
Tomographic and Tension Analysis of Polypropylene Reinforced with Carbon Fiber Fabric by Injection Molding

 ,
,  ,
,  ,
,  ,
, 
Abstract
:1. Introduction
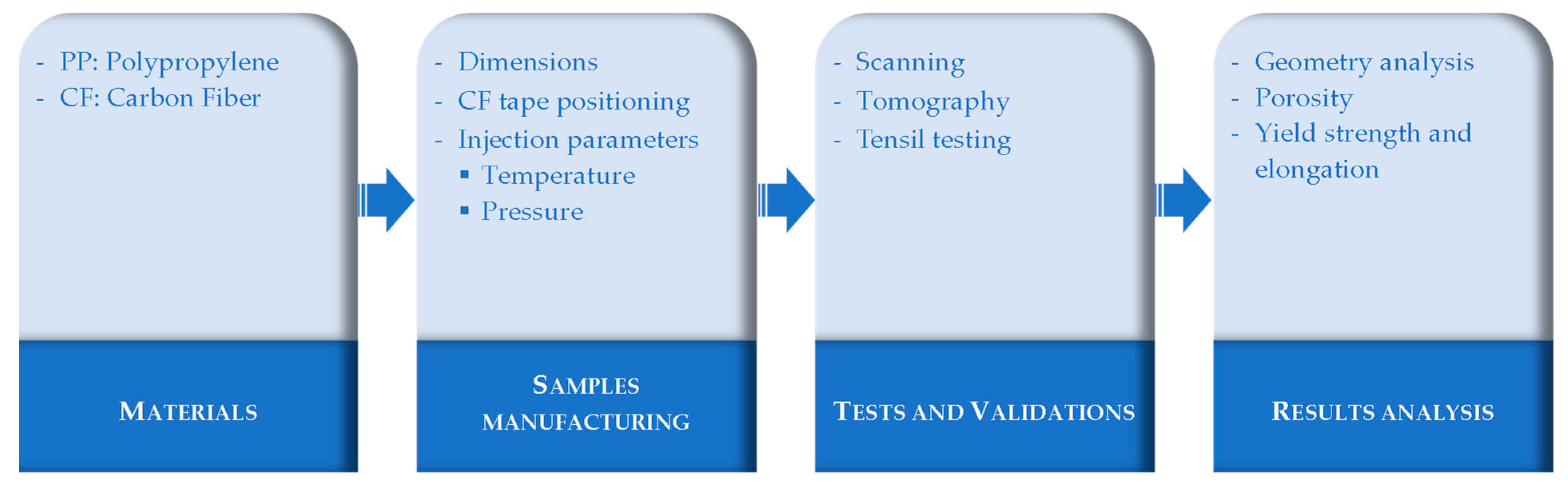
2. Materials and Methods
2.1. Materials Selection
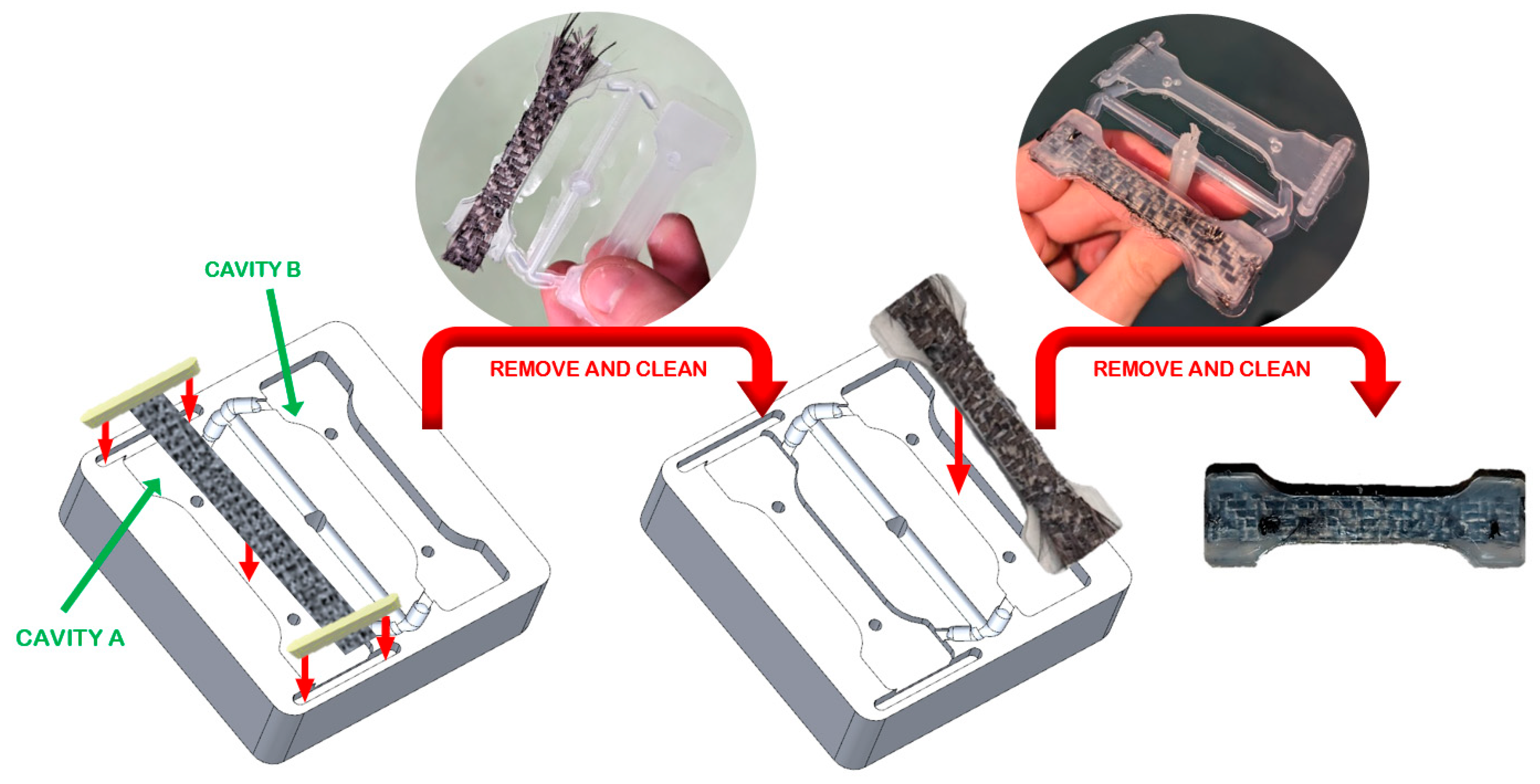
2.2. Manufacturing of Composite Samples
2.2.1. Cavity Insert Design
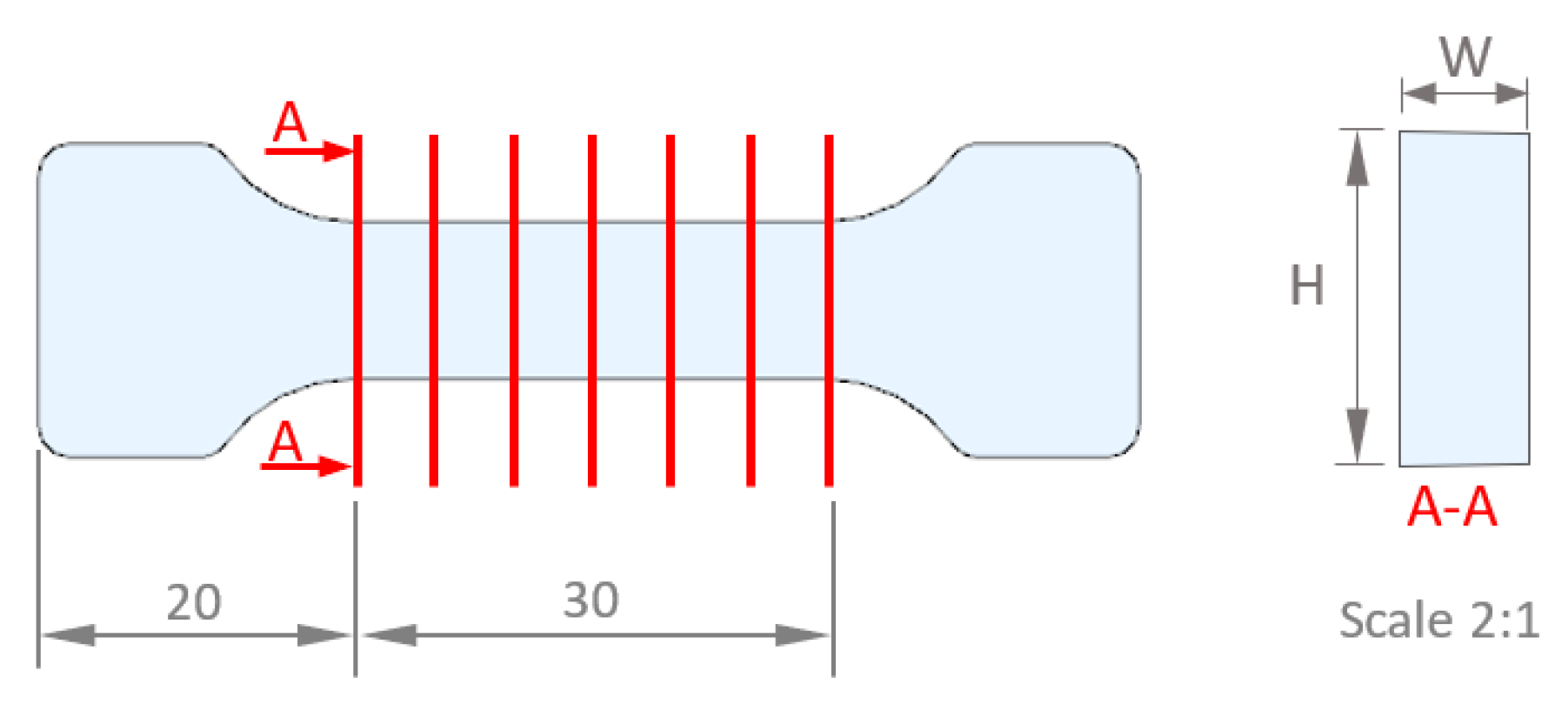
2.2.2. Sample Dimensions
2.2.3. Injection Process
2.3. Validation and Tests
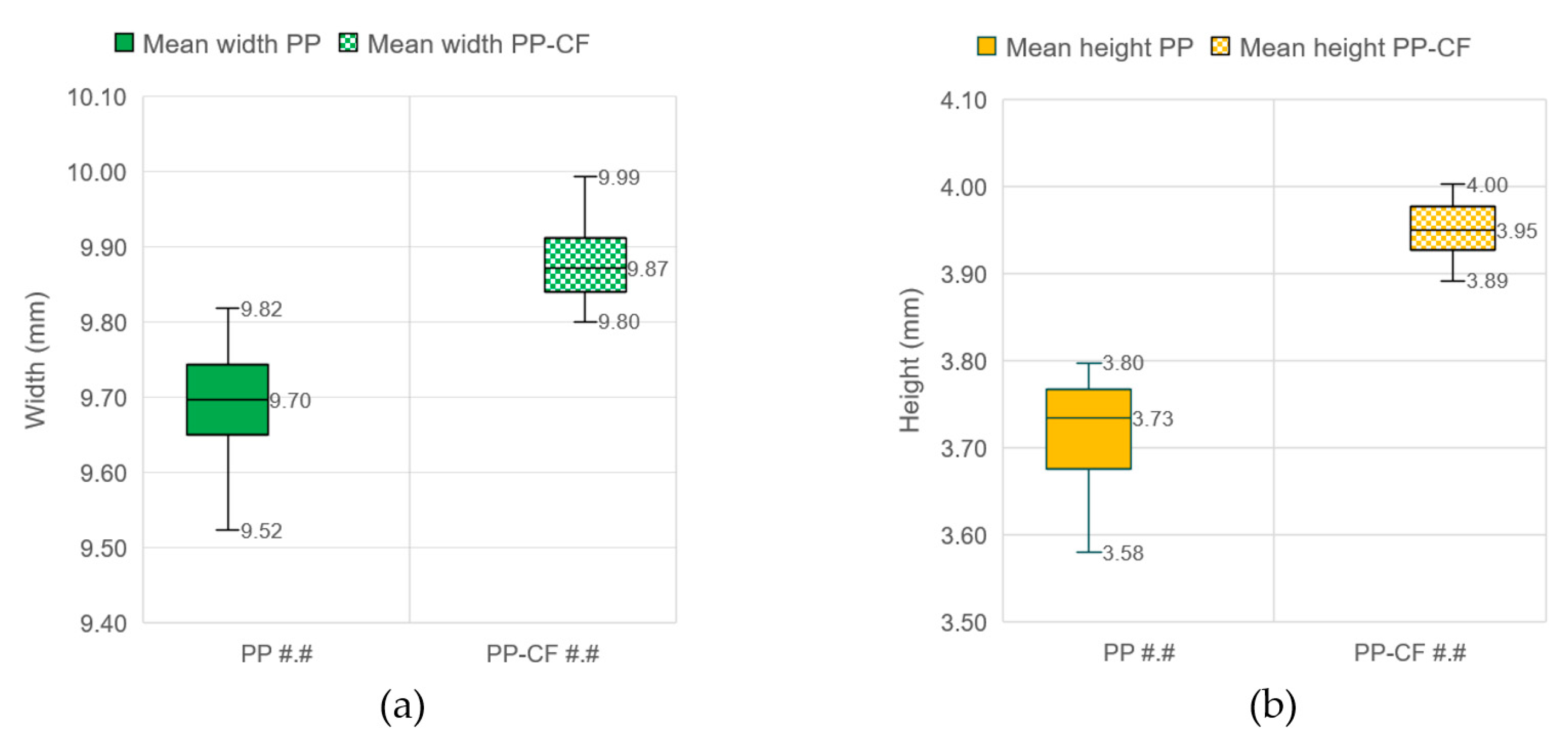
2.3.1. Metrological Controls
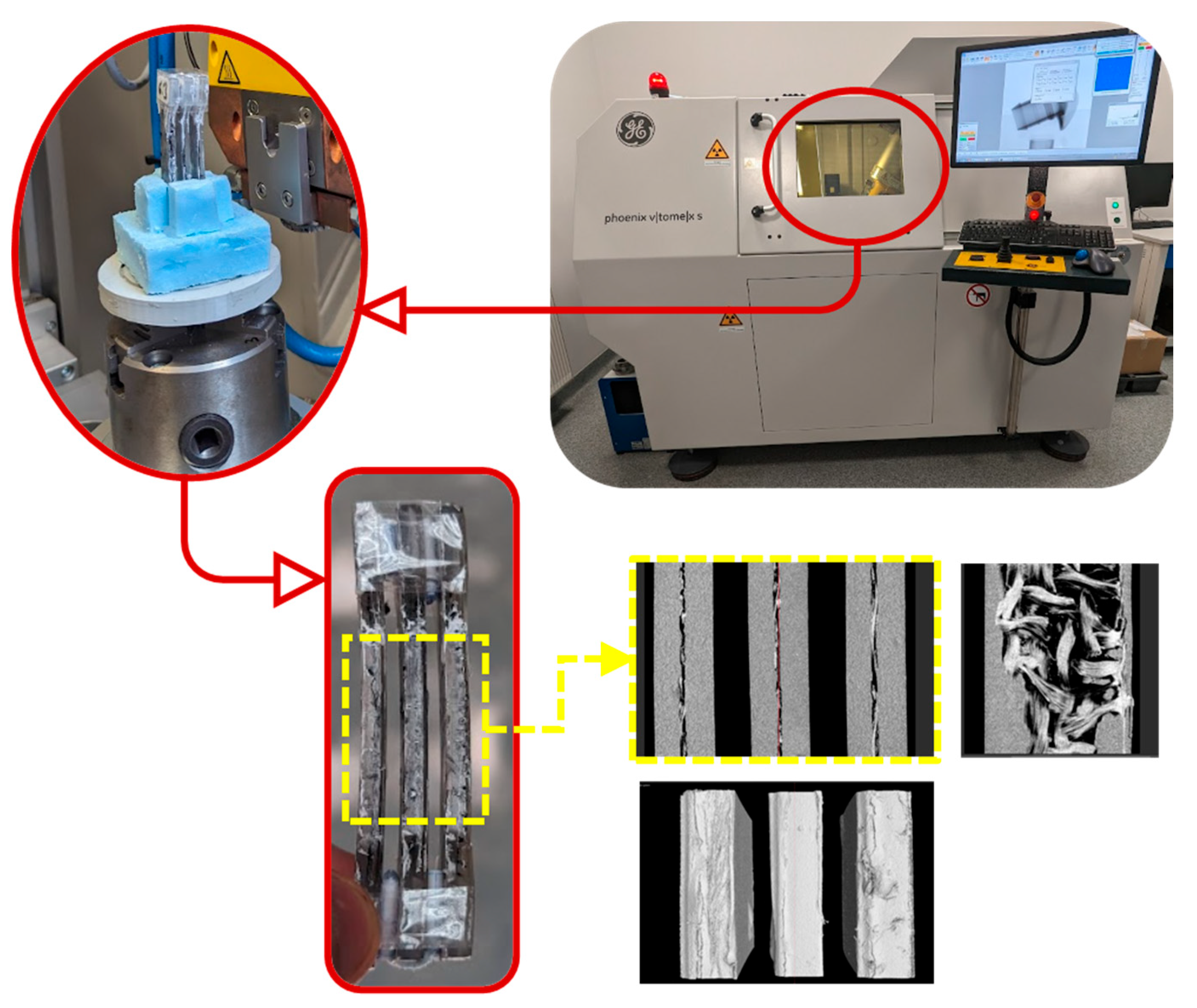
2.3.2. Internal Defects Inspection
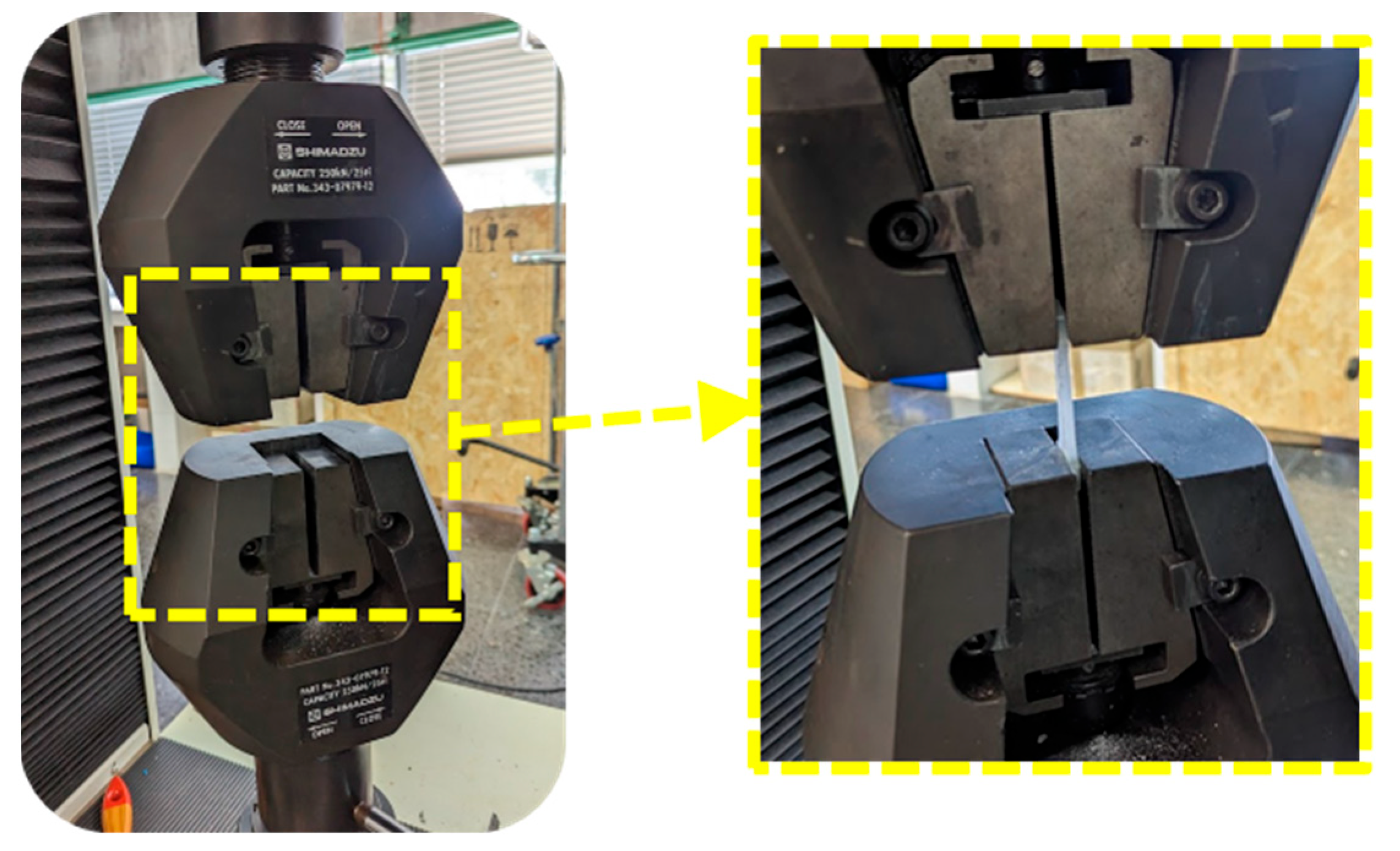
2.3.3. Mechanical Properties Testing
- a rate of 5 mm/s test speed;
- a maximum applied force of 2.5 kN;
- 10 mm × 4 mm × 16 mm as the calibrated volume.
3. Results and Discussion
3.1. Geometrical Results
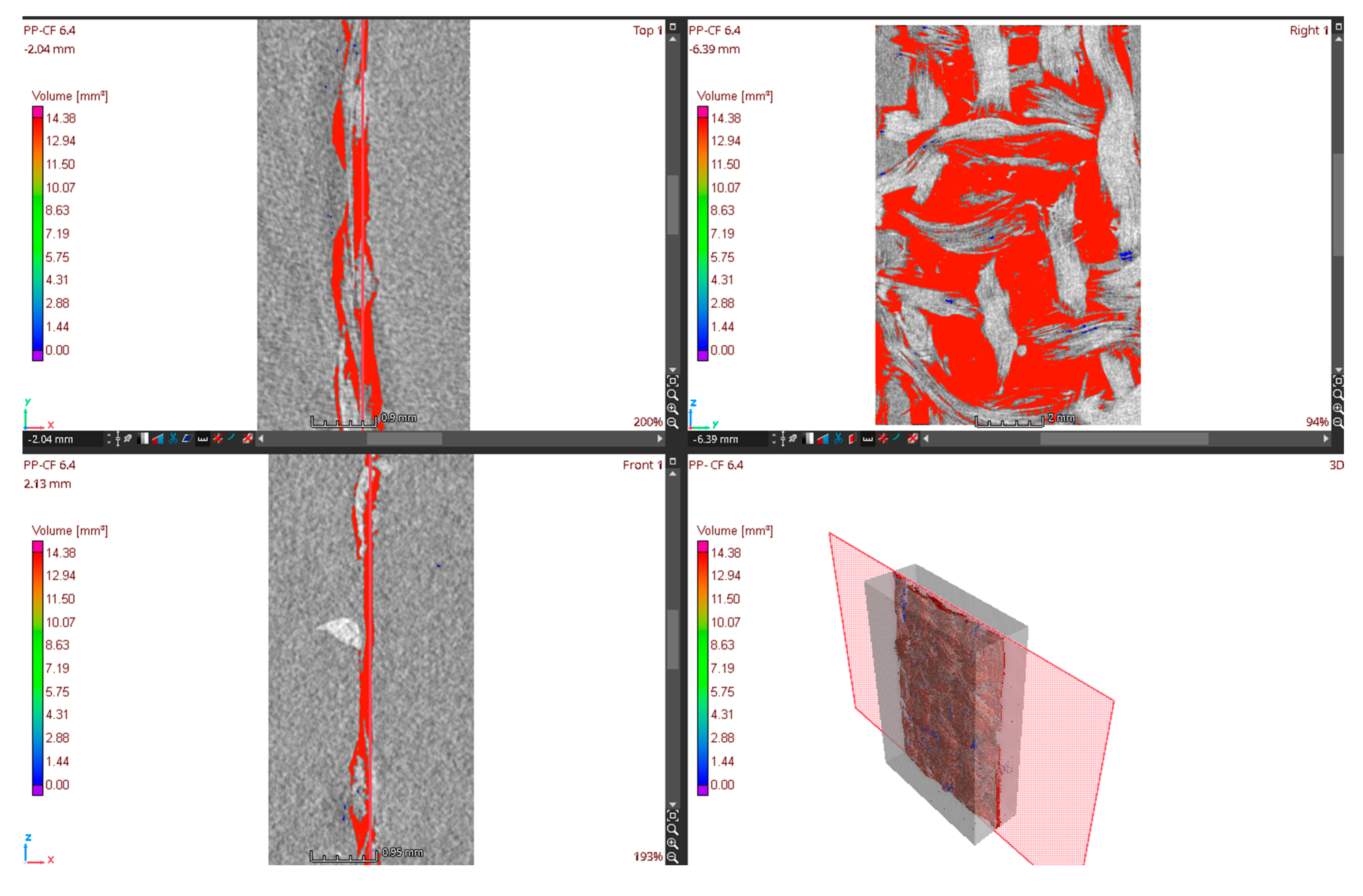
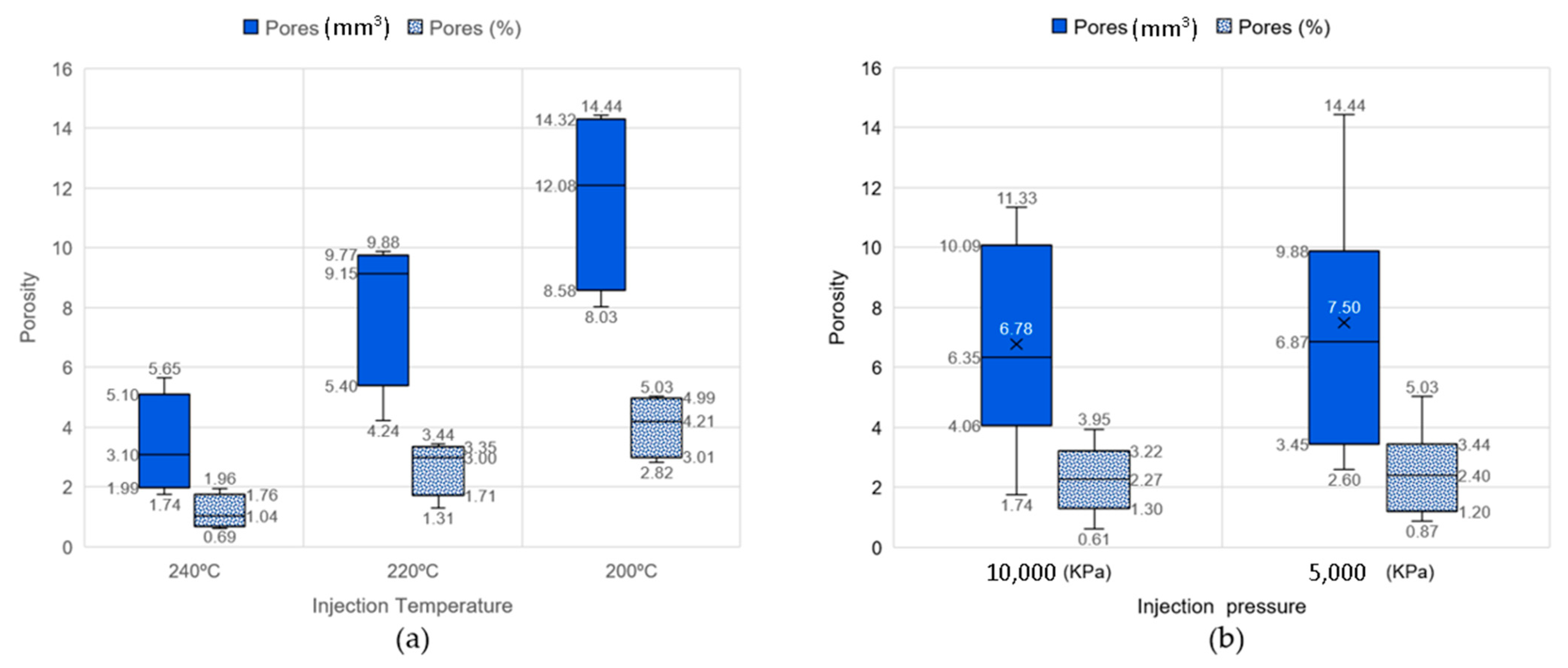
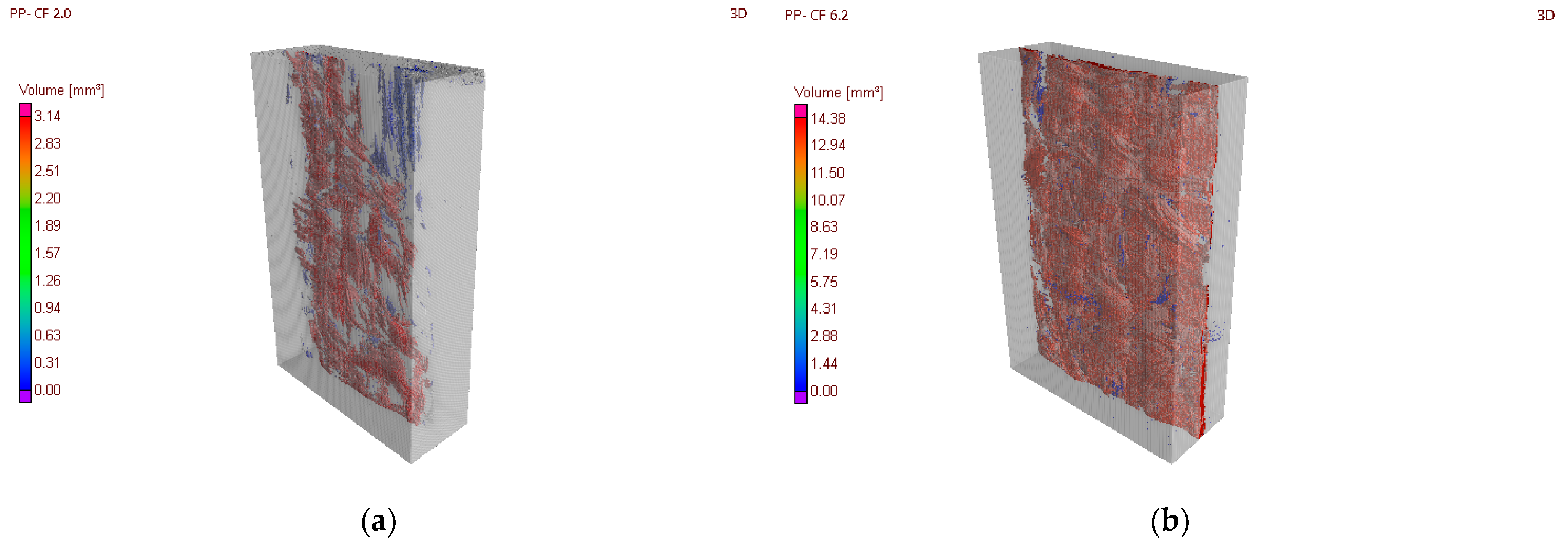
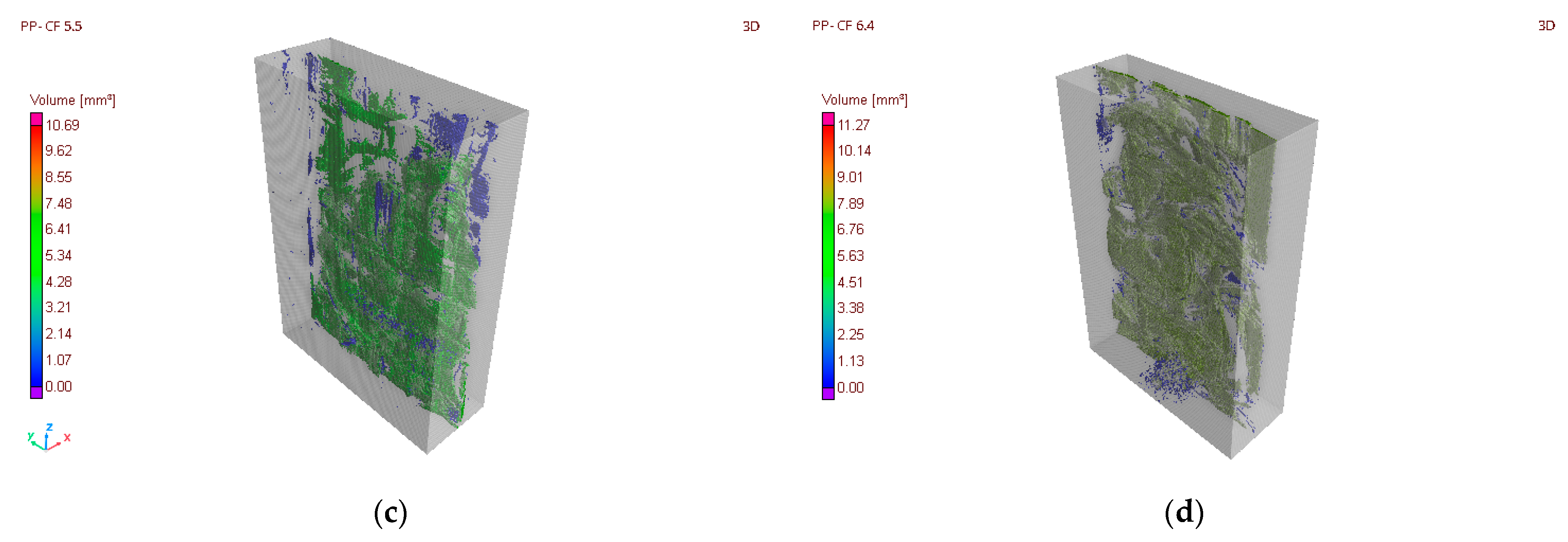
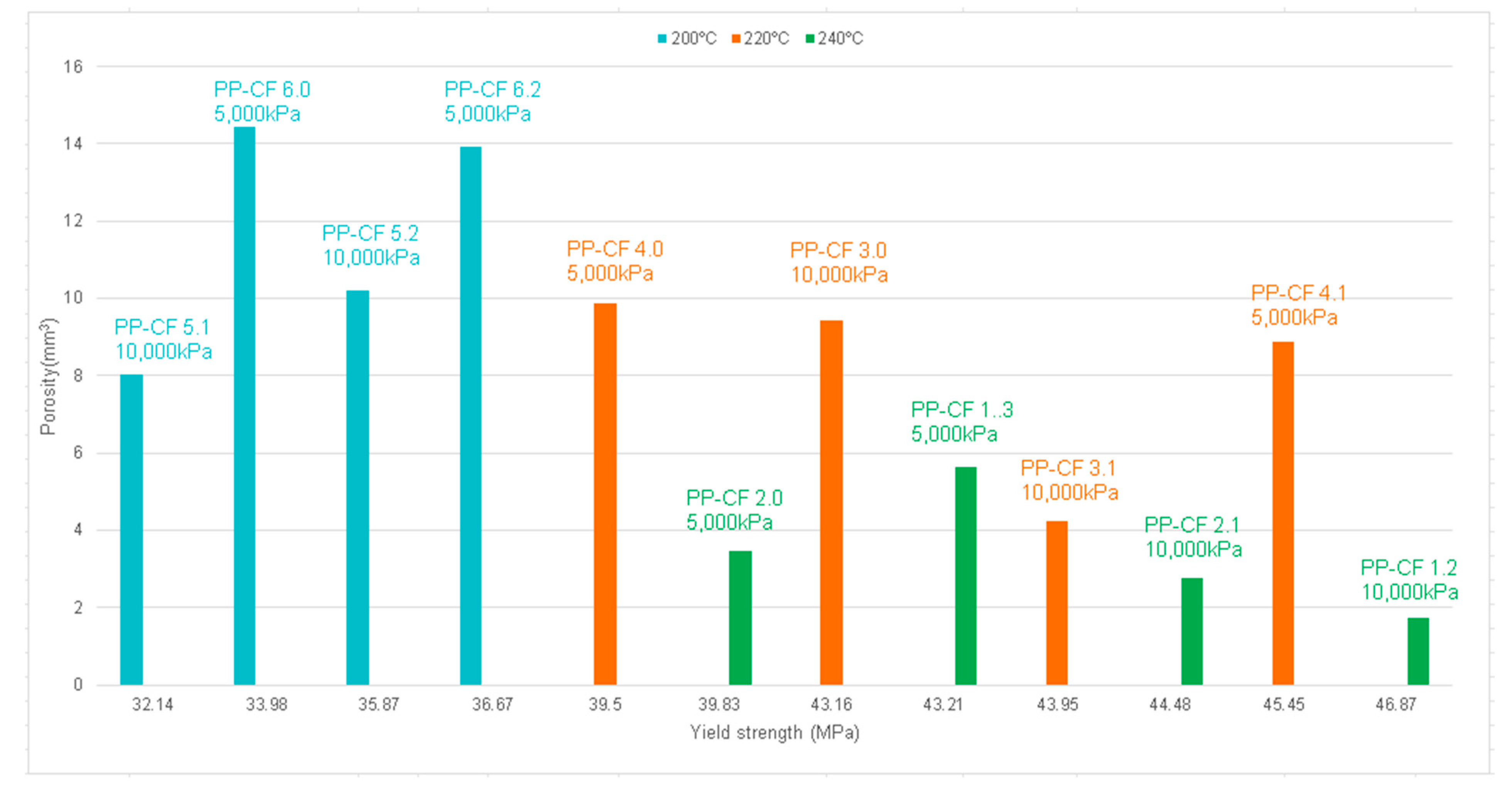
3.2. Compute Tomography Results
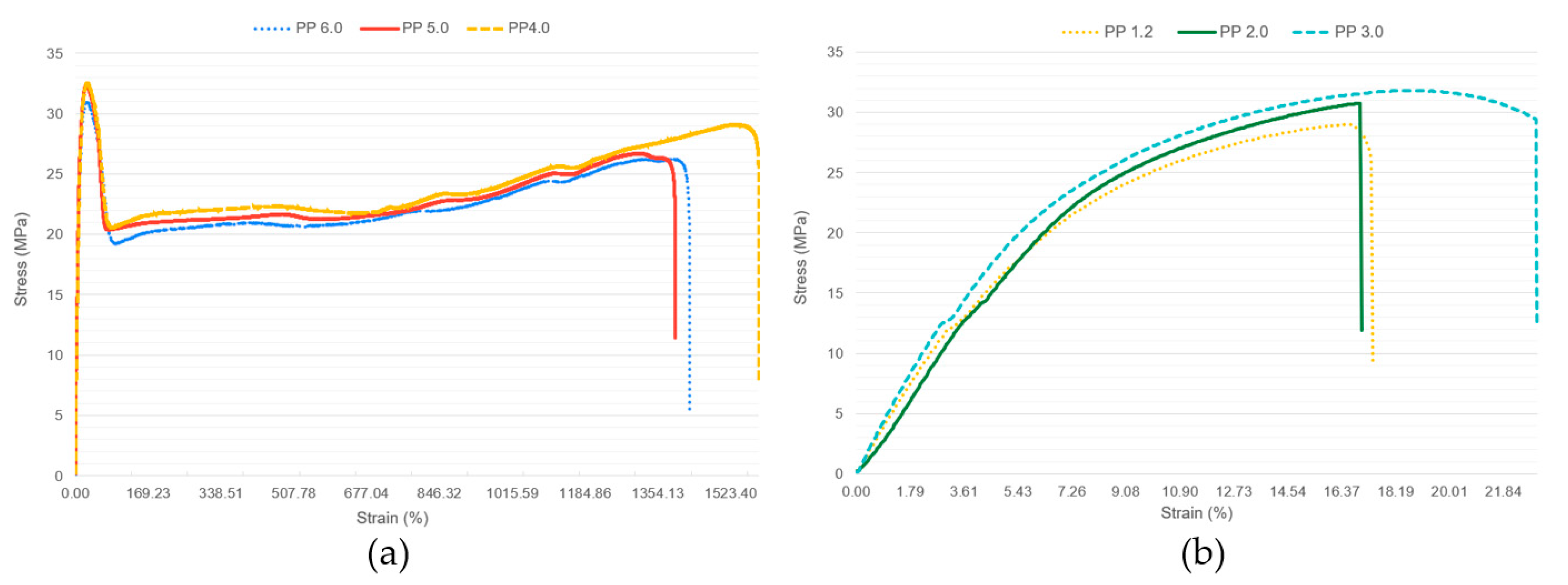
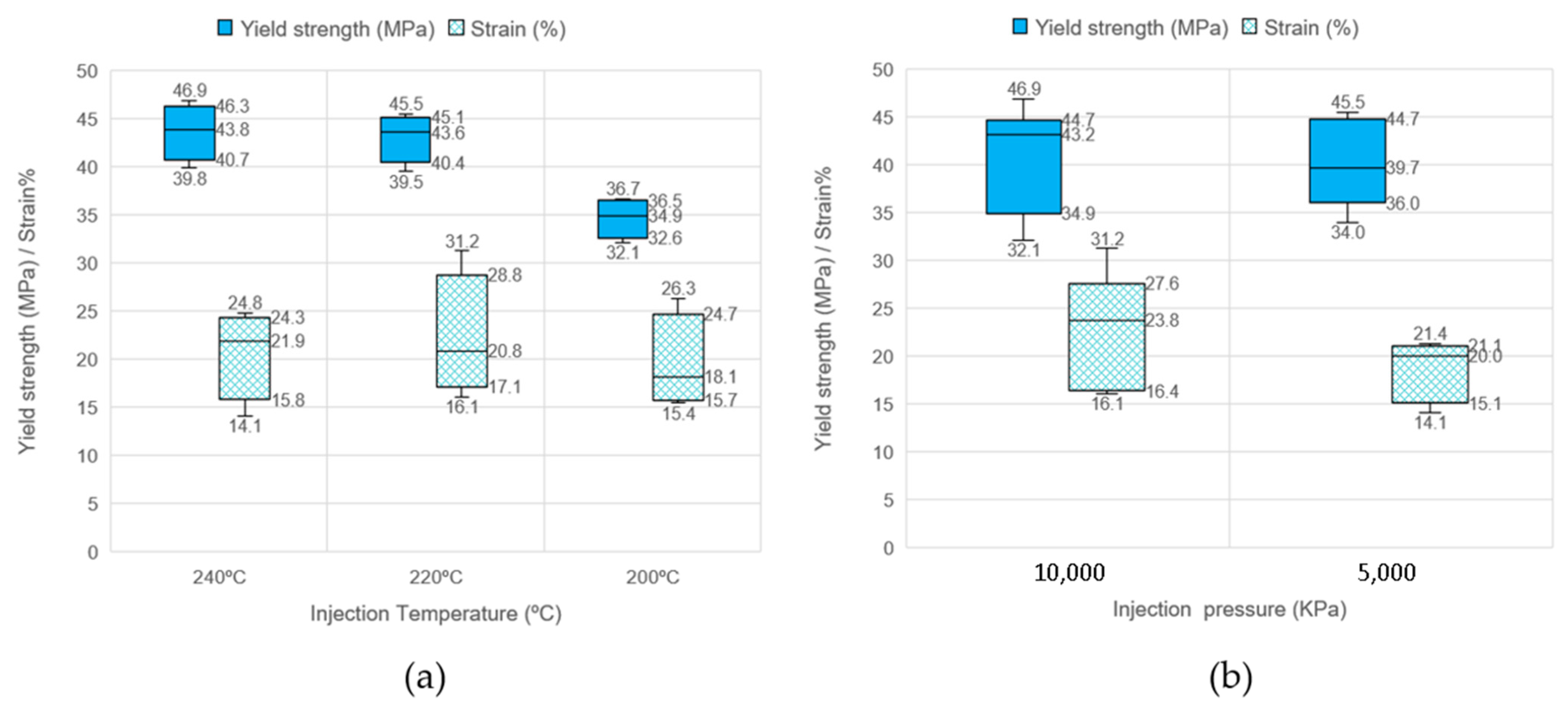
3.3. Tensile Test Results
4. Conclusions
- It can be stated that CF reinforcement has a positive influence on the shrinkage reduction of the PP material [36].
- The minimal shrinkage occurs with PP-CF at a temperature injection of 220 °C.
- The injection pressure has no influence on the decrease in shrinkage.
- The results of the CT scan of the samples without reinforcement have all come out with zero porosity, except for PP 3.2, which was excluded. The use of a holding pressure in the injection process inhibits the formation of internal porosity in the pure PP material [39].
