
Experimental and Numerical Investigation of Shielding Gas Behaviors in Laser Welding of TC4 Alloy


 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
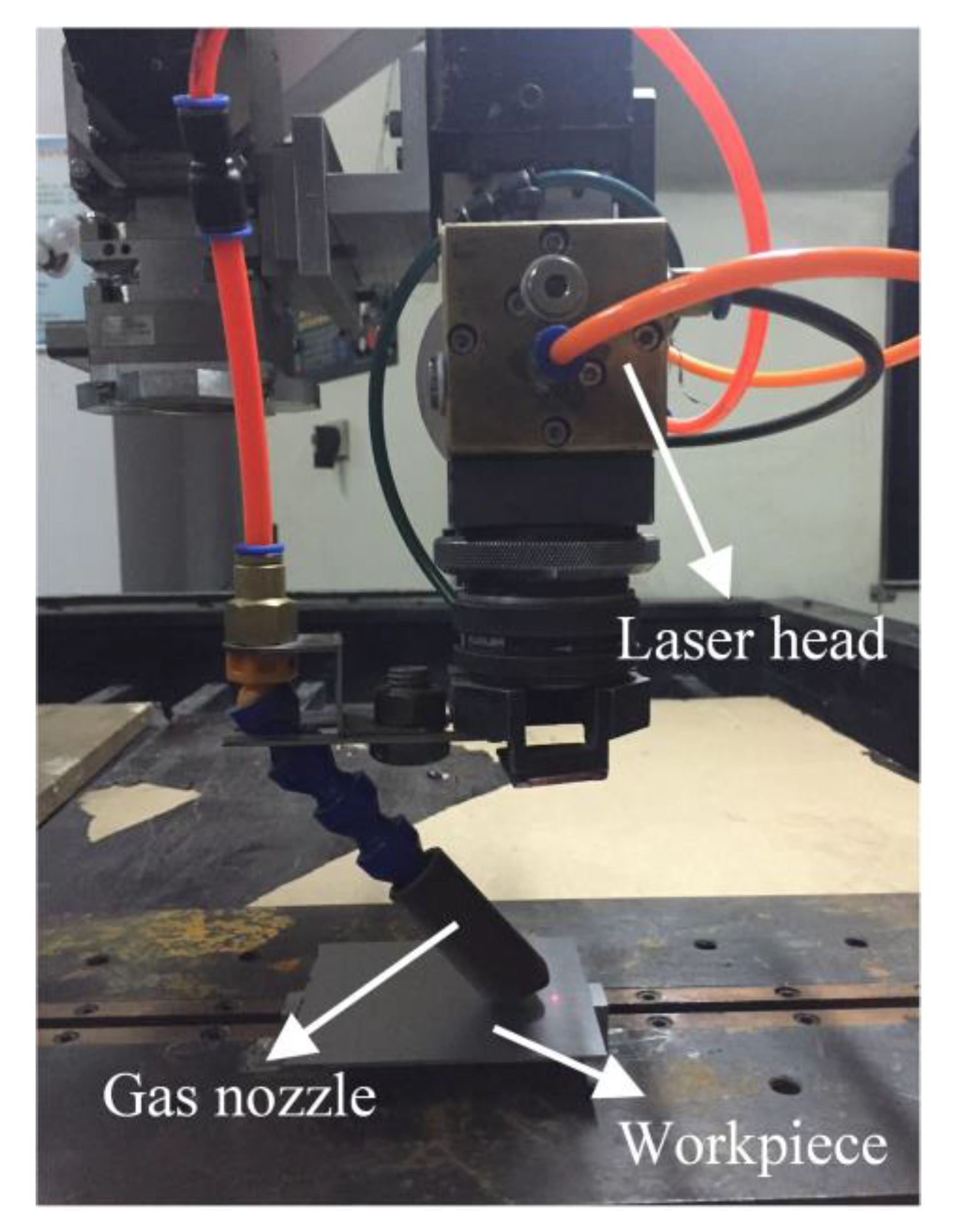
2.1. Materials and Experimental Procedures
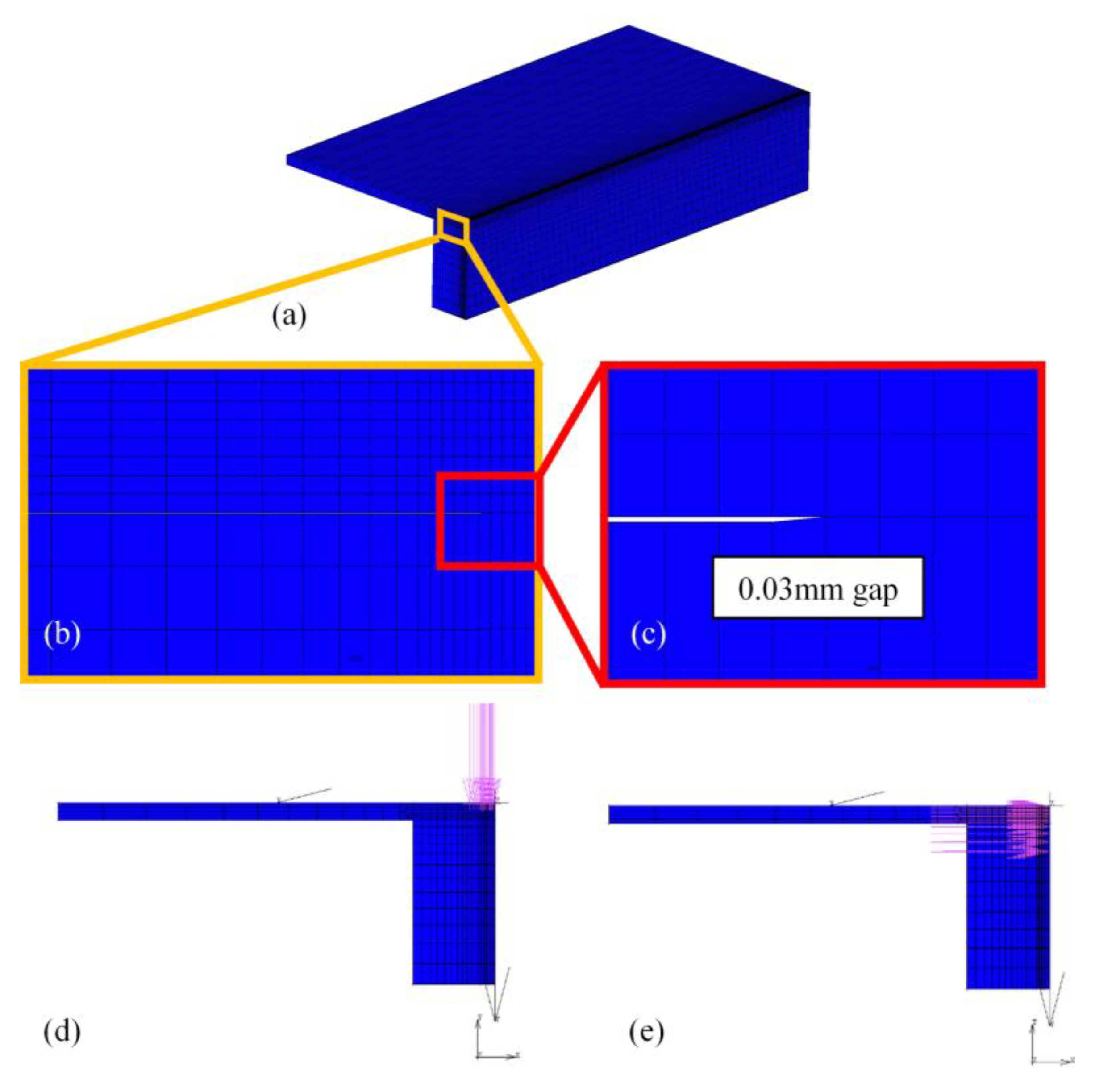
2.2. Calculation of Temperature Field of Laser Welding
