


Microstructure of the Advanced Titanium Alloy VT8M-1 Subjected to Rotary Swaging

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
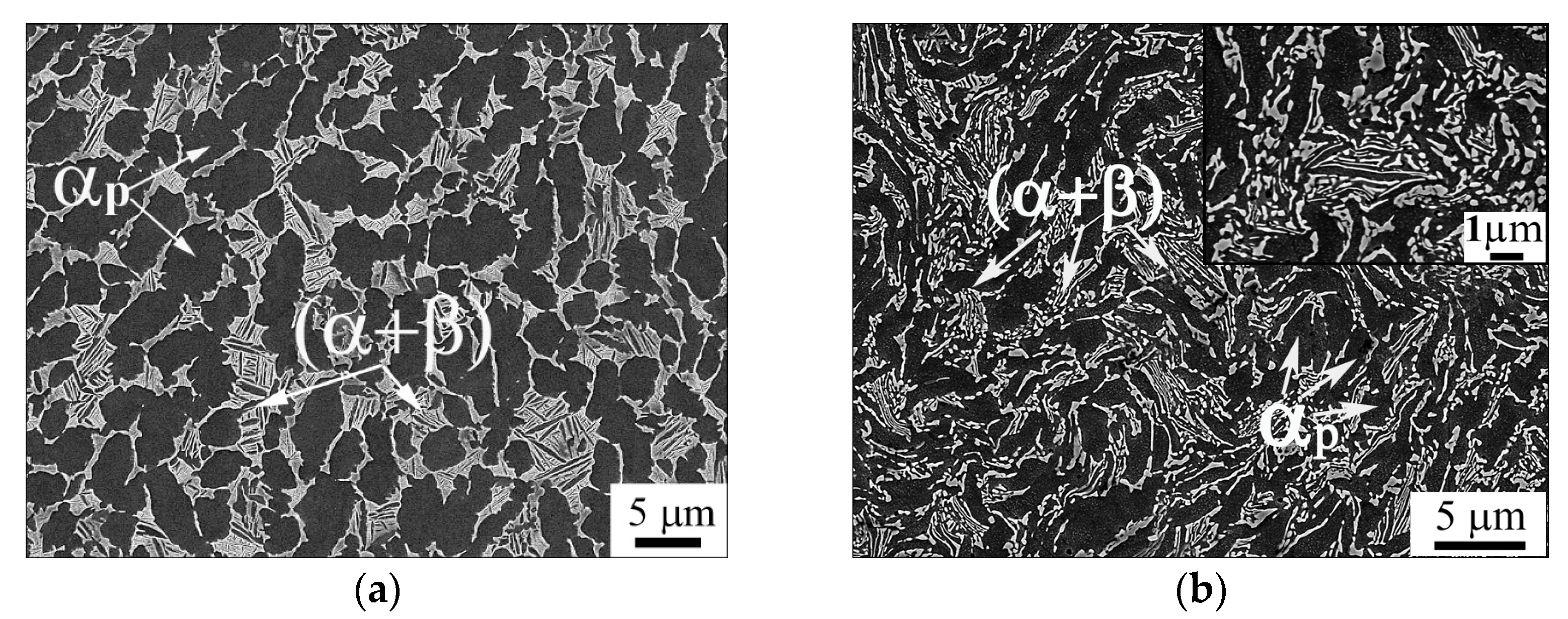
3.1. Microstructure Morphology
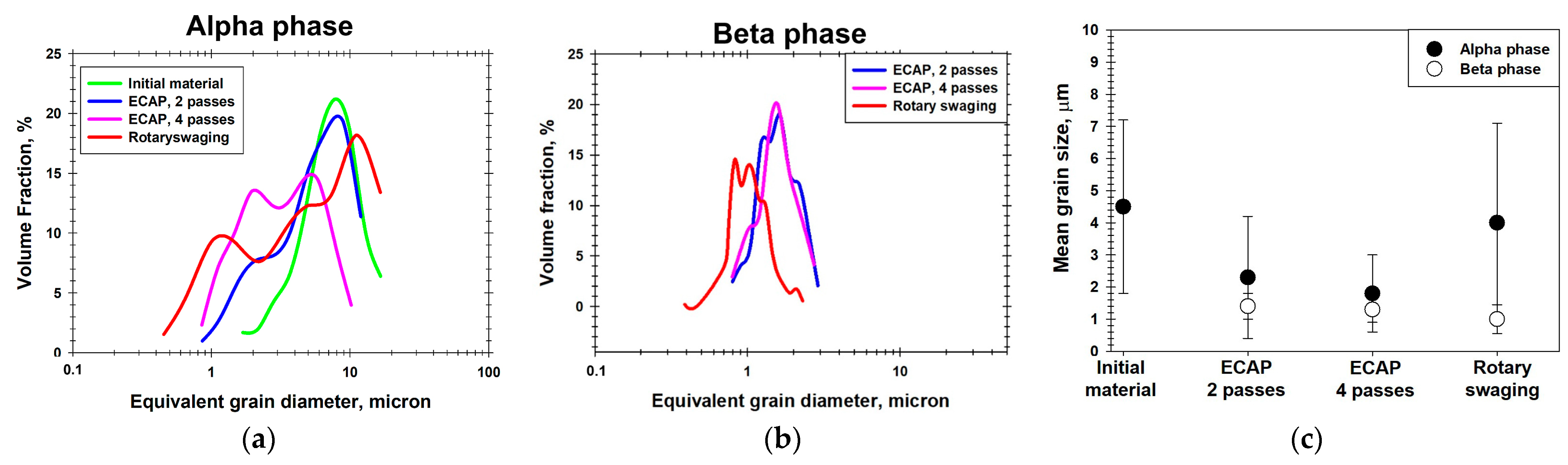
3.2. Grain Size Distribution
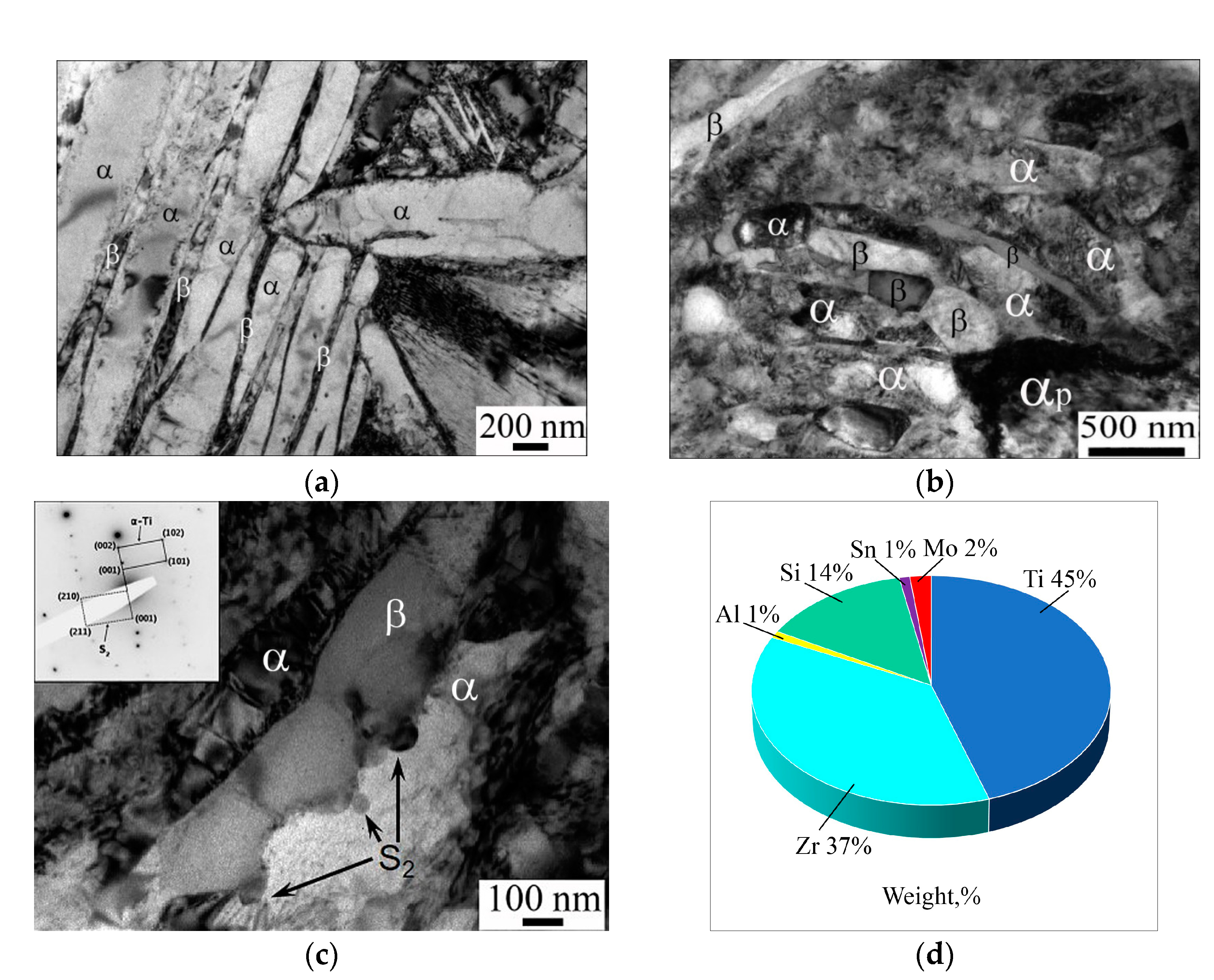
3.3. TEM Studies
4. Discussion
5. Conclusions
- During RS, a specific structure was formed, which consists of elongated grains of the primary α phase and ultrafine globular particles of α and β phases with an average size of 0.3 μm (TEM).
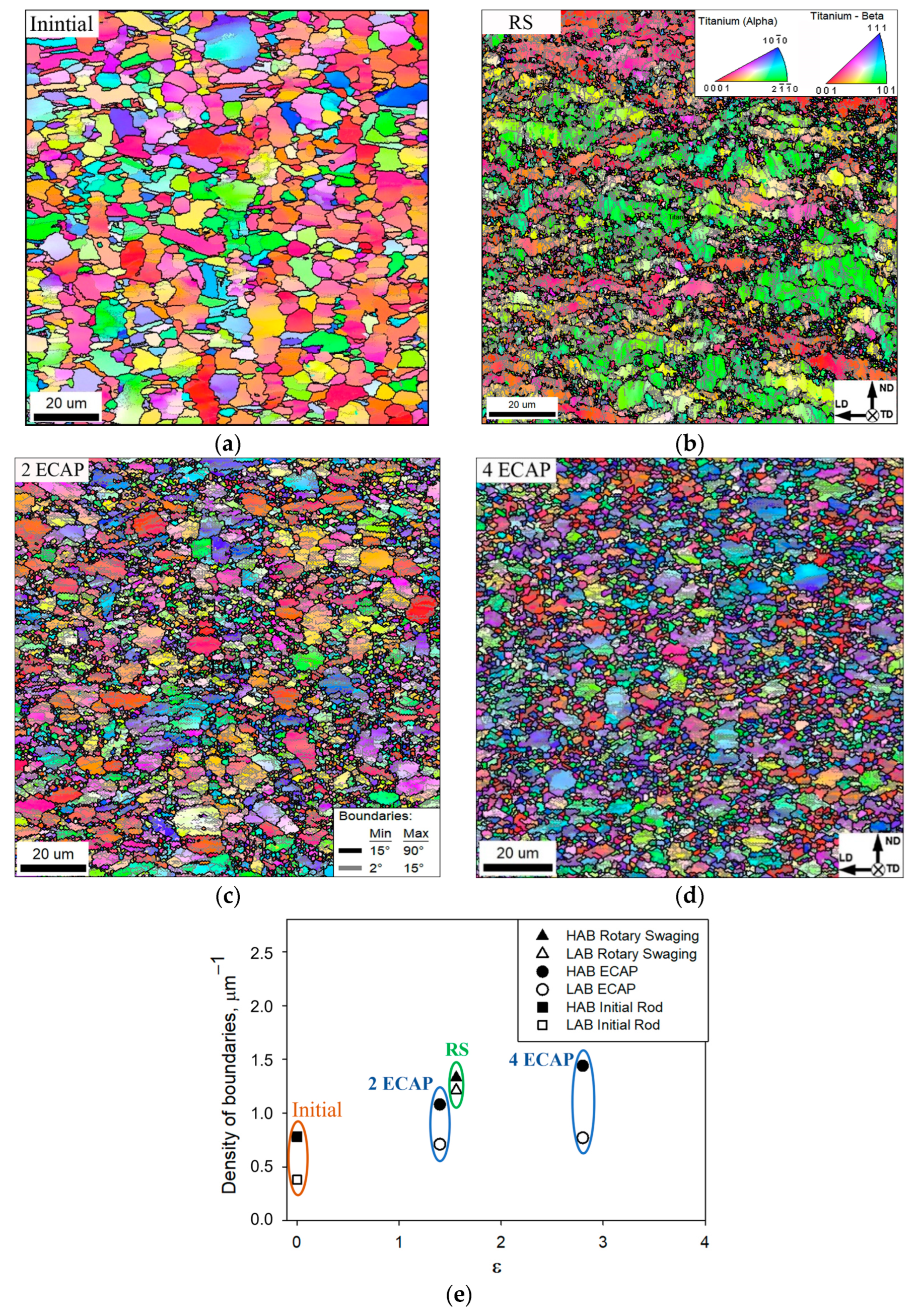
- The evolution of the primary α-phase during RS was characterized by the formation of predominantly low-angle boundaries according to the mechanism of continuous dynamic recrystallization. This led to an increase in the proportion of low-angle boundaries from 32% in the initial state to 49% after RS. The density of low-angle boundaries increased three times, from 0.38 µm−1 in the initial state to 1.21 µm−1 after RS. According to EBSD analysis, as a result of RS, the mean size of the primary α phase grains has decreased from 4.5 μm to 4 μm.
- Globularization of the lamellar α + β component was ensured by the boundary-splitting mechanism. The spheroidization process can be considered incomplete. Globularization of the lamellar component and the formation of new high-angle boundaries within the primary α-phase ensured an increase in the density of high-angle boundaries by almost two times, from 0.75 µm−1 in the initial state to 1.33 µm−1 after RS. The mean size of the globular particles of the β phase is 1 μm (EBSD-data).