- The tomographic results show that the carbon fiber fabric remains well-positioned in the central area.
- The porosity analysis denotes that with the PP-CF, the higher the temperature, the lower the porosity. With respect to pressure, porosity shows a slight inverse relationship with pressure.
- From the analysis of the results, it is observed that polypropylene behaves as a crystalline material when processed at higher temperatures and higher pressures.
- It is observed that the mean yield strength of PP-CF improves by 36% with the inclusion of carbon fiber fabric reinforcement
- The mean yield strength is highest for injection temperatures of 220 °C and 240 °C and represents an increase of 43% compared to the non-reinforced material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rosato, D.V.; Rosato, M.G. Injection Molding Handbook, 3rd ed.; Springer: New York, NY, USA, 2012. [Google Scholar]
- Chanda, M.; Roy, S.K. Plastics Technology Handbook, 5th ed.; CRC Press: Boca Raton, FL, USA, 2017; ISBN 9780429124020. [Google Scholar]
- Kumar, K.; Davim, J. Polymers and Composites Manufacturing; De Gruyter: Berlin, Germany, 2020. [Google Scholar]
- Bolgar, M.; Hubball, J.; Groeger, J.; Meronek, S. Handbook for the Chemical Analysis of Plastic and Polymer Additives, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2015; ISBN 9780429109621. [Google Scholar]
- Sokoli, H.U.; Simonsen, M.E.; Nielsen, R.P.; Arturi, K.R.; Søgaard, E.G. Conversion of the Matrix in Glass Fiber Reinforced Composites into a High Heating Value Oil and Other Valuable Feedstocks. Fuel Process. Technol. 2016, 149, 29–39. [Google Scholar] [CrossRef]
- Avci, H.; Hassanin, A.; Hamouda, T.; kiliç, A. Hight Performance Fibers: A Review on Current State of Art and Future Challenges. J. Eng. Archit. Fac. Eskiseh. Osman. Univ. 2019, 27, 130–155. [Google Scholar] [CrossRef]
