

Effect of Deformation Conditions on Strain-Induced Precipitation of 7Mo Super-Austenitic Stainless Steel


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
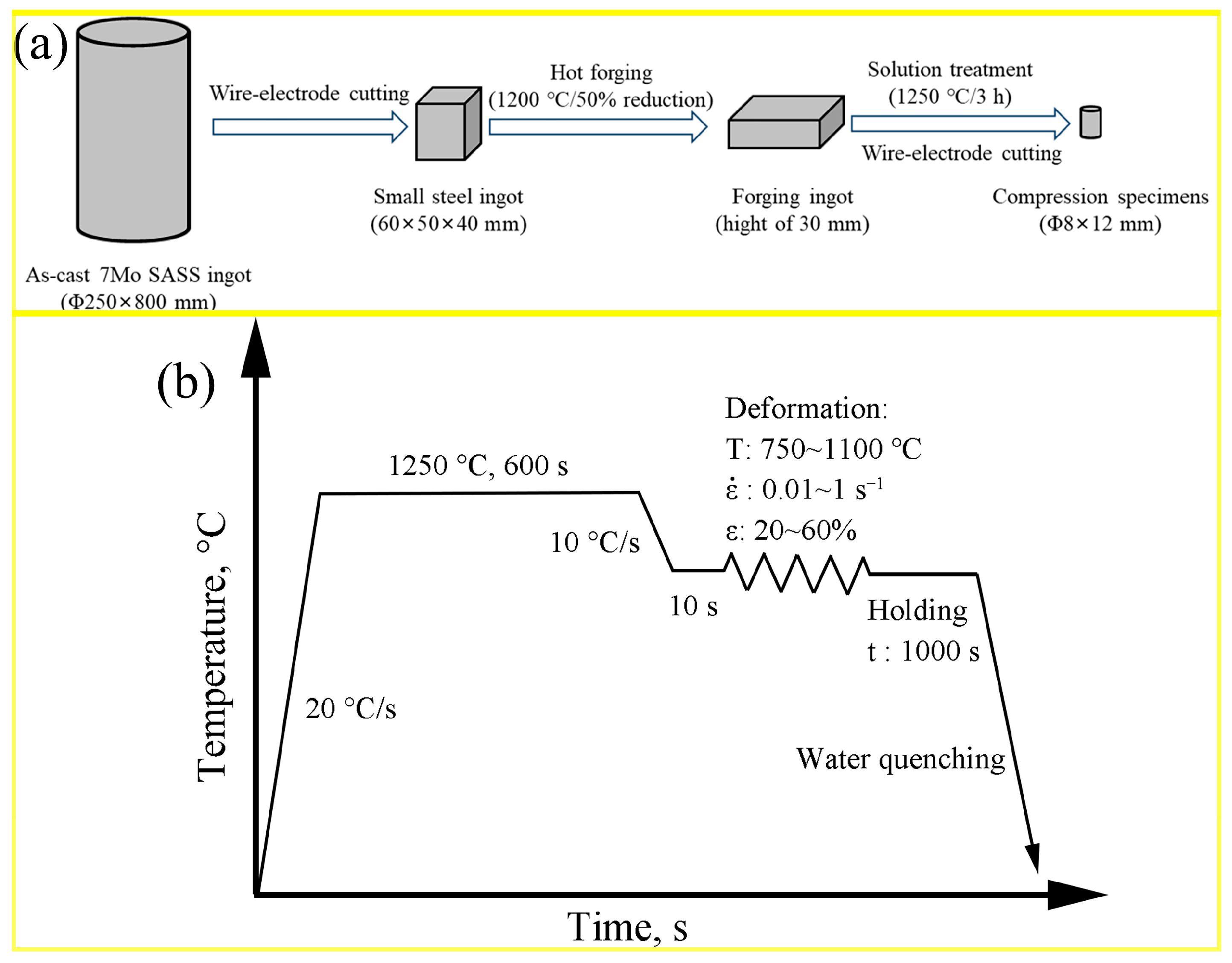
2. Materials and Methods
3. Results
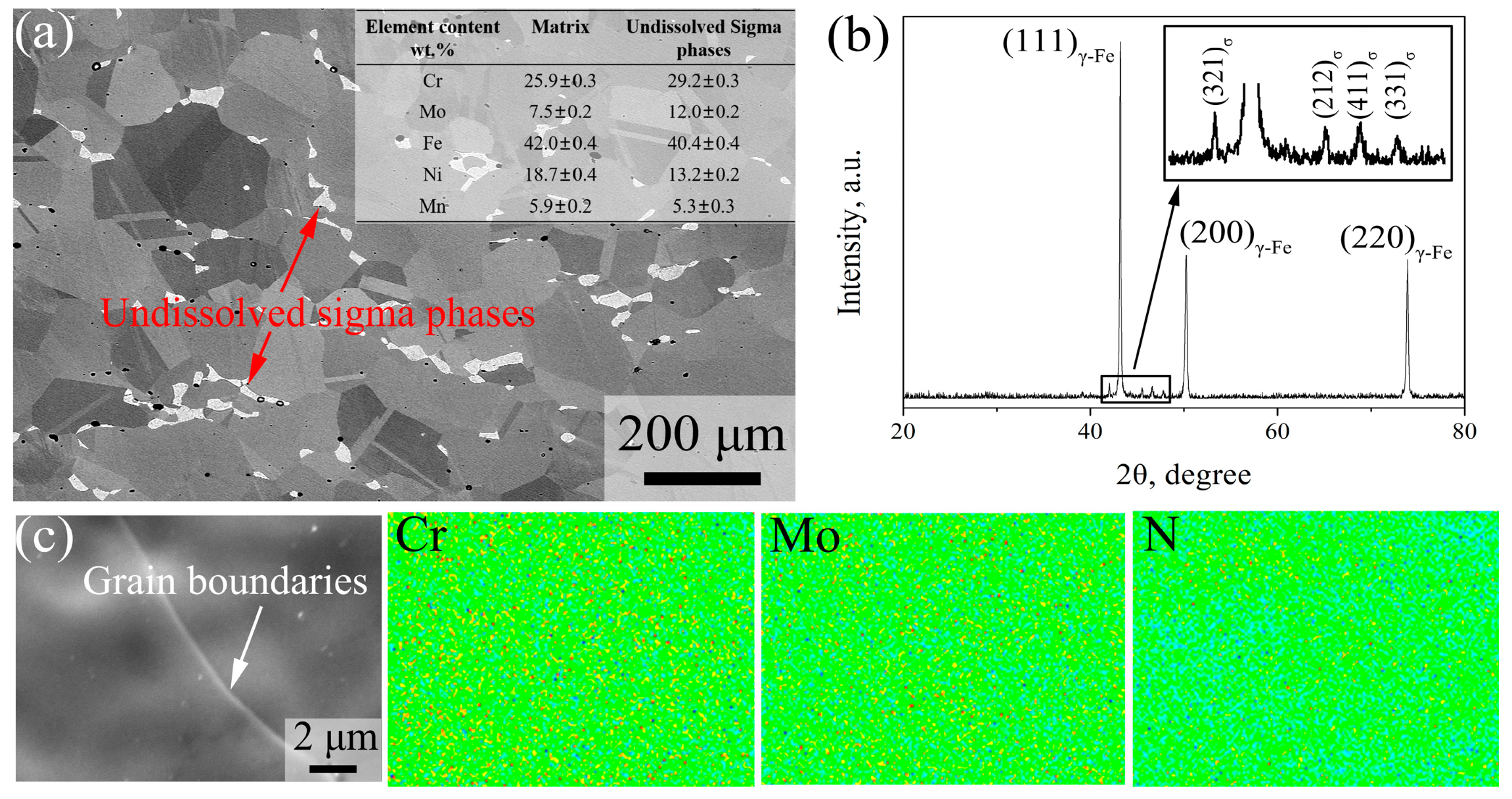