- It is shown that microstructures after RS and ECAP are significantly different. An amount of 2 ECAP passes (ε = 1.4) provided a reduction in the size of the primary alpha phase from 4.5 μm in the initial state to 2.3 μm after ECAP, while the RS treatment (ε = 1.56) resulted in a reduction of the primary alpha phase size to only 4 μm. The average particle size of the beta phase after RS was 1 μm (based on EBSD data), whereas the average beta particle size after two passes of ECAP was slightly larger and amounted to 1.4 μm.
- It is shown that the processing of the VT8M-1 alloy by RS leads to the formation of a structure with a higher density of low- and high-angle boundaries as compared with the structure after ECAP processing. Such microstructural differences are caused by different kinetics of the development of continuous dynamic recrystallization and globularization processes.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Leyens, C.; Peters, M. (Eds.) Titanium and Titanium Alloys: Fundamentals and Applications; Wiley: Hoboken, NJ, USA, 2003; ISBN 978-3-527-30534-6. [Google Scholar]
- Kolachev, B.A.; Polkin, I.S.; Talalaev, V.D. Titanium Alloys of Various Countries; VILS: Moscow, Russia, 2000. (In Russian) [Google Scholar]
- Sabirov, I.; Enikeev, N.A.; Murashkin, M.Y.; Valiev, R.Z. Bulk Nanostructured Materials with Multifunctional Properties; SpringerBriefs in Materials; Springer International Publishing: Cham, Switzerland, 2015; ISBN 978-3-319-19598-8. [Google Scholar]
- Kim, G.; Lee, T.; Lee, Y.; Kim, J.N.; Choi, S.W.; Hong, J.K.; Lee, C.S. Ambivalent Role of Annealing in Tensile Properties of step-rolled Ti-6Al-4V with ultrafine-grained structure. Metals 2020, 10, 684. [Google Scholar] [CrossRef]
- Ratochka, I.V.; Naydenkin, E.V.; Mishin, I.P.; Lykova, O.N.; Zabudchenko, O.V. Low-temperature superplasticity of ultrafine-grained near β titanium alloy. J. Alloys Compd. 2022, 891, 161981. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, T.; Han, J.; Ren, Z.; Wu, R.; Sun, J. Achieving ultrafine grained structure in Ti-6Al-4V alloy by high strain rate deformation with a martensitic microstructure. Mater. Lett. 2019, 250, 46–50. [Google Scholar] [CrossRef]
