
Hot-Pressing Deformation Yields Fine-Grained, Highly Dense and (002) Textured Ru Targets


 ,
,  and
and
Abstract
:
1. Introduction
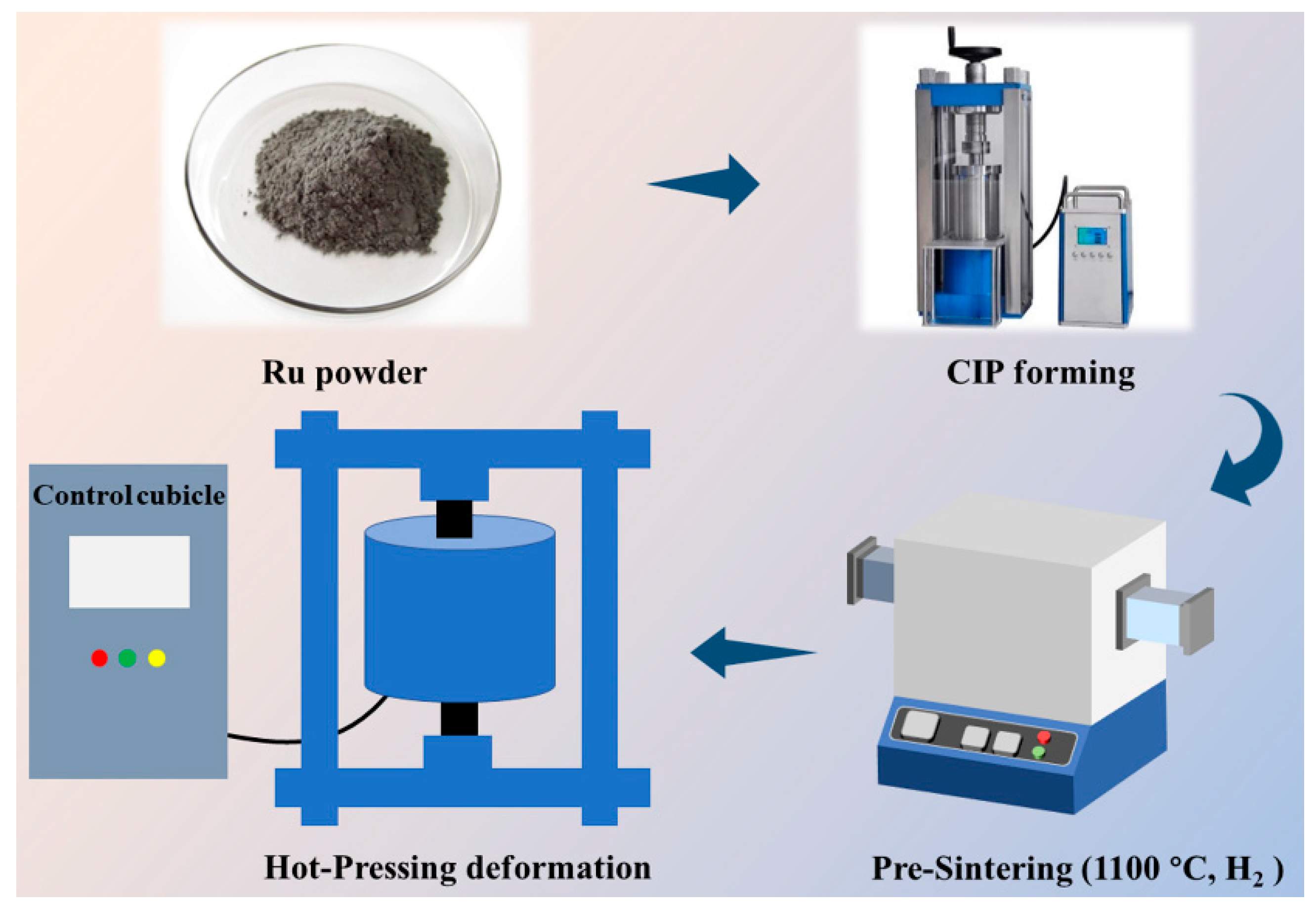
2. Experimental Section
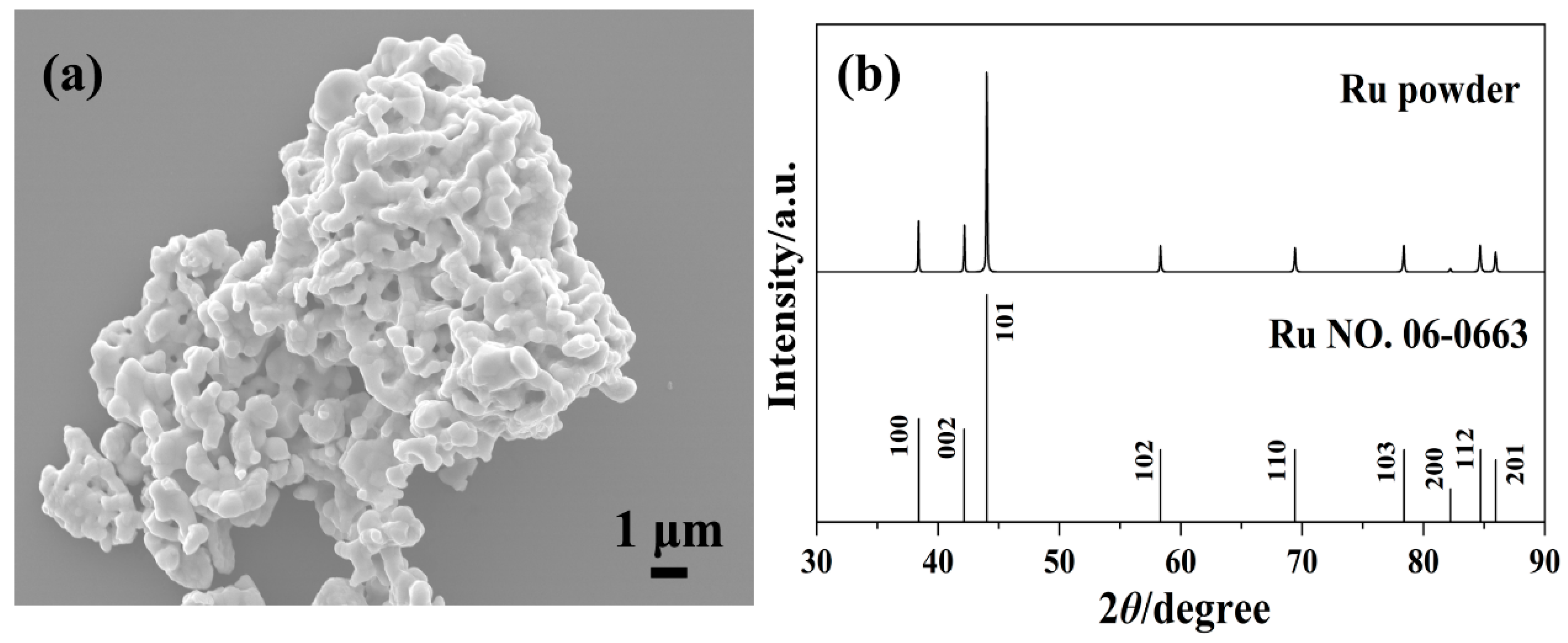
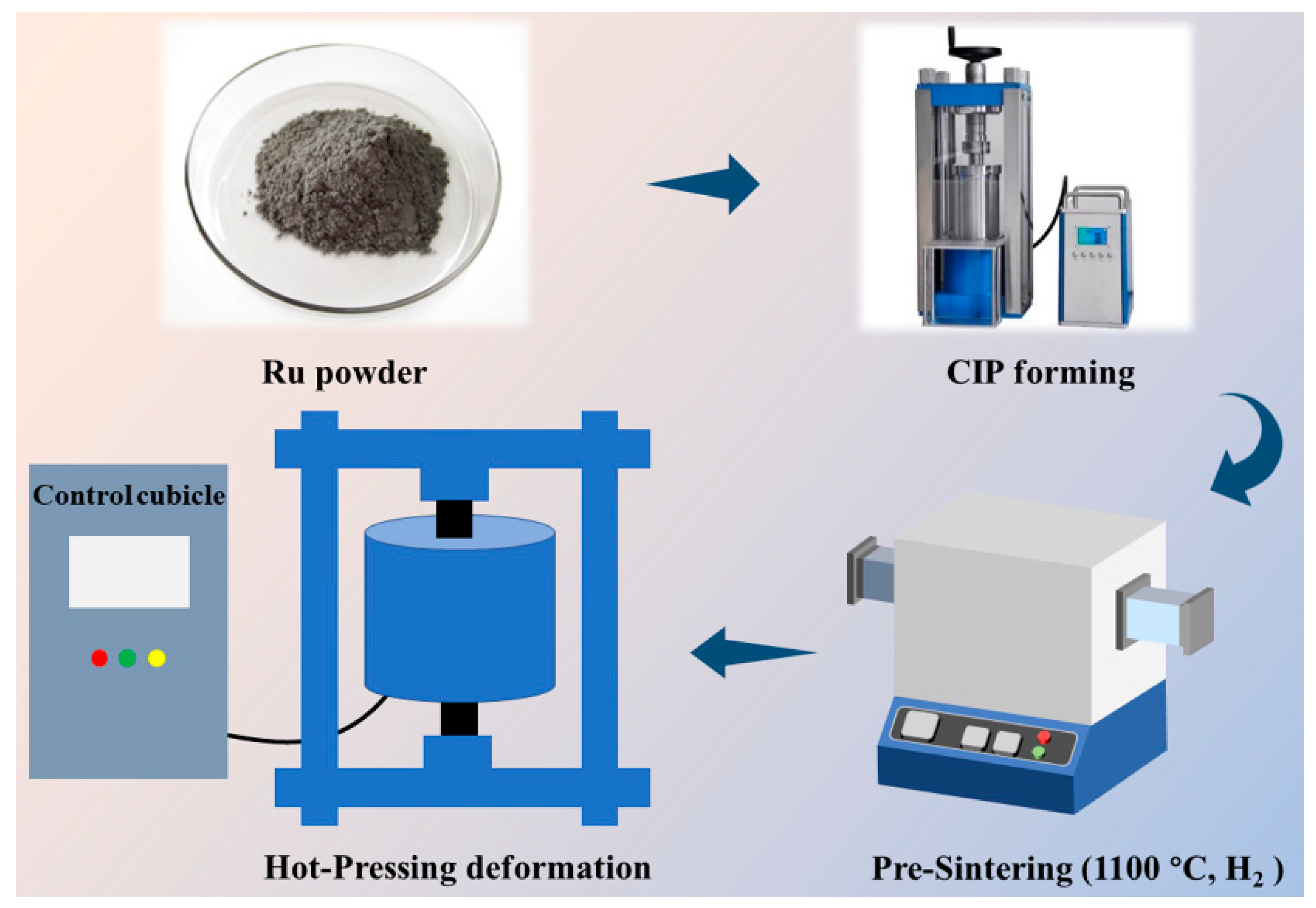
2.1. Target Preparation
2.2. Characterization Techniques
3. Results and Discussion
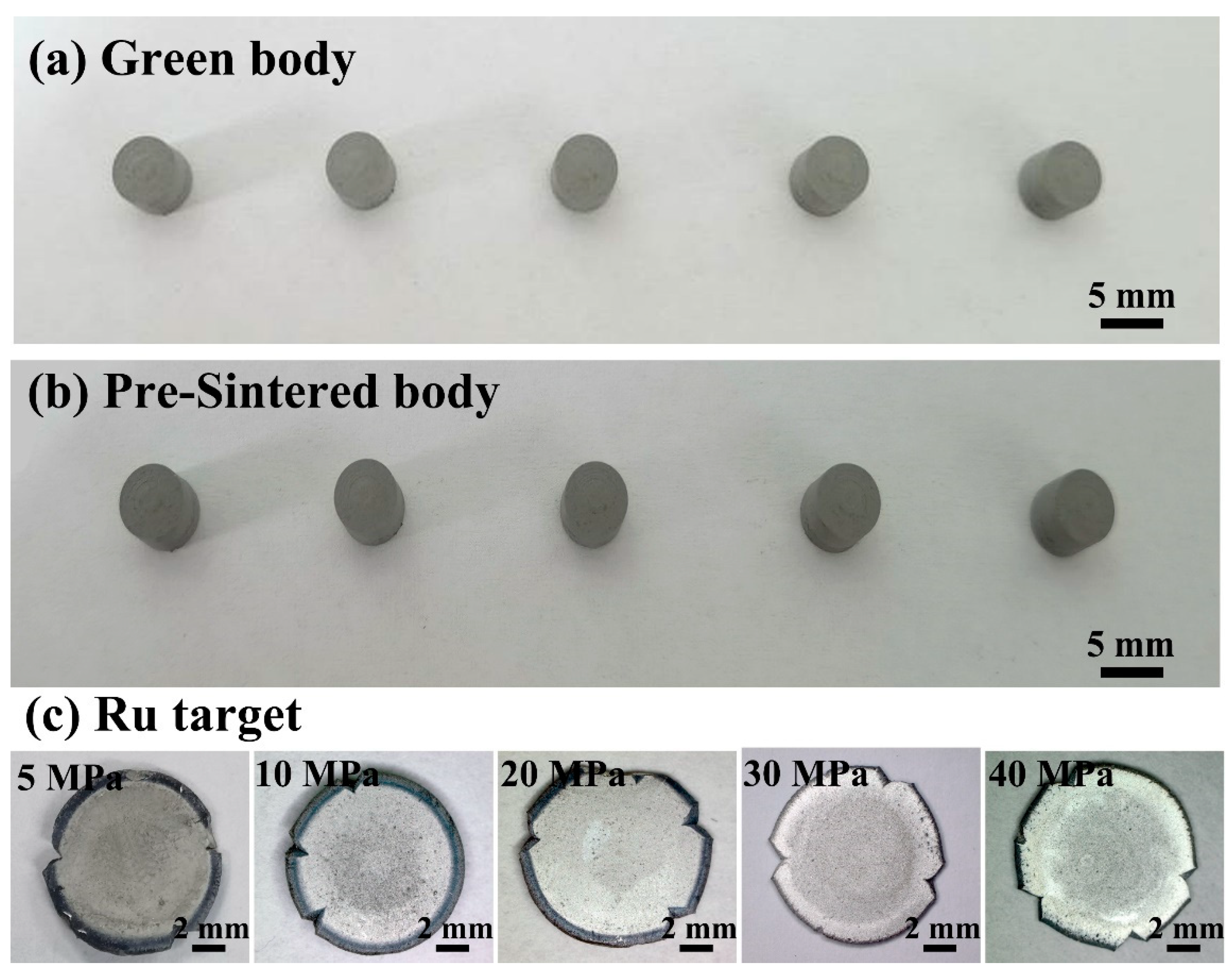
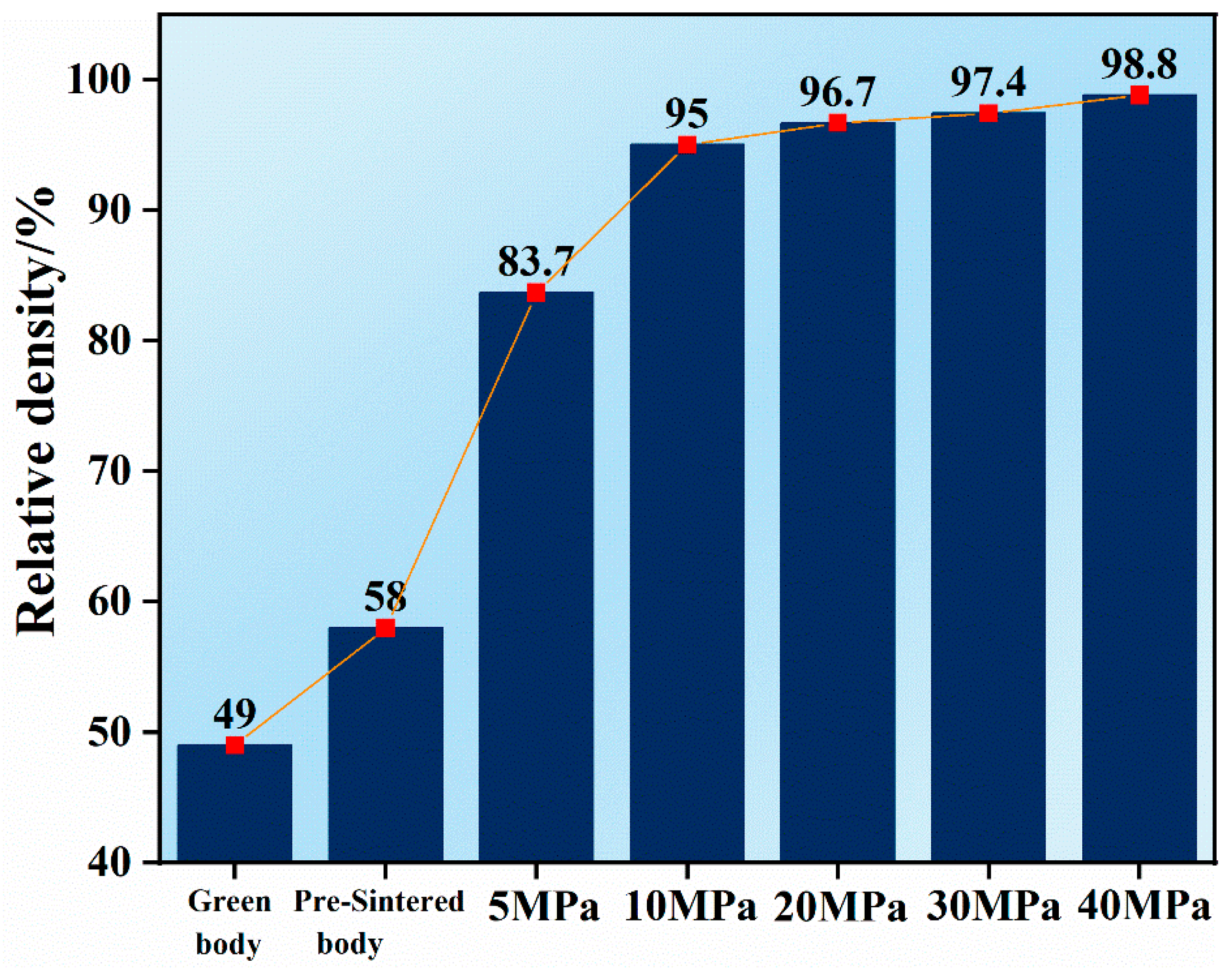
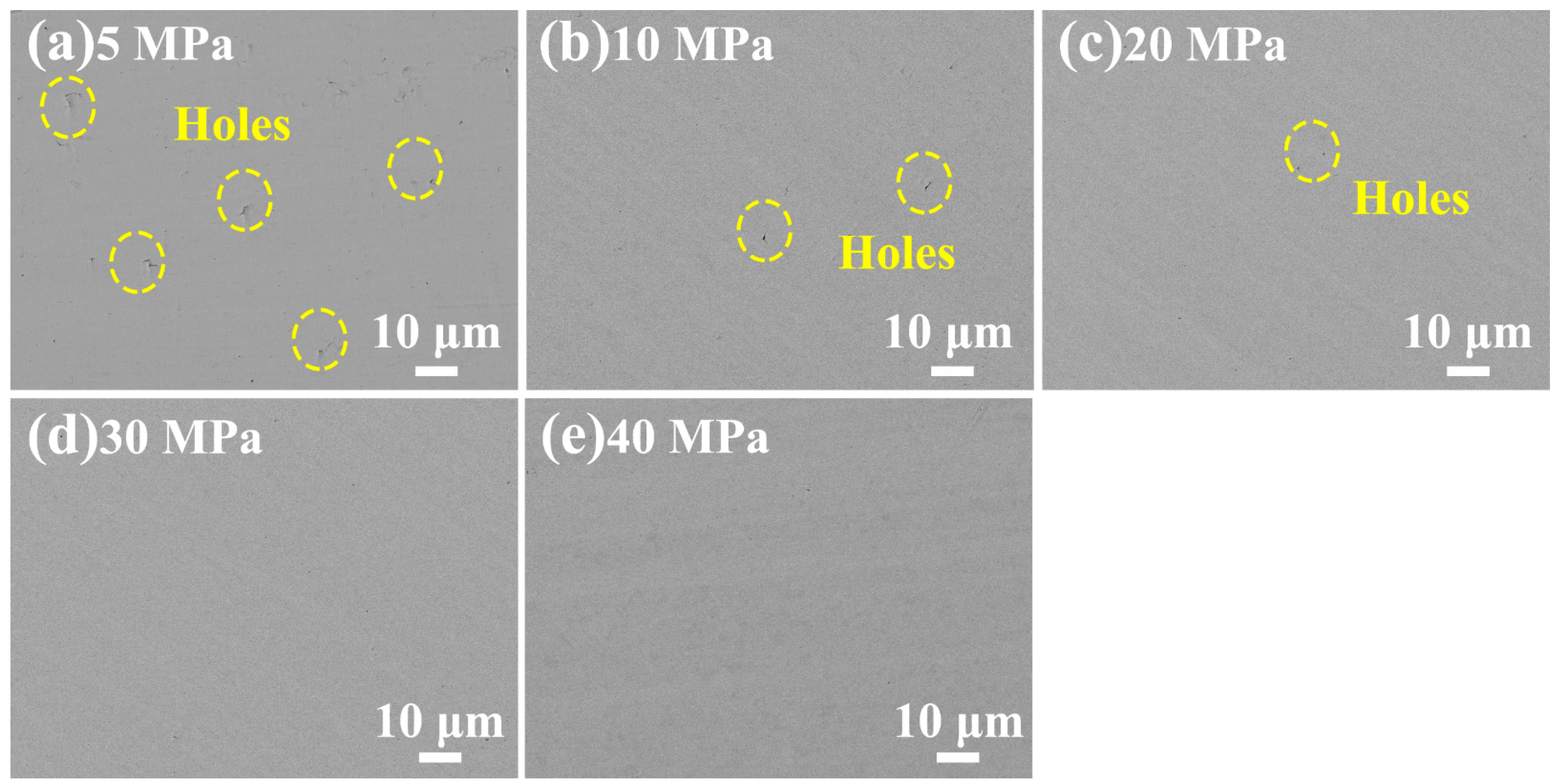
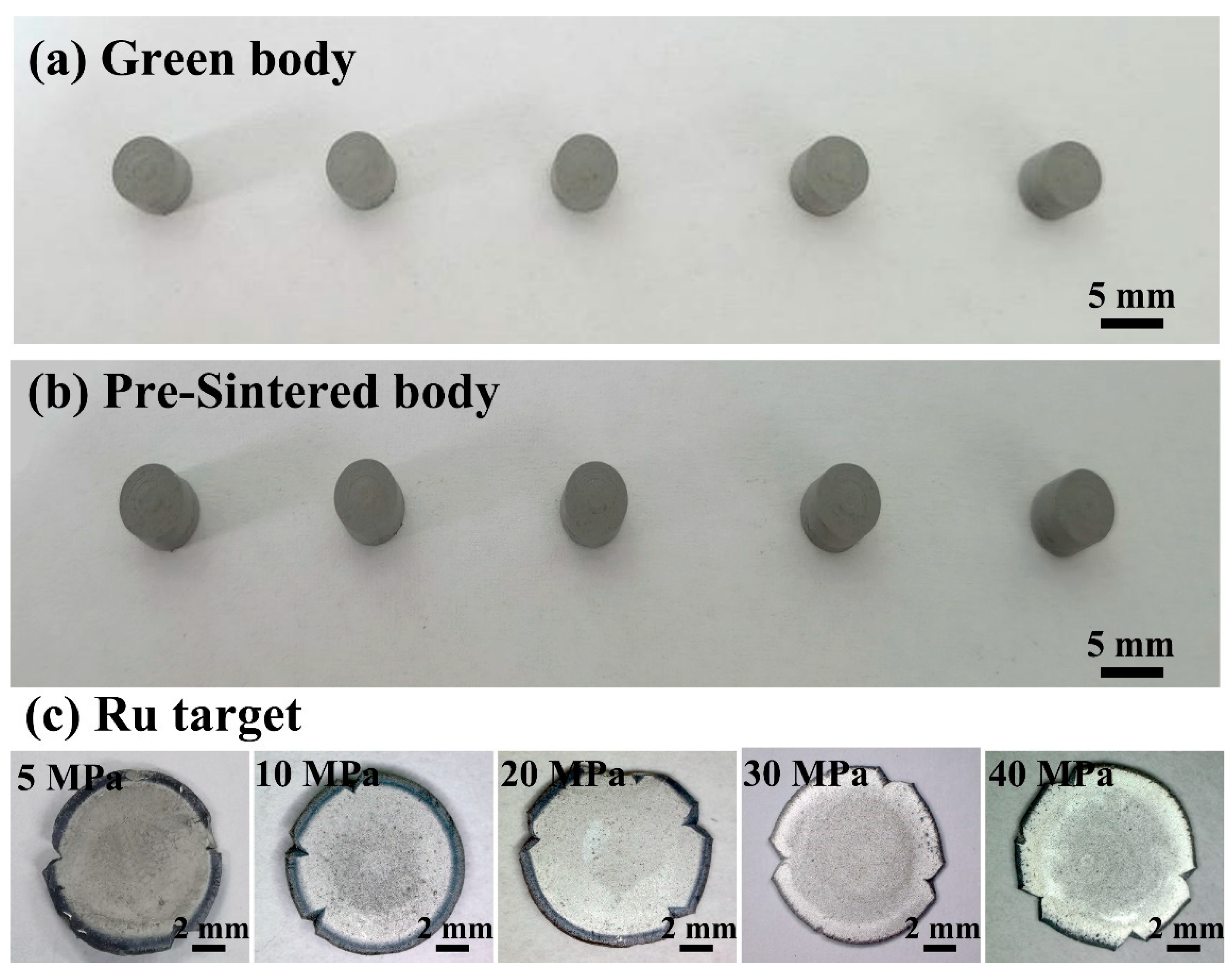
3.1. The Evolution of Appearance and Relative Density
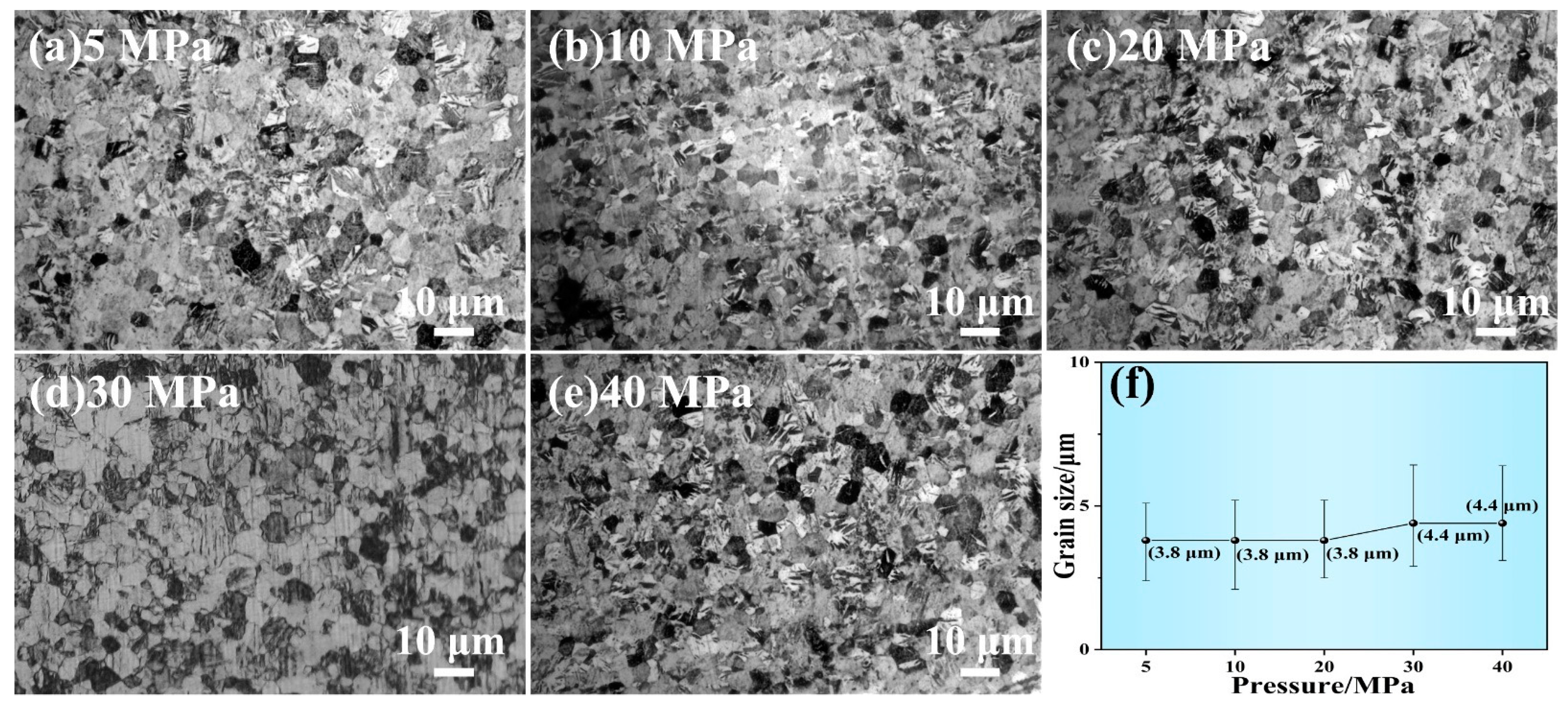
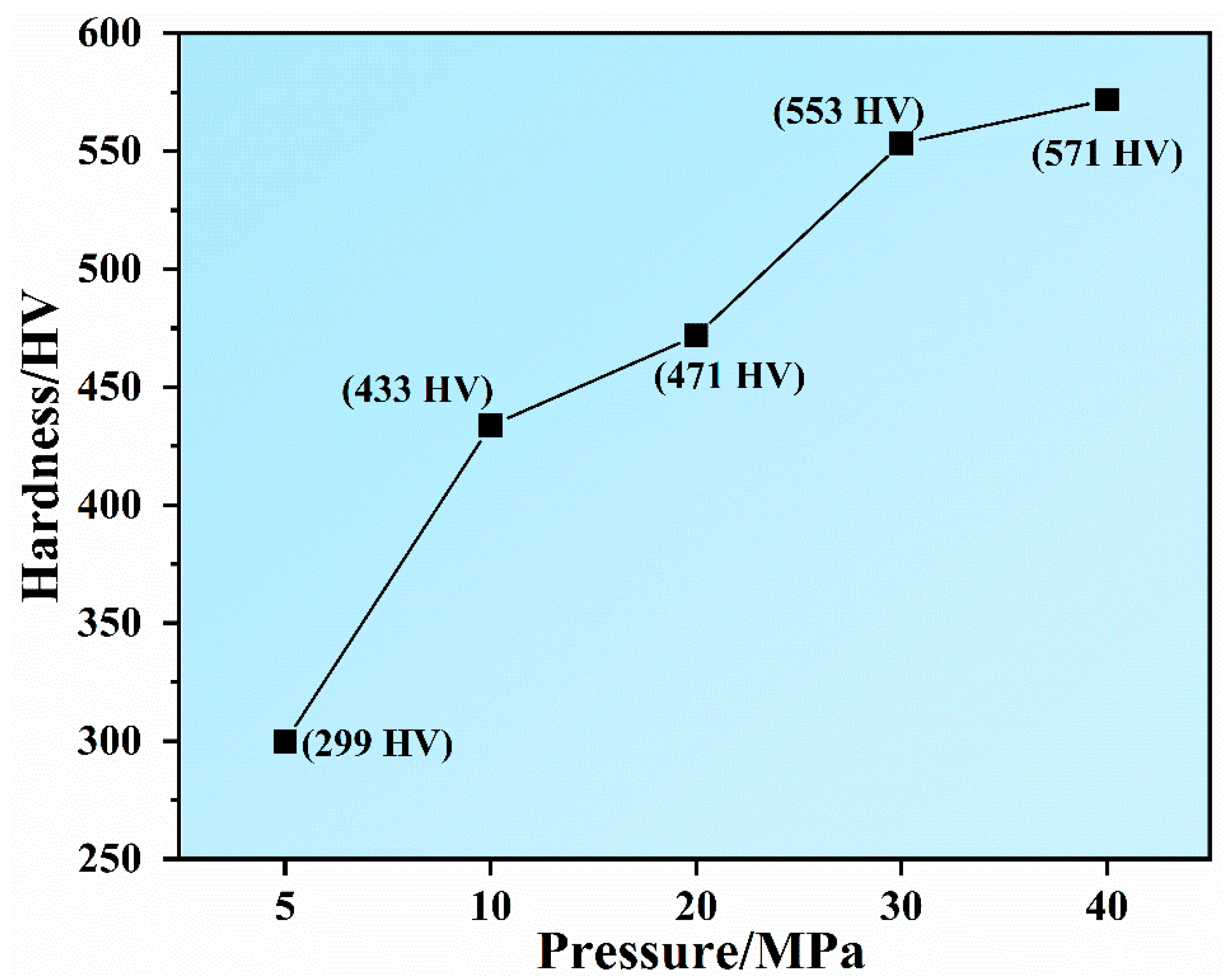
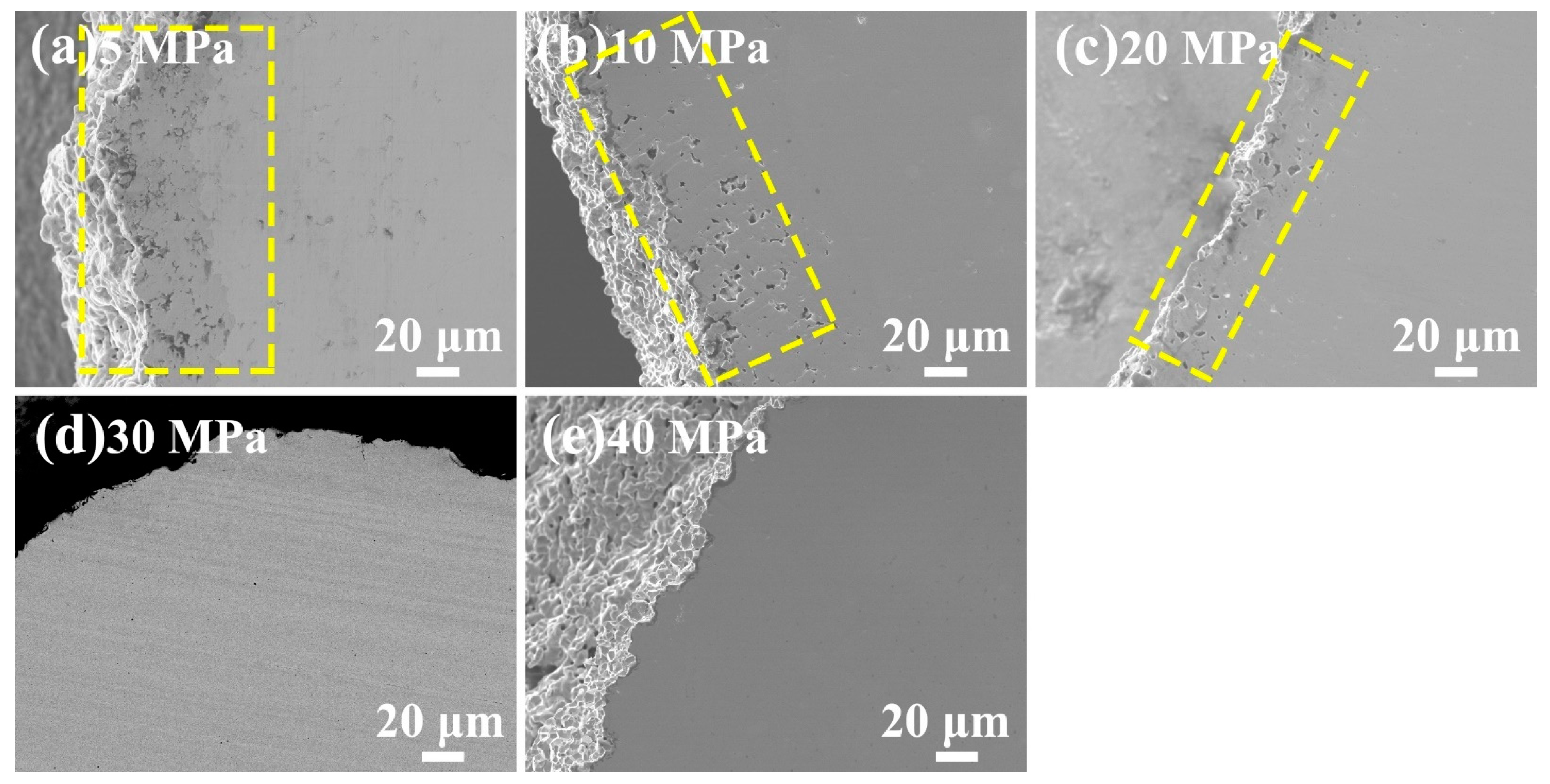
3.2. The Evolution of Microstructure and Hardness
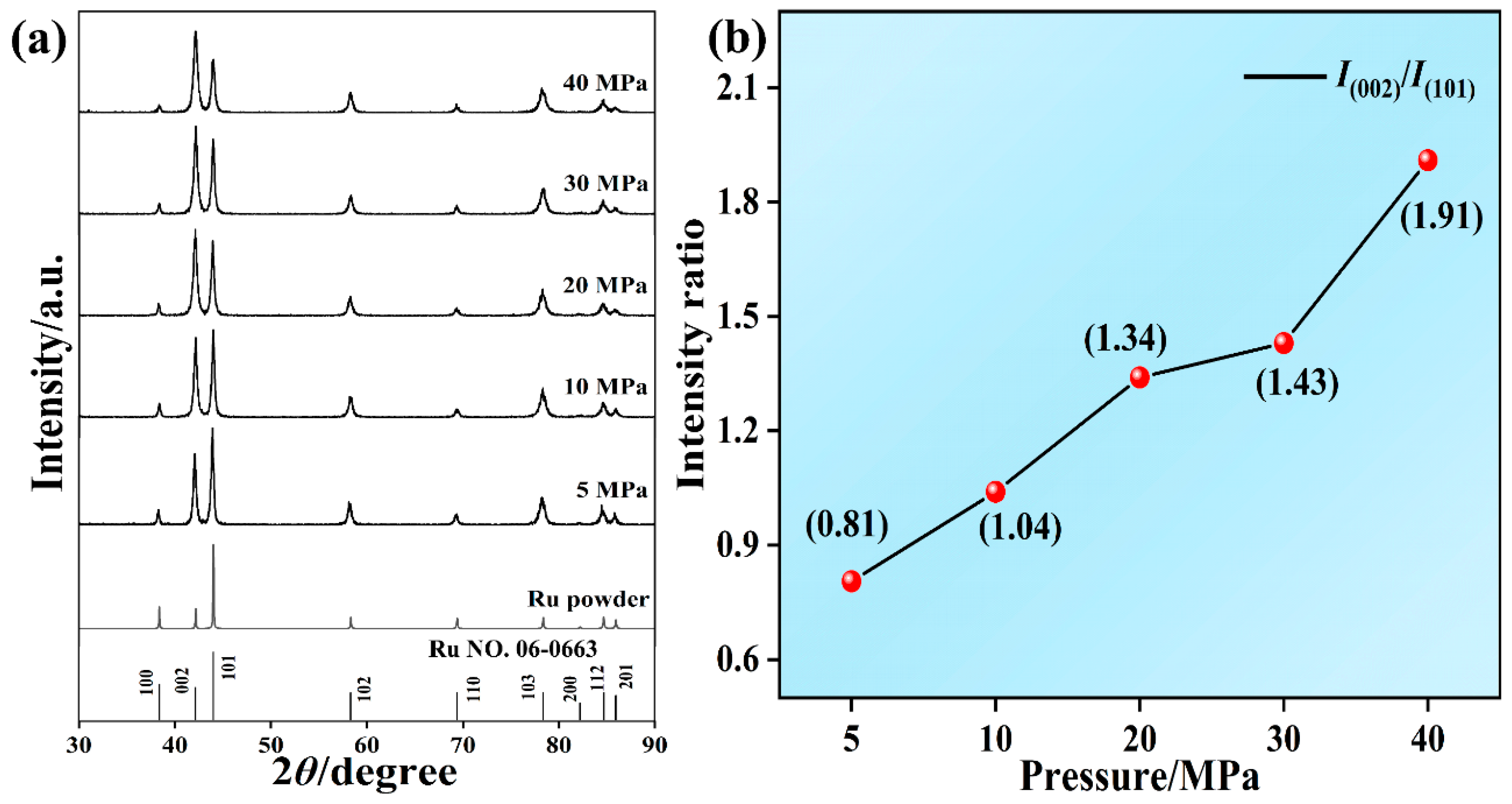
3.3. Grain Preferential Orientation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Zhan, T.; Sahara, K.; Takeuchi, H.; Yokogawa, R.; Oda, K.; Jin, Z.; Deng, S.; Tomita, M.; Wu, Y.