3.1. Initial Microstructure
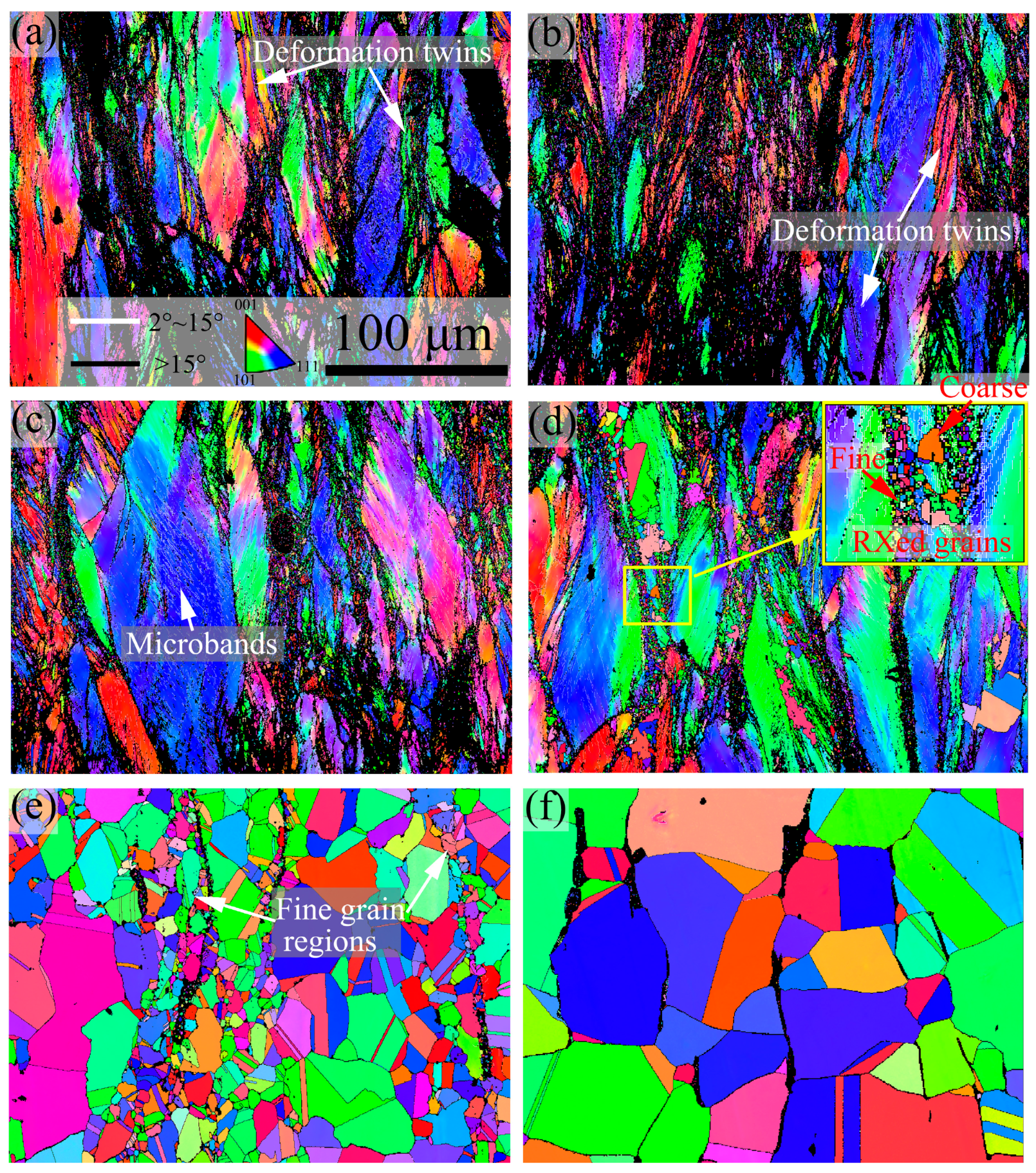
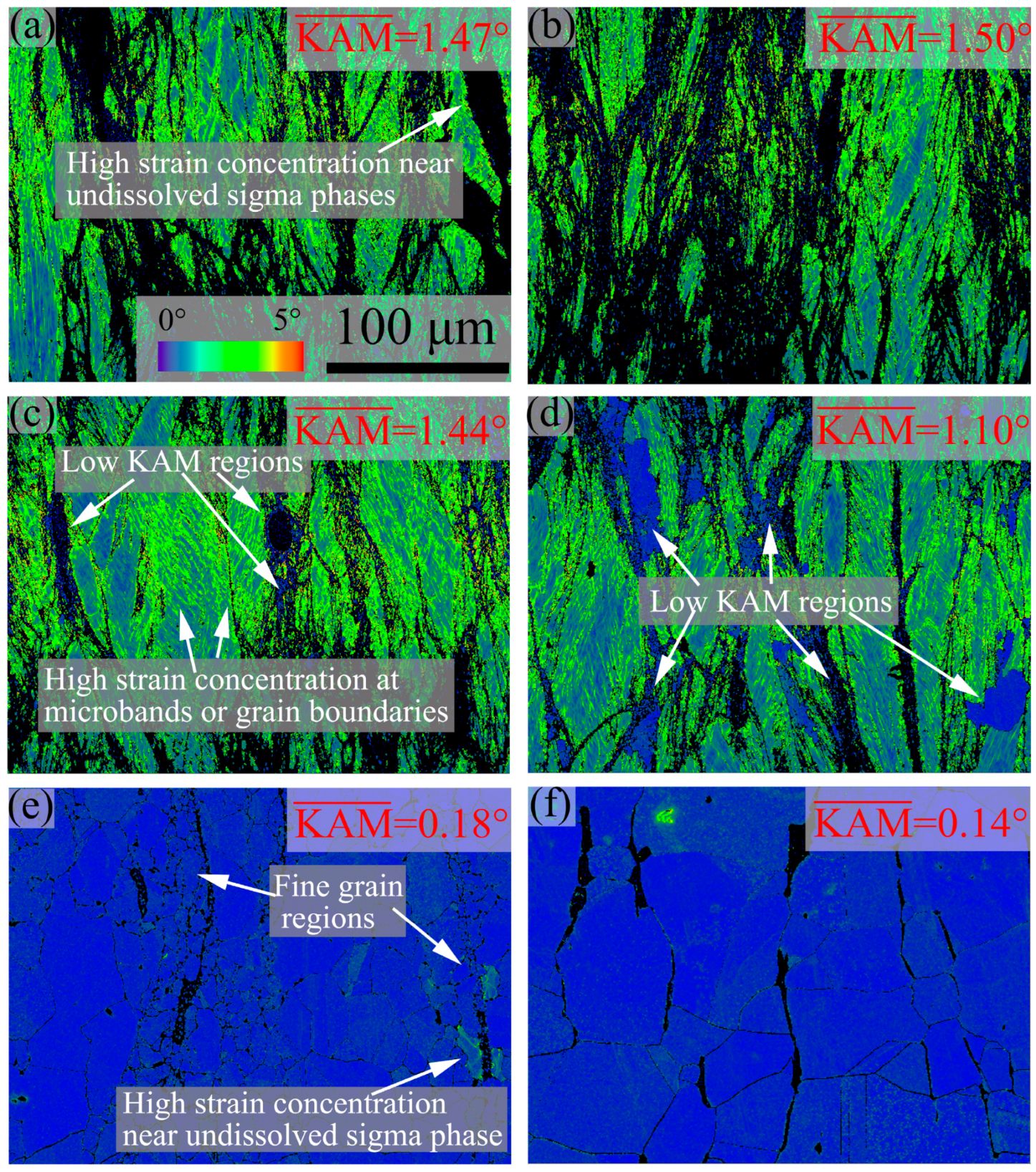
3.2. Deformation Microstructure and SIP Behaviors at Different Temperature
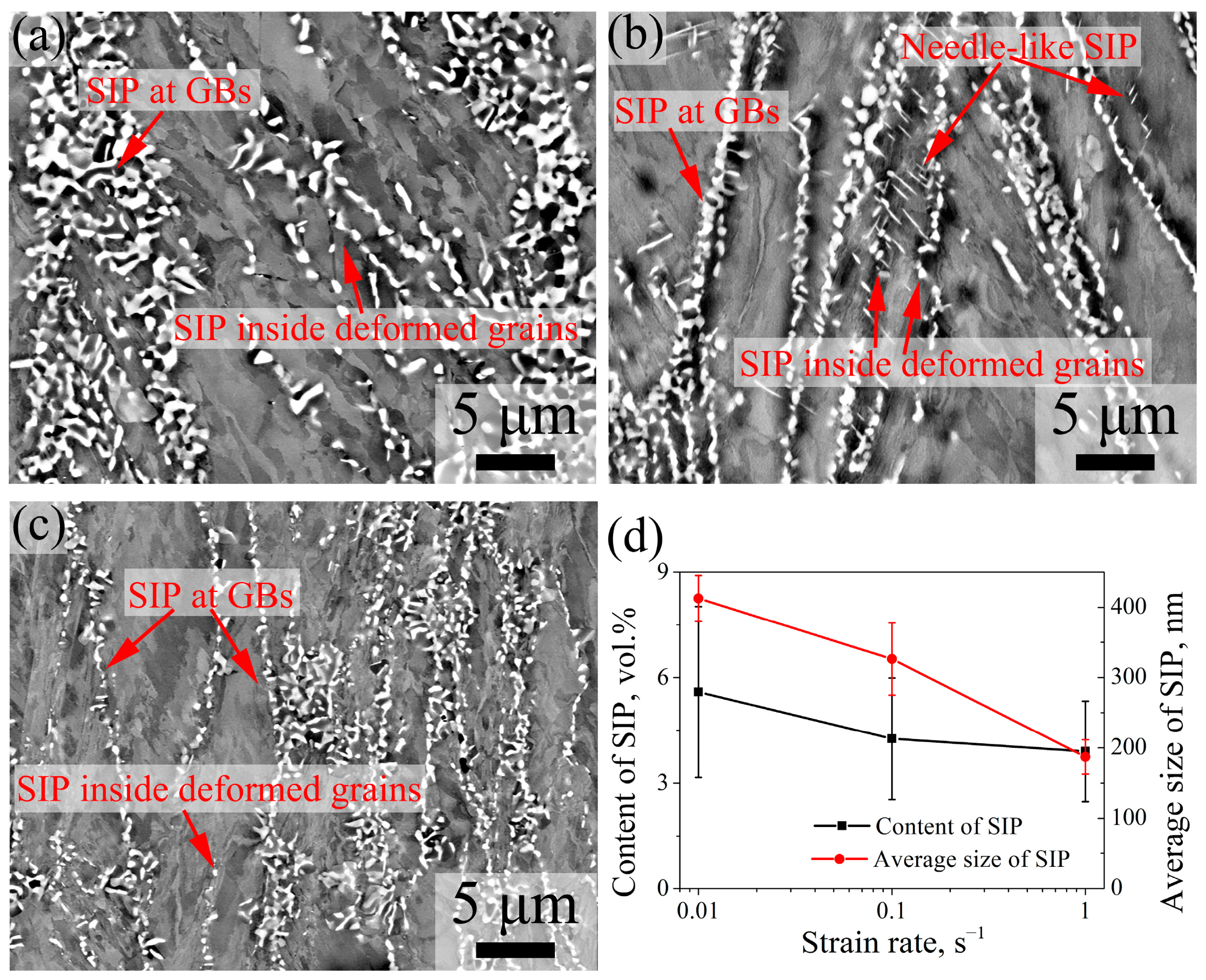
