
Stress Relieving Heat Treatment of 316L Stainless Steel Made by Additive Manufacturing Process

 , , , ,
, , , ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Specimens Preparation
2.2. Heat Treatment
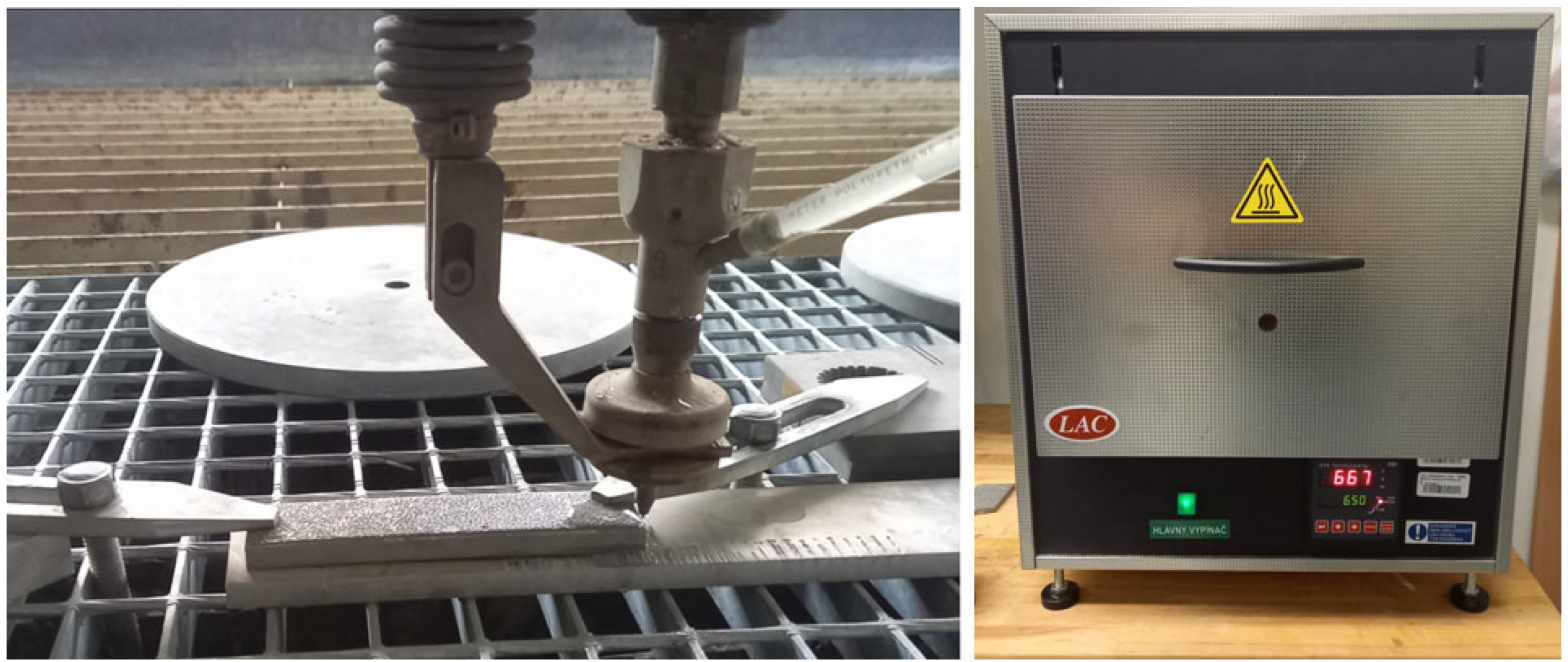
2.3. X-ray Diffraction
2.4. Microstructure Evaluation
3. Results
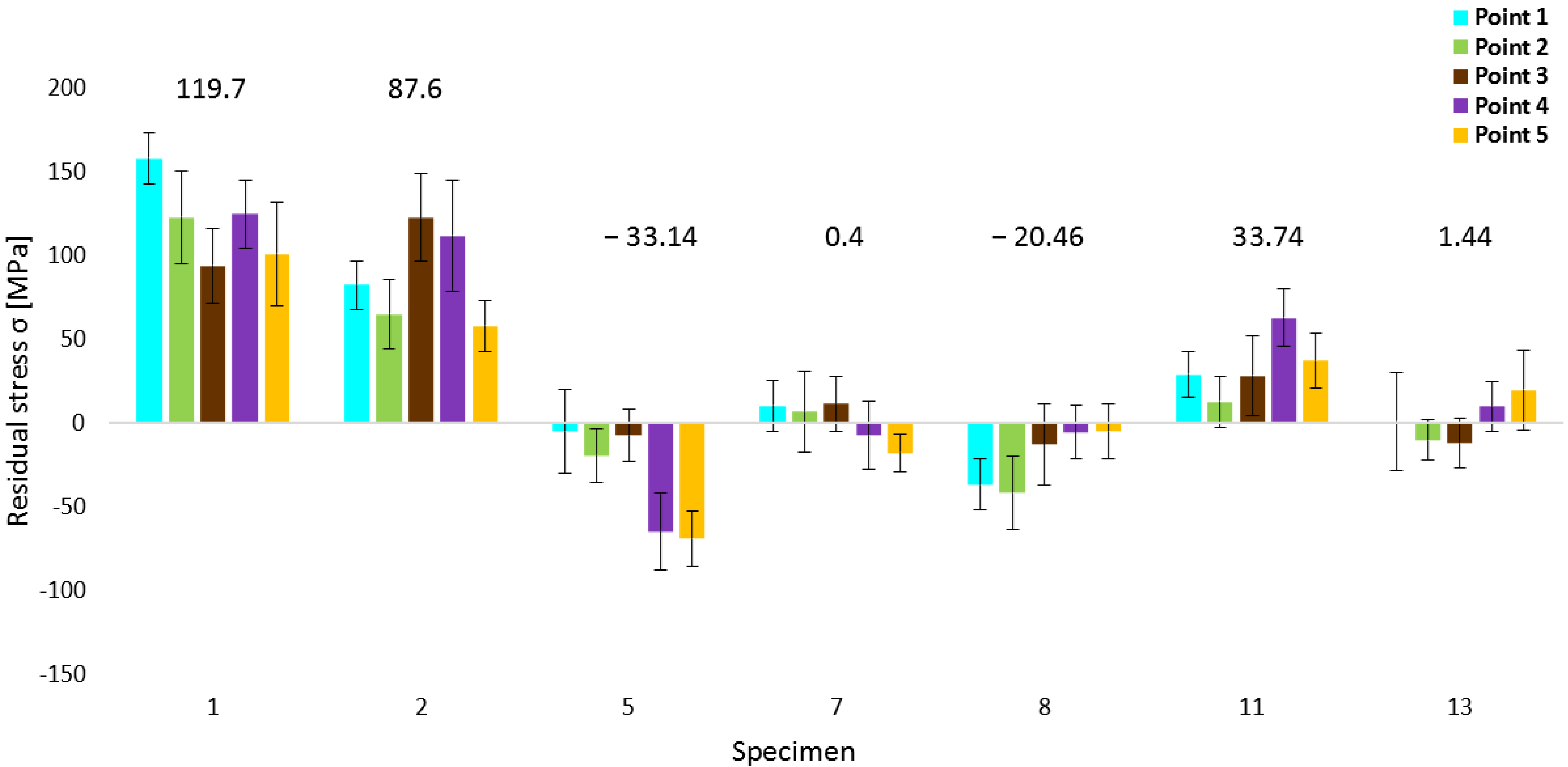
3.1. Residual Stresses—XRD
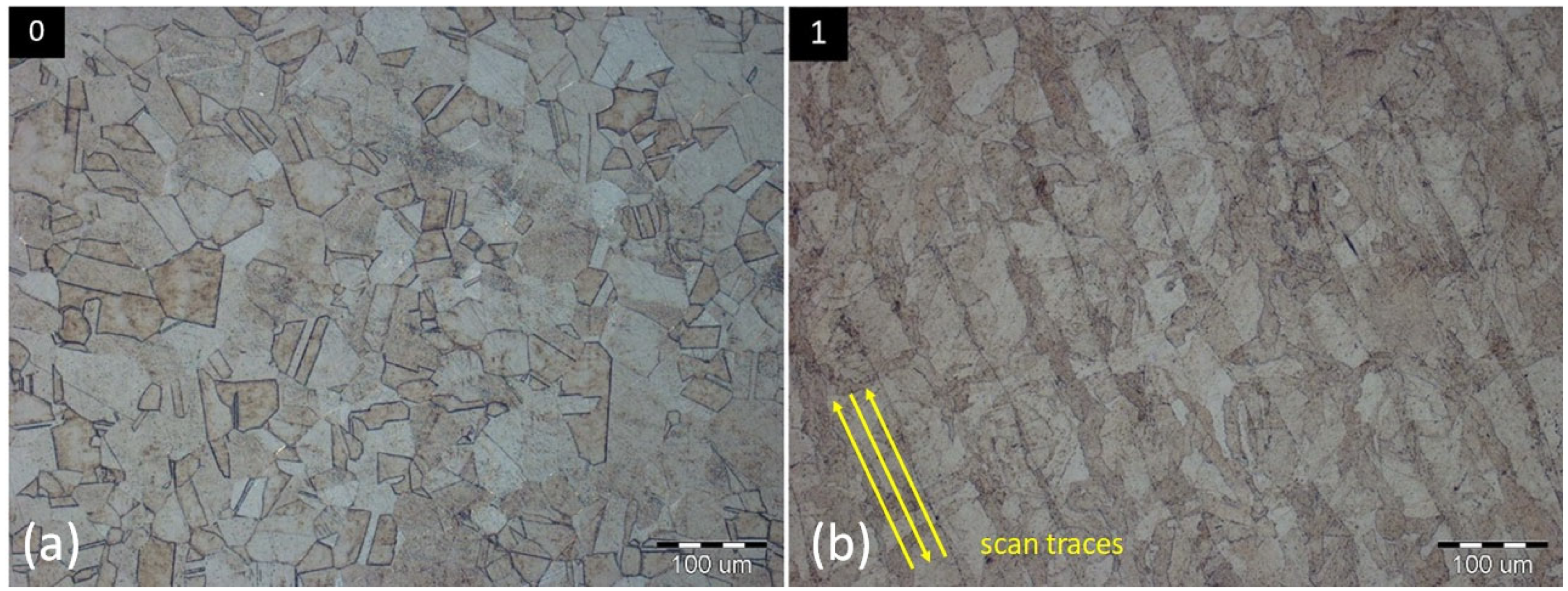
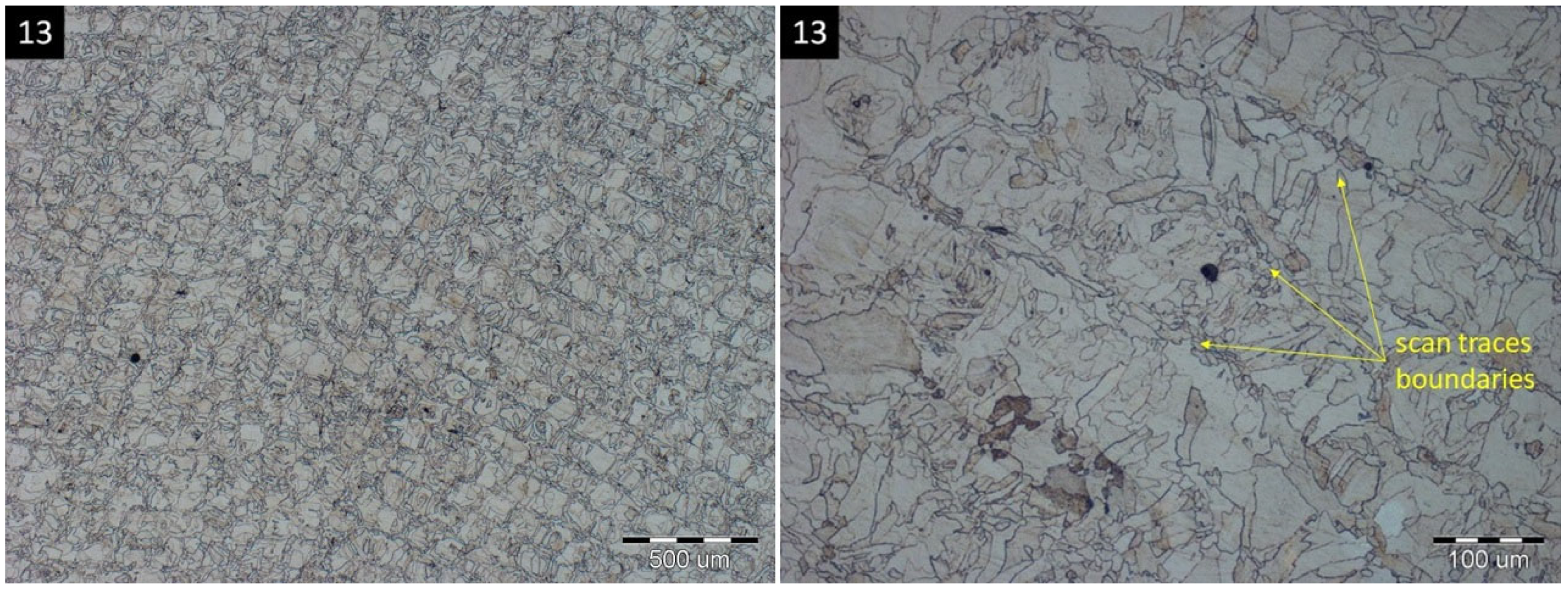
3.2. Microstructure Evaluation
3.3. Effect of Heat Treatment on Residual Stresses
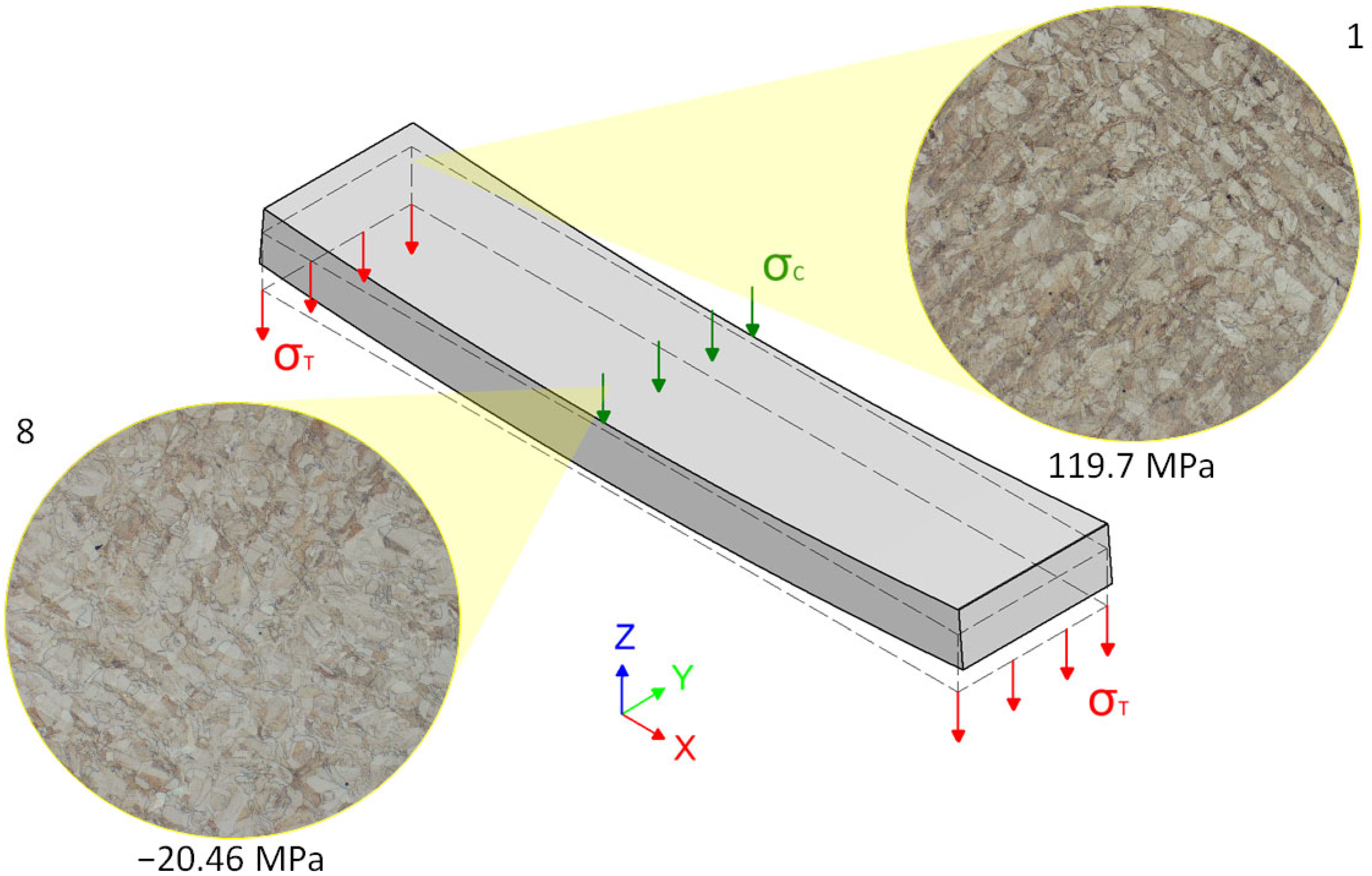
3.4. Effect of Bending Phenomenon
3.5. Effect of Important Factors on Stress Relief
4. Discussion
5. Conclusions
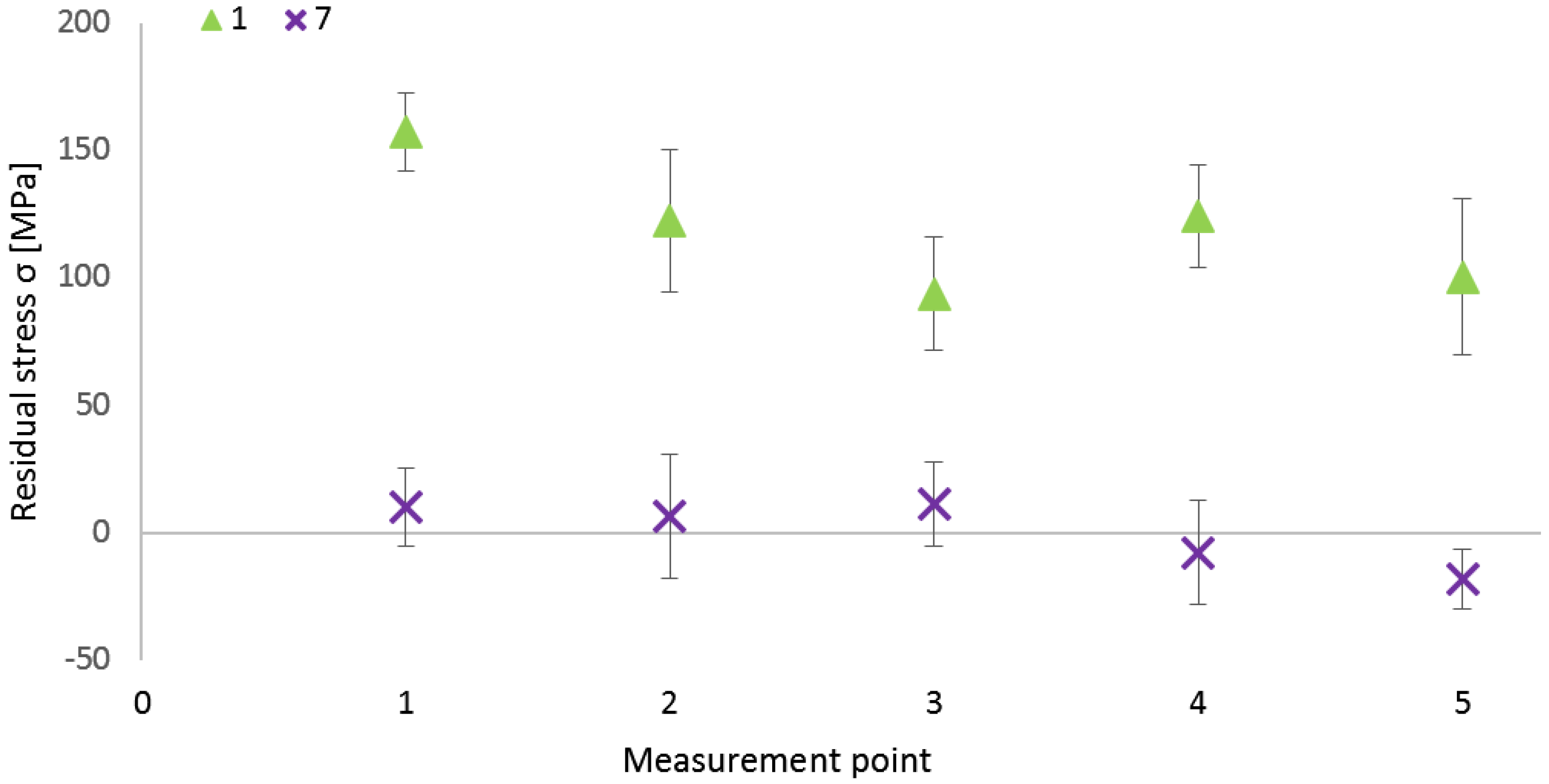