-J.; Xu, Y.; et al. Modification and Characterization of Interfacial Bonding for Thermal Management of Ruthenium Interconnects in Next-Generation Very-Large-Scale Integration Circuits. ACS Appl. Mater. Interfaces 2022, 14, 7392–7404. [Google Scholar] [CrossRef] [PubMed]
- Zhang, R.; Guo, J.; Wang, C.; Zhou, L.; Wen, M. Microstructure Evolution of Ruthenium During Vacuum Hot Pressing: Obtaining fine-grained metal with mechanical properties close to electron-beam melted ruthenium. Johns. Matthey Technol. Rev. 2021, 65, 584–592. [Google Scholar] [CrossRef]
- Sápi, A.; Rajkumar, T.; Kiss, J.; Kukovecz, Á.; Kónya, Z.; Somorjai, G.A. Metallic nanoparticles in heterogeneous catalysis. Catal. Lett. 2021, 151, 2153–2175. [Google Scholar] [CrossRef]
- Jhanwar, P.; Kumar, A.; Verma, S.; Rangra, K.J. Effect of sputtering power on the growth of Ru films deposited by magnetron sputtering. AIP Conf. Proc. 2016, 1724, 020073. [Google Scholar]
- Xu, F.; Cui, H.; Liu, M.; Chen, J.; Wen, M.; Wang, C.; Wang, W.; Li, S.; Sun, X.; Liu, S. Densification and grain orientation of ruthenium targets under hot-pressing deformation. Mater. Lett. 2023, 352, 135165. [Google Scholar] [CrossRef]