3.3. Deformation Microstructure and SIP Behaviors at Different Strain Rate
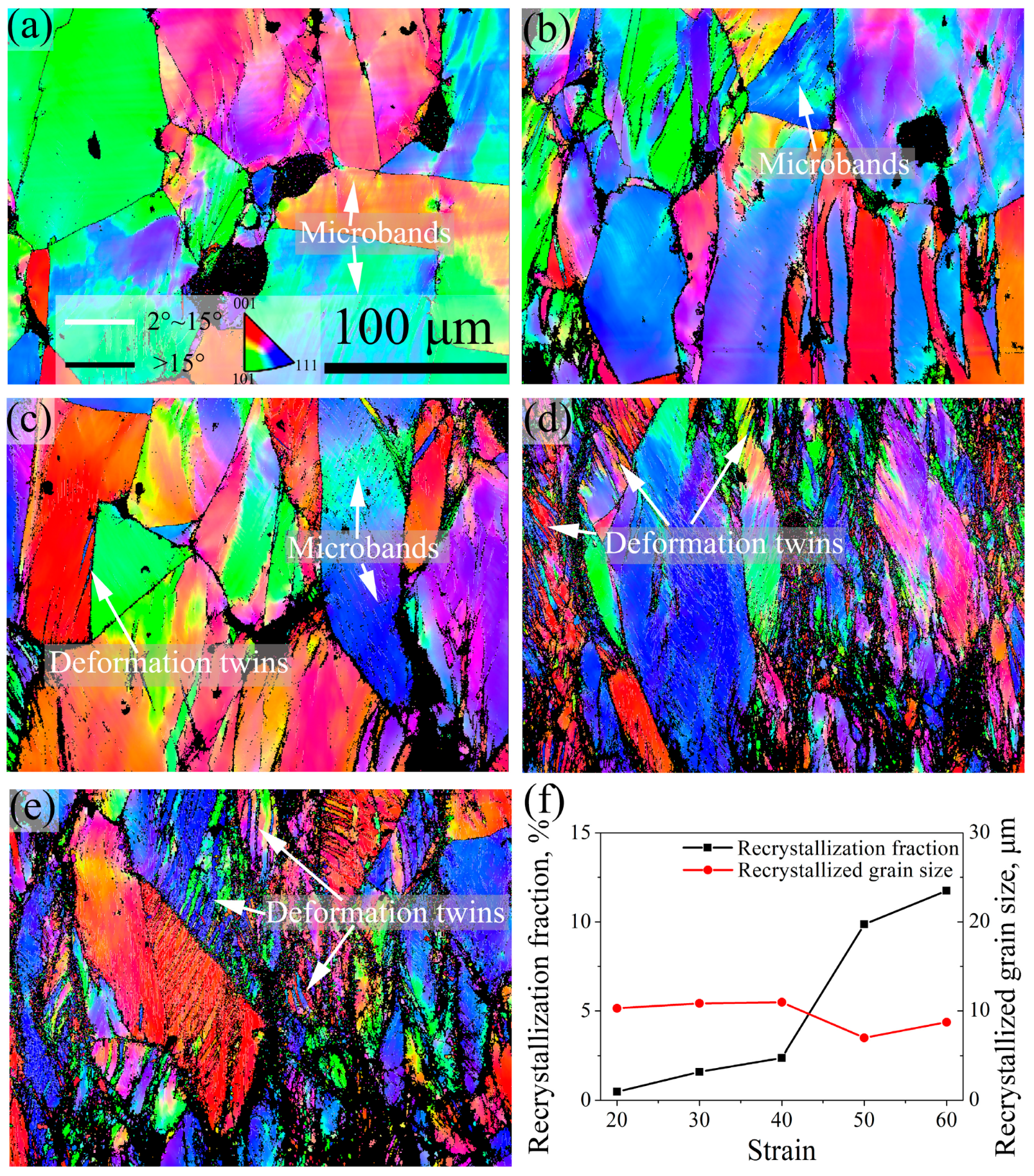
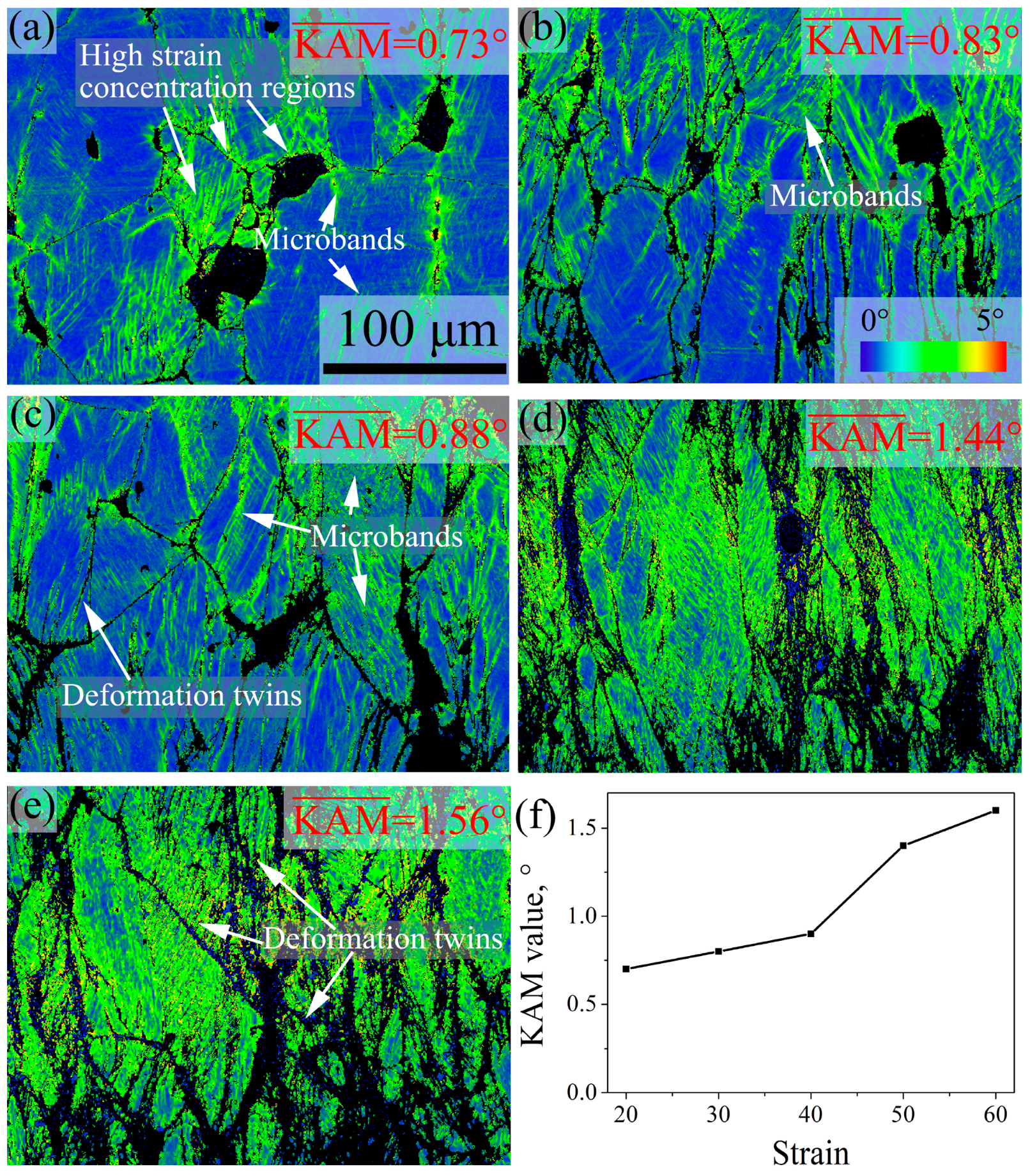
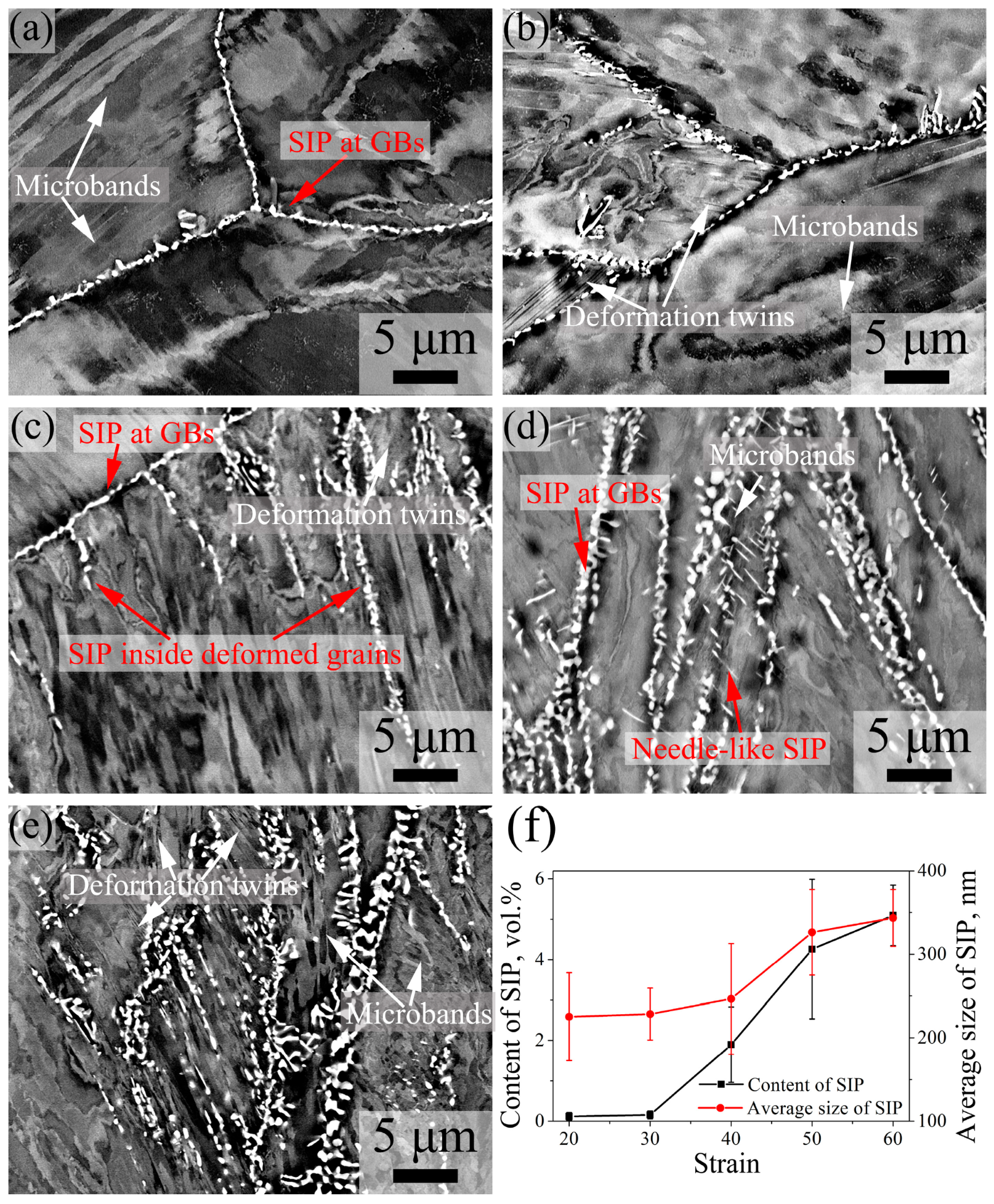
3.4. Deformation Microstructure and SIP Behaviors at Different Strain
4. Discussion