- Pereira, A.; Tielas, A.; Prado, T.; Fenollera, M.; Pérez, J.A. Processing and Testing of Reinforced PA66 Based Composites. Materials 2021, 14, 7299. [Google Scholar] [CrossRef] [PubMed]
- Chukov, D.I.; Nematulloev, S.G.; Tcherdyntsev, V.V.; Torokhov, V.G.; Stepashkin, A.A.; Zadorozhnyy, M.Y.; Zherebtsov, D.D.; Sherif, G. Structure and Properties of Polysulfone Filled with Modified Twillweave Carbon Fabrics. Polymers 2020, 12, 50. [Google Scholar] [CrossRef] [PubMed]
- Wakeman, M.D.; Zingraff, L.; Bourban, P.E.; Månson, J.A.E.; Blanchard, P. Stamp Forming of Carbon Fibre/PA12 Composites—A Comparison of a Reactive Impregnation Process and a Commingled Yarn System. Compos. Sci. Technol. 2006, 66, 19–35. [Google Scholar] [CrossRef]
- Xavier, F.X. Continuous Fiber Reinforced Composites. In Thermoplastic Polymer Composites: Processing, Properties, Performance, Applications and Recyclability; John Wiley & Sons: Hoboken, NJ, USA, 2022. [Google Scholar]
- Chen, J.Y.; Zhuang, J.X.; Huang, M.S. Monitoring, Prediction and Control of Injection Molding Quality Based on Tie-Bar Elongation. J. Manuf. Process 2019, 46, 159–169. [Google Scholar] [CrossRef]
- Zhao, P.; Ji, K.; Zhang, J.; Chen, Y.; Dong, Z.; Zheng, J.; Fu, J. In-Situ Ultrasonic Measurement of Molten Polymers during Injection Molding. J. Mater. Process Technol. 2021, 293, 117081. [Google Scholar] [CrossRef]
- Gaddamwar, V.V.; Bhosle, S.P. Optimization of Process for ABS, Nylon, Polypropylene Material in Injection Moulding Using Taguchi Method. Int. J. Eng. Res. Technol. 2019, 8, 328. [Google Scholar]
- Wu, P.; Wang, Y.M.; Shan, X.J. Study on Simulation of Injection Process and Optimization of Process Parameters of Polypropylene Bottle Embryo. Key Eng. Mater. 2020, 852, 11–20. [Google Scholar] [CrossRef]