- The resulting values of residual stresses in the surface layer of experimental specimens, obtained using the X-ray diffraction, showed the potential of used temperature regimes for residual stress relieving in these areas of SS 316L stainless steel and also used muffle furnace proved to be a suitable tool for this post-processing operation;
- The combination of the lower temperature (650 °C) and shorter duration of heat treatment (4 h) seemed to be less effective, according to the fact that measured residual stresses showed higher tensile character;
- The application of the highest temperature of used regimes was shown to be the reliable parameter for the stress state relieving process, mainly in the case of using longer holding times (6 and 8 h). However, it is worth mentioning that some microstructure changes occur during the application of higher temperatures, but recrystallization is not so significant;
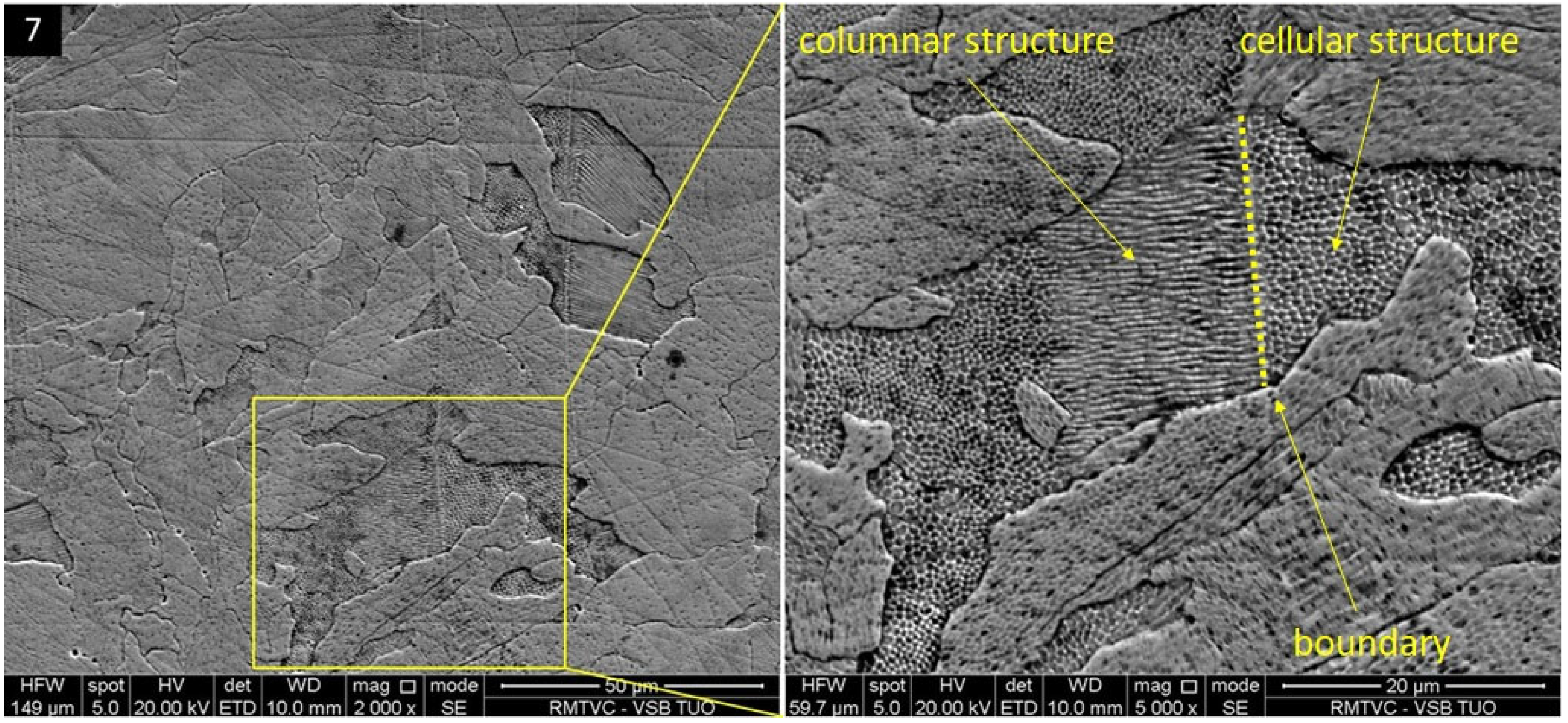
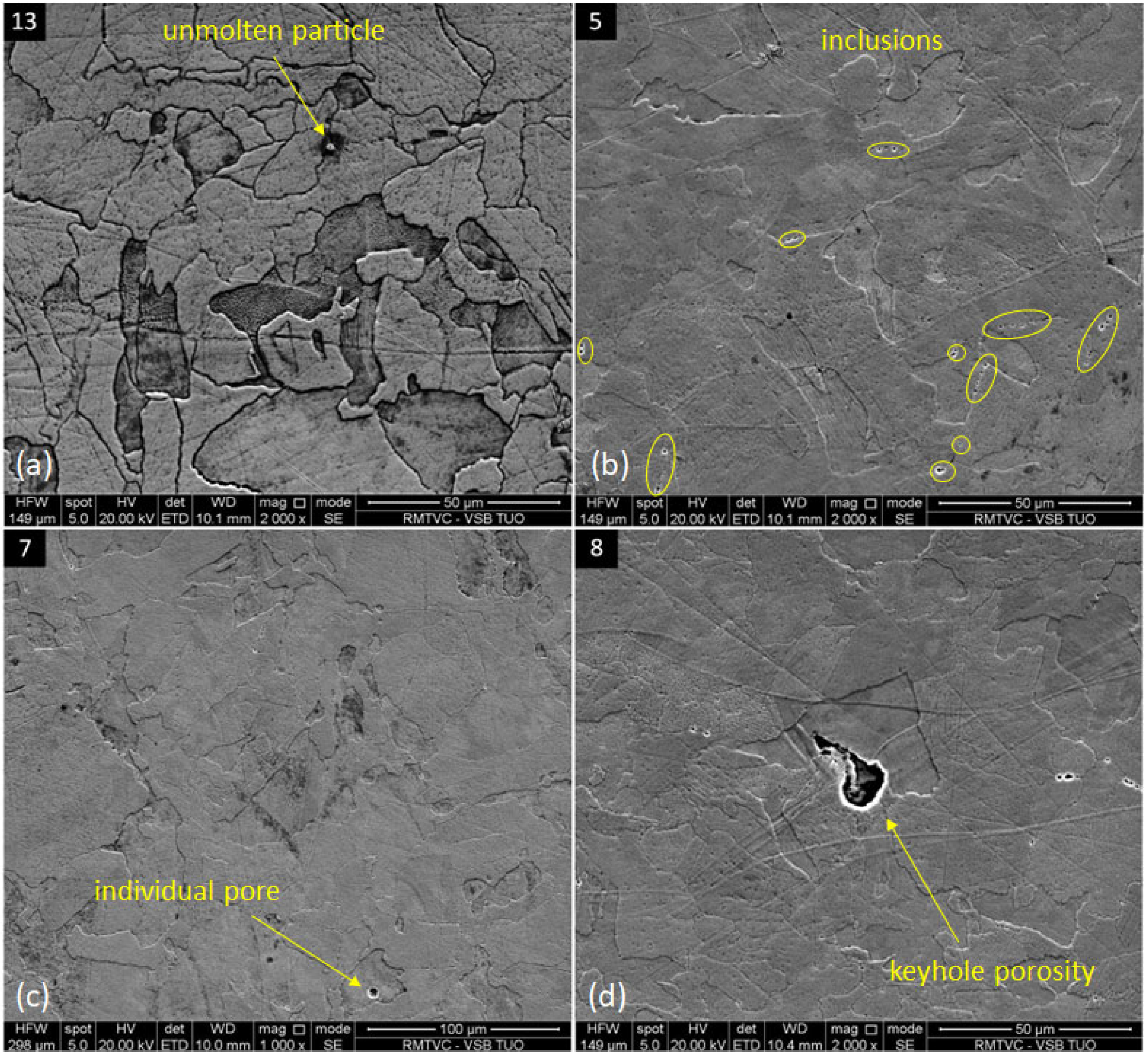
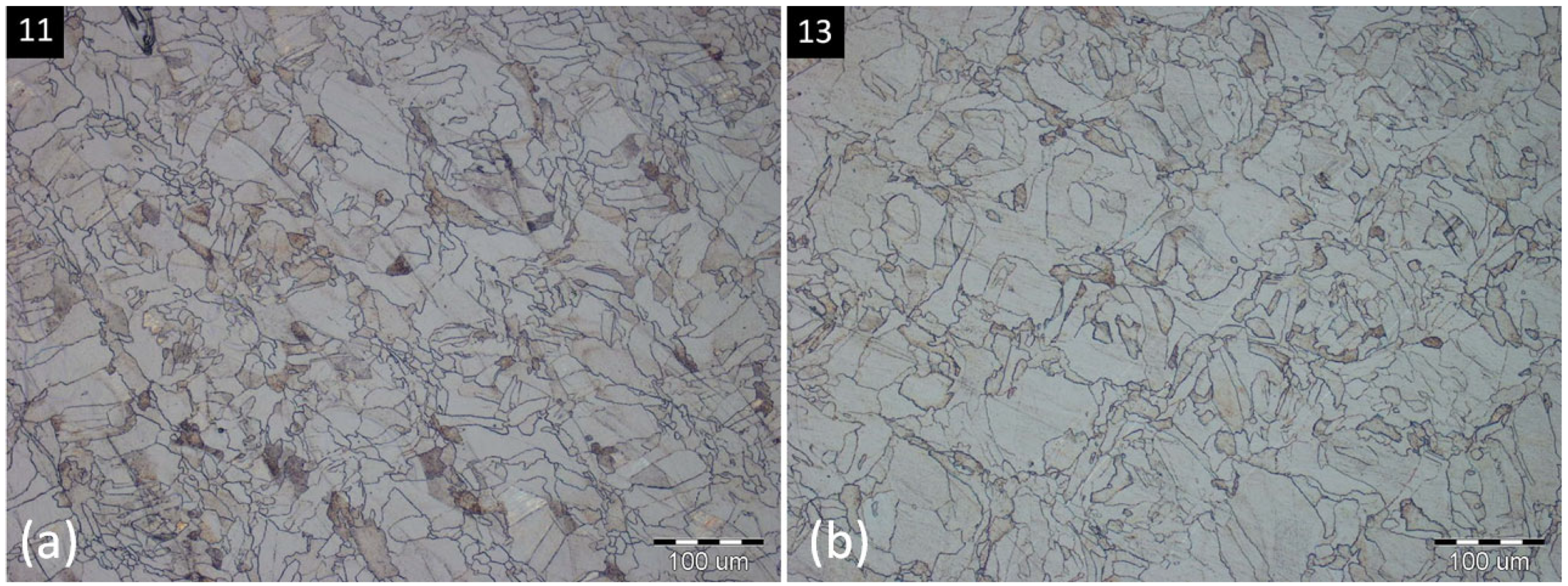
- The microstructure of specimens, made by the SLM process, includes irregular grains with fine cellular structure, and any variations were not observed in this type of structure within all specimens. However, the influence of heat treatment was found on characteristic texture with scan traces, whose markedness was suppressed already at 700 °C. The most important microstructure difference was in the case of the highest temperature (800 °C), where slight grain growth occurred;
