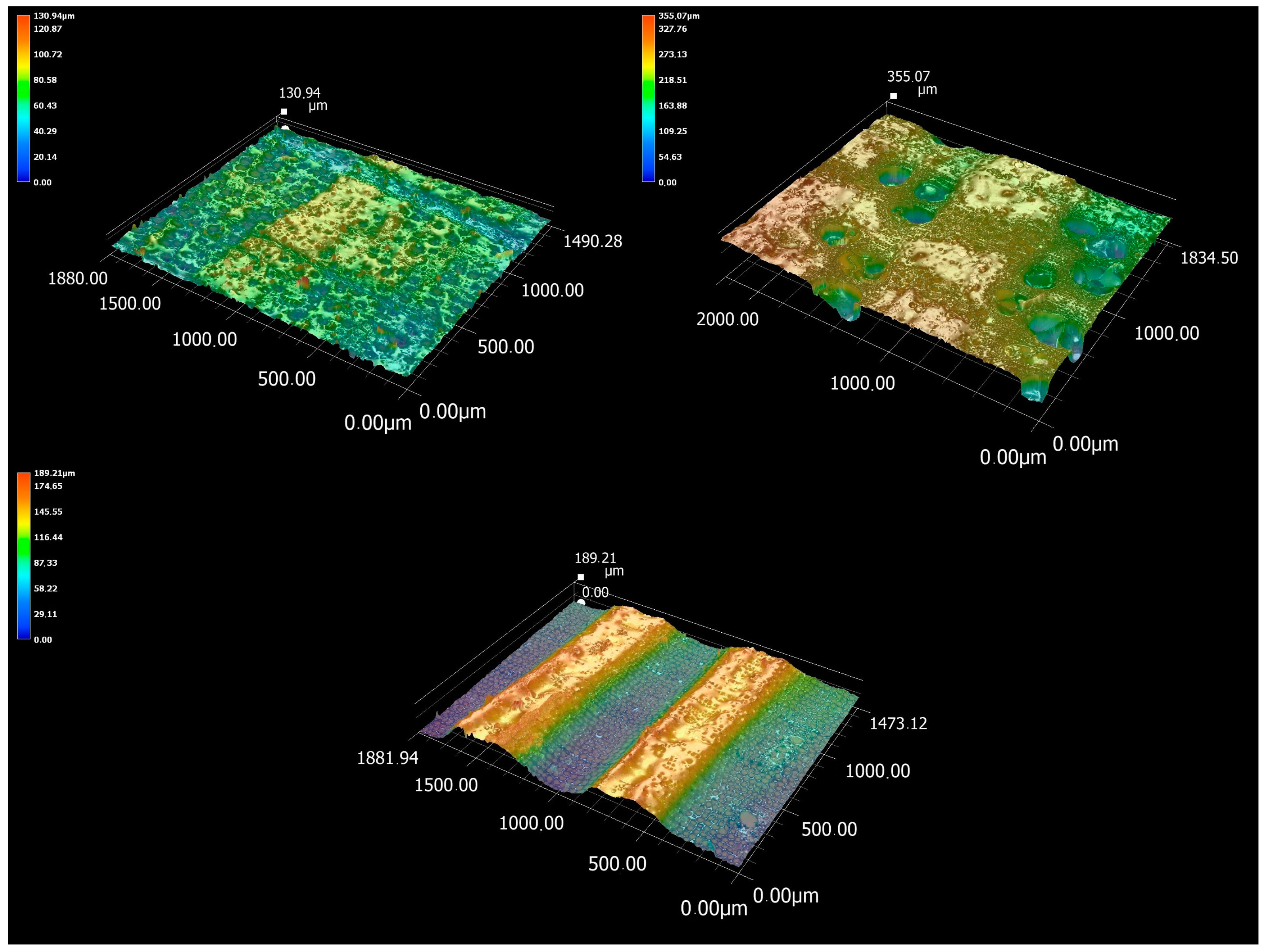
Figure 9). The result of the analysis is a detailed representation of the cross-section surface cut by the laser. As can be seen from
Figure 9, the height of irregularities was color-coded to scale. Dark blue areas are the lowest points on the scanned surface, as represented by the depth of the cross-cut elements. The red points are the highest points, as represented by the area of less burnt earlywood, specifically the frequent melts present. The analysis shows that the greatest height of irregularities is in oak, but is lower in spruce, and smallest in beech wood. With oak wood, it is possible from
Figure 9 to observe the depth of individual vessels, which will significantly affect the amplitude P-parameters (Pp, Pv, and Pz). With spruce wood, the height difference between earlywood and latewood can be observed in particular. In the case of beech, the difference between earlywood and latewood is smaller, and the wood is slightly more homogeneous. The height of the irregularities on the topographic map is mainly caused by the fuzziness of the cut surface, i.e., fibers protruding from the laser-burned part.
However, with the investigated types of wood (especially beech and spruce wood), it is possible to observe that the actual depth of the transversely cut cell elements was not captured by the microscope. The reason is that the scanning range, the depth of field, as well as the working distance of the lens do not allow focusing on the “end” of the cut cellular elements. This error inherent in the measuring device was also caused by the fact that there is no surface inside the hollow cell elements from which the coaxial illumination of the microscope would be reflected. Without reflection, it is not possible to create an image with a CMOS sensor in a digital camera. The evaluated topographical surface thus appears to the device as “shallow”. The opposite case is oak wood with a high proportion of vessels with tyloses, from which the light was reflected back, which was reflected in the recording of the depth with a microscope. The mutual comparison of these types of wood thus becomes significantly distorted. A similar complication can also occur with stylus profilometers, when the tip of the measuring device “does not reach” the “end” of the cell elements and subsequently evaluates the values deviated from the actual state.