- Nagano, T.; Inokuchi, K.; Tamahashi, K.; Ishikawa, N.; Sasajima, Y.; Onuki, J. Substrate temperature dependence of electrical and structural properties of Ru films. Thin Solid Films 2011, 520, 374–379. [Google Scholar] [CrossRef]
- Wang, S.-K.; Yang, W.-H.; Wang, Y.-P.; Zhao, G.-H.; Zhan, S.-S.; Wang, D.; Tang, B.; Bao, M.-D. Effect of target grain size on target sputter etching morphology and performance. Vacuum 2022, 201, 111083. [Google Scholar] [CrossRef]
- Long, D.D.; Liu, S.F.; Zhu, J.L.; Zhang, J.; Yuan, X.L. Texture and Microstructure Evolution of Ultra-High Purity Cu-0.1Al Alloy under Different Rolling Methods. Crystals 2021, 11, 1113. [Google Scholar] [CrossRef]
- Zhang, L.; Li, X.; Qu, X.; Qin, M.; Que, Z.; Wei, Z.; Guo, C.; Lu, X.; Dong, Y. Powder Metallurgy Route to Ultrafine-Grained Refractory Metals. Adv. Mater. 2022, 2205807. [Google Scholar] [CrossRef]
- Manikandan, R.; Raja Annamalai, A. Tungsten Heavy Alloys Processing via Microwave Sintering, Spark Plasma Sintering, and Additive Manufacturing: A Review. Processes 2022, 10, 2352. [Google Scholar] [CrossRef]
- Wu, Z.; Li, Q.; Yang, X. Research and development of nanocrystalline W/W-based materials: Novel preparation approaches, formation mechanisms, and unprecedented excellent properties. Front. Mater. Sci. 2023, 17, 230634. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Liu, H.-X.; Yang, Y.-F.; Cai, Y.-F.; Wang, C.-H.; Lai, C.; Hao, Y.-W.; Wang, J.-S. Prediction of sintered density of binary W(Mo) alloys using machine learning. Rare Met. 2023, 42, 2713–2724. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Nurislamova, G.V.; Kim, B.K.; Baró, M.D.; Szpunar, J.A.; Langdon, T.G. Experimental parameters influencing grain refinement and microstructural evolution during high-pressure torsion. Acta Mater. 2003, 51, 753–765. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Lu, K.; Lu, J. Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment. Mater. Sci. Eng. A 2004, 375, 38–45. [Google Scholar] [CrossRef]