- The stress state closest to zero was reached in specimen 7; however, it needs to be considered that the used temperature regime suppressed stresses of lower values, closer to zero, which was the consequence of the described bending phenomenon. The position of experimental specimens within the original SLM part was crucial for the stress relieving process, on the basis of what can be stated that the original stress state of the material is important for setting the optimal parameters of stress relieving heat treatment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ahmed, N. Direct metal fabrication in rapid prototyping: A review. J. Manuf. Process. 2019, 42, 167–191. [Google Scholar] [CrossRef]
- Schmidleithner, C.; Deepak, M.K. Stereolithography; IntechOpen: London, UK, 2018; pp. 1–22. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Li, N.; Huang, S.; Zhang, G.; Qin, R.; Liu, W.; Xiong, H.; Shi, G.; Blackburn, J. Progress in additive manufacturing on new materials: A review. J. Mater. Sci. Technol. 2019, 35, 242–269. [Google Scholar] [CrossRef]
- Rani, K.U.; Kumar, R.; Mahapatra, M.M.; Mulik, R.S.; Świerczyńska, A.; Fydrych, D.; Pandey, C. Wire Arc Additive Manufactured Mild Steel and Austenitic Stainless Steel Components: Microstructure, Mechanical Properties and Residual Stresses. Materials 2022, 15, 7094. [Google Scholar] [CrossRef] [PubMed]
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ASTM International: West Conshohocken, PA, USA, 2021.