- Pal, R.; Mukhopadhyay, S.; Das, D. Optimization of Micro-Injection Molding Process with Respect to Tensile Properties of Polypropylene. Indian J. Fibre Text Res. 2012, 37, 11. [Google Scholar]
- Kavade, M.V. Parameter Optimization of Injection Molding of Polypropylene by Using Taguchi Methodology. IOSR J. Mech. Civ. Eng. 2012, 4, 49–58. [Google Scholar] [CrossRef]
- Seeger, A.; Freitag, D.; Freidel, F.; Luft, G. Melting Point of Polymers under High Pressure: Part I: Influence of the Polymer Properties. Thermochim Acta 2004, 424, 175–181. [Google Scholar] [CrossRef]
- Wieczorowski, M.; Yago, I.P.; Alejandro, P.D.; Gapiński, B.; Budzik, G.; Diering, M. Comparison of Measurements Realized on Computed Tomograph and Optical Scanners for Elements Manufactured by Wire Arc Additive Manufacturing. Lect. Notes Mech. Eng. 2022, 127–141. [Google Scholar] [CrossRef]
- Kroon, M.; Andreasson, E.; Persson Jutemar, E.; Petersson, V.; Persson, L.; Dorn, M.; Olsson, P.A.T. Anisotropic Elastic-Viscoplastic Properties at Finite Strains of Injection-Moulded Low-Density Polyethylene. Exp. Mech. 2018, 58, 75–86. [Google Scholar] [CrossRef]
- Product Detail|LyondellBasell. Available online: https://www.lyondellbasell.com/en/polymers/p/Moplen-HP500N/e8c2d3bb-d271-459f-a439-629a5d85a7da (accessed on 9 August 2023).
- ASTM D1238 D1238; Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer. ASTM International: West Conshohocken, PA, USA, 2001. Available online: https://www.astm.org/d1238-10.html (accessed on 16 July 2023).
- ASTM D792-20 D792; Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement. ASTM International: West Conshohocken, PA, USA, 2020. Available online: https://www.astm.org/d0792-20.html (accessed on 16 July 2023).
