
Simulation and Microstructural Analysis of Twin-Induced Plasticity Steel Cylinder Deep Drawing
Abstract
:1. Introduction
2. Test Materials and Methods
2.1. Material Preparation
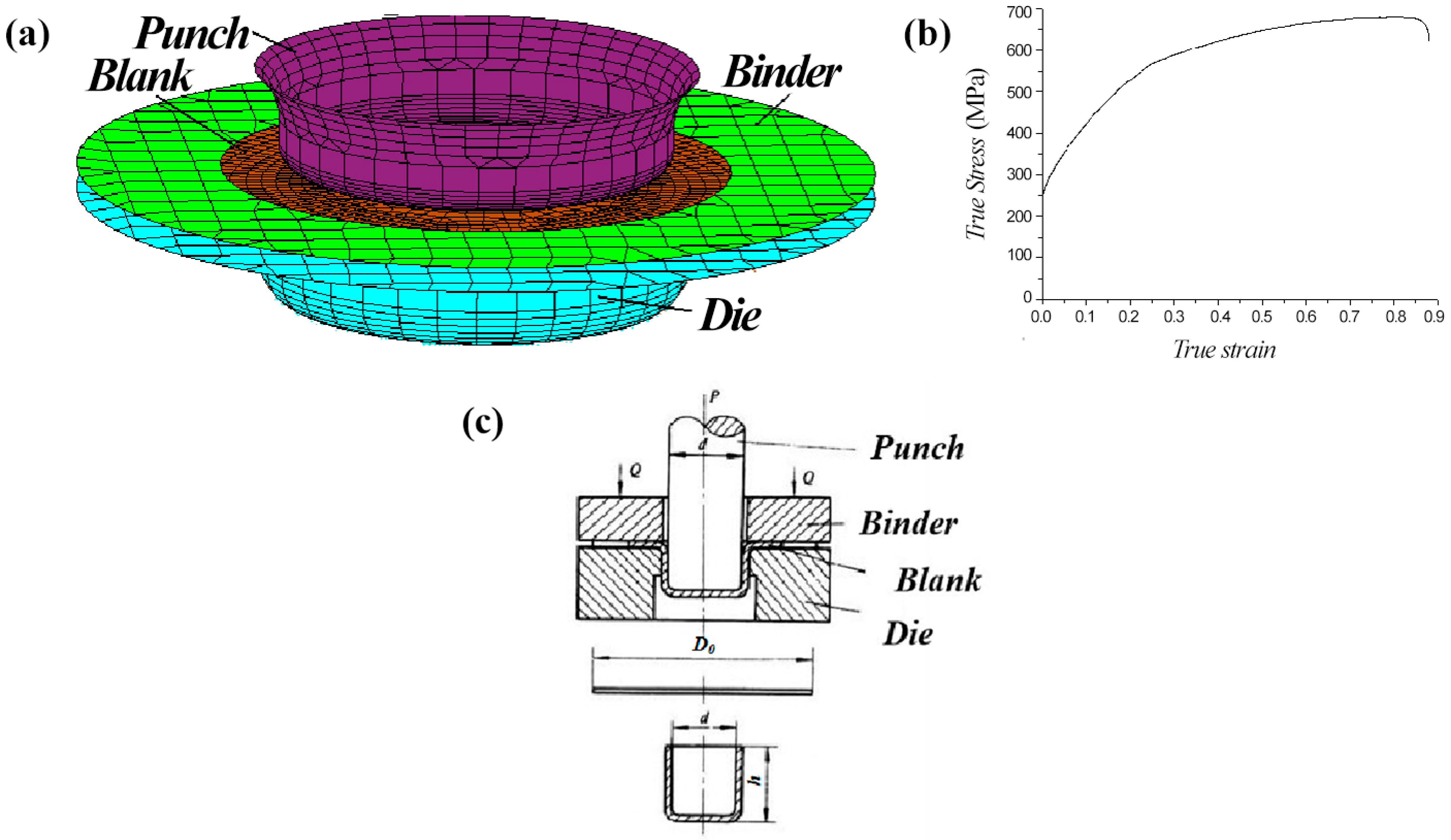
2.2. Stamping Simulation
2.3. Deep Drawing Test Method
2.4. Microstructure and Texture Analysis
3. Test Results and Analysis
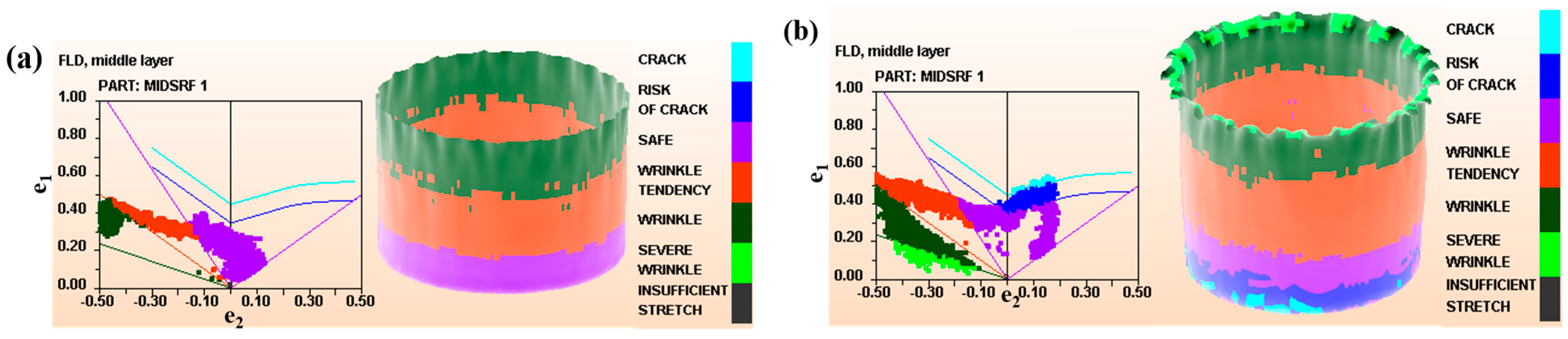