4.1. The Effect of Deformation Parameters on Recrystallization Behaviors
4.2. The Effect of Deformation Parameters on SIP Behaviors
5. Conclusions
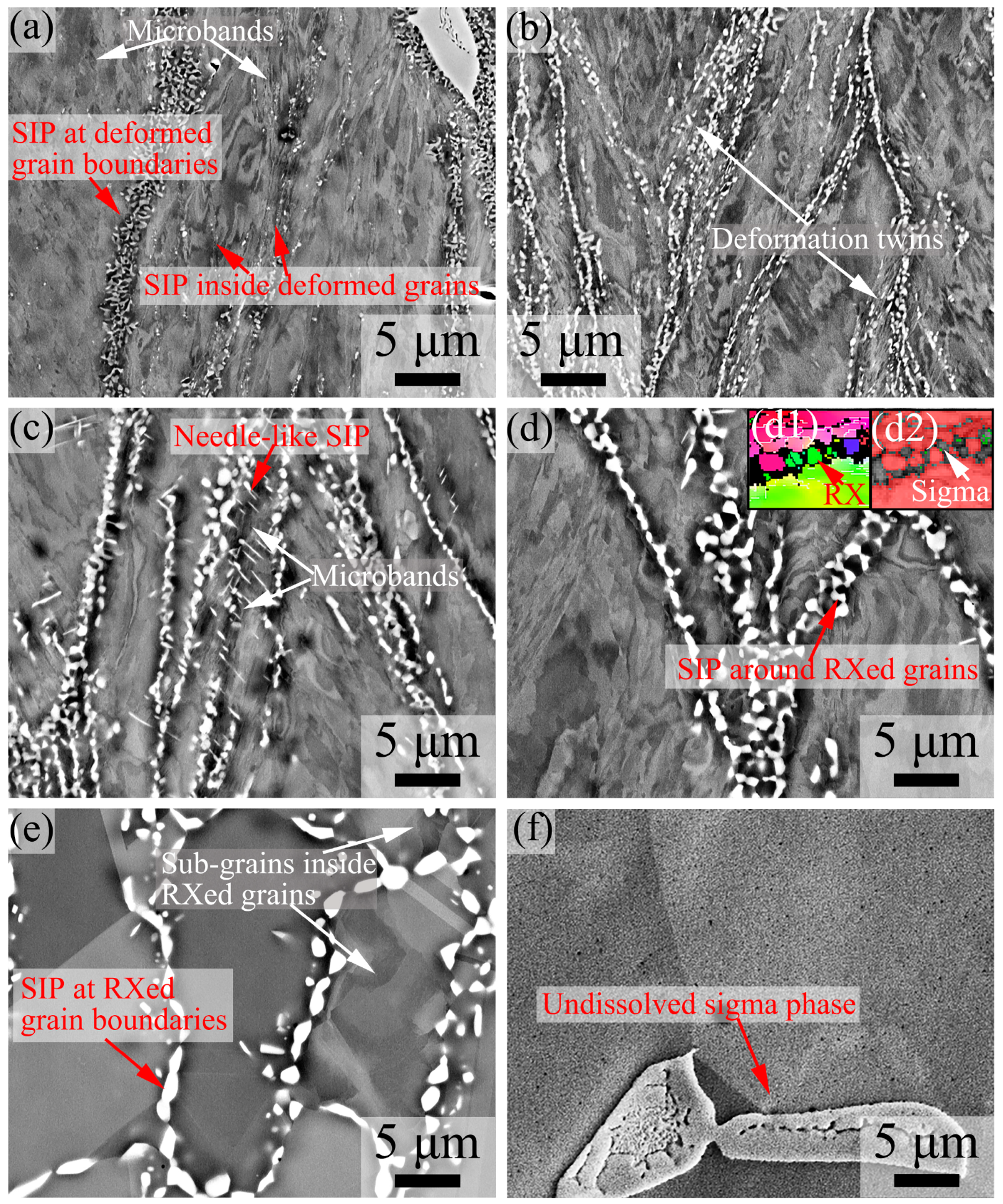
- The sigma phase is the primary SIP of 7Mo SASS. Strain-induced sigma phases are mainly distributed in granular shape at deformed grain boundaries and around the deformed structures, such as deformation twin layers/matrix interfaces and microband boundaries. Recrystallized grain boundaries can also serve as nucleation sites for strain-induced sigma phases.