- ASTM D790-17 D790; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017. Available online: https://www.astm.org/d0790-17.html (accessed on 16 July 2023).
- ASTM 638-22 D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2022. Available online: https://www.astm.org/d0638-22.html (accessed on 16 July 2023).
- Morkavuk, S.; Köklü, U.; Bağcı, M.; Gemi, L. Cryogenic Machining of Carbon Fiber Reinforced Plastic (CFRP) Composites and the Effects of Cryogenic Treatment on Tensile Properties: A Comparative Study. Compos. B Eng. 2018, 147, 1–11. [Google Scholar] [CrossRef]
- Pereira, A.; Hernández, P.; Martinez, J.; Pérez, J.A.; Mathia, T.G. Surface Topographic Characterization for Polyamide Composite Injection Molds Made of Aluminum and Copper Alloys. Scanning 2014, 36, 39–52. [Google Scholar] [CrossRef] [PubMed]
- Gapinski, B.; Wieczorowski, M.; Grzelka, M.; Alonso, P.A.; Tomé, A.B. The Application of Micro Computed Tomographyto Assess Quality of Parts Manufactured by Means of Rapid Prototyping. Polimery/Polymers 2017, 62, 53–59. [Google Scholar] [CrossRef]
- Gapiński, B.; Wieczorowski, M.; Bak, A.; Domínguez, A.P.; Mathia, T. The Assessment of Accuracy of Inner Shapes Manufactured by FDM. In Proceedings of the AIP Conference Proceedings, Lausanne, Switzerland, 5–6 July 2018; Volume 1960, p. 140009. [Google Scholar]
- Bartkowiak, T.; Gapiński, B.; Wieczorowski, M.; Mietliński, P.; Brown, C.A. Capturing and Characterizing Geometric Complexities of Metal Additively Manufactured Parts Using X-Ray Micro-Computed Tomography and Multiscale Curvature Analyses. Surf. Topogr. 2023, 11, 014002. [Google Scholar] [CrossRef]
- Maszybrocka, J.; Gapinski, B.; Dworak, M.; Skrabalak, G.; Stwora, A. Modelling, Manufacturability and Compression Properties of the Cpti Grade 2 Cellular Lattice with Radial Gradient Tpms Architecture. Bull. Pol. Acad. Sci. Tech. Sci. 2019, 67, 719–727. [Google Scholar] [CrossRef]