3.1. Stamping Simulation Results
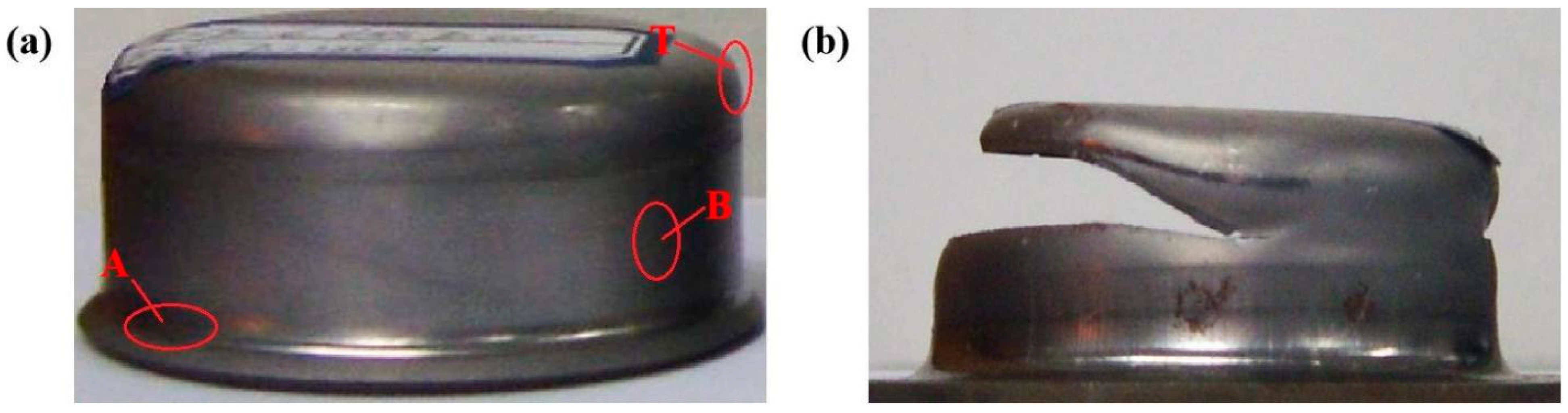
3.2. Stamping Test
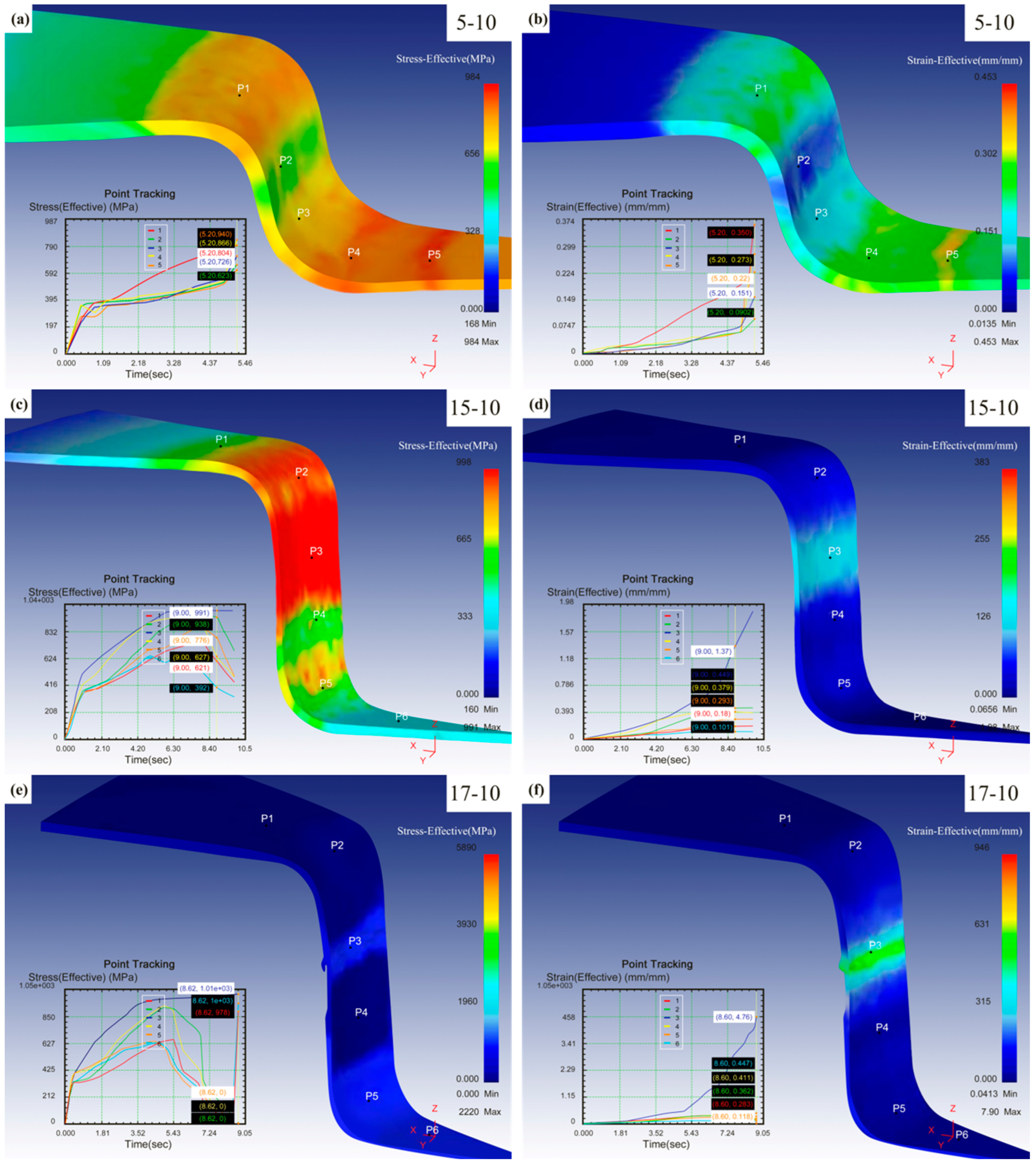
3.3. Effective Stress and Strain Simulation Results and Analysis