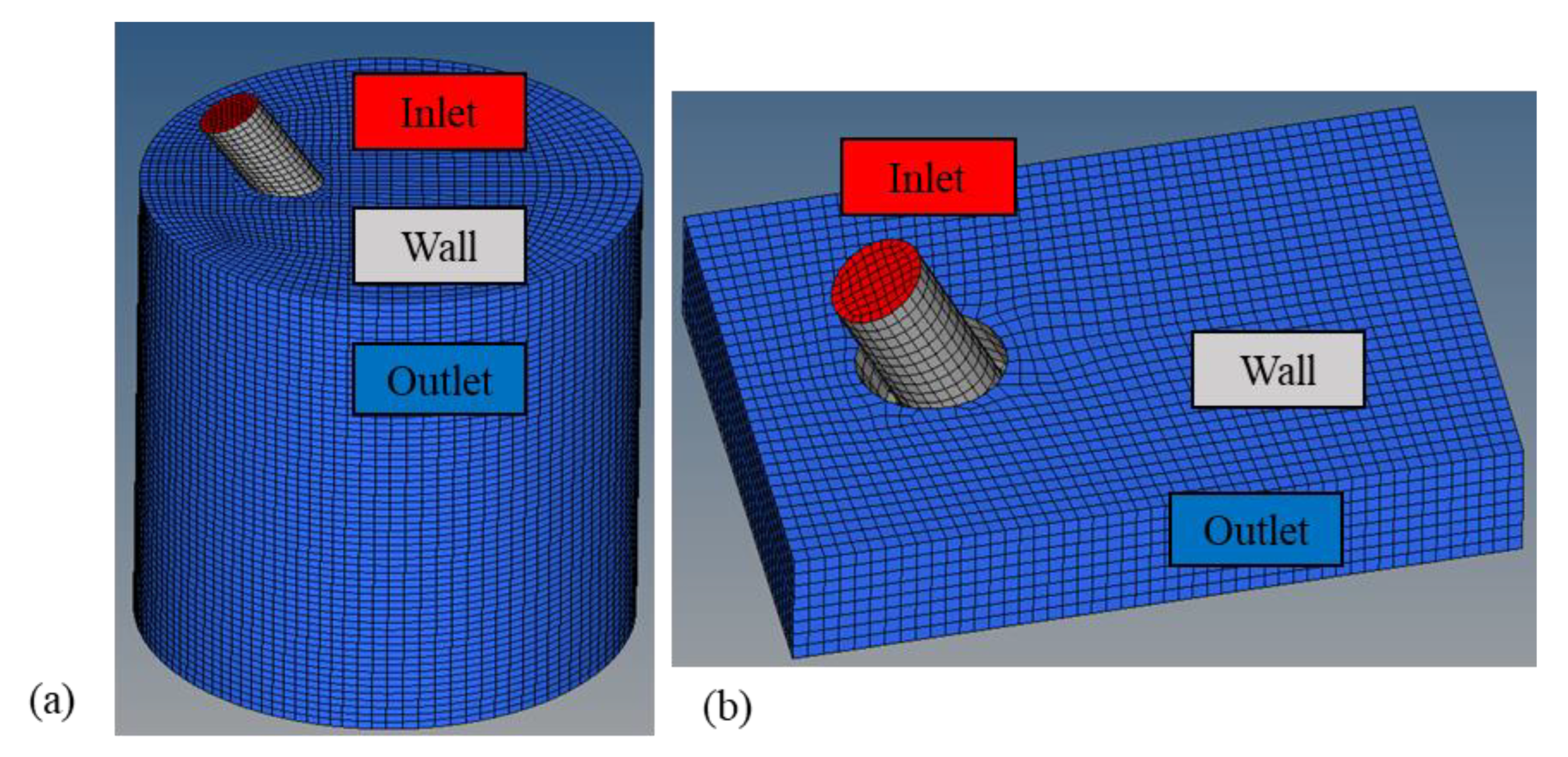
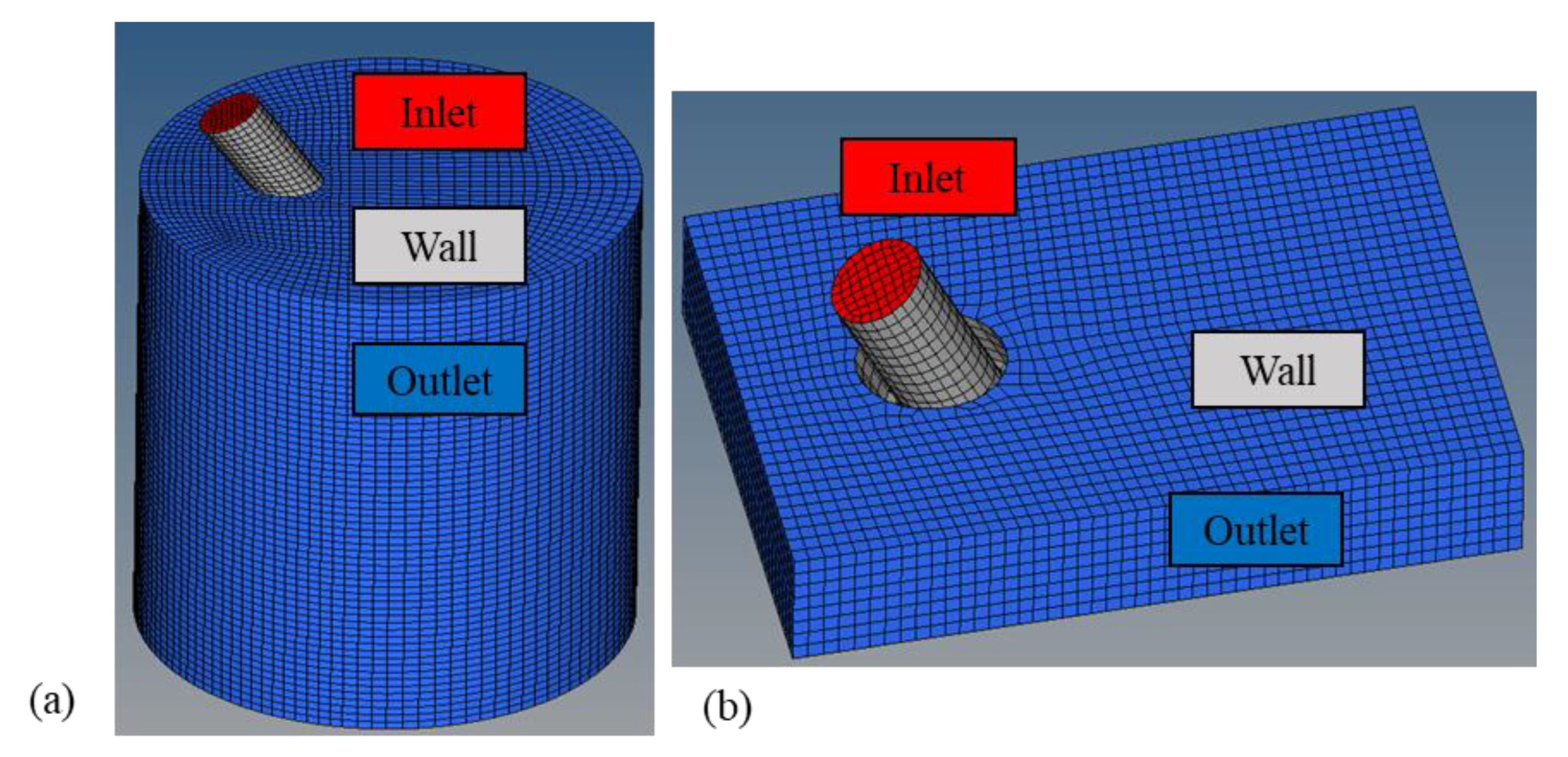
2.3. Model of Shielding Gas Behavior
3. Results and Discussions
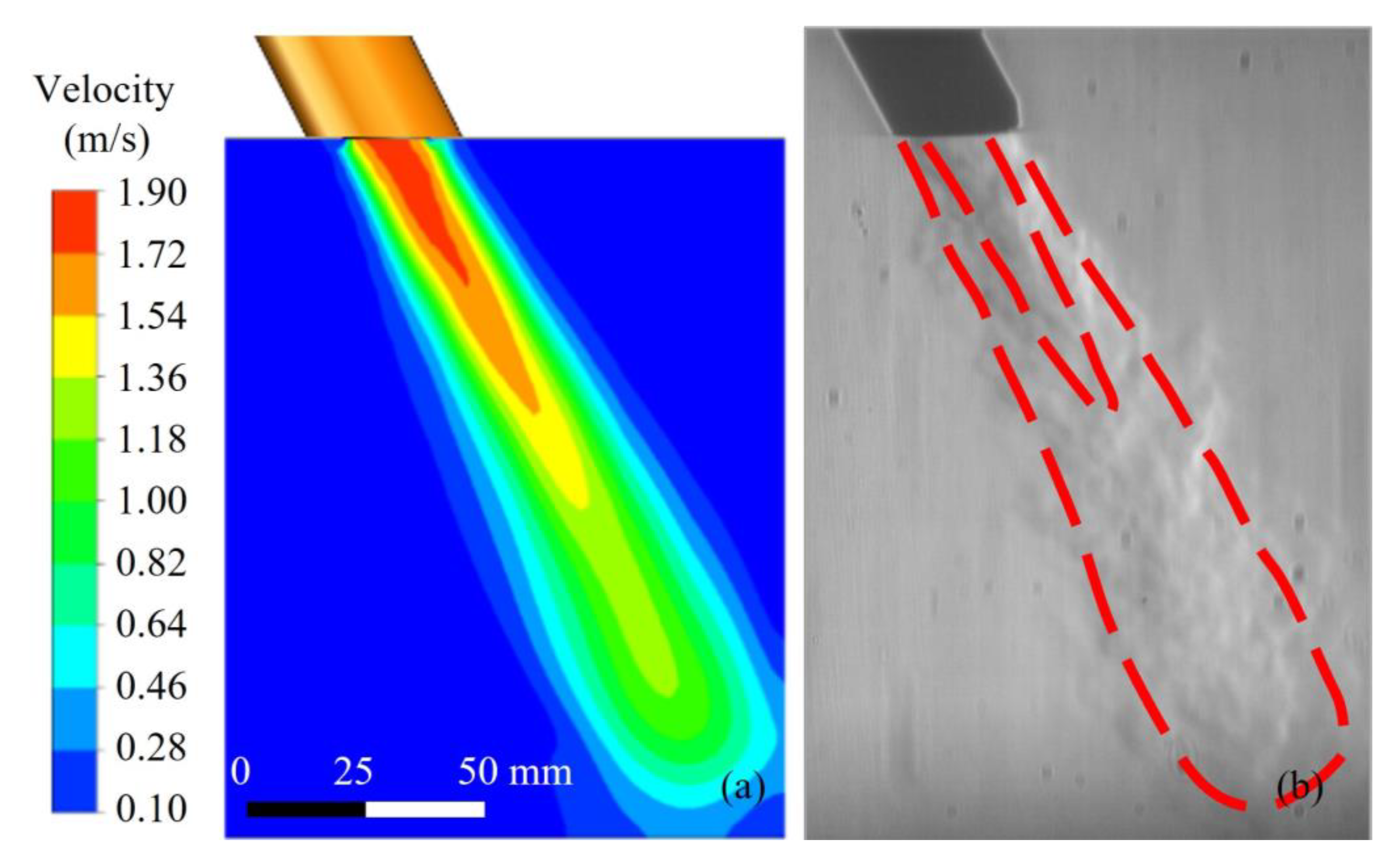
3.1. Model Validation
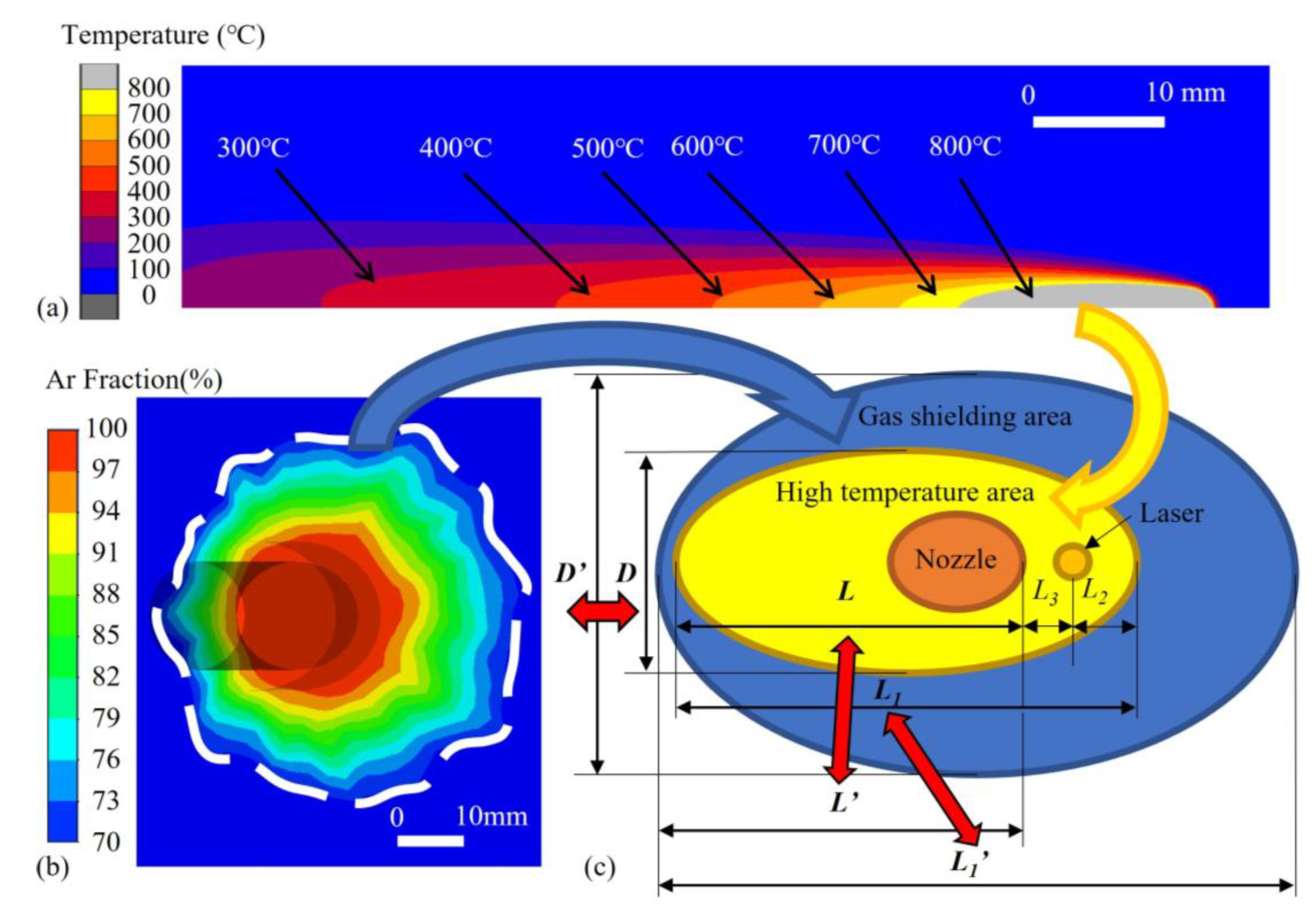
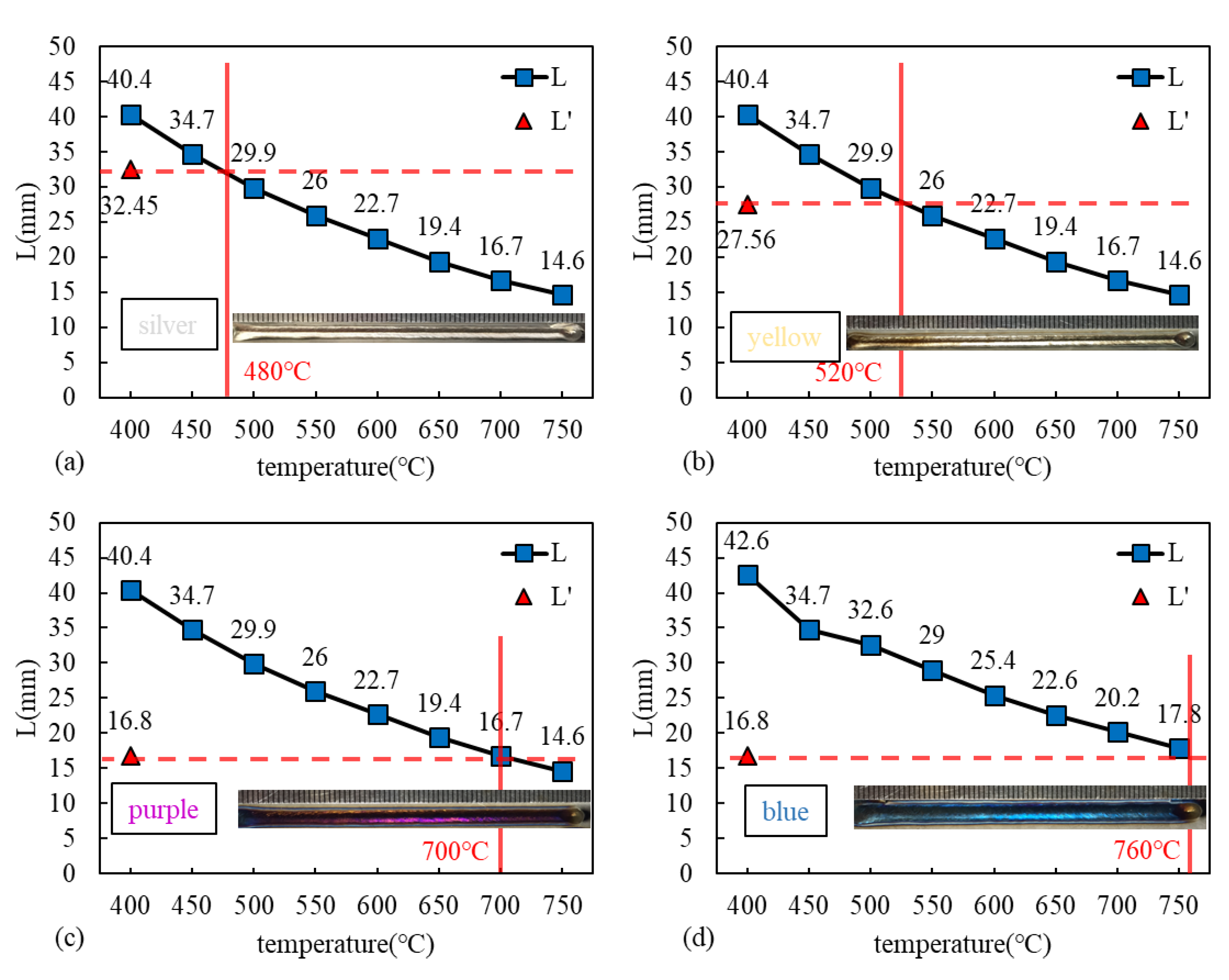