- Hao, T.; Fan, Z.Q.; Zhang, T.; Luo, G.N.; Wang, X.P.; Liu, C.S.; Fang, Q.F. Strength and ductility improvement of ultrafine-grained tungsten produced by equal-channel angular pressing. J. Nucl. Mater. 2014, 455, 595–599. [Google Scholar] [CrossRef]
- Wei, Q.; Zhang, H.T.; Schuster, B.E.; Ramesh, K.T.; Valiev, R.Z.; Kecskes, L.J.; Dowding, R.J.; Magness, L.; Cho, K. Microstructure and mechanical properties of super-strong nanocrystalline tungsten processed by high-pressure torsion. Acta Mater. 2006, 54, 4079–4089. [Google Scholar] [CrossRef]
- Lee, S.; Edalati, K.; Horita, Z. Microstructures and Mechanical Properties of Pure V and Mo Processed by High-Pressure Torsion. Mater. Trans. 2010, 51, 1072–1079. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Wang, H. Densification and grain growth during sintering of nanosized particles. Int. Mater. Rev. 2008, 53, 326–352. [Google Scholar] [CrossRef]
- Johnson, J.L. 14—Sintering of refractory metals. In Sintering of Advanced Materials; Fang, Z.Z., Ed.; Woodhead Publishing: Sawston, UK, 2010; pp. 356–388. [Google Scholar]