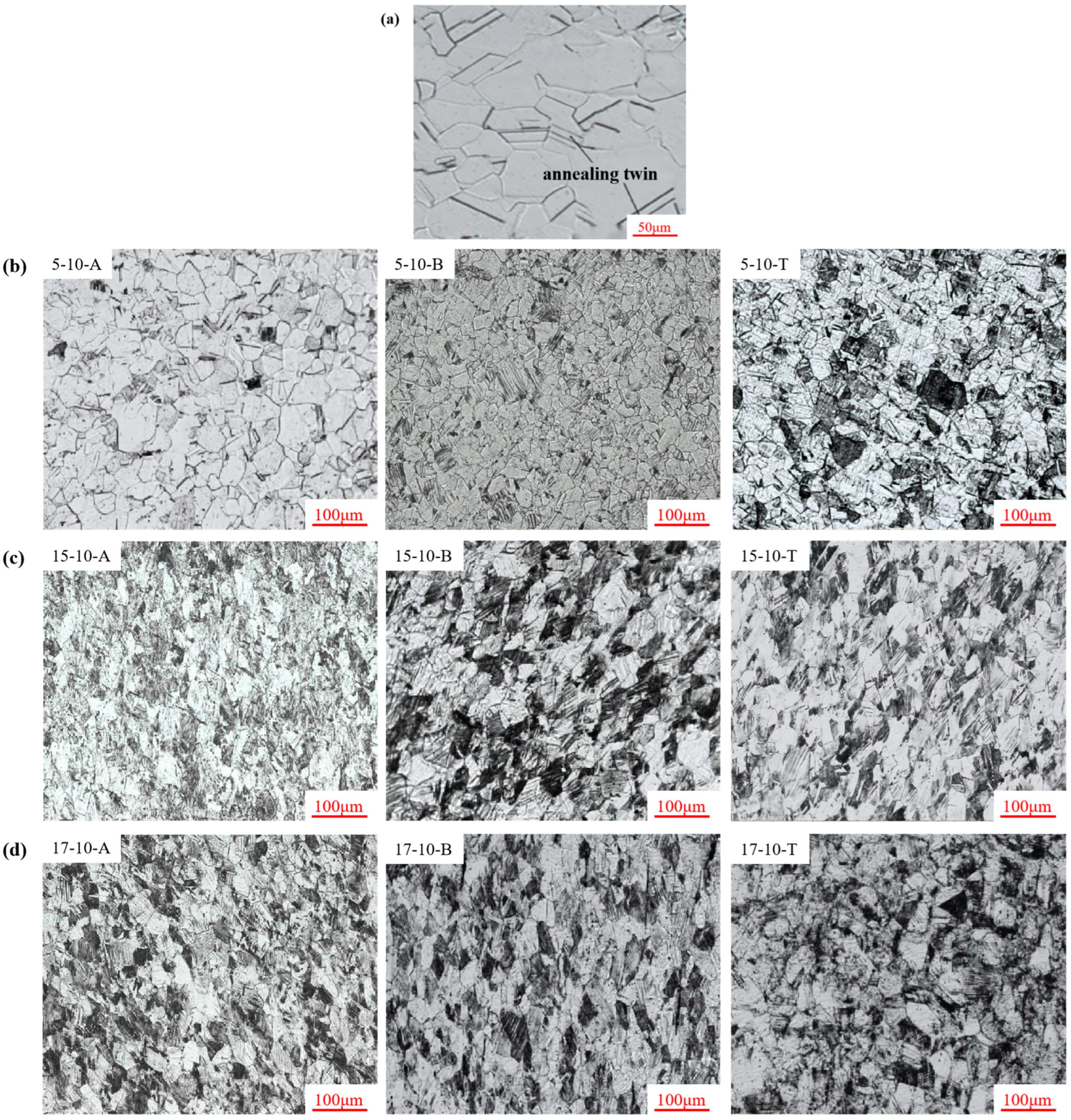
3.4. Microstructure Analysis
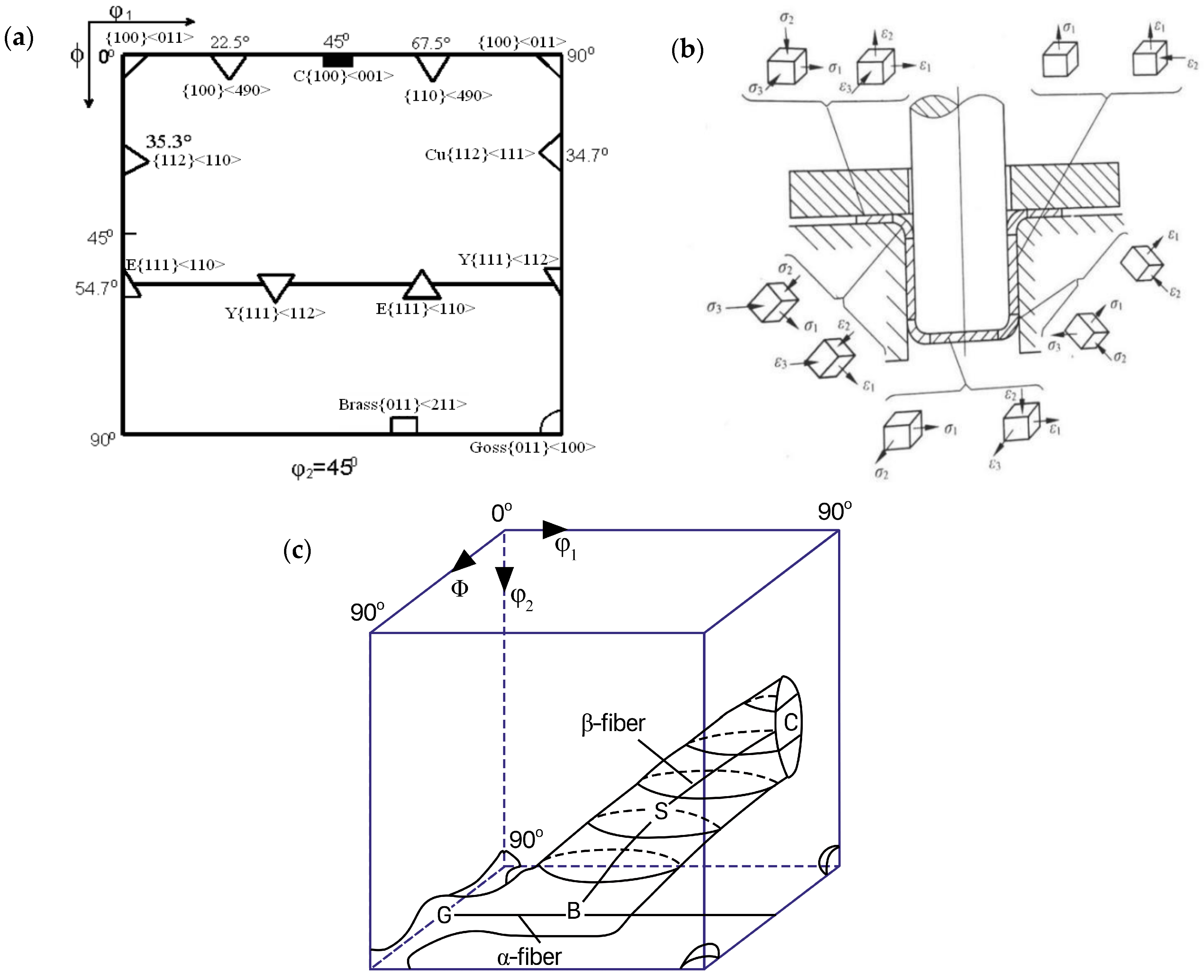
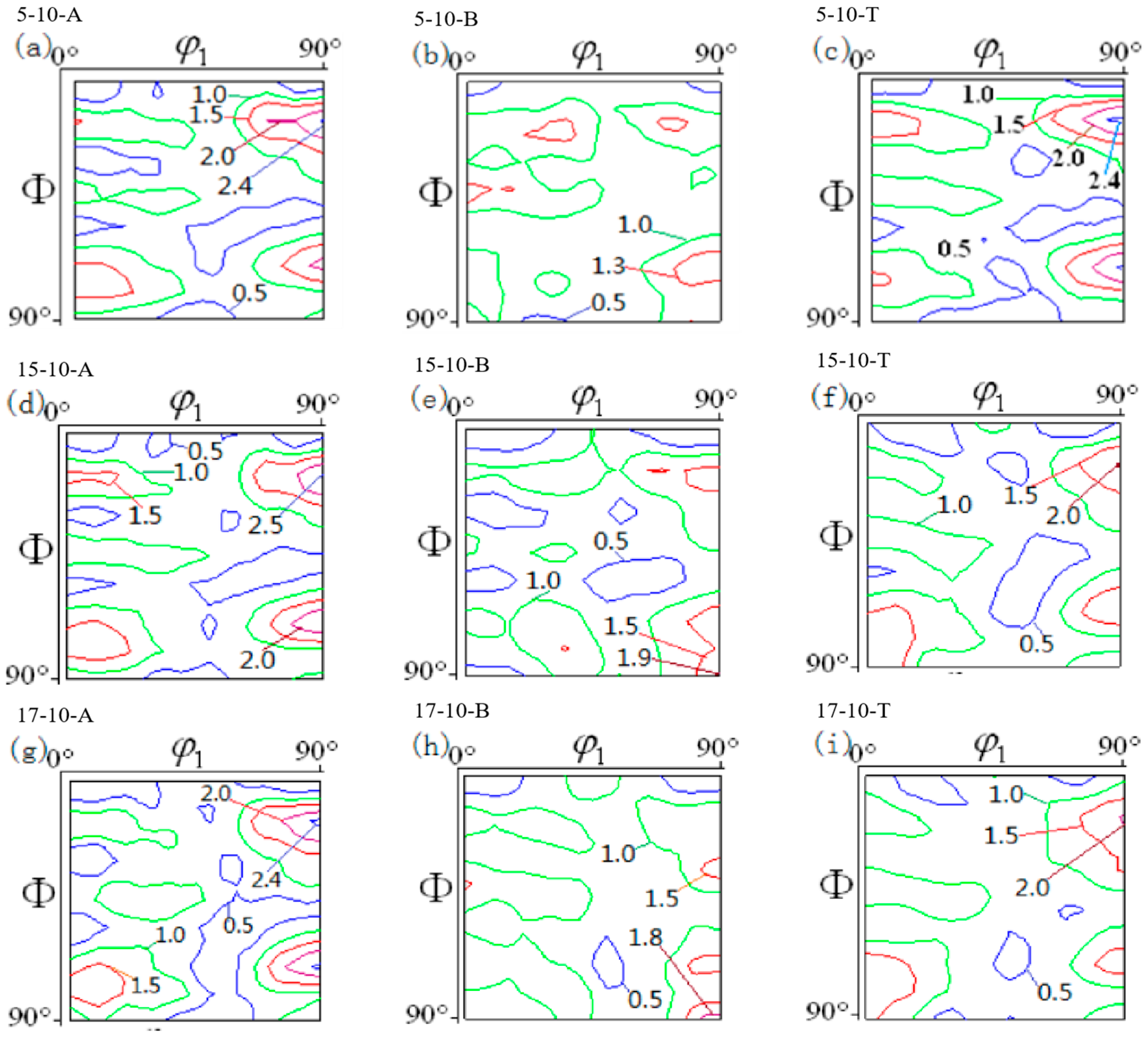
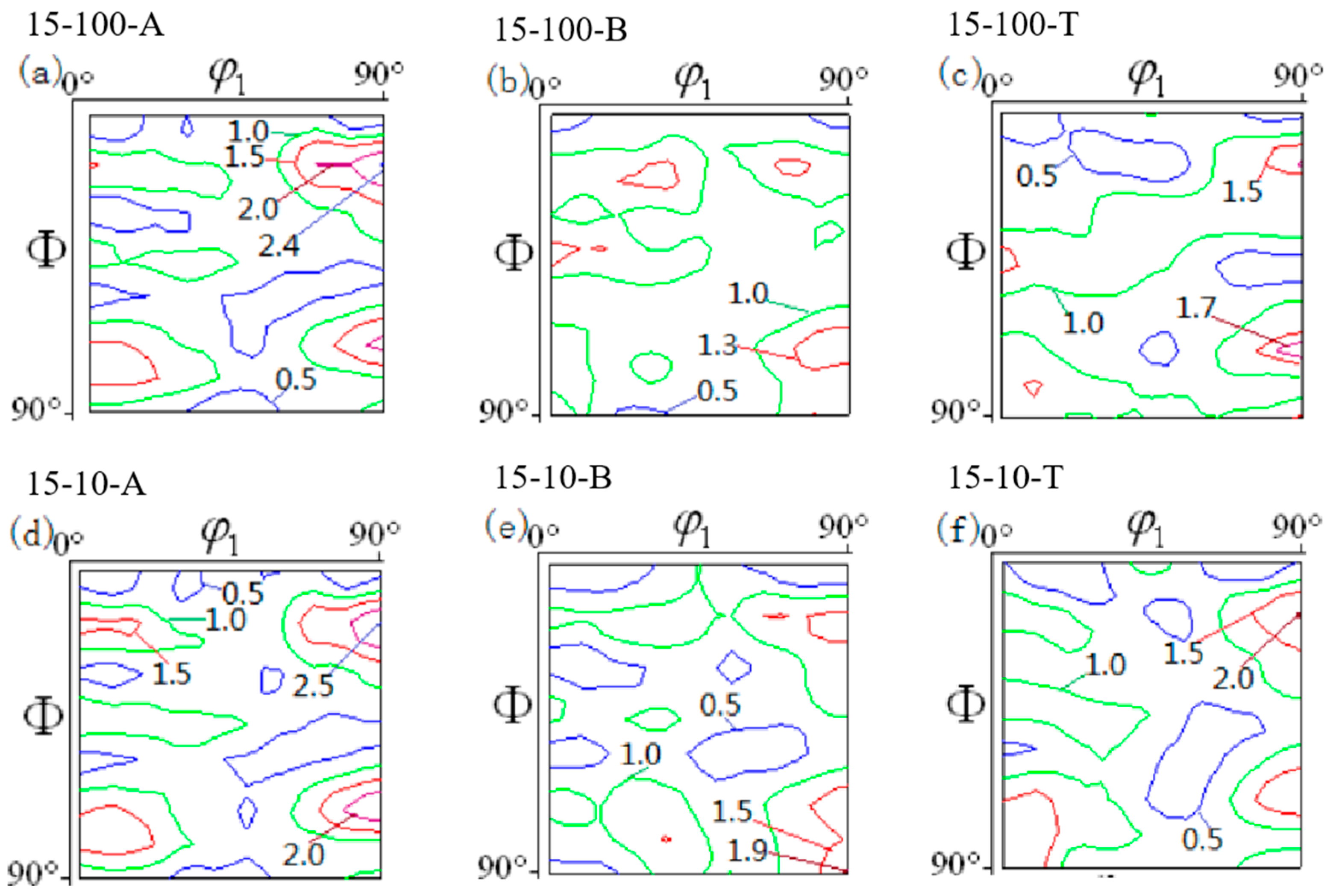