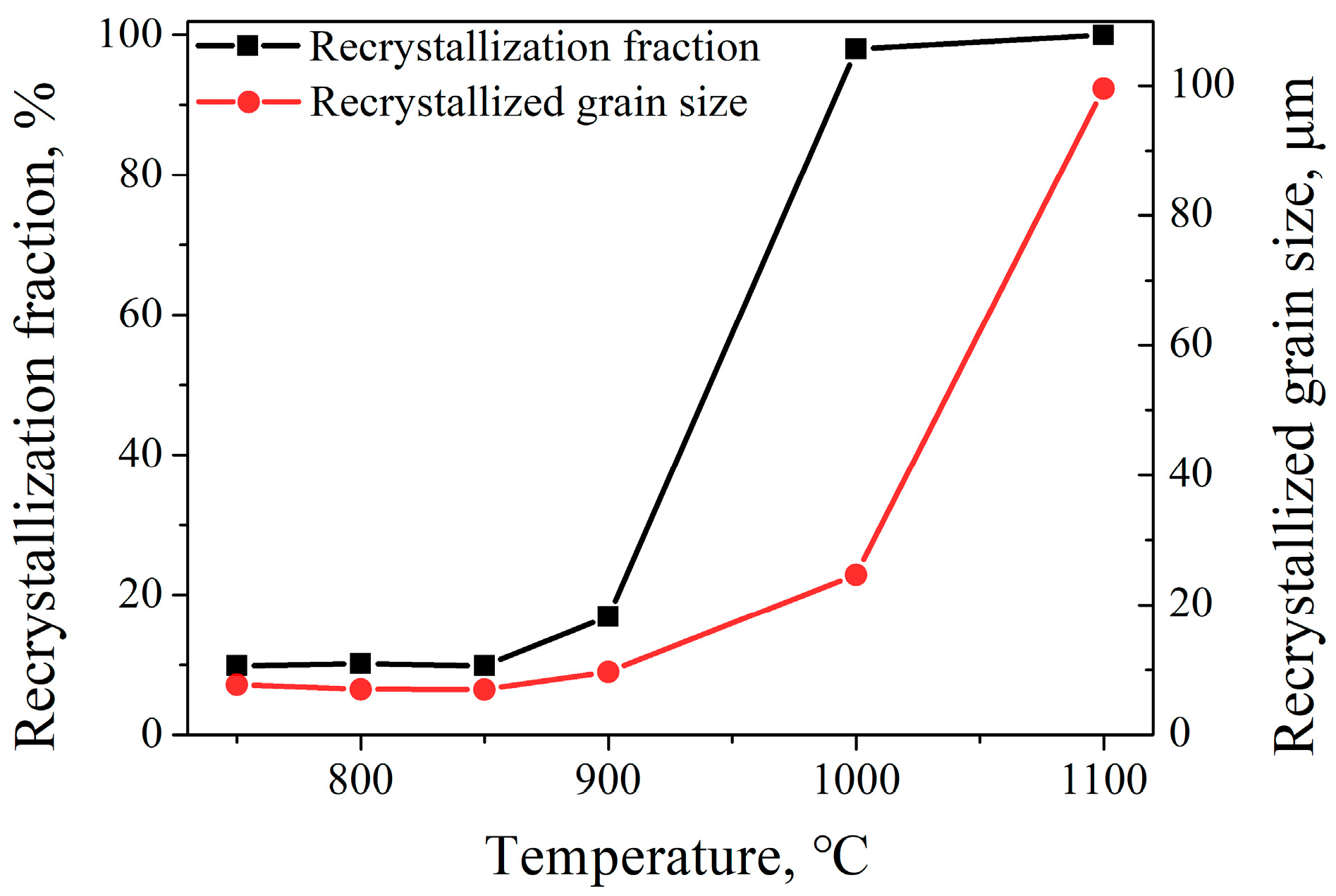
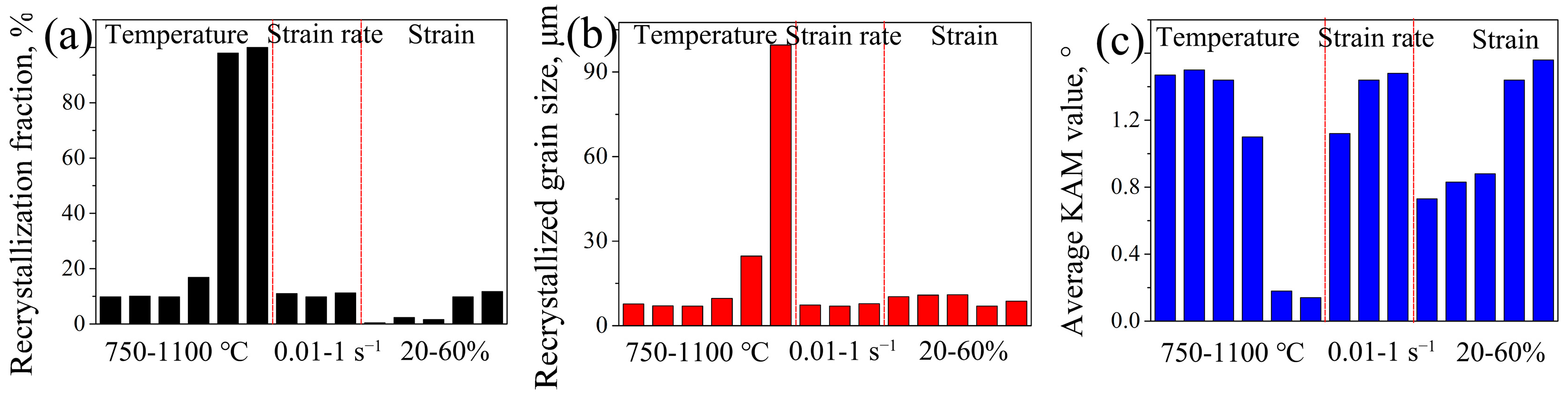
- Recrystallization fraction is primarily governed by temperature, with a significantly lesser impact from strain and strain rate. The order of the influence of deformation parameters on recrystallization fraction, from strong to weak, is as follows: temperature, strain, and strain rate.
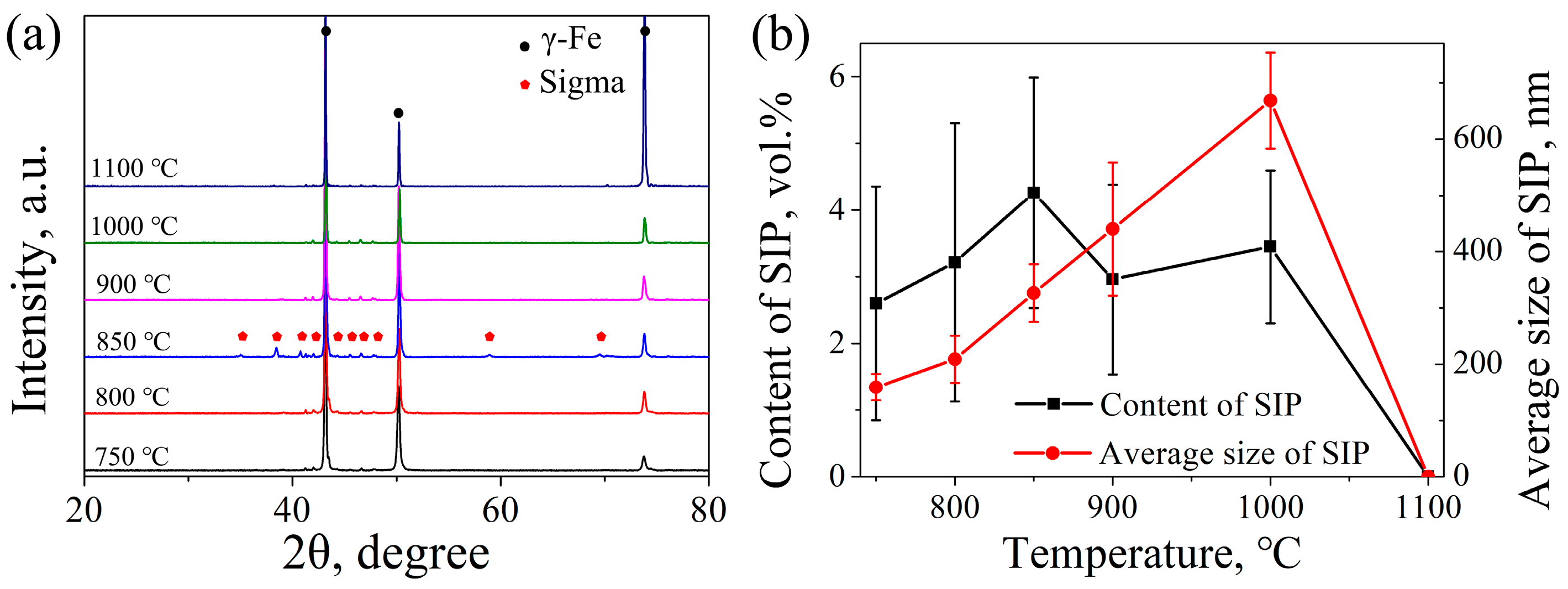
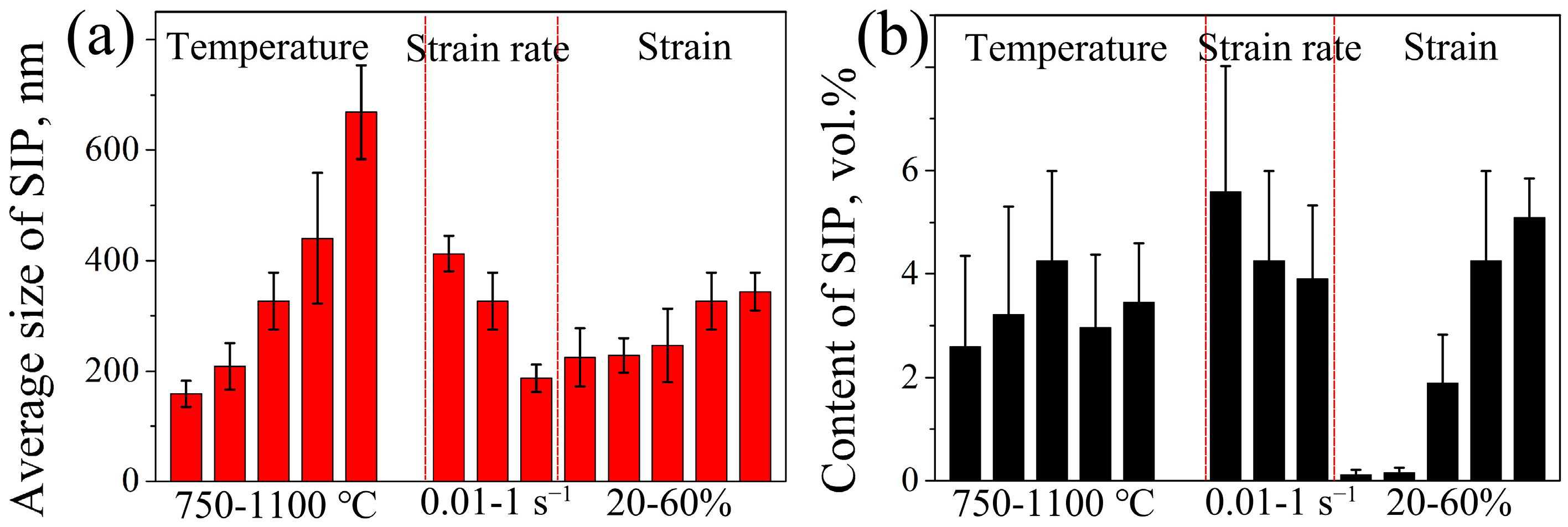
- The average SIP size increases with increasing temperature and strain, as well as decreasing strain rate. The order of the influence of deformation parameters on SIP size is as follows: temperature has the greatest impact, followed by strain rate, and then strain. The SIP content also increases with increasing strain and decreasing strain rate, while exhibiting an initial increase followed by a decrease with increasing temperature, reaching its maximum value as 850 °C. The order of the influence of deformation parameters on the SIP content, from strong to weak, is as follows: strain, strain rate, and temperature. This order is opposite to that observed for SIP size. This is because the SIP content is influenced not only by its size but also by its quantity.
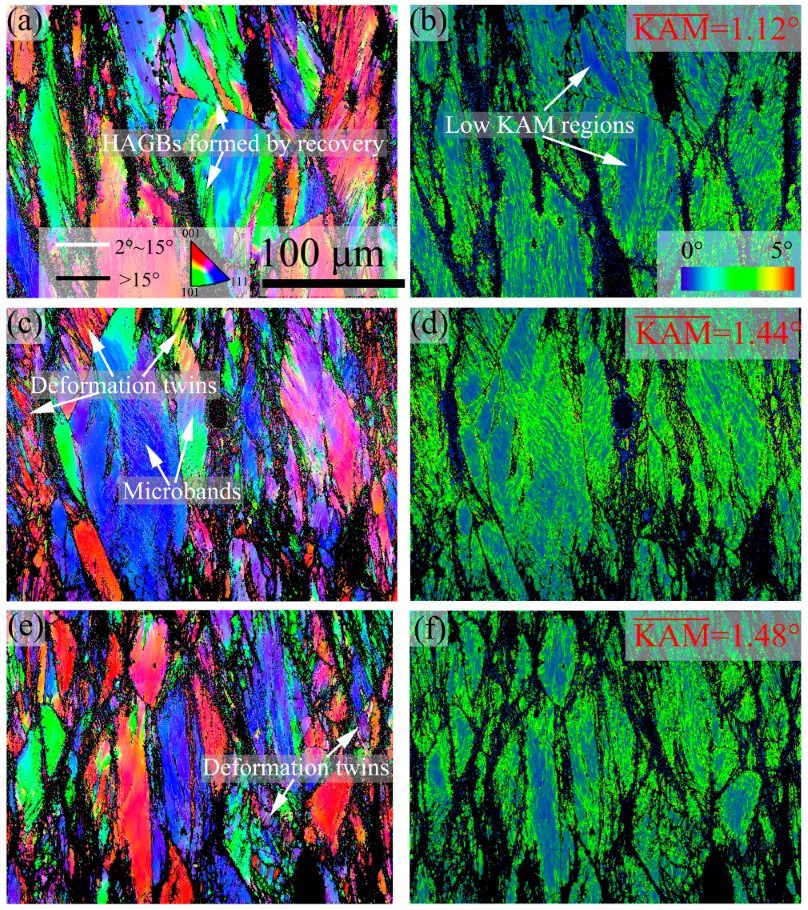
- The presence of SIP can facilitate recrystallization by the PSN mechanism. Moreover, the boundaries of these recrystallized grains can also serve as nucleation sites for subsequent SIP, promoting SIP formation. This process can be simplified as . With the advancement of the holding process and the consumption of stored energy, the process gradually slows down and even stops, leading to the formation of a multi-layered structure. Moreover, SIP at recrystallized grain boundaries can hinder the growth of recrystallization. Therefore, moderate SIP may be utilized to promote recrystallization and refine recrystallized grains.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Olsson, J.; Wasielewska, W. Applications and experience with a superaustenitic 7Mo stainless steel in hostile environments. Mater. Corros. 1997, 48, 791–798. [Google Scholar]
- Zhang, S.; Yu, J.; Li, H.; Jiang, Z.; Geng, Y.; Feng, H.; Zhang, B.B.; Zhu, H.C. Refinement mechanism of cerium addition on solidification structure and sigma phase of super austenitic stainless steel S32654. J. Mater. Sci. Technol. 2022, 102, 105–114. [Google Scholar]
- Lee, T.H.; Kim, S.J. Phase identification in an isothermally aged austenitic 22Cr-21Ni-6Mo-N stainless steel. Scr. Mater. 1998, 39, 951–956. [Google Scholar] [CrossRef]
- Zhang, S.C.; Jiang, Z.H.; Li, H.B.; Zhang, B.B.; Fan, S.P.; Li, Z.X.; Feng, H.; Zhu, H.C. Precipitation behavior and phase transformation mechanism of super austenitic stainless steel S32654 during isothermal aging. Mater. Charact. 2018, 137, 244–255. [Google Scholar]
- Pu, E.X.; Zheng, W.J.; Song, Z.G.; Feng, H.; Zhu, Y.L. Characterization of Hot Deformation Behavior of a Fe-Cr-Ni-Mo-N Superaustenitic Stainless Steel Using Dynamic Materials Modeling. J. Mater. Eng. Preform. 2017, 26, 1424–1432. [Google Scholar]