When evaluating the irregularities of the surface, it is necessary to use filters to define the wavelength by which we define the investigated irregularities. In this case, the cut cell elements represent an irregularity with a shorter wavelength, falling into the roughness region. On the contrary, the irregularities between more burnt earlywood and latewood have a longer wavelength, which means that, in the evaluation, they reach the area of waviness (anatomical waviness). Since the digital microscope did not capture cellular elements such as dales on the surface of beech and spruce wood, the imaged profile becomes “smoother” without short-wave components. This results in a significant distortion, especially of the amplitude P-parameters. In the case of oak wood partially, it represents a real surface; however, in the cases of beech and spruce wood, they cannot evaluate the hollows of cellular elements. The original assumption about the dependence between the short-wave components of the primary profile and the laser cutting parameters is thus limited to minor irregularities due to melts or the unburnt fuzziness of the surface, which, however, do not cause significant differences. The dominant irregularities of the cross-section thus become an anatomical waviness caused by more burnt earlywood and less burnt latewood. The latter falls with a longer wavelength into the area of the evaluation of waviness. It is caused by the different effects of laser radiation energy on earlywood and latewood, which is probably related to the difference in density of these two zones as well as to the different structures. One of the possible solutions to the research of cross-section irregularities after CO2 laser cutting is to focus on the evaluation of W-parameters, specifically the amplitude parameters of the waviness (maximum height of wave, arithmetic mean hIht, …). The mutual comparison of oak, beech, and spruce wood would not be distorted by differently recorded cellular elements. When measuring waviness, these would be attenuated by using an L-filter (λc), while form errors caused by laser cutting inaccuracies would be removed by an F-filter (λf).
However, the advantage of evaluating the irregularities with the primary profile turns out to be essential, with possible use especially on the radial or tangential section. The presented methodology is innovative because it can evaluate the complex effects of wood anatomy and laser cutting parameters on the surface, which is very important in woodworking. However, its certain negatives stem from the fact that, for the optimization of the cutting process, it is necessary to separately investigate the surface waviness component, which will become the subject of future research. Another advantage of the evaluation of the primary profile is the non-distortion of the surface profile by individual filters (λc, λf). The results thus reflect the real irregularities measured on the surface and lead to more accurate mutual comparisons.
The contribution of the presented paper was the definition of the quality of the surface (quantified through P-parameters) affected by the cutting conditions of the CO
2 laser, the identification of the dominant surface irregularities, and the explanation of their causes in relation to the anatomical structure of the wood. The submitted paper mapped the origin of irregularities down to the microscopic level of wood. In this respect, our findings agree with the works by Kúdela et al. and Gurau et al. [
29,
30], who described the interaction between the laser and wood as a material through the microscopic structure (interaction with cell elements and cell walls). The work by Gurau et al. [
29] also confirmed the decomposition of chemical substances at the submicroscopic level through FTIR analysis. This presented paper, in turn, expanded the mentioned issue with microscopic analysis and 3D topography of the surface. The analysis clearly showed the origin of the dominant cross-section irregularities. This paper also reached the same conclusions in the field of wood sublimation, burning, and formation of characteristic melts.
The presented paper is of benefit to the field of wood processing, as it explains the phenomena arising in laser cutting as a chipless method of wood cutting. The work explained in detail the statistical significance of the input parameters and their influence on the surface quality. At the same time, this article is a prerequisite for further research into cutting parameters and their modeling in relation to the quality of the created surface. The article investigated the action of the CO
2 laser at lower feed speeds and lower powers, compared to the works of other authors [
16,
29,
30]. From the results, it is possible to clearly determine which values of the feed speed and power parameters achieve the most optimal quality. The measured results confirm the claim that the quality deteriorates (the roughness parameters increase) with an increasing CO
2 laser power, [
30]. Rezaei et al. [
16] also confirmed the improvement in the quality of the surface of beech wood with a moisture content of 8% with an increasing feed speed of the laser.
It follows from the works of the mentioned authors thaI surface irregularities are a feature strongly influenced by individual anatomical directions. This phenomenon results from anisotropy in relation to the different wood structures in the given directions. This greatly complicates predicting the effect of laser cutting parameters on the surface. A general question in the field of evaluating surface irregularities is the separation between anatomical irregularities related to the structure of the wood (and thus also anatomical directions) and processing irregularities, arising from the phenomena of the cutting process. Possible solutions result from Abbot’s curve [
40] and the resulting parameters Rpk, Rk, and Rvk [
29,
41]. Rk is considered a parameter primarily related to the irregularities created by the cutting process, which is least related to the anatomical structure. Conversely, Rpk is related to surface fuzziness and Rvk mainly to deep pores. Evaluation through these parameters thus gives the closest answer to the question of what surface irregularities were caused by CO
2 laser cutting. At the same time, the parameter Rk shows the highest values of the coefficient of determination and is thus suitable for predicting the effect of the laser on the surface. In the presented paper, these parameters were not measured, since the Keyence digital microscope as a measuring device does not allow their evaluation. Solving the question of the effect of wood anisotropy on surface irregularities will also strengthen prediction models. Yang et al. [
18] also dealt with an advanced solution for predicting the effects of CO
2 with a laser using a neural network. Another approach can be Gaussian random field modeling as a practical model [
42,
43]. However, each of the mentioned models first requires an initial set of measurements to determine the significance of the influence of individual parameters on surface irregularities.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}