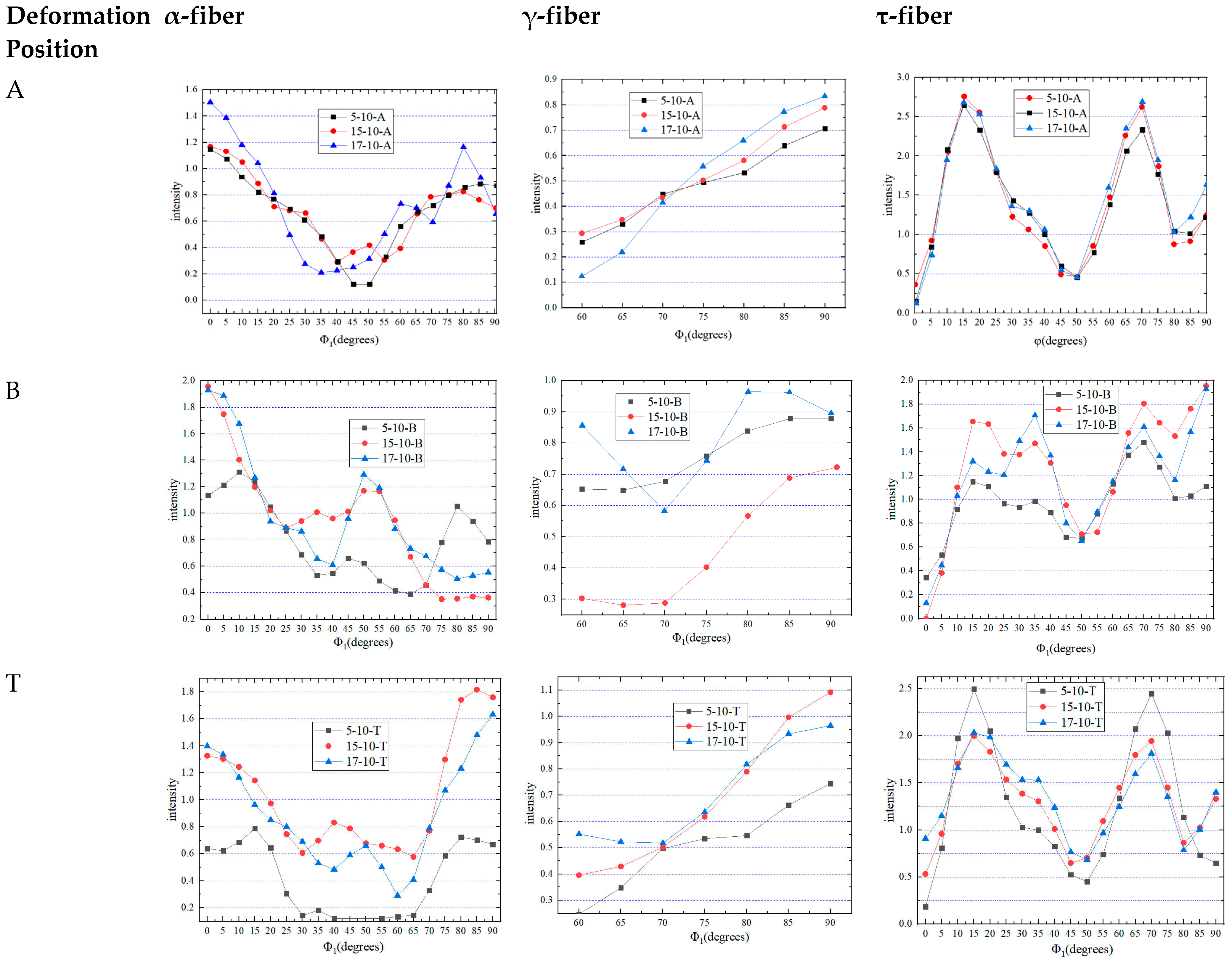
3.5. Analysis of Deep Drawing Deformation Texture
4. Conclusions
- According to the punching simulation calculation, when the blank holder force was 1600 N and the thickness was 1 mm, the simulated ultimate drawing coefficient of the TWIP steel used in the test was 0.451, and the ultimate drawing coefficient obtained in the actual punching test was 0.432.