- Galve, J.E.; Elduque, D.; Pina, C.; Clavería, I.; Acero, R.; Fernández, Á.; Javierre, C. Dimensional Stability and Process Capability of an Industrial Component Injected with Recycled Polypropylene. Polymers 2019, 11, 1063. [Google Scholar] [CrossRef]
- Wang, J.; Hopmann, C.; Kahve, C.; Hohlweck, T.; Alms, J. Measurement of Specific Volume of Polymers under Simulated Injection Molding Processes. Mater. Des. 2020, 196, 109136. [Google Scholar] [CrossRef]
- Singh Solanki, B.; Sheorey, T.; Singh, H. Experimental and Numerical Investigation of Shrinkage and Sink Marks on Injection Molded Polymer Gears: A Case Study. Int. J. Interact. Des. Manuf. 2022, 16, 1653–1667. [Google Scholar] [CrossRef]
- Usman Jan, Q.M.; Habib, T.; Noor, S.; Abas, M.; Azim, S.; Yaseen, Q.M. Multi Response Optimization of Injection Moulding Process Parameters of Polystyrene and Polypropylene to Minimize Surface Roughness and Shrinkage’s Using Integrated Approach of S/N Ratio and Composite Desirability Function. Cogent Eng. 2020, 7, 1781424. [Google Scholar] [CrossRef]
- Kościuszko, A.; Marciniak, D.; Sykutera, D. Post-Processing Time Dependence of Shrinkage and Mechanical Properties of Injection-Molded Polypropylene. Materials 2021, 14, 22. [Google Scholar] [CrossRef]
- Ryu, Y.; Sohn, J.S.; Kweon, B.C.; Cha, S.W. Shrinkage Optimization in Talc- and Glass-Fiber-Reinforced Polypropylene Composites. Materials 2019, 12, 764. [Google Scholar] [CrossRef] [PubMed]
- Kastner, J.; Plank, B.; Gusenbauer, C.; Senck, S.; Sasov, A. Talbot-Lau Grating Interferometer X-ray Computed Tomography for the Characterization of Fiber-Reinforced Polymers. Digit. Ind. Radiol. Comput. Tomogr. 2015, 20, 22–25. [Google Scholar]