- Pu, E.X.; Zheng, W.J.; Xiang, J.Z.; Song, Z.G.; Feng, H.; Zhu, Y.L. Hot Working Characteristic of Superaustenitic Stainless Steel 254SMO. Acta Metall. Sin. 2014, 27, 313–323. [Google Scholar]
- Weiss, I.; Jonas, J.J. Dynamic precipitation and coarsening of niobium carbonitrides during the hot compression of HSLA steels. Metall. Trans. A 1980, 11, 403–410. [Google Scholar]
- Mochugovskiy, A.G.; Mukhamejanova, A.B.; Kotov, A.D.; Yakovtseva, O.A.; Tabachkova, N.Y.; Mikhaylovskaya, A.V. The effect of pre-straining on the annealing-induced precipitation behavior of the icosahedral I-phase in an aluminum-based alloy. Mater. Lett. 2022, 310, 131577. [Google Scholar]
- Dutta, B.; Palmiere, E.J.; Sellars, C.M. Modelling the kinetics of strain induced precipitation in Nb microalloyed steels. Acta Mater. 2001, 49, 785–794. [Google Scholar]
- Jung, J.G.; Park, J.S.; Kim, J.; Lee, Y.K. Carbide precipitation kinetics in austenite of a Nb–Ti–V microalloyed steel. Mater. Sci. Eng. A 2011, 528, 5529–5535. [Google Scholar]
- Liu, W.J.; Jonas, J.J. A Stress Relaxation method for following carbonitride precipitation in austenite at hot working temperatures. Metall. Trans. A 1988, 19, 1403–1413. [Google Scholar] [CrossRef]
- Huo, X.D.; Lv, Z.W.; Ao, C.; Li, L.J.; Xia, J.N.; Chen, S.J. Effect of strain-induced precipitation on microstructure and properties of titanium micro-alloyed steels. J. Iron Steel Res. Int. 2022, 29, 983–993. [Google Scholar] [CrossRef]
- Zhao, Q.; Zhang, H.; Qiu, F.; Jiang, Q.C. Strain-induced precipitation kinetics during non-isothermal annealing of Al-Mn alloys. J. Alloys Compd. 2018, 735, 2275–2280. [Google Scholar] [CrossRef]
- Liu, T.; Cheng, X.; Luo, R.; Cao, Y.; Ding, H.; Chen, L.; Wang, Q.; Zhang, B.S. Evolution of strain-induced precipitates in Inconel 617B alloy and their effect on flow behavior. J. Alloys Compd. 2022, 891, 161992. [Google Scholar] [CrossRef]
- Páramo-Kañetas, P.J.; Ozturk, U.; Calvo, J.; Guerrero-Mata, M.P.; Zamora-Antuñano, M.A.; Cabrera-Marrero, J.M. Analysis of strain-induced precipitates by delta-processing in Inconel 718 superalloy. Mater. Charact. 2021, 173, 110926. [Google Scholar] [CrossRef]
- Liu, W.J.; Jonas, J.J. Ti(CN) precipitation in microalloyed austenite during stress relaxation. Metall. Trans. A 1988, 19, 1415–1424. [Google Scholar] [CrossRef]
- Chen, S.; Li, L.; Peng, Z.; Huo, X.; Gao, J. Strain-induced precipitation in Ti microalloyed steel by two-stage controlled rolling process. J. Mater. Res. Technol. 2020, 9, 15759–15770. [Google Scholar] [CrossRef]
- Rajinikanth, V.; Kumar, T.; Mahato, B.; Ghosh, C.S.; Sangal, S. Effect of strain-induced precipitation on the austenite non-recrystallization (Tnr) behavior of a high niobium microalloyed steel. Metall. Mater. Trans. A 2019, 50, 5816–5838. [Google Scholar] [CrossRef]
- An, F.H.; Zhang, D.Q.; Feng, P. Effect of strain on strain-induced precipitation behavior of MnS in 3% Si steel. Steel Res. Int. 2020, 92, 2000224. [Google Scholar] [CrossRef]