- Jia, H.; Sun, H.; Wang, H.; Wu, Y.; Wang, H. Scanning strategy in selective laser melting (SLM): A review. Int. J. Adv. Manuf. Technol. 2021, 113, 2413–2435. [Google Scholar] [CrossRef]
- Malekipour, E.; El-Mounayri, H. Common defects and contributing parameters in powder bed fusion AM process and their classification for online monitoring and control: A review. Int. J. Adv. Manuf. Technol. 2018, 95, 527–550. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect formation mechanisms in selective laser melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef]
- Chen, J.; Hou, W.; Wang, X.; Chu, S.; Yang, Z. Microstructure, porosity and mechanical properties of selective laser melted AlSi10Mg. Chin. J. Aeronaut. 2020, 33, 2043–2054. [Google Scholar] [CrossRef]
- Kalentics, N.; Sohrabi, N.; Tabasi, H.G.; Griffiths, S.; Jhabvala, J.; Leinenbach, C.; Burn, A.; Logé, R.E. Healing cracks in selective laser melting by 3D laser shock peening. Addit. Manuf. 2019, 30, 100881. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Davim, J.P. (Ed.) Surface Integrity in Machining; Springer: London, UK, 2010. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress. Part 2–Nature and origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Fang, Z.C.; Wu, Z.L.; Huang, C.G.; Wu, C.W. Review on residual stress in selective laser melting additive manufacturing of alloy parts. Opt. Laser. Technol. 2020, 129, 106283. [Google Scholar] [CrossRef]
- Mugwagwa, L.; Yadroitsev, I.; Matope, S. Effect of process parameters on residual stresses, distortions, and porosity in selective laser melting of maraging steel 300. Metals 2019, 9, 1042. [Google Scholar] [CrossRef]
- Wang, L.; Jiang, X.; Zhu, Y.; Zhu, X.; Sun, J.; Yan, B. An approach to predict the residual stress and distortion during the selective laser melting of AlSi10Mg parts. Int. J. Adv. Manuf. Technol. 2018, 97, 3535–3546. [Google Scholar] [CrossRef]
- Balbaa, M.; Mekhiel, S.; Elbestawi, M.; McIsaac, J. On selective laser melting of Inconel 718: Densification, surface roughness, and residual stresses. Mater. Des. 2020, 193, 108818. [Google Scholar] [CrossRef]
- Wang, D.; Wu, S.; Yang, Y.; Dou, W.; Deng, S.; Wang, Z.; Li, S. The effect of a scanning strategy on the residual stress of 316L steel parts fabricated by selective laser melting (SLM). Materials 2018, 11, 1821. [Google Scholar] [CrossRef] [PubMed]
- Mugwagwa, L.; Dimitrov, D.; Matope, S.; Yadroitsev, I. Evaluation of the impact of scanning strategies on residual stresses in selective laser melting. Int. J. Adv. Manuf. Technol. 2019, 102, 2441–2450. [Google Scholar] [CrossRef]
- Zhang, W.; Guo, D.; Wang, L.; Davies, C.M.; Mirihanage, W.; Tong, M.; Harrison, N.M. X-ray diffraction measurements and computational prediction of residual stress mitigation scanning strategies in powder bed fusion additive manufacturing. Addit. Manuf. 2023, 61, 103275. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Vrancken, B.; Wauthlé, R.; Kruth, J.P.; Humbeeck, J.V. Study of the influence of material properties on residual stress in selective laser melting. In Proceedings of the Solid Free Fabrication Symposium, KU Leuven, Austin, TX, USA, 2–14 August 2013; pp. 1–15. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Lodh, A.; Thool, K.; Samajdar, I. X-ray diffraction for the determination of residual stress of crystalline material: An overview. T. Indian I. Met. 2022, 75, 983–995. [Google Scholar] [CrossRef]
- Song, W.; Xu, C.; Pan, Q.; Song, J. Nondestructive testing and characterization of residual stress field using an ultrasonic method. Chin. J. Mech. Eng. 2016, 29, 365–371. [Google Scholar] [CrossRef]
- Sadeghi, S.; Karimi, Z.N.; Fotouhi, M.; Hasani, M.; Najafabadi, A.M.; Pavlović, A. Residual stress evaluation in friction stir welding of aluminum plates by means of acoustic emission and ultrasonic waves. FME Trans. 2018, 46, 230–237. [Google Scholar] [CrossRef]
- Guo, J.; Fu, H.; Pan, B.; Kang, R. Recent progress of residual stress measurement methods: A review. Chin. J. Aeronaut. 2021, 34, 54–78. [Google Scholar] [CrossRef]
- Matsumoto, T.; Uchimoto, T.; Takagi, T.; Dobmann, G.; Ducharne, B.; Oozono, S.; Yuya, H. Investigation of electromagnetic nondestructive evaluation of residual strain in low carbon steels using the eddy current magnetic signature (EC-MS) method. J. Magn. Magn. Mater. 2019, 479, 212–221. [Google Scholar] [CrossRef]
- Jimenez, J.A.; García, V.; Boyero, C. Handheld Solution for Measurement of Residual Stresses on Railway Wheels using EMATs. In Proceedings of the European Congress Non-Destructive Testing, Munich, Germany, 13–17 June 2016; pp. 1–8. Available online: http://ndt.net/?id=19503 (accessed on 18 September 2023).