- Mao, Q.; Liu, Y.; Zhao, Y. A Review on Mechanical Properties and Microstructure of Ultrafine Grained Metals and Alloys Processed by Rotary Swaging. J. Alloys Compd. 2022, 896, 163122. [Google Scholar] [CrossRef]
- Chuvil’Deev, V.N.; Kopylov, V.I.; Nokhrin, A.V.; Tryaev, P.V.; Tabachkova, N.Y.; Chegurov, M.K.; Kozlova, N.A.; Mikhaylov, A.S.; Ershova, A.V.; Likhnitskii, C.V.; et al. Effect of severe plastic deformation realized by rotary swaging on the mechanical properties and corrosion resistance of near-α-titanium alloy Ti-2.5 Al-2.6 Zr. J. Alloys Compd. 2019, 785, 1233–1244. [Google Scholar] [CrossRef]
- Mao, Q.; Chen, X.; Li, J.; Zhao, Y. Nano-gradient materials prepared by rotary swaging. Nanomaterials 2021, 11, 2223. [Google Scholar] [CrossRef]
- Yang, Y.; Chen, X.; Nie, J.; Wei, K.; Mao, Q.; Lu, F.; Zhao, Y. Achieving ultra-strong Magnesium–lithium alloys by low-strain rotary swaging. Mater. Res. Lett. 2021, 9, 255–262. [Google Scholar] [CrossRef]
- Knauer, E.; Freudenberger, J.; Marr, T.; Kauffmann, A.; Schultz, L. Grain refinement and deformation mechanisms in room temperature severe plastic deformed Mg-AZ31. Metals 2013, 3, 283–297. [Google Scholar] [CrossRef]
- Han, J.; Sun, J.; Song, Y.; Xu, B.; Yang, Z.; Xu, S.; Han, Y.; Wu, G.; Zhao, J. Achieving gradient heterogeneous structure in Mg alloy for excellent strength-ductility synergy. J. Magnes. Alloys 2021, 11, 2392–2403. [Google Scholar] [CrossRef]
- Klimova, M.; Boeva, M.; Zherebtsov, S.; Salishchev, G. Ultrafine-grained structure formation in Ti-6Al-4V alloy via warm swaging. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012070. [Google Scholar] [CrossRef]