- Carrasco, M.; Guerrero, J.; Lazo, M.; Adrián, E.; Medina-Perilla, J.A.; Rigail-Cedeño, A. Evaluation of Processing Conditions in the Performance of Purging Compounds for Polypropylene Injection Molding. J. Manuf. Mater. Process. 2023, 7, 31. [Google Scholar] [CrossRef]
- Mohan, M.; Ansari, M.N.M.; Shanks, R.A. Review on the Effects of Process Parameters on Strength, Shrinkage, and Warpage of Injection Molding Plastic Component. Polym. Plast. Technol. Eng. 2017, 56, 1–12. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value | Test Method |
|---|---|---|
| Melt Flow Rate (230 °C/2.16 kg) | 12 g/10 min | ASTM D 1238 [21] |
| Density/Specific gravity | 0.9 g/cm3 | ASTM D 792 [22] |
| Flexural Modulus | 1480 MPa | ASTM D 790 [23] |
| Tensile Stress at Yield | 34 MPa | ASTM D 638 [24] |
| Tensile Elongation at Yield | 10% | ASTM D 638 |
| Properties | Value |
|---|---|
| Diameter of fiber | 5–8 μm |
| Density | 1.76 g/cm3 |
| Tensile strength | 3950 MPa |
| Tensile modulus | 238 GPa |
| Elongation at break | 1.7% |
| Experiment Number | Sample Number # | Sample Code | Carbon Fiber Fabric | Temperature (°C) | Pressure (kPa) |
|---|---|---|---|---|---|
| 1 | 0 to 5 | PP 1.# | No | 240 | 10,000 |
| 2 | 0 to 5 | PP-CF 1.# | Yes | 240 | 10,000 |
| 3 | 0 to 5 | PP 2.# | No | 240 | 5000 |
| 4 | 0 to 5 | PP-CF 2.# | Yes | 240 | 5000 |
| 5 | 0 to 5 | PP 3.# | No | 220 | 10,000 |
| 6 | 0 to 5 | PP-CF 3.# | Yes | 220 | 10,000 |
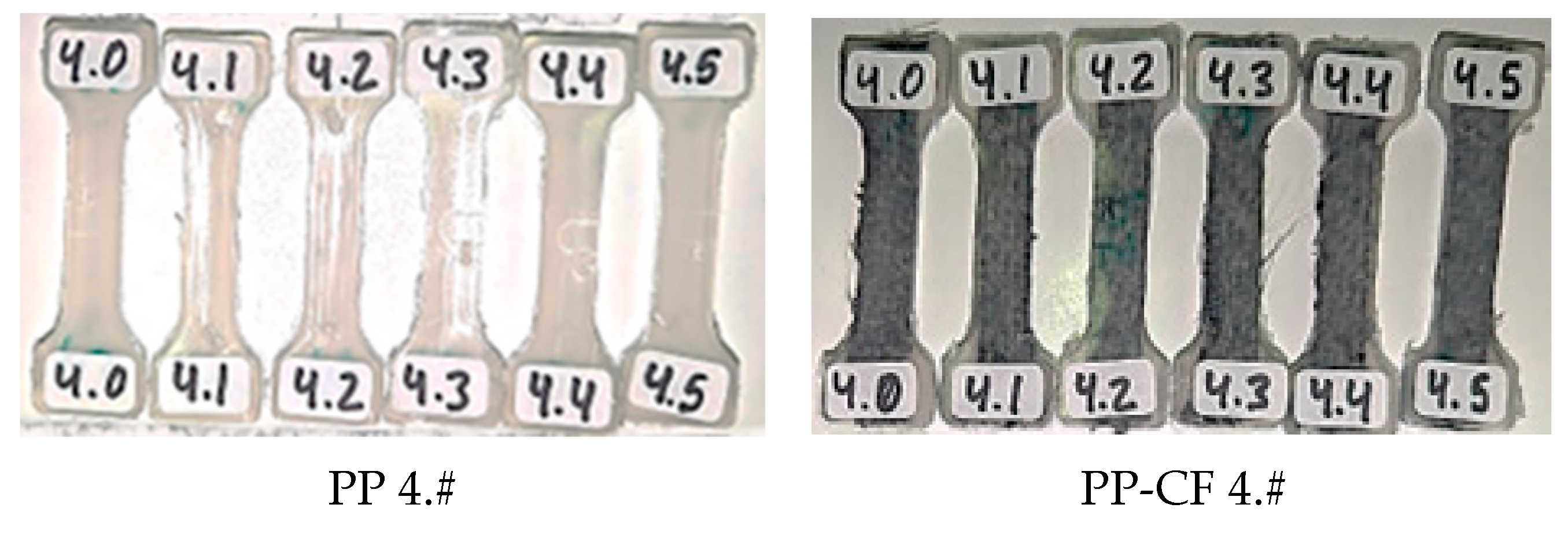
| 7 | 0 to 5 | PP 4.# | No | 220 | 5000 |
| 8 | 0 to 5 | PP-CF 4.# | Yes | 220 | 5000 |
| 9 | 0 to 5 | PP 5.# | No | 200 | 10,000 |
| 10 | 0 to 5 | PP-CF 5.# | Yes | 200 | 10,000 |
| 11 | 0 to 5 | PP 6.# | No | 200 | 5000 |
| 12 | 0 to 5 | PP-CF 6.# | Yes | 200 | 5000 |