- Chen, S.; Li, L.; Xia, J.; Peng, Z.; Gao, J.; Sun, H. Recrystallization–precipitation interaction of a Ti microalloyed steel with controlled rolling process. J. Phys. Conf. Ser. 2020, 1676, 012036. [Google Scholar] [CrossRef]
- Ji, M.; Strangwood, M.; Davis, C. Effect of strain-induced precipitation on the recrystallization kinetics in a model alloy. Metall. Mater. Trans. A 2021, 52, 1963–1975. [Google Scholar] [CrossRef]
- Wu, Q.; Yan, H.; Chen, J.; Xia, W.; Song, M.; Su, B. The interactions between dynamic precipitates and dynamic recrystallization in Mg-5Zn-1Mn alloys during hot compression. Mater. Charact. 2020, 160, 110131. [Google Scholar] [CrossRef]
- Pu, E.; Zheng, W.; Xiang, J.; Song, Z.; Li, J. Hot deformation characteristic and processing map of superaustenitic stainless steel S32654. Mater. Sci. Eng. A 2014, 598, 174–182. [Google Scholar] [CrossRef]
- Gu, C.; Gaudet, M.J.; Su, J.; Langelier, B.; Yuan, H.; Bassim, N.; Zurob, H. Advanced characterization of precipitation and microstructure heterogeneity in X70 steel. Metall. Mater. Trans. A 2022, 54, 768–775. [Google Scholar] [CrossRef]
- Vervynckt, S.; Verbeken, K.; Thibaux, P.; Houbaert, Y. Recrystallization–precipitation interaction during austenite hot deformation of a Nb microalloyed steel. Mater. Sci. Eng. A 2011, 528, 5519–5528. [Google Scholar] [CrossRef]
- Xu, S.G.; He, J.S.; Zhang, R.Z.; Zhang, F.C.; Wang, X.T. Hot deformation behaviors and dynamic softening mechanisms of 7Mo super-austenitic stainless steel with high stacking fault energy. J. Mater. Res. Technol. 2023, 23, 1738–1752. [Google Scholar] [CrossRef]
- Onitsuka, T.; Takenaka, M.; Kuramoto, E.; Nagai, Y.; Hasegawa, M. Deformation-enhanced Cu precipitation in Fe-Cu alloy studied by positron annihilation spectroscopy. Phys. Rev. B. 2001, 65, 012204. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Kalu, P.N. Dislocation-particle interactions during high temperature deformation of two-phase aluminium alloys. Acta Metall. 1987, 35, 2815–2829. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, S.; He, J.; Zhang, R.; Zhang, F.; Wang, X. Effect of Deformation Conditions on Strain-Induced Precipitation of 7Mo Super-Austenitic Stainless Steel. Materials 2023, 16, 6401. https://doi.org/10.3390/ma16196401
Xu S, He J, Zhang R, Zhang F, Wang X. Effect of Deformation Conditions on Strain-Induced Precipitation of 7Mo Super-Austenitic Stainless Steel. Materials. 2023; 16(19):6401. https://doi.org/10.3390/ma16196401
Chicago/Turabian StyleXu, Shiguang, Jinshan He, Runze Zhang, Fucheng Zhang, and Xitao Wang. 2023. "Effect of Deformation Conditions on Strain-Induced Precipitation of 7Mo Super-Austenitic Stainless Steel" Materials 16, no. 19: 6401. https://doi.org/10.3390/ma16196401
APA StyleXu, S., He, J., Zhang, R., Zhang, F., & Wang, X. (2023). Effect of Deformation Conditions on Strain-Induced Precipitation of 7Mo Super-Austenitic Stainless Steel. Materials, 16(19), 6401. https://doi.org/10.3390/ma16196401