- Tokar, A.A.; Lunev, V.A.; Dolzhenko, A.S.; Rybalchenko, O.V.; Morozov, M.M.; Yusupov, V.S.; Rybalchenko, G.V.; Odessky, P.D.; Dobatkin, S.V. Effect of rotary swaging on structure and properties of low-carbon steel. IOP Conf. Ser. Mater. Sci. Eng. 2020, 848, 012092. [Google Scholar] [CrossRef]
- Huang, A.H.; Wang, Y.F.; Wang, M.S.; Song, L.Y.; Li, Y.S.; Gao, L.; Huang, C.; Zhu, Y. Optimizing the strength, ductility and electrical conductivity of a Cu-Cr-Zr alloy by rotary swaging and aging treatment. Mater. Sci. Eng. A 2019, 746, 211–216. [Google Scholar] [CrossRef]
- Trojanová, Z.; Drozd, Z.; Halmešová, K.; Džugan, J.; Škraban, T.; Minárik, P.; Németh, G.; Lukáč, P. Strain Hardening in an AZ31 Alloy Submitted to Rotary Swaging. Materials 2020, 14, 157. [Google Scholar] [CrossRef] [PubMed]
- Meng, A.; Chen, X.; Nie, J.; Gu, L.; Mao, Q.; Zhao, Y. Microstructure evolution and mechanical properties of commercial pure titanium subjected to rotary swaging. J. Alloys Compd. 2021, 859, 158222. [Google Scholar] [CrossRef]
- Wang, M.; Wang, Y.; Huang, A.; Gao, L.; Li, Y.; Huang, C. Promising tensile and fatigue properties of commercially pure titanium processed by rotary swaging and annealing treatment. Materials 2018, 11, 2261. [Google Scholar] [CrossRef]
- Al-Khazraji, H.; El-Danaf, E.; Wollmann, M.; Wagner, L. Microstructure, mechanical, and fatigue strength of Ti-54M processed by rotary swaging. J. Mater. Eng. Perform. 2015, 24, 2074–2084. [Google Scholar] [CrossRef]
- Yuan, L.; Wang, W.; Yang, M.; Li, Y.; Zhang, H.; Zhang, H.; Zhang, W. Microstructure and texture of thin-walled Ti-6Al-4V alloy seamless tubing manufactured by cold-rotary swaging. JOM 2021, 73, 1786–1794. [Google Scholar] [CrossRef]