- Taraphdar, P.K.; Thakare, J.G.; Pandey, C.; Mahapatra, M.M. Novel residual stress measurement technique to evaluate through thickness residual stress fields. Mater. Let. 2020, 277, 128347. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, H.; Li, Z.; Wu, Y.; Xiao, Y.; Chen, Z.; Zhong, S.; Wang, H. Strategy of residual stress determination on selective laser melted Al alloy using XRD. Materials 2020, 13, 451. [Google Scholar] [CrossRef]
- Kim, J.; Ju, S.H.; Nam, J.; Kuttolamadom, M.; Lee, C. Non-destructive surface and subsurface characterization of the machined parts by using fiber optic Eddy current sensor. J. Manuf. Process. 2023, 95, 492–496. [Google Scholar] [CrossRef]
- Acevedo, R.; Sedlak, P.; Kolman, R.; Fredel, M. Residual stress analysis of additive manufacturing of metallic parts using ultrasonic waves: State of the art review. J. Mater. Res. Technol. 2020, 9, 9457–9477. [Google Scholar] [CrossRef]
- Zhan, Y.; Liu, C.; Zhang, J.; Mo, G.; Liu, C. Measurement of residual stress in laser additive manufacturing TC4 titanium alloy with the laser ultrasonic technique. Mater. Sci. Eng. A-Struct. 2019, 762, 138093. [Google Scholar] [CrossRef]
- Waqar, S.; Guo, K.; Sun, J. Evolution of residual stress behavior in selective laser melting (SLM) of 316L stainless steel through preheating and in-situ re-scanning techniques. Opt. Laser Technol. 2022, 149, 107806. [Google Scholar] [CrossRef]
- Qutaba, S.; Asmelash, M.; Saptaji, K.; Azhari, A. A review on peening processes and its effect on surfaces. Int. J. Adv. Manuf. Technol. 2022, 120, 4233–4270. [Google Scholar] [CrossRef]
- Chao, Q.; Thomas, S.; Birbilis, N.; Cizek, P.; Hodgson, P.D.; Fabijanic, D. The effect of post-processing heat treatment on the microstructure, residual stress and mechanical properties of selective laser melted 316L stainless steel. Mater. Sci. Eng. A-Struct. 2021, 821, 141611. [Google Scholar] [CrossRef]
- Cruz, V.; Chao, Q.; Birbilis, N.; Fabijanic, D.; Hodgson, P.D.; Thomas, S. Electrochemical studies on the effect of residual stress on the corrosion of 316L manufactured by selective laser melting. Corros. Sci. 2020, 164, 108314. [Google Scholar] [CrossRef]
- Santa-Aho, S.; Kiviluoma, M.; Jokiaho, T.; Gundgire, T.; Honkanen, M.; Lindgren, M.; Vippola, M. Additive manufactured 316l stainless-steel specimens: Microstructure, residual stress and corrosion characteristics after post-processing. Metals 2021, 11, 182. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Zhang, L.; Man, C.; Yao, J.; Xiao, K.; Li, X. Heat treatment effect on the microstructure and corrosion behavior of 316L stainless steel fabricated by selective laser melting for proton exchange membrane fuel cells. Electrochim. Acta 2018, 276, 293–303. [Google Scholar] [CrossRef]
- Lou, X.; Song, M.; Emigh, P.W.; Othon, M.A.; Andresen, P.L. On the stress corrosion crack growth behaviour in high temperature water of 316L stainless steel made by laser powder bed fusion additive manufacturing. Corros. Sci. 2017, 128, 140–153. [Google Scholar] [CrossRef]
- Riabov, D.; Leicht, A.; Ahlström, J.; Hryha, E. Investigation of the strengthening mechanism in 316L stainless steel produced with laser powder bed fusion. Mater. Sci. Eng. A-Struct. 2021, 822, 141699. [Google Scholar] [CrossRef]
- Data Sheet: SS 316L-0407 Powder for Additive Manufacturing. Available online: https://www.renishaw.com/resourcecentre/en/details/data-sheet-ss-316l-0407-powder-for-additive-manufacturing--90802 (accessed on 20 July 2023).
- Gu, D.; Shen, Y. Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods. Mater. Des. 2009, 30, 2903–2910. [Google Scholar] [CrossRef]
- SN 214001:2010; Contact-Free Cutting—Water Jet Cutting-Geometrical Specification and Quality. Swiss Standards-Vereiningung: Zurich, Switzerland, 2013.