3.2. Threshold Temperature of Gas Protection
3.3. Influence of Shielding Gas Parameters on Gas Protection Effect
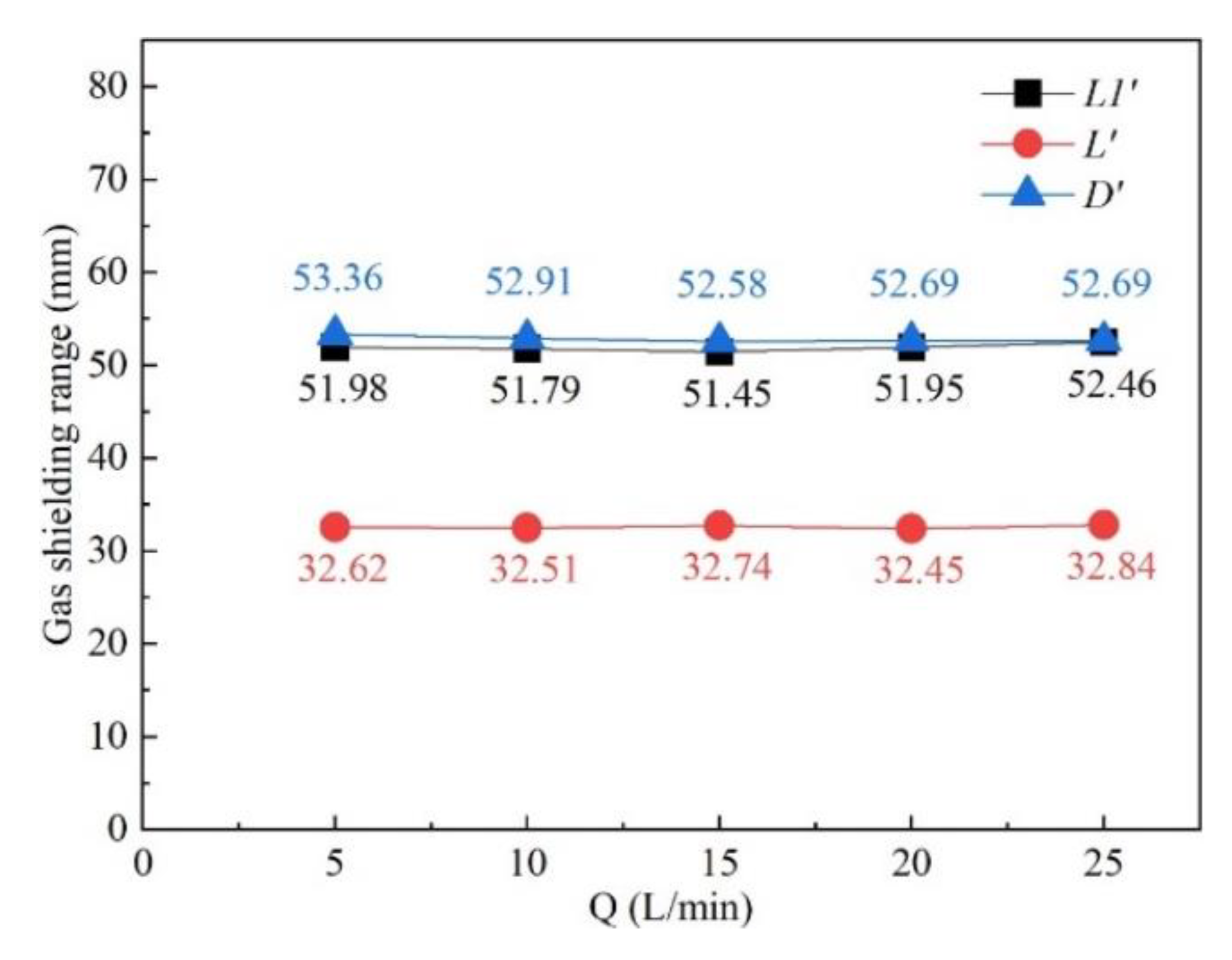
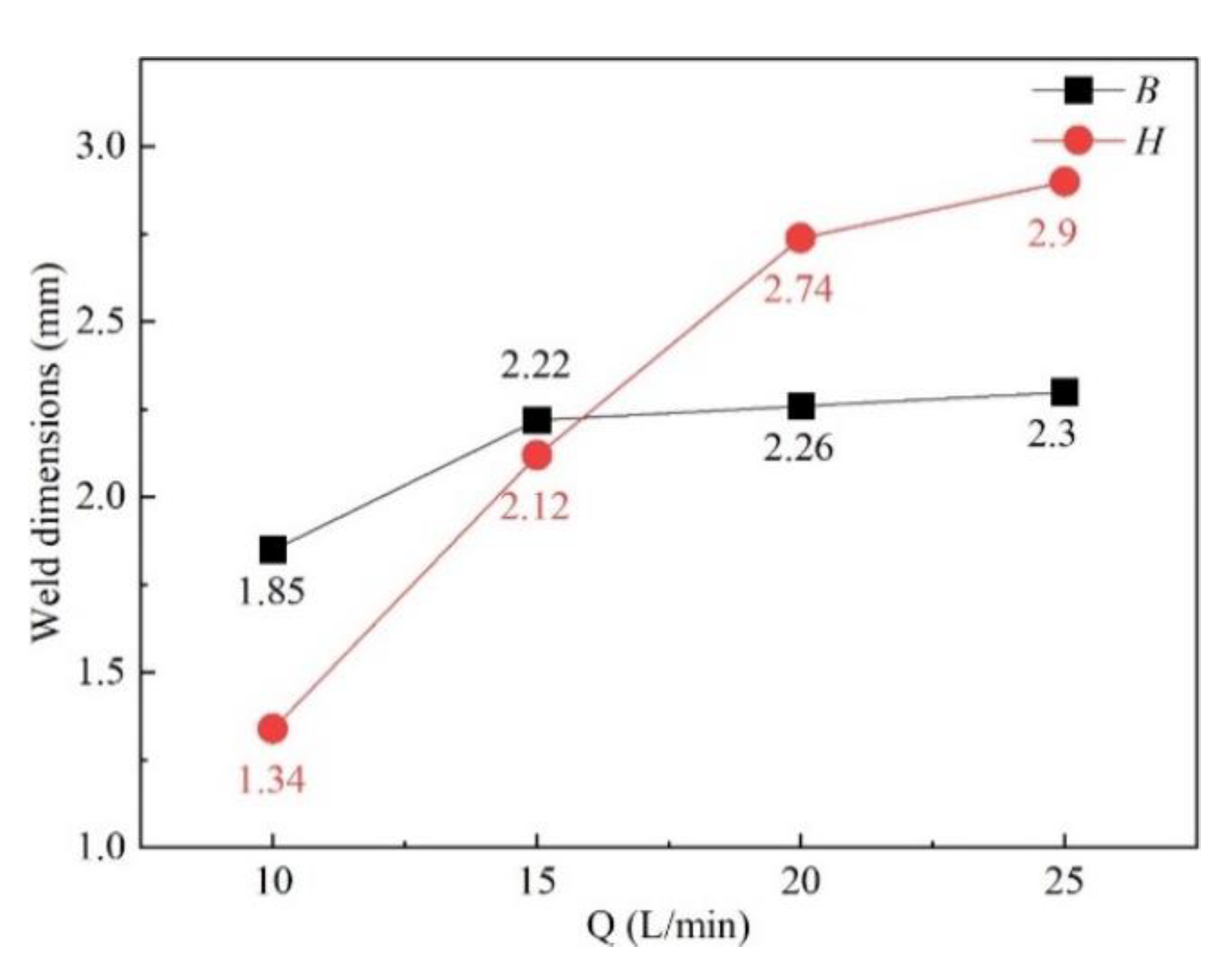
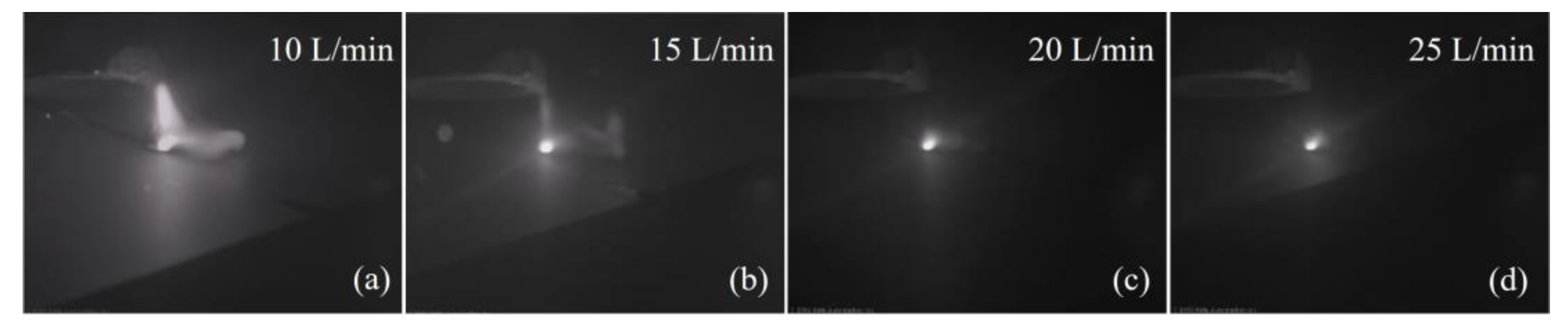
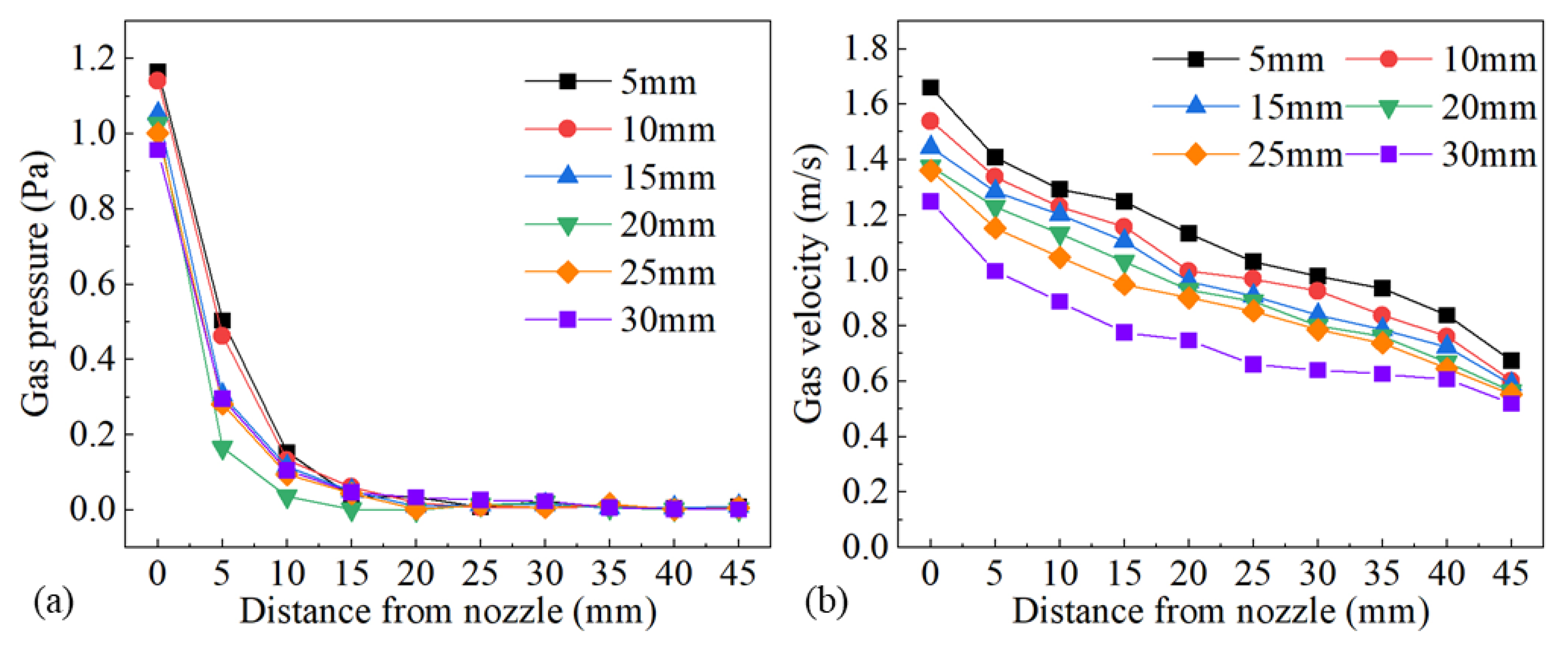
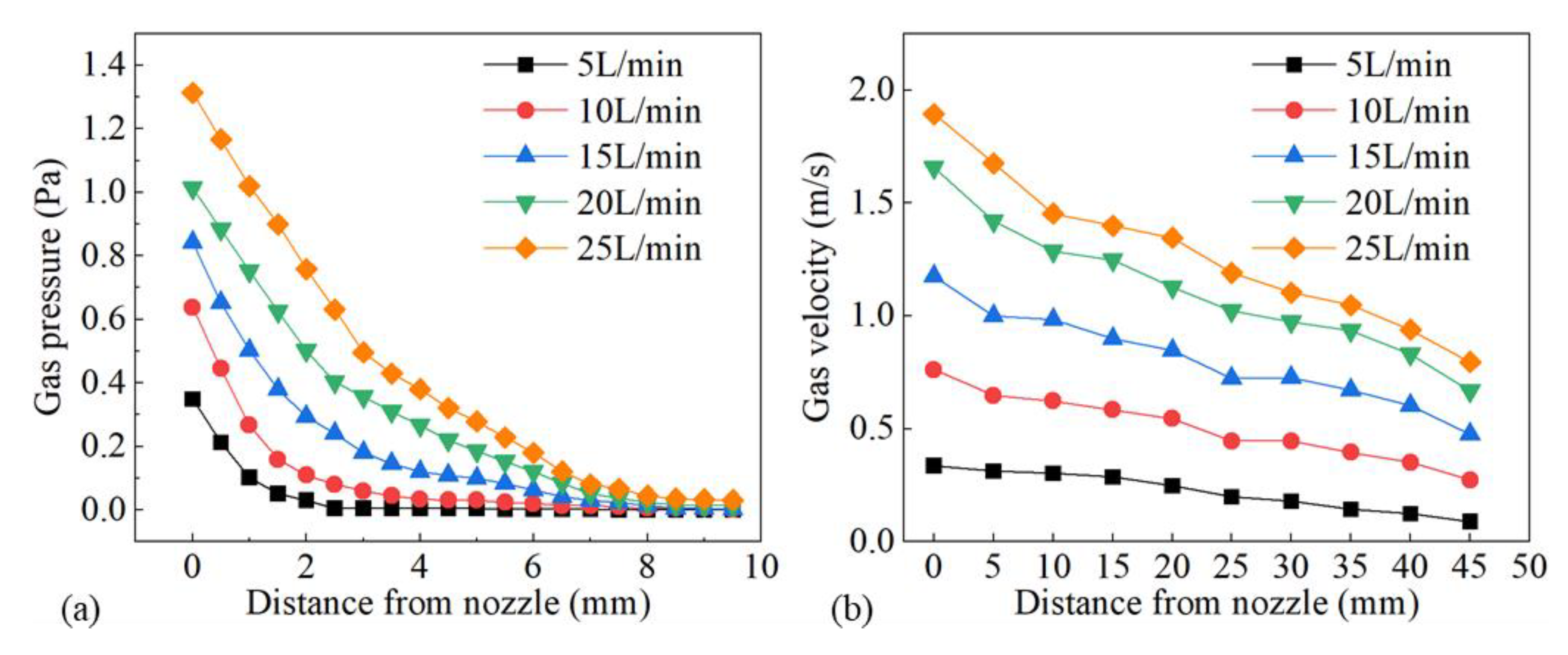