- Yuan, L.; Wang, W.; Li, Y.; Yang, M.; Zhang, H.; Zhang, W. Effect of annealing temperature on texture and residual stress of Ti-6Al-4V alloy seamless tubing processed by cold rotary swaging. Vacuum 2020, 177, 109399. [Google Scholar] [CrossRef]
- Semenova, I.P.; Dyakonov, G.S.; Raab, G.I.; Grishina, Y.F.; Huang, Y.; Langdon, T.G. Features of Duplex Microstructural Evolution and Mechanical Behavior in the Titanium Alloy Processed by Equal-Channel Angular Pressing. Adv. Eng. Mater. 2018, 20, 1700813. [Google Scholar] [CrossRef]
- Dyakonov, G.S.; Yakovleva, T.V.; Stotskiy, A.G.; Mironov, S. EBSD Study of Advanced Ti-5.7Al-3.8Mo-1.2Zr-1.3Sn Alloy Subjected to Equal-Channel Angular Pressing. Mater. Lett. 2021, 298, 130003. [Google Scholar] [CrossRef]
- Modina, I.M.; Polyakov, A.V.; Dyakonov, G.S.; Yakovleva, T.V.; Raab, A.G.; Semenova, I.P. Peculiarities of Microstructure and Mechanical Behavior of VT8M-1 Alloy Processed by Rotary Swaging. IOP Conf. Ser. Mater. Sci. Eng. 2018, 461, 012056. [Google Scholar] [CrossRef]
- Yakovleva, T.V.; Dyakonov, G.; Stotskiy, A.; Modina, I.M.; Semenova, I. Investigation of the Role of Intermetallic Phases in Microstructure of UFG Titanium VT8M-1 Alloy. MSF 2021, 1016, 1659–1663. [Google Scholar] [CrossRef]
- ASTM E562; Standard Practice for Determining Volume Fraction by Systematic Manual Point Count. ASTM International: West Conshohocken, PA, USA, 1988.
- Zhang, W.-J.; Song, X.-Y.; Hui, S.-X.; Ye, W.-J.; Wang, W.-Q. Phase precipitation behavior and tensile property of a Ti-Al-Sn-Zr-Mo-Nb-W-Si titanium alloy. Rare Met. 2018, 37, 1064–1069. [Google Scholar] [CrossRef]
- Ramachandra, C.; Singh, V. Silicide phases in some complex titanium alloys. Metall. Trans. 1992, A23, 689–690. [Google Scholar] [CrossRef]
- Popov, A.A.; Popova, M.A. Isothermal diagrams of precipitation of silicide and aluminide phases in refracctory titanium alloys. Met. Sci. Heat Treat. 2017, 58, 662–666. [Google Scholar] [CrossRef]