- As the degree of deformation increased, the number of deformation twins produced under tensile stress increased, and the size of the deformation twins was the smallest at the cylinder wall.
- During the deep drawing process, the main texture features at the flange and the rounded corners were the Cu and CuT orientations, and their intensities were 2.4 and 2.0, respectively, while the main textural features at the cylinder wall were the Goss and CuT orientations, and their intensities were 1.5 and 1.8, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Del Pero, F.; Delogu, M.; Pierini, M. The effect of lightweighting in automotive LCA perspective: Estimation of mass-induced fuel consumption reduction for gasoline turbocharged vehicles. J. Clean. Prod. 2017, 154, 566–577. [Google Scholar] [CrossRef]
- Gupta, M.K.; Singhal, V. Review on materials for making lightweight vehicles. Mater. Today Proc. 2022, 56, 868–872. [Google Scholar] [CrossRef]
- Taub, A.I.; Luo, A.A. Advanced lightweight materials and manufacturing processes for automotive applications. MRS Bull. 2015, 40, 1045–1054. [Google Scholar] [CrossRef]
- Huang, F.; Chen, Q.; Ding, H.; Wang, Y.; Mou, X.; Chen, J. Automotive steel with a high product of strength and elongation used for cold and hot forming simultaneously. Materials 2021, 14, 1121. [Google Scholar] [CrossRef]
- Bleck, W. New insights into the properties of high-manganese steel. Int. J. Miner. Metall. Mater. 2021, 28, 782–796. [Google Scholar] [CrossRef]
- Ren, J.; Chen, Q.; Chen, J.; Liu, Z. Enhancing strength and cryogenic toughness of high manganese TWIP steel plate by double strengthened structure design. Mater. Sci. Eng. A 2020, 786, 139397. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Liang, Z.Y.; Liu, Y.Z.; Wang, X.; Liu, R.D.; Huang, M.X. Revealing the individual hardening effects of twins, dislocations, grain boundaries and solid solution in a twinning-induced plasticity steel. Mater. Sci. Forum 2017, 879, 2489–2494. [Google Scholar] [CrossRef]
- Fang, W.; Zhang, C.; Gou, F.; Jiang, B.; Zhang, C.; Liu, Y. The effect of micro alloying elements (vanadium, titanium) additions on the austenite grain growth behavior in medium carbon steel containing nitrogen. Materialwiss. Werkstofftech. 2020, 51, 230–237. [Google Scholar] [CrossRef]
- Mejía, I.; Salas-Reyes, A.E.; Calvo, J.; Cabrera, J.M. Effect of Ti and B microadditions on the hot ductility behavior of a High-Mn austenitic Fe-23Mn-1.5Al-1.3Si-0.5C TWIP steel. Mater. Sci. Eng. A 2015, 648, 311–329. [Google Scholar] [CrossRef]
- Xiong, R.; Peng, H.; Wang, S.; Si, H.; Wen, Y. Effect of stacking fault energy on work hardening behaviors in Fe-Mn-Si-C high manganese steels by varying silicon and carbon contents. Mater. Des. 2015, 85, 707–714. [Google Scholar] [CrossRef]
- Yang, F.; Song, R.; Sun, T.; Zhang, L.; Zhao, C.; Liao, B. Microstructure and mechanical proper-ties of Fe-Mn-Al light-weight high strength steel. Acta Metall. Sin. 2014, 50, 897–904. [Google Scholar] [CrossRef]
- Kim, S.J.; Lee, T.; Hwang, J.K. High-strength bolt manufactured by an extrusion-based forming process using twinning-induced plasticity steel. J. Manuf. Process. 2020, 59, 33–42. [Google Scholar] [CrossRef]
- Sarkar, A.; Sanyal, S.; Bandyopadhyay, T.K.; Mandal, S. Enhanced strength-ductility relationship in a medium Mn high Al-alloyed multicomponent steel through thermomechanical processing. Mater. Sci. Eng. A 2017, 703, 205–213. [Google Scholar] [CrossRef]
- Sarkar, A.; Sanyal, S.; Bandyopadhyay, T.K.; Mandal, S. Influence of annealing parameters on phase evolution and recrystallization kinetics of a Mn-Al-Si alloyed duplex steel. Mater. Charact. 2017, 134, 213–224. [Google Scholar] [CrossRef]
- Sarkar, A.; Sanyal, S.; Bandyopadhyay, T.K.; Mandal, S. Recrystallization behaviour and tensile properties of Al-added medium-Mn-steel at different deformation-annealing conditions. Mater. Sci. Technol. 2019, 35, 2054–2068. [Google Scholar] [CrossRef]