3.3.1. Influence of Gas Flow Rate
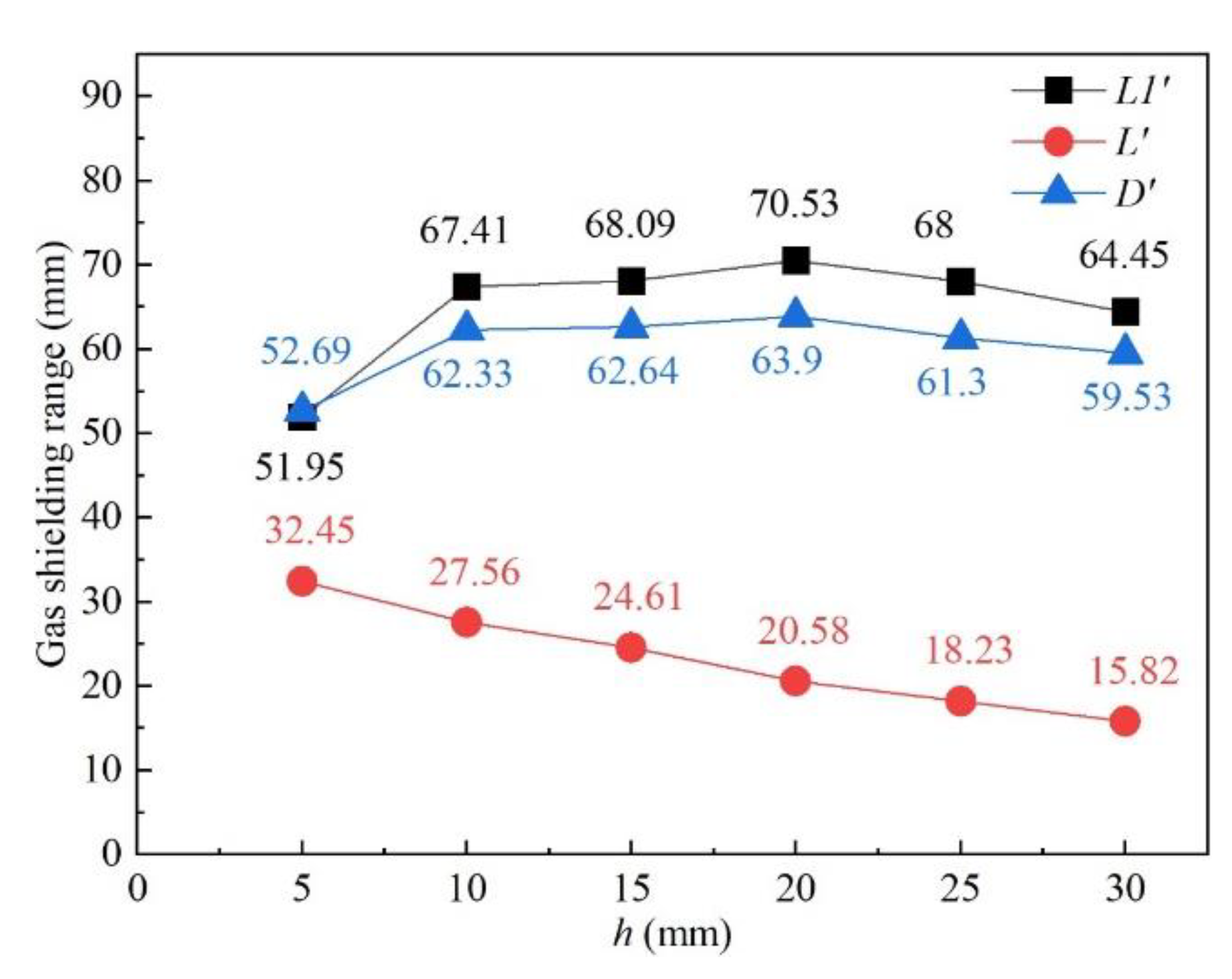
3.3.2. Influence of Nozzle Height
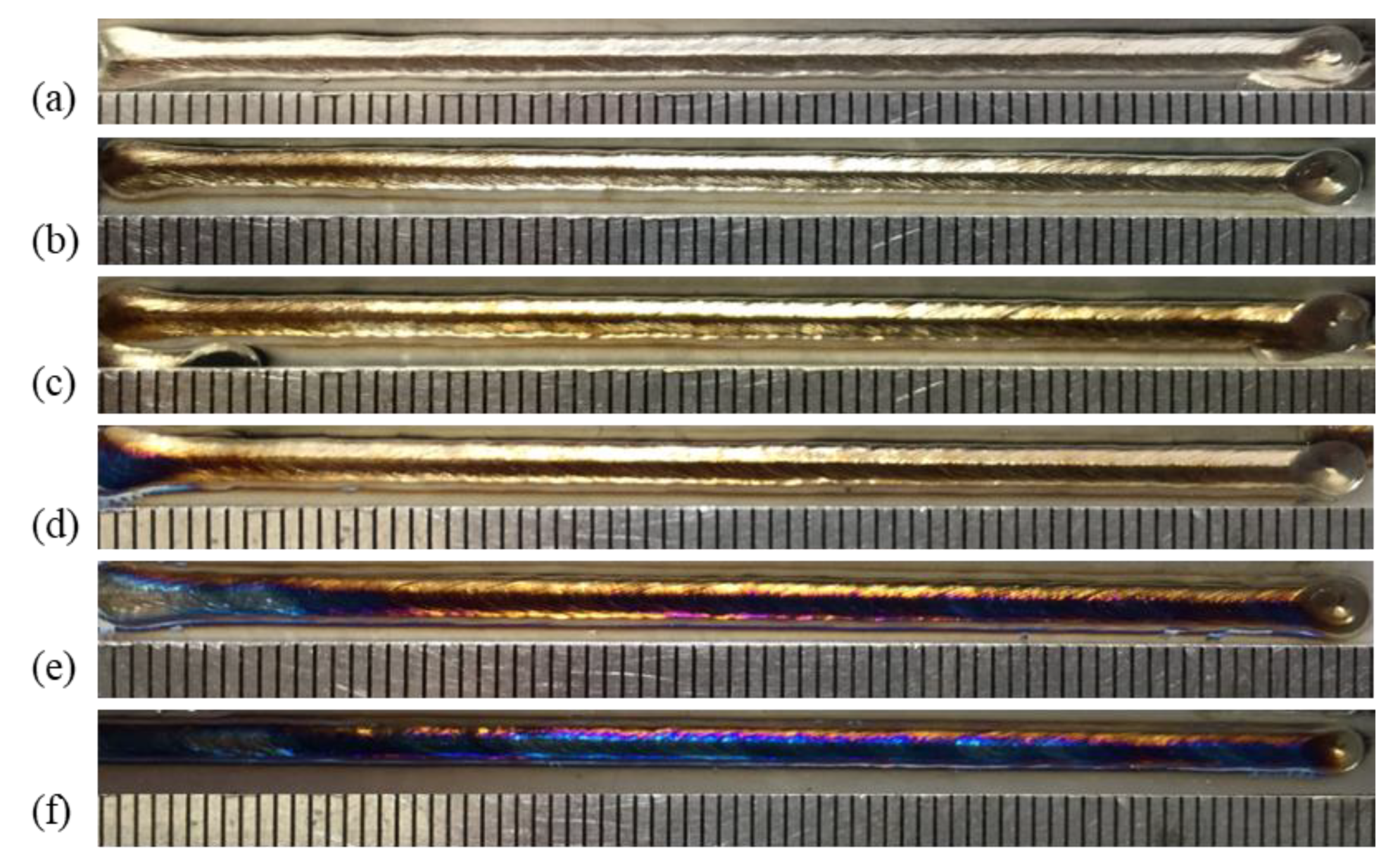
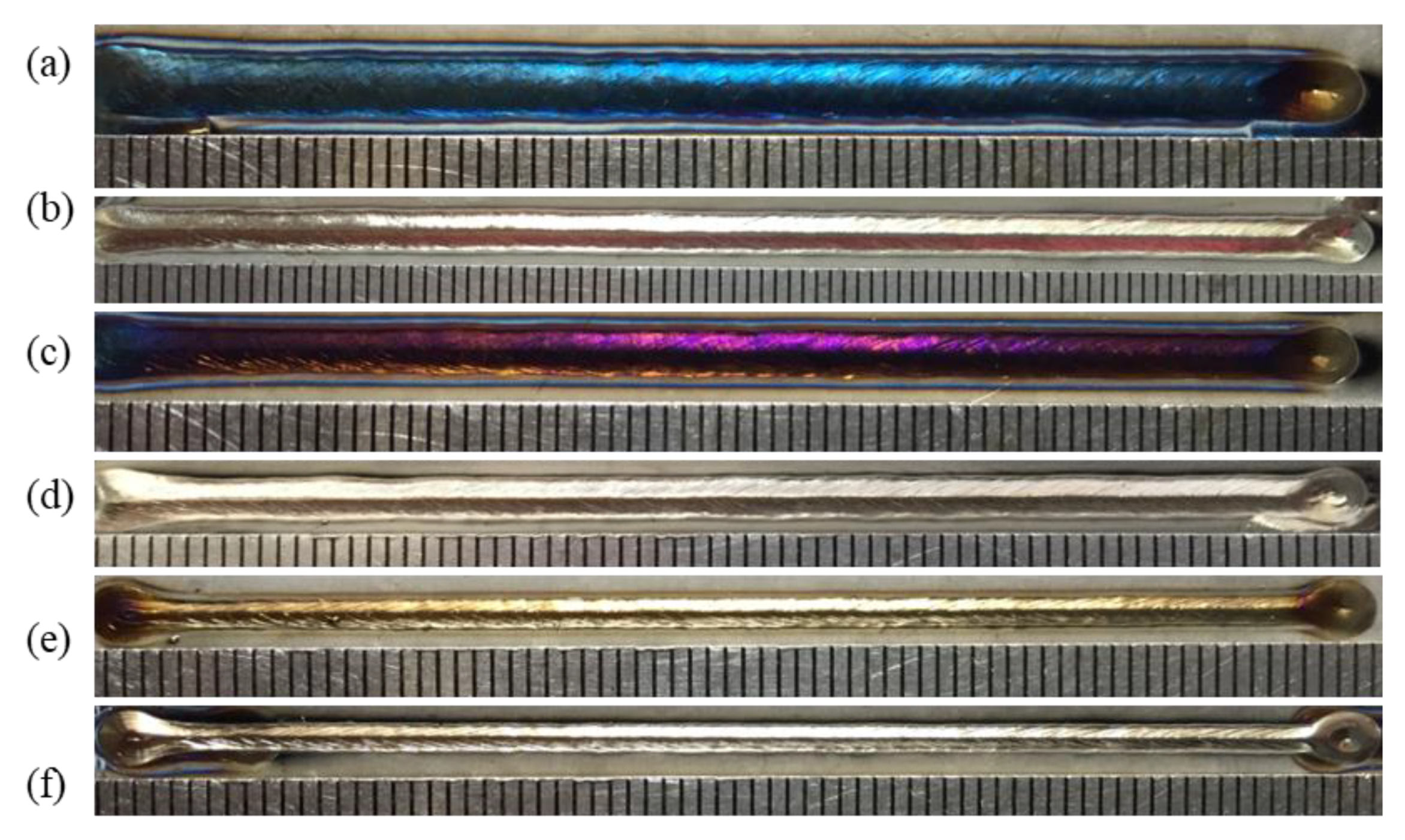
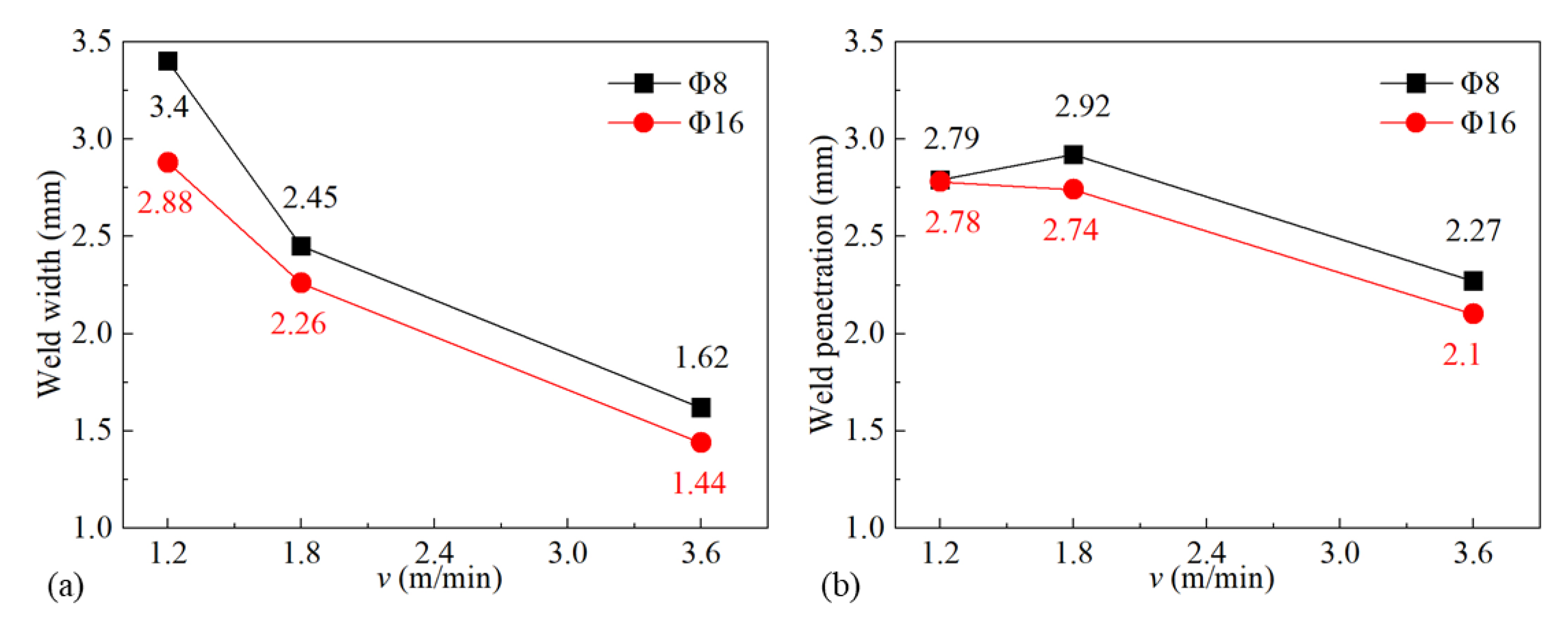
3.3.3. Influence of Nozzle Inner Diameter
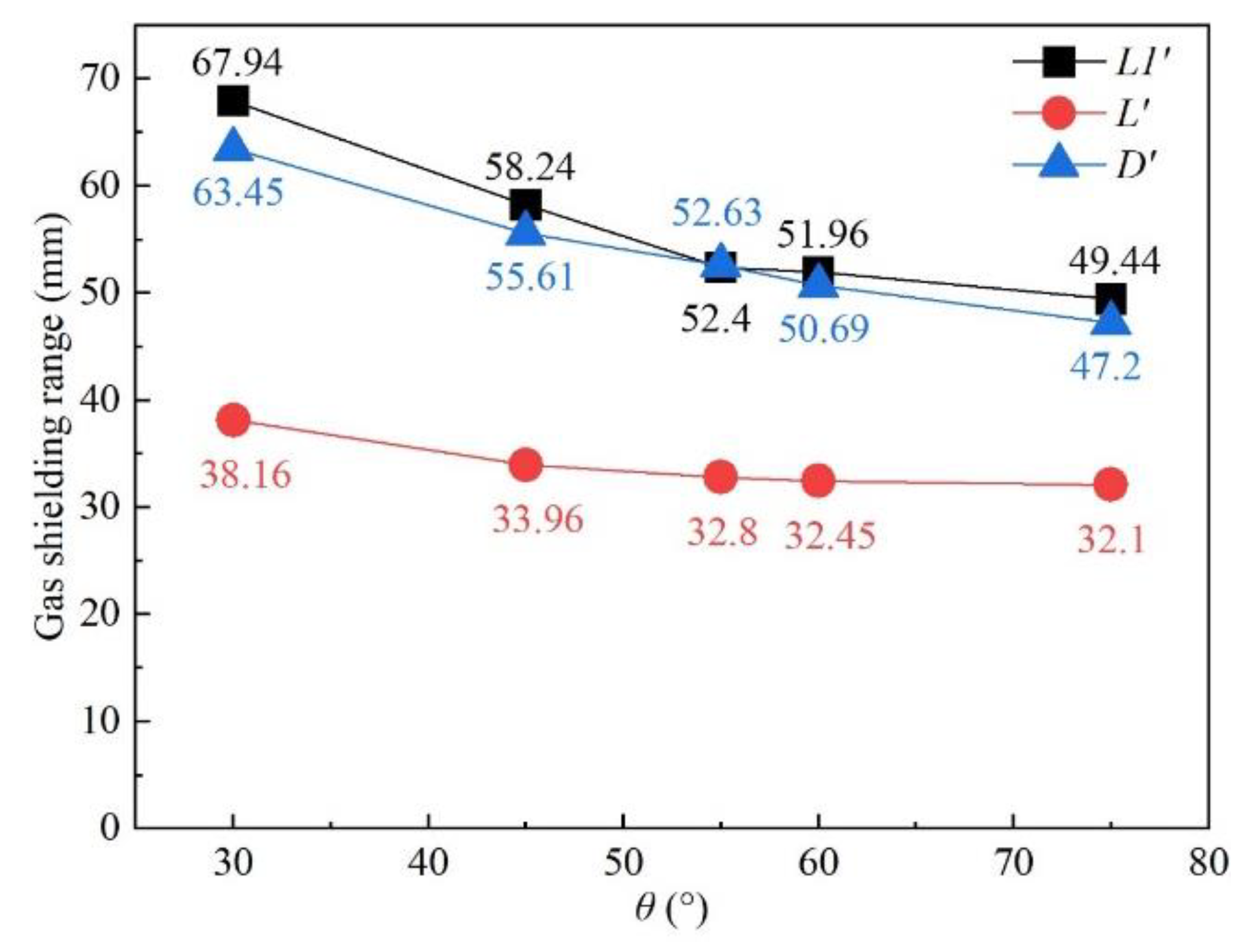