- Cheng, C.; Song, Z.-W.; Wang, L.-F.; Song, K.-X.; Huang, T.; Zhao, L.; Wang, L.-S.; Dou, Z.-H.; Zhang, T.-A. Novel synthesis of CuW composite reinforced with lamellar precipitates via aluminothermic reduction. Rare Met. 2022, 41, 4047–4054. [Google Scholar] [CrossRef]
- Snow, D.B.; Breedis, J.F. Deformation of single-crystal ruthenium. Acta Metall. 1974, 22, 419–427. [Google Scholar] [CrossRef]
- Panfilov, P.; Yermakov, A. Plastic deformation and fracture of ruthenium single crystals. Platin. Met. Rev. 1994, 38, 12–15. [Google Scholar]
- Yu, Y.; Song, J.P.; Bai, F.; Zheng, A.L.; Peng, F.S. Ultra-high purity tungsten and its applications. Int. J. Refract. Met. Hard Mater. 2015, 53, 98–103. [Google Scholar] [CrossRef]
- Anil, K.S.; Deepak, K.D.; Koushlesh, M.; Saraswati, P.M.; Rajni, Y.; Pankaj, K. Properties and Applications of Ruthenium. In Noble and Precious Metals; Mohindar Singh, S., Alan, D.B., Eds.; IntechOpen: Rijeka, Croatia, 2018; Chapter 17. [Google Scholar]