- Anand, K.K.; Mahato, B.; Haase, C.; Kumar, A.; Chowdhury, S.G. Correlation of defect density with texture evolution during cold rolling of a Twinning-Induced Plasticity (TWIP) steel. Mater. Sci. Eng. A 2018, 711, 69–77. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Y.; Yu, L.; Liu, C.; Li, C.; Huang, Y.; Li, H.; Ma, Z. Effect of deformation twinning on high-temperature performance of cold-rolled S31042 steel. J. Iron Steel Res. Int. 2019, 26, 704–711. [Google Scholar] [CrossRef]
- Gwon, H.; Kim, J.K.; Shin, S.; Cho, L.; Cooman, B. The effect of vanadium micro-alloying on the microstructure and the tensile behavior of TWIP steel. Mater. Sci. Eng. A 2017, 696, 416–428. [Google Scholar] [CrossRef]
- Guo, N.; Sun, C.; Fu, M.; Han, M. Misorientation-dependent twinning induced hardening and texture evolution of TWIP steel sheet in plastic deformation process. Metals 2017, 7, 348. [Google Scholar] [CrossRef]
- Hu, Y.; Su, Y.; Feng, X.; Cui, H.; Li, J. Microstructure and texture evolution of Fe-33Mn-3Si-3Al TWIP steel on strain. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2019, 34, 176–182. [Google Scholar] [CrossRef]
- Gupta, V.K.; Tewary, N.K.; Yadav, M.; Ghosh, S.K. Effect of Intercritical Rolling on the Microstructure, Texture and Mechanical Properties of Dual Phase TWIP Steel. Metallogr. Microstruct. Anal. 2022, 11, 602–616. [Google Scholar] [CrossRef]
- Sklate Boja, M.F.; Druker, A.V. Controlling Mechanical Behavior of TWIP Steels by Tuning Texture and Stacking Faults. Metall. Mater. Trans. A 2022, 53, 3986–4003. [Google Scholar] [CrossRef]
- Wan, M.; Yang, Y.Y.; Li, S.B. Determination of the limiting drawing coefficient in the deep drawing of conical cups. J. Mater. Process. Technol. 2001, 114, 114–117. [Google Scholar] [CrossRef]
- Jeong, H.T.; Kim, W.J. Grain size and temperature effect on the tensile behavior and deformation mechanisms of non-equiatomic Fe41Mn25Ni24Co8Cr2 high entropy alloy. J. Mater. Sci. Technol. 2020, 42, 190–202. [Google Scholar] [CrossRef]
- Rahman, K.M.; Vorontsov, V.A.; Dye, D. The effect of grain size on the twin initiation stress in a TWIP steel. Acta Mater. 2015, 89, 247–257. [Google Scholar] [CrossRef]
- Guo, N.; Wang, J.; Sun, C.Y.; Zhang, Y.F.; Fu, M.W. Analysis of size dependent earing evolution in micro deep drawing of TWIP steel by using crystal plasticity modeling. Int. J. Mech. Sci. 2020, 165, 105200. [Google Scholar] [CrossRef]
- Tian, Y.Z.; Bai, Y.; Zhao, L.J.; Gao, S.; Yang, H.K.; Shibata, A.; Zhang, Z.F.; Tsuji, N. A novel ultrafine-grained Fe-22Mn-0.6C TWIP steel with superior strength and ductility. Mater. Charact. 2017, 126, 74–80. [Google Scholar] [CrossRef]
- Wang, D.; Lu, X.; Wan, D.; Guo, X.; Jhonsen, R. Effect of hydrogen on the embrittlement susceptibility of Fe-22Mn-0.6 C TWIP steel revealed by in-situ tensile test. Mater. Sci. Eng. A 2021, 802, 140638. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TWIP Steel | Mn | Si | C | Fe |
|---|---|---|---|---|
| Fe-Mn-Si-C | 23.77 | 0.23 | 0.46 | Bal |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, T.; Su, Y.; Li, J.; Fu, H.; Si, Z.; Liu, X. Simulation and Microstructural Analysis of Twin-Induced Plasticity Steel Cylinder Deep Drawing. Materials 2023, 16, 6264. https://doi.org/10.3390/ma16186264
Yu T, Su Y, Li J, Fu H, Si Z, Liu X. Simulation and Microstructural Analysis of Twin-Induced Plasticity Steel Cylinder Deep Drawing. Materials. 2023; 16(18):6264. https://doi.org/10.3390/ma16186264
Chicago/Turabian StyleYu, Tianhang, Yu Su, Jun Li, Huaqing Fu, Zhouxiang Si, and Xiaopei Liu. 2023. "Simulation and Microstructural Analysis of Twin-Induced Plasticity Steel Cylinder Deep Drawing" Materials 16, no. 18: 6264. https://doi.org/10.3390/ma16186264
APA StyleYu, T., Su, Y., Li, J., Fu, H., Si, Z., & Liu, X. (2023). Simulation and Microstructural Analysis of Twin-Induced Plasticity Steel Cylinder Deep Drawing. Materials, 16(18), 6264. https://doi.org/10.3390/ma16186264