- Fitzpatrick, M.E.; Fry, A.T.; Holdway, P.; Kandil, F. Determination of Residual Stresses by X-ray Diffraction; National Physical Laboratory: Teddington, UK, 2005. [Google Scholar]
- Cegan, T.; Pagac, M.; Jurica, J.; Skotnicova, K.; Hajnys, J.; Horsak, L.; Soucek, K.; Krpec, P. Effect of hot isostatic pressing on porosity and mechanical properties of 316 l stainless steel prepared by the selective laser melting method. Materials 2020, 13, 4377. [Google Scholar] [CrossRef]
- Shin, W.S.; Son, B.; Song, W.; Sohn, H.; Jang, H.; Kim, Y.J.; Park, C. Heat treatment effect on the microstructure, mechanical properties, and wear behaviors of stainless steel 316L prepared via selective laser melting. Mater. Sci. Eng. A-Struct. 2021, 806, 140805. [Google Scholar] [CrossRef]
- Kurian, S.; Mirzaeifar, R. Deformation mechanisms of the subgranular cellular structures in selective laser melted 316L stainless steel. Mech. Mater. 2020, 148, 103478. [Google Scholar] [CrossRef]
- Wang, D.; Song, C.; Yang, Y.; Bai, Y. Investigation of crystal growth mechanism during selective laser melting and mechanical property characterization of 316L stainless steel parts. Mater. Design. 2016, 100, 291–299. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A-Struct. 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Yang, D.; Kan, X.; Gao, P.; Zhao, Y.; Yin, Y.; Zhao, Z.; Sun, J. Influence of porosity on mechanical and corrosion properties of SLM 316L stainless steel. Appl. Phys. A-Mater. 2022, 128, 51. [Google Scholar] [CrossRef]
- Morozova, I.; Kehm, C.; Obrosov, A.; Yang, Y.; Mohammad Miah, K.U.; Uludintceva, E.; Fritzsche, S.; Weiß, S.; Michailov, V. On the Heat Treatment of Selective-Laser-Melted 316L. J. Mater. Eng. Perform. 2023, 32, 4295–4305. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Cr | Ni | Mo | Mn | Si | N | O | P | C | S |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass (%) | Balance | 16–18 | 10–14 | 2–3 | ≤2 | ≤1 | ≤0.1 | ≤0.1 | ≤0.045 | ≤0.03 | ≤0.03 |
| Parameter | Symbol | Value | Unit |
|---|---|---|---|
| Laser power | P | 200 | W |
| Scanning velocity | v | 650 | mm·s−1 |
| Hatching distance | d | 110 | μm |
| Layer thickness | tL | 50 | μm |
| Energy input (1) | ε | 55.94 | J·mm−1 |
| Scanning strategy | Chessboard | ||
| Gas protection | Argon (Ar) |
| Specimen | Temperature T [°C] | Time t [h] | Heating Rate [°C·min−1] | Normal Stress σ [MPa] | |||
|---|---|---|---|---|---|---|---|
| Avg. | Max. | Min. | |Min.| | ||||
| 1 | - | - | - | 119.7 | 157.5 | 93.7 | 93.7 |
| 2 | 650 | 4 | 9.29 | 87.6 | 122.2 | 57.5 | 57.5 |
| 3 | 6 | −16.84 | 12.9 | −49.7 | −2.2 | ||
| 4 | 8 | −6.7 | 40.8 | −28.4 | −5.5 | ||
| 5 | 700 | 4 | 10 | −33.14 | −5 | −69 | −5 |
| 6 | 6 | 2.56 | 43.9 | −38.4 | 10.3 | ||
| 7 | 8 | 0.4 | 11.3 | −18.1 | 6.4 | ||
| 8 | - | - | - | −20.46 | −5.2 | −41.9 | −5.2 |
| 9 | 750 | 4 | 10.71 | −5.92 | 17.2 | −33.1 | 1.3 |
| 10 | 6 | 1.62 | 31.9 | −18.2 | 0.4 | ||
| 11 | 8 | 33.74 | 62.5 | 12.4 | 12.4 | ||
| 12 | 800 | 4 | 11.43 | 20.56 | 31.2 | 7.6 | 7.6 |
| 13 | 6 | 1.44 | 19.5 | −12.2 | 0.7 | ||
| 14 | 8 | −6.46 | 17.5 | −41.2 | −0.7 | ||
| Specimen | Pycnometric Density (g∙cm−3) | Standard Deviation (g∙cm−3) | Relative Density (%) |
|---|---|---|---|
| 0 | 7.9859 | 0.0061 | 100 |
| 1 | 7.9701 | 0.0047 | 99.8022 |
| 2 | 7.9708 | 0.0071 | 99.8109 |
| 5 | 7.9656 | 0.0069 | 99.7458 |
| 7 | 7.9653 | 0.0044 | 99.7420 |
| 8 | 7.9654 | 0.0018 | 99.7432 |
| 11 | 7.9663 | 0.0020 | 99.7545 |
| 13 | 7.9610 | 0.0029 | 99.6882 |
| Specimen | Chemical Composition—Mass (%) | |||||
|---|---|---|---|---|---|---|
| Fe | Cr | Ni | Mo | Mn | Si | |
| 0 | 65.7 ± 0.9 | 16.0 ± 0.6 | 9.9 ± 0.7 | 3.3 ± 0.2 | 3.2 ± 0.8 | 1.9 ± 0.2 |
| 1 | 65.3 ± 0.5 | 16.3 ± 0.5 | 12.8 ± 0.3 | 3.1 ± 0.1 | 1.0 ± 0.3 | 1.5 ± 0.2 |
| 2 | 64.1 ± 1.0 | 16.8 ± 0.1 | 13.5 ± 0.6 | 3.2 ± 0.4 | 1.1 ± 0.2 | 1.3 ± 0.3 |
| 5 | 65.2 ± 1.3 | 16.8 ± 0.4 | 13.1 ± 0.3 | 2.9 ± 0.2 | 0.7 ± 0.5 | 1.2 ± 0.1 |
| 7 | 64.4 ± 0.3 | 16.7 ± 0.9 | 13.2 ± 0.8 | 3.3 ± 0.1 | 1.1 ± 0.3 | 1.3 ± 0.3 |
| 8 | 66.3 ± 0.2 | 17.0 ± 0.3 | 12.8 ± 0.3 | 2.5 ± 0.3 | 0.6 ± 0.1 | 0.9 ± 0.1 |
| 11 | 64.2 ± 1.0 | 16.6 ± 0.1 | 13.1 ± 0.4 | 3.5 ± 0.9 | 1.3 ± 0.3 | 1.4 ± 0.4 |
| 13 | 64.5 ± 0.6 | 17.1 ± 0.6 | 13.0 ± 0.5 | 3.4 ± 0.3 | 0.7 ± 0.4 | 1.4 ± 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gel’atko, M.; Hatala, M.; Botko, F.; Vandžura, R.; Hajnyš, J.; Šajgalík, M.; Török, J. Stress Relieving Heat Treatment of 316L Stainless Steel Made by Additive Manufacturing Process. Materials 2023, 16, 6461. https://doi.org/10.3390/ma16196461
Gel’atko M, Hatala M, Botko F, Vandžura R, Hajnyš J, Šajgalík M, Török J. Stress Relieving Heat Treatment of 316L Stainless Steel Made by Additive Manufacturing Process. Materials. 2023; 16(19):6461. https://doi.org/10.3390/ma16196461
Chicago/Turabian StyleGel’atko, Matúš, Michal Hatala, František Botko, Radoslav Vandžura, Jiří Hajnyš, Michal Šajgalík, and Jozef Török. 2023. "Stress Relieving Heat Treatment of 316L Stainless Steel Made by Additive Manufacturing Process" Materials 16, no. 19: 6461. https://doi.org/10.3390/ma16196461
APA StyleGel’atko, M., Hatala, M., Botko, F., Vandžura, R., Hajnyš, J., Šajgalík, M., & Török, J. (2023). Stress Relieving Heat Treatment of 316L Stainless Steel Made by Additive Manufacturing Process. Materials, 16(19), 6461. https://doi.org/10.3390/ma16196461