- Angerer, P.; Wosik, J.; Neubauer, E.; Yu, L.G.; Nauer, G.E.; Khor, K.A. Residual stress of ruthenium powder samples compacted by spark-plasma-sintering (SPS) determined by X-ray diffraction. Int. J. Refract. Met. Hard Mater. 2009, 27, 105–110. [Google Scholar] [CrossRef]
- Rhys, D.W. The fabrication and properties of ruthenium. J. Less Common Met. 1959, 1, 269–291. [Google Scholar] [CrossRef]
- Angerer, P.; Neubauer, E.; Yu, L.G.; Khor, K.A. Determination of the residual stress depth profile of uniaxial compacted ruthenium powder samples by X-ray diffraction. Int. J. Refract. Met. Hard Mater. 2009, 27, 1004–1008. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pressure (MPa) | Green Body | Pre-Sintering Body | Ru Target | |||
|---|---|---|---|---|---|---|
| D (mm) | H (mm) | D (mm) | H (mm) | D (mm) | H (mm) | |
| 5 | 4.98 | 4.04 | 4.77 | 3.86 | 8.45 | 1.04 |
| 10 | 4.98 | 4.12 | 4.74 | 3.87 | 8.71 | 0.88 |
| 20 | 5.07 | 4.02 | 4.82 | 3.76 | 9.01 | 0.82 |
| 30 | 5.00 | 4.13 | 4.76 | 3.79 | 9.03 | 0.78 |