- Semenova, I.; Salimgareeva, G.; Da Costa, G.; Lefebvre, W.; Valiev, R. Enhanced Strength and Ductility of Ultrafine-Grained Ti Processed by Severe Plastic Deformation. Adv. Eng. Mater. 2010, 12, 803–807. [Google Scholar] [CrossRef]
- Jiang, Y.Q.; Lin, Y.C.; Zhao, C.Y.; Chen, M.S.; He, D.G. A New Method to Increase the Spheroidization Rate of Lamellar α Microstructure during Hot Deformation of a Ti–6Al–4V Alloy. Adv. Eng. Mater. 2020, 22, 2000447. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Humphreys, F.J.; Rohrer, G.S.; Rollett, A.D.; Rollett, A.D. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier: Amsterdam, The Netherlands; Oxford, UK; Cambridge, UK, 2017; ISBN 978-0-08-098235-9. [Google Scholar]
- Mertová, K.; Palán, J.; Duchek, M.; Studecký, T.; Džugan, J.; Poláková, I. Continuous Production of Pure Titanium with Ultrafine to Nanocrystalline Microstructure. Materials 2020, 13, 336. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Seetharaman, V.; Weiss, I. Flow Behavior and Globularization Kinetics during Hot Working of Ti–6Al–4V with a Colony Alpha Microstructure. Mater. Sci. Eng. A 1999, 263, 257–271. [Google Scholar] [CrossRef]
- Zherebtsov, S.; Murzinova, M.; Salishchev, G.; Semiatin, S.L. Spheroidization of the lamellar microstructure in Ti–6Al–4V alloy during warm deformation and annealing. Acta Mater. 2011, 59, 4138–4150. [Google Scholar] [CrossRef]
- Miller, R.M.; Bieler, T.R.; Semiatin, S.L. Flow softening during hot working of Ti-6Al-4V with a lamellar colony microstructure. Scr. Mater 1999, 40, 1387–1392. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Furrer, D.U. Modeling of Microstructure Evolution during the Thermomechanical Processing of Titanium Alloys; ASM Handbook; Digital Library: Materials Park, OH, USA, 2009; Volume 22, pp. 522–535. [Google Scholar] [CrossRef]