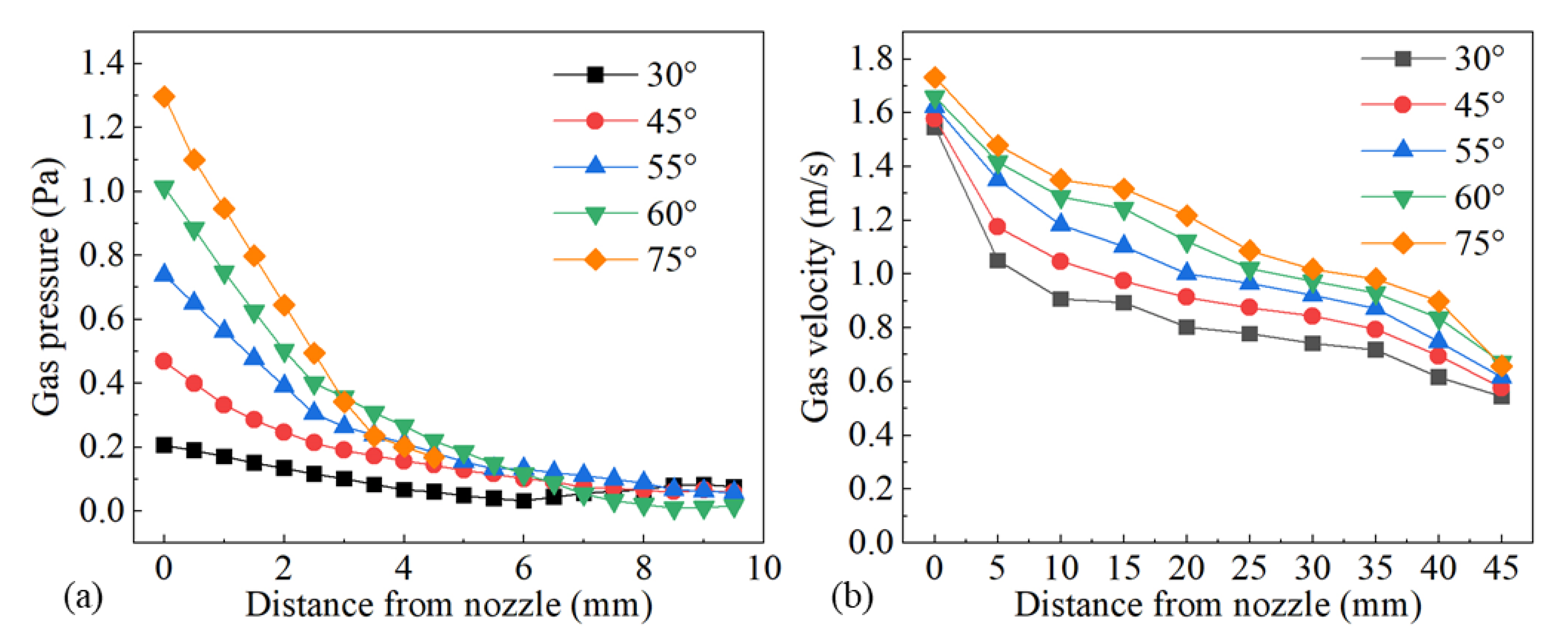
3.3.4. Influence of Nozzle Angle
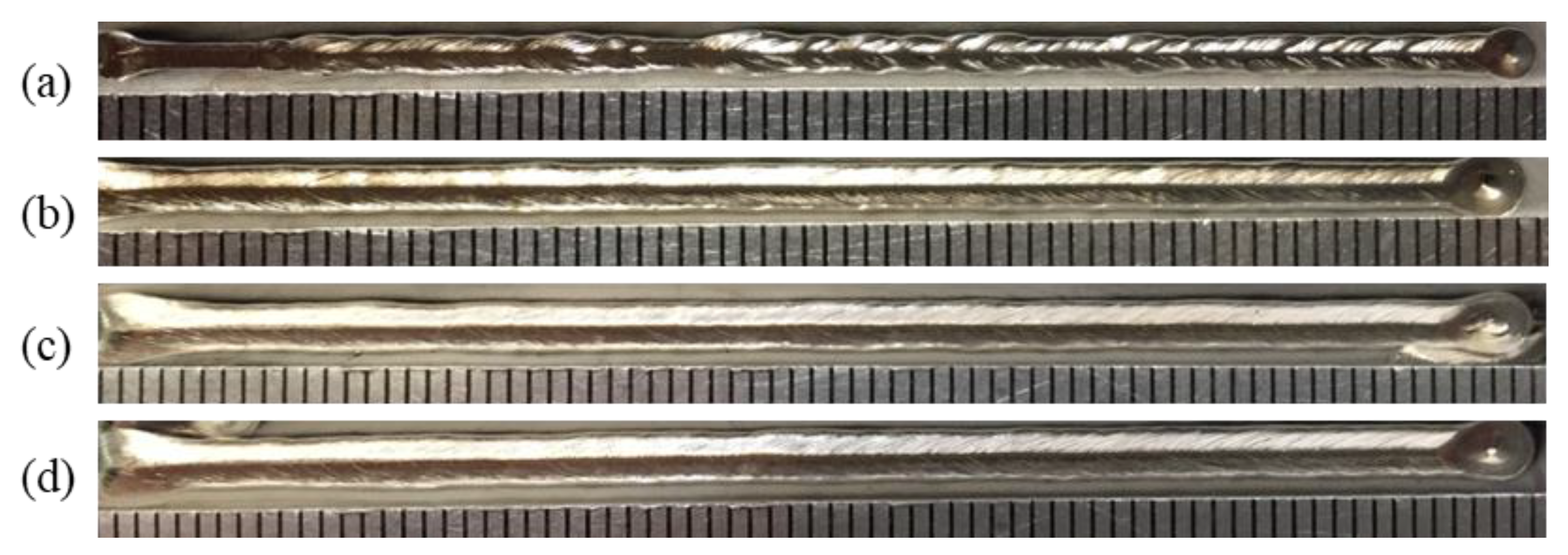
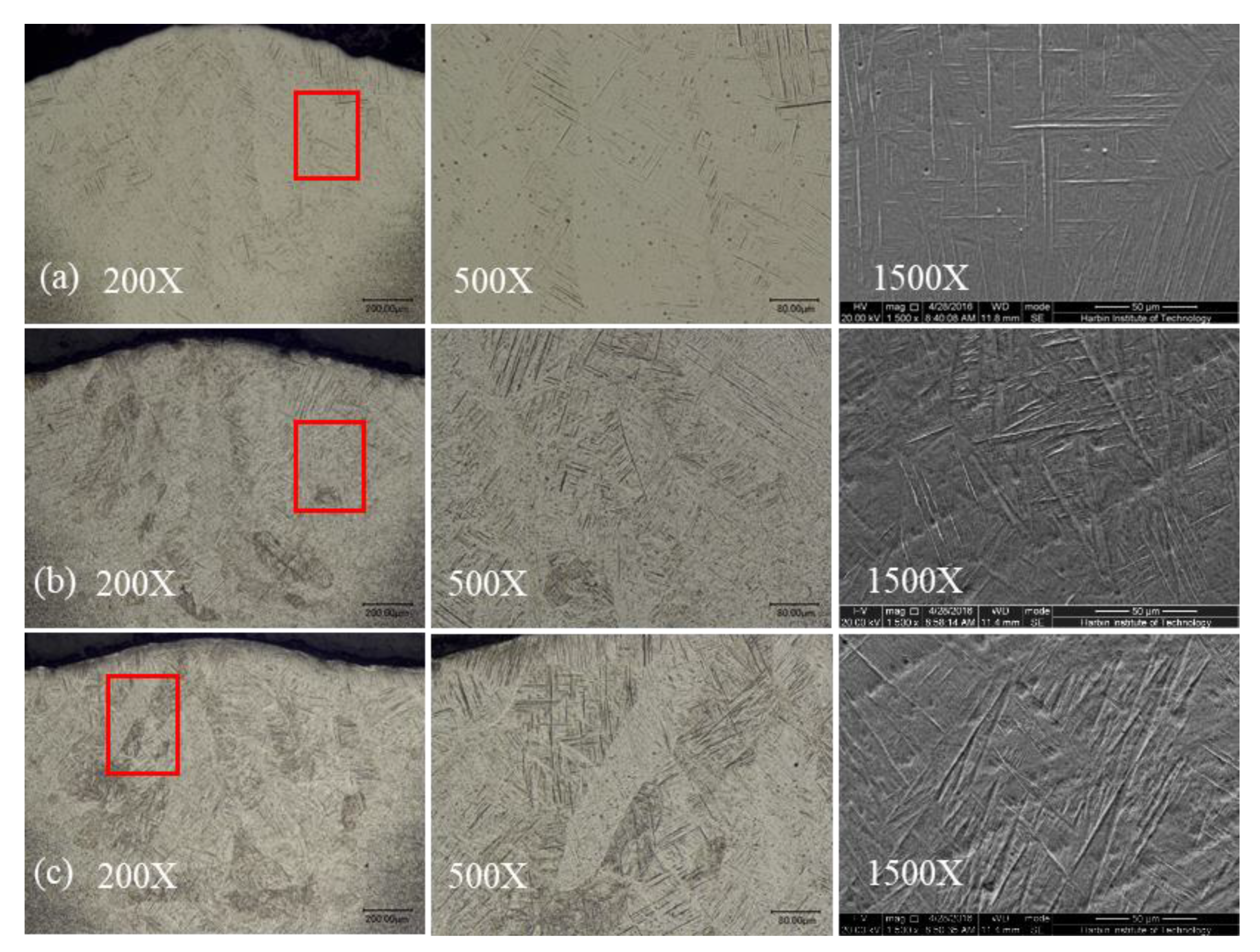
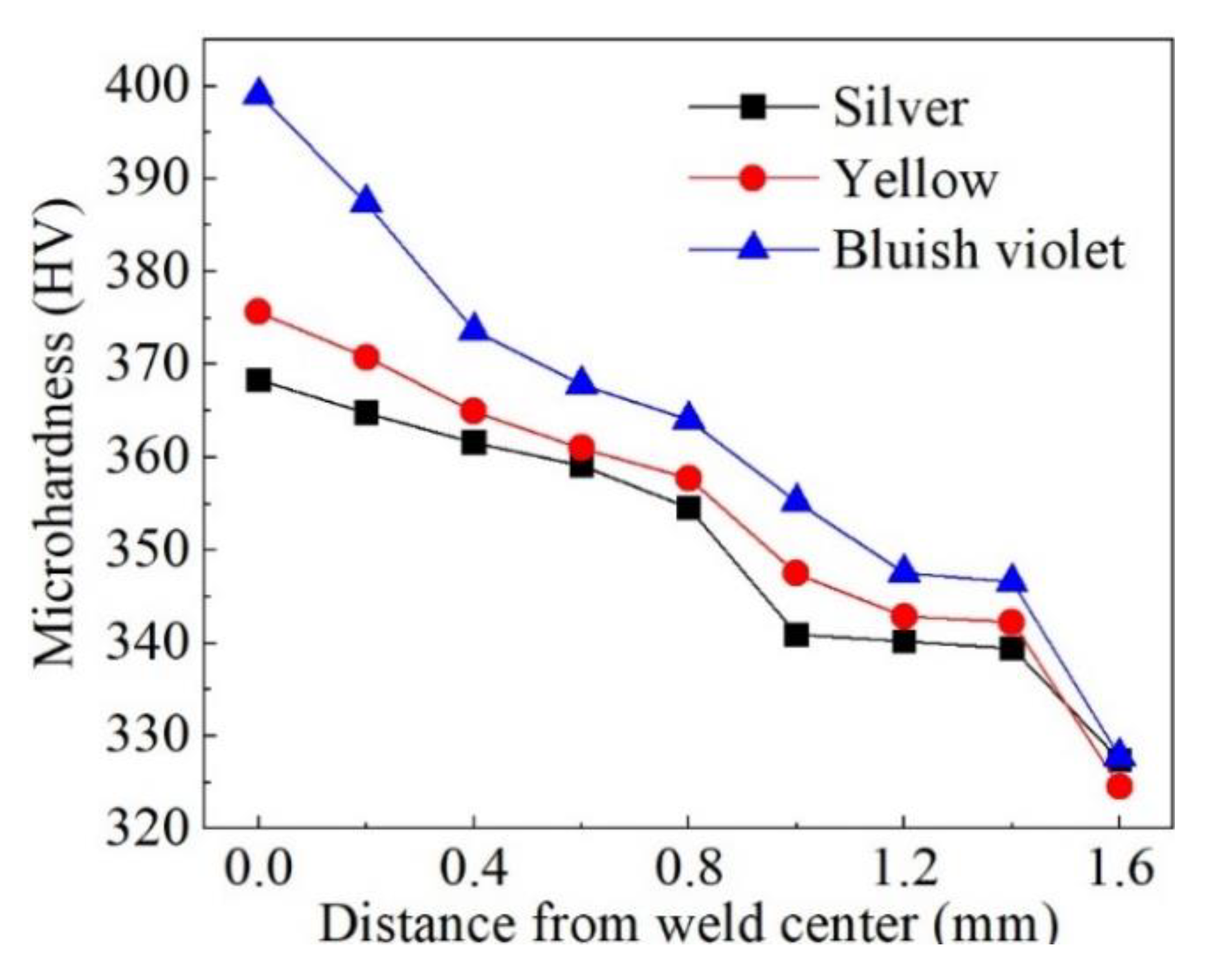
3.3.5. Microstructure and Microhardness of Welds
4. Conclusions
- (1)
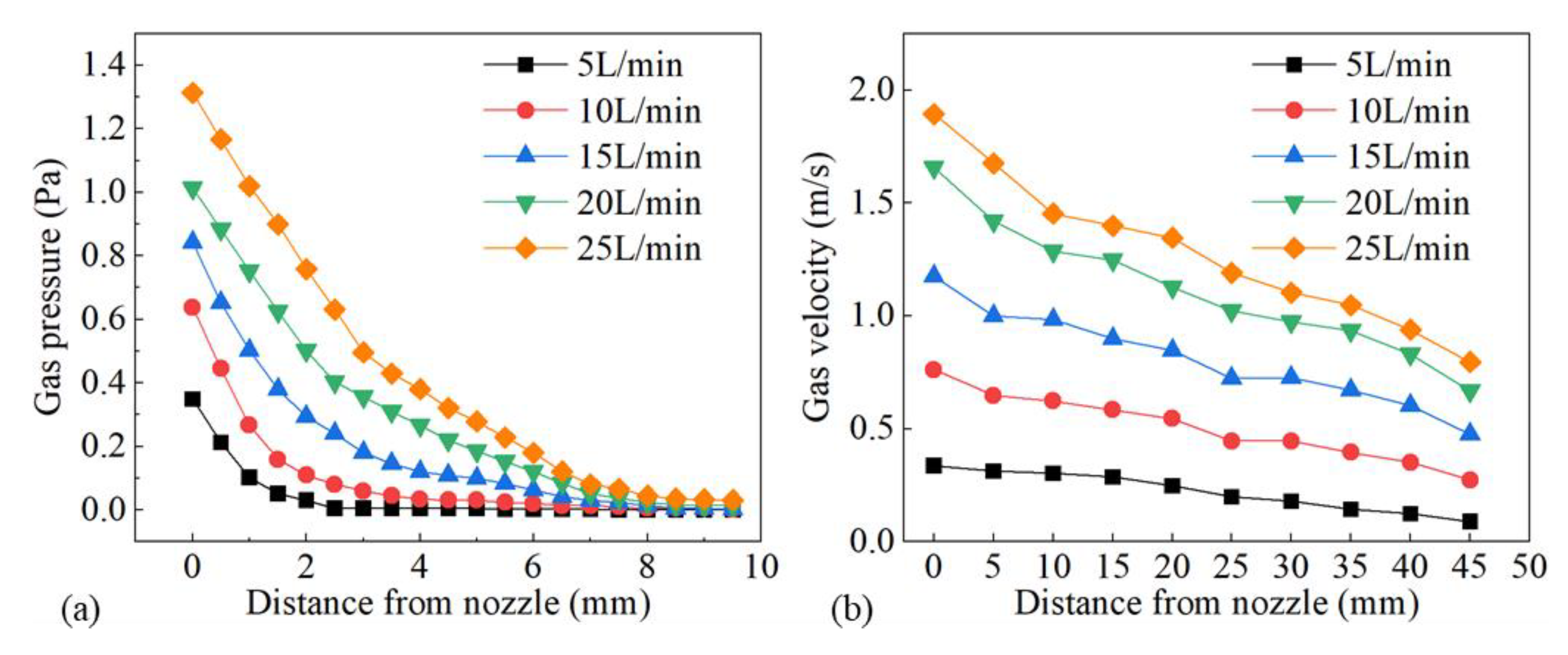
- The results of temperature and gas velocity distribution obtained by simulation were both well matched with experiments, so the numerical model established in this work was validated. The threshold gas protection temperature of TC4 alloy in the laser welding process was found to be 480 °C by combining the simulation and experiment results.
- (2)
- The nozzle height, nozzle inner diameter, and nozzle angle principally influenced the gas protection effect of TC4 alloy in the laser welding process. Lowering the nozzle height properly, enlarging the nozzle’s inner diameter, and decreasing the nozzle angle contributed to a better gas protection effect.