| 40 | 5.01 | 4.14 | 4.72 | 3.83 | 9.08 | 0.76 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Xu, F.; Zhou, L.; Cui, H.; Liu, M.; Wen, M.; Wang, C.; Wang, W.; Li, S.; Sun, X. Hot-Pressing Deformation Yields Fine-Grained, Highly Dense and (002) Textured Ru Targets. Materials 2023, 16, 6621. https://doi.org/10.3390/ma16206621
Liu S, Xu F, Zhou L, Cui H, Liu M, Wen M, Wang C, Wang W, Li S, Sun X. Hot-Pressing Deformation Yields Fine-Grained, Highly Dense and (002) Textured Ru Targets. Materials. 2023; 16(20):6621. https://doi.org/10.3390/ma16206621
Chicago/Turabian StyleLiu, Shaohong, Fengshuo Xu, Limin Zhou, Hao Cui, Manmen Liu, Ming Wen, Chuanjun Wang, Wei Wang, Song Li, and Xudong Sun. 2023. "Hot-Pressing Deformation Yields Fine-Grained, Highly Dense and (002) Textured Ru Targets" Materials 16, no. 20: 6621. https://doi.org/10.3390/ma16206621
APA StyleLiu, S., Xu, F., Zhou, L., Cui, H., Liu, M., Wen, M., Wang, C., Wang, W., Li, S., & Sun, X. (2023). Hot-Pressing Deformation Yields Fine-Grained, Highly Dense and (002) Textured Ru Targets. Materials, 16(20), 6621. https://doi.org/10.3390/ma16206621