- Grabovetskaya, G.; Mishin, I.; Stepanova, E.; Zabudchenko, O. Effect of Structure and Hydrogen on the Short-Term Creep of Titanium Ti-2.9 Al-4.5 V-4.8 Mo Alloy. Materials 2022, 15, 3905. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Condition | Cumulative Strain, ε | LAB Fraction (%) LAB Density (µm−1) | HAB Fraction (%) HAB Density (µm−1) | Mean Size of α Grains (µm) | Mean Size of β Grains (µm) |
|---|---|---|---|---|---|
| Initial state | - | 32% 0.38 µm−1 | 68% 0.75 µm−1 | 4.5 | - |
| RS | 1.56 | 49% 1.21 µm−1 | 51% 1.33 µm−1 | 4.0 | 1 |
| 2 ECAP passes | 1.4 | 40% 0.71 µm−1 | 60% 1.08 µm−1 | 2.3 | 1.4 |
| 4 ECAP passes | 2.8 | 40% 0.77 µm−1 | 60% 1.14 µm−1 | 1.8 | 1.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dyakonov, G.S.; Yakovleva, T.V.; Mironov, S.Y.; Stotskiy, A.G.; Modina, I.M.; Semenova, I.P. Microstructure of the Advanced Titanium Alloy VT8M-1 Subjected to Rotary Swaging. Materials 2023, 16, 6851. https://doi.org/10.3390/ma16216851
Dyakonov GS, Yakovleva TV, Mironov SY, Stotskiy AG, Modina IM, Semenova IP. Microstructure of the Advanced Titanium Alloy VT8M-1 Subjected to Rotary Swaging. Materials. 2023; 16(21):6851. https://doi.org/10.3390/ma16216851
Chicago/Turabian StyleDyakonov, Grigory S., Tatyana V. Yakovleva, Sergei Y. Mironov, Andrey G. Stotskiy, Iulia M. Modina, and Irina P. Semenova. 2023. "Microstructure of the Advanced Titanium Alloy VT8M-1 Subjected to Rotary Swaging" Materials 16, no. 21: 6851. https://doi.org/10.3390/ma16216851
APA StyleDyakonov, G. S., Yakovleva, T. V., Mironov, S. Y., Stotskiy, A. G., Modina, I. M., & Semenova, I. P. (2023). Microstructure of the Advanced Titanium Alloy VT8M-1 Subjected to Rotary Swaging. Materials, 16(21), 6851. https://doi.org/10.3390/ma16216851