- (3)
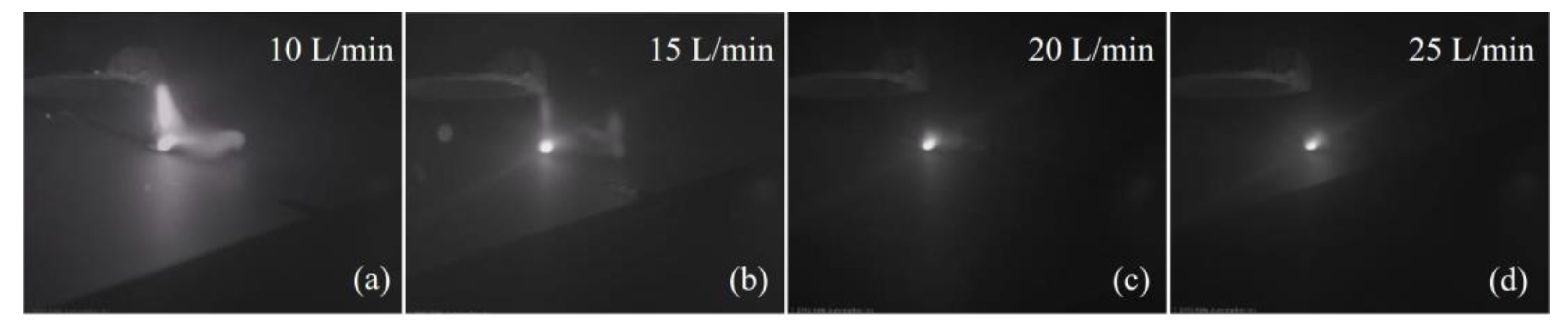
- Gas flow rate and nozzle inner diameter mainly influenced the restraining of the plasma plume. Increasing the gas flow rate and shrinking the nozzle inner diameter benefited the restraining of the plasma plume and enhanced the laser energy utilization rate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Boyer, R.R. Titanium for aerospace: Rationale and applications. Adv. Perform. Mater. 1995, 2, 349–368. [Google Scholar] [CrossRef]
- Peters, M.; Kumpfert, J.; Ward, C.; Leyens, C. Titanium Alloys for Aerospace Applications. Adv. Eng. Mater. 2003, 5, 419–427. [Google Scholar] [CrossRef]
- Niinomi, M.; Nakai, M.; Hieda, J. Development of new metallic alloys for biomedical applications. Acta Biomater. 2012, 8, 3888–3903. [Google Scholar] [CrossRef] [PubMed]
- Hao, Y.-L.; Li, S.-J.; Yang, R. Biomedical titanium alloys and their additive manufacturing. Rare Met. 2016, 35, 661–671. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Chen, L.-Y. A Review on Biomedical Titanium Alloys: Recent Progress and Prospect. Adv. Eng. Mater. 2019, 21, 1801215. [Google Scholar] [CrossRef]
- Sarraf, M.; Rezvani Ghomi, E.; Alipour, S.; Ramakrishna, S.; Liana Sukiman, N. A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications. Bio-Des. Manuf. 2022, 5, 371–395. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Chen, X.; Jiang, M.; Lei, Z.; Wang, Z.; Liang, J.; Wu, S.; Ma, S.; Jiang, N.; Chen, Y. Coaxial laser metal wire deposition of Ti6Al4V alloy: Process, microstructure and mechanical properties. J. Mater. Res. Technol. 2022, 20, 2578–2590. [Google Scholar] [CrossRef]
- Liu, H.; Nakata, K.; Yamamoto, N.; Liao, J. Microstructural characteristics and mechanical properties in laser beam welds of Ti6Al4V alloy. J. Mater. Sci. 2012, 47, 1460–1470. [Google Scholar] [CrossRef]
- Fang, X.; Zhang, J. Effects of microstructure and concavity on damage behavior of laser beam welded Ti-2Al-1.5Mn titanium alloy joints. Int. J. Adv. Manuf. Technol. 2015, 79, 1557–1568. [Google Scholar] [CrossRef]
- Zhan, X.; Peng, Q.; Wei, Y.; Ou, W. Experimental and simulation study on the microstructure of TA15 titanium alloy laser beam welded joints. Opt. Laser Technol. 2017, 94, 279–289. [Google Scholar] [CrossRef]
- Wang, Z.; Jiang, M.; Chen, X.; Du, Y.; Lei, Z.; Zhao, S.; Chen, Y. Mitigating spatters in keyhole-mode laser welding by superimposing additional ring-shaped beam. Opt. Laser Technol. 2024, 168, 109869. [Google Scholar] [CrossRef]
- Chen, X.; Jiang, N.; Jiang, M.; Du, Y.; Ma, S.; Chen, Y.; Tan, C.; Lei, Z.; Zhao, S.; Chen, Y. Numerical investigation of asymmetric weld fusion geometry in laser welding of aluminium alloy with beam oscillation. Sci. Technol. Weld. Join. 2022, 27, 595–605. [Google Scholar] [CrossRef]
- Jiang, M.; Li, B.; Chen, X.; Tan, C.; Lei, Z.; Zhao, S.; Chen, Y. Numerical study of thermal fluid dynamics and solidification characteristics during continuous wave and pulsed wave laser welding. Int. J. Therm. Sci. 2022, 181, 107778. [Google Scholar] [CrossRef]
- Jiang, M.; Jiang, N.; Chen, X.; Ma, S.; Chen, Y.; Chen, Y.; Lei, Z. Experimental and numerical investigation of single-pass laser welding of 20 mm-thick high-strength steel under reduced ambient pressure. J. Mater. Res. Technol. 2021, 15, 2317–2331. [Google Scholar] [CrossRef]
- Zhang, H.; Jiang, M.; Chen, X.; Wei, L.; Wang, S.; Jiang, Y.; Jiang, N.; Wang, Z.; Lei, Z.; Chen, Y. Investigation of weld root defects in high-power full-penetration laser welding of high-strength steel. Materials 2022, 15, 1095. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Y.; Jiang, M.; Chen, X.; Chen, A.; Ma, S.; Jiang, N.; Zhang, S.; Wang, Z.; Lei, Z.; Chen, Y. Vacuum laser beam welding of AZ31 magnesium alloy: Weld formability, microstructure and mechanical properties. Opt. Laser Technol. 2024, 169, 110115. [Google Scholar] [CrossRef]
- Sun, Z.; Pan, D.; Zhang, W. Correlation Between Welding Parameters and Microstructures in TIG, Plasma, and Laser Welded Ti-6Al-4V Alloy. In Proceedings of the 6th International Conference on Trends in Welding Research, Phoenix, AZ, USA, 15–19 April 2002. [Google Scholar]
- Li, Z.; Gobbi, S.L.; Norris, I.; Zolotovsky, S.; Richter, K.H. Laser welding techniques for titanium alloy sheet. J. Mater. Process Technol. 1997, 65, 203–208. [Google Scholar] [CrossRef]
- Chengjun, J.; Wei, W.; Qian, L. Welding procedure qualification of small diameter thin-walled titanium pipes. In Proceedings of the 2021 International Conference on Mechanical Engineering, Intelligent Manufacturing and Automation Technology (MEMAT 2021), Guilin, China, 23–25 April 2021. [Google Scholar] [CrossRef]
- Torster, F.; Dos Santos, J.F.; Kocak, M.; Penasa, M. Fracture behaviour of laser Beam Welded titanium alloys. In Proceedings of the European Conference on Laser Treatment of Materials, Hannover, Germany, 22–23 September 1998. [Google Scholar]
- Schneider, A.; Gumenyuk, A.; Lammers, M.; Malletschek, A.; Rethmeier, M. Laser Beam Welding of Thick Titanium Sheets in the Field of Marine Technology. In Proceedings of the 8th International Conference on Laser Assisted Net Shape Engineering (LANE), Furth, Germany, 8–11 September 2014. [Google Scholar] [CrossRef]
- Blackburn, J.; Allen, C.; Hilton, P.; Li, L. Nd:YAG laser welding of titanium alloys using a directed gas jet. J. Laser Appl. 2010, 22, 71–78. [Google Scholar] [CrossRef]
- Vyskoč, M.; Sahul, M.; Dománková, M.; Jurči, P.; Sahul, M.; Vyskočová, M.; Martinkovič, M. The Effect of Process Parameters on the Microstructure and Mechanical Properties of AW5083 Aluminum Laser Weld Joints. Metals 2020, 10, 1443. [Google Scholar] [CrossRef]
- Deepan Bharathi Kannan, T.; Sathiya, P.; Ramesh, T. Experimental investigation and characterization of laser welded NiTinol shape memory alloys. J. Manuf. Process 2017, 25, 253–261. [Google Scholar] [CrossRef]
- Campana, G.; Ascari, A.; Fortunato, A.; Tani, G. Hybrid laser-MIG welding of aluminum alloys: The influence of shielding gases. Appl. Surf. Sci. 2009, 255, 5588–5590. [Google Scholar] [CrossRef]
- Wang, H.; Shi, Y.; Gong, S.; Duan, A. Effect of assist gas flow on the gas shielding during laser deep penetration welding. J. Mater. Process Technol. 2007, 184, 379–385. [Google Scholar] [CrossRef]
- Lee, Y.; Cheon, J.; Min, B.-K.; Kim, C. Optimization of gas shielding for the vacuum laser beam welding of Ti-6Al-4V titanium alloy. Int. J. Adv. Manuf. Technol. 2022, 123, 1297–1305. [Google Scholar] [CrossRef]
- Alvarez-Herrera, C.; Moreno-Hernández, B.D.; Barrientos-García, J.A. Guerrero-Viramontes.Temperature measurement of air convection using a Schlieren system. Opt. Laser Technol. 2009, 41, 233–240. [Google Scholar] [CrossRef]
- Tani, G.; Ascari, A.; Campana, G.; Fortunato, A. A study on shielding gas contamination in laser welding of non-ferrous alloys. Appl. Surf. Sci. 2007, 254, 904–907. [Google Scholar] [CrossRef]
- Ogden, H.R.; Jaffee, R.I. The Effects of Carbon, Oxygen, and Nitrogen on the Mechanical Properties of Titanium and Titanium Alloys; TML-20; U.S. Department of Energy Office of Scientific and Technical Information: Oak Ridge, TN, USA, 1955. [CrossRef]
- Ouchi, C.; Iizumi, H.; Mitao, S. Effects of ultra-high purification and addition of interstitial elements on properties of pure titanium and titanium alloy. Mat. Sci. Eng. A-Struct. 1998, 243, 186–195. [Google Scholar] [CrossRef]
- Wu, A.P.; Zou, G.S.; Ren, J.L.; Zhang, H.J. Microstructures and mechanical properties of Ti-24Al-17Nb (at.%) laser beam welding joints. Intermetallics 2002, 10, 647–652. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | V | Fe | Si | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|---|
| 5.96 | 3.74 | 0.096 | 0.03 | 0.01 | 0.013 | 0.0048 | 0.05 | Bal. |
| Model Variables | Model Constants | Model Parameters |
|---|---|---|
| k, turbulent kinetic energy | T, temperature | C1 = 1.44 |
| ε, turbulent dissipation | ρ, density of shielding gas | C2 = 1.92 |
| t, time | μ, viscosity of shielding gas | C3 = 0.09 |
| xi, space coordinates in the ith direction | S, modulus of mean rate-of-strain tensor | Cμ = 0.09 |
| ui, component of the velocity vector in the ith direction | gi, component of the gravitational vector in the ith direction | σk = 1.0 |
| — | — | σε = 1.3 |
| Prt = 0.85 |
| Variables | Definitions |
|---|---|
| D | Width of high-temperature area |
| L1 | Length of high-temperature area |
| L | Distance between the projection of nozzle tip and the end of the high-temperature area |
| D′ | Width of gas shielding area |
| L1′ | Length of gas shielding area |
| L′ | Distance between the projection of the nozzle tip and the end of the gas shielding area |
| d | Inner diameter of the nozzle |
| Q | Gas flow rate |
| θ | Angle between the axle of the nozzle and the surface of the plate |
| h | Distance between the nozzle tip and the surface of the plate |
| Case | Welding Speed (m/min) | Nozzle Height (mm) | Nozzle Inner Diameter (mm) |
|---|---|---|---|
| a | 1.8 | 5 | 16 |
| b | 1.8 | 5 | 12 |
| c | 1.8 | 5 | 8 |
| d | 1.2 | 5 | 8 |
| Case | Nozzle Inner Diameter (mm) | Welding Speed (m/min) |
|---|---|---|
| a | 8 | 1.2 |
| b | 16 | 1.2 |
| c | 8 | 1.8 |
| d | 16 | 1.8 |
| e | 8 | 3.6 |
| f | 16 | 3.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, A.; Li, B.; Chen, X.; Jiang, M.; Zou, S.; Tao, W.; Lei, Z.; Chen, Y. Experimental and Numerical Investigation of Shielding Gas Behaviors in Laser Welding of TC4 Alloy. Materials 2023, 16, 6511. https://doi.org/10.3390/ma16196511
Chen A, Li B, Chen X, Jiang M, Zou S, Tao W, Lei Z, Chen Y. Experimental and Numerical Investigation of Shielding Gas Behaviors in Laser Welding of TC4 Alloy. Materials. 2023; 16(19):6511. https://doi.org/10.3390/ma16196511
Chicago/Turabian StyleChen, Ao, Bingchen Li, Xi Chen, Meng Jiang, Shuai Zou, Wang Tao, Zhenglong Lei, and Yanbin Chen. 2023. "Experimental and Numerical Investigation of Shielding Gas Behaviors in Laser Welding of TC4 Alloy" Materials 16, no. 19: 6511. https://doi.org/10.3390/ma16196511
APA StyleChen, A., Li, B., Chen, X., Jiang, M., Zou, S., Tao, W., Lei, Z., & Chen, Y. (2023). Experimental and Numerical Investigation of Shielding Gas Behaviors in Laser Welding of TC4 Alloy. Materials, 16(19), 6511. https://doi.org/10.3390/ma16196511