| Sample Code | Mean Width (mm) | SD Width (mm) | Mean Height (mm) | SD Height (mm) | Total Volume (mm3) | Pores (mm3) | Pores (%) | Yield Strength (MPa) | Strain (%) |
|---|---|---|---|---|---|---|---|---|---|
| PP 1.2 | 9.59 | 0.28 | 3.72 | 0.25 | 287.9 | 0 | 0 | 28.98 | 17.39 |
| PP 1.3 | 9.59 | 0.27 | 3.60 | 0.32 | 288.0 | 0 | 0 | 28.88 | 25.93 |
| PP 2.0 | 9.62 | 0.26 | 3.65 | 0.31 | 323.8 | 0 | 0.02 | 30.76 | 17.03 |
| PP 2.1 | 9.66 | 0.25 | 3.62 | 0.35 | 323.9 | 0 | 0 | 30.25 | 15.49 |
| PP 3.0 | 9.68 | 0.21 | 3.79 | 0.23 | 323.9 | 0 | 0 | 31.81 | 22.96 |
| PP 3.1 | 9.75 | 0.20 | 3.75 | 0.27 | 324.0 | 0 | 0 | 34.38 | 34.14 |
| PP 4.0 | 9.79 | 0.16 | 3.72 | 0.25 | 323.8 | 0 | 0 | 32.51 | 1588.90 |
| PP 4.1 | 9.65 | 0.31 | 3.72 | 0.29 | 323.2 | 0 | 0 | 31.41 | 1387.44 |
| PP 5.0 | 9.69 | 0.22 | 3.72 | 0.25 | 323.2 | 0 | 0 | 32.34 | 1394.73 |
| PP 5.1 | 9.74 | 0.19 | 3.74 | 0.26 | 323.2 | 0 | 0 | 34.28 | 1454.73 |
| PP 6.0 | 9.82 | 0.21 | 3.80 | 0.25 | 324.1 | 0 | 0 | 31.02 | 1428.15 |
| PP 6.1 | 9.68 | 0.13 | 3.77 | 0.25 | 324.0 | 0 | 0 | 30.07 | 1396.76 |
| PP-CF 1.2 | 9.88 | 0.21 | 3.90 | 0.16 | 285.7 | 1.74 | 0.61 | 46.87 | 22.76 |
| PP-CF 1.3 | 9.88 | 0.24 | 3.89 | 0.21 | 282.1 | 5.65 | 1.96 | 43.21 | 24.79 |
| PP-CF 2.0 | 9.84 | 0.21 | 3.91 | 0.19 | 294.9 | 3.45 | 1.16 | 39.83 | 14.08 |
| PP-CF 2.1 | 9.87 | 0.15 | 3.89 | 0.17 | 296.0 | 2.75 | 0.92 | 44.48 | 20.96 |
| PP-CF 3.0 | 9.91 | 0.16 | 3.95 | 0.20 | 314.0 | 9.42 | 2.91 | 43.16 | 16.09 |
| PP-CF 3.1 | 9.99 | 0.17 | 3.92 | 0.19 | 319.7 | 4.24 | 1.31 | 43.95 | 31.24 |
| PP-CF 4.0 | 9.99 | 0.30 | 3.97 | 0.17 | 277.6 | 9.88 | 3.44 | 39.50 | 21.35 |
| PP-CF 4.1 | 9.84 | 0.13 | 3.95 | 0.19 | 278.7 | 8.88 | 3.09 | 45.45 | 20.28 |
| PP-CF 5.1 | 9.86 | 0.13 | 3.99 | 0.45 | 276.9 | 8.03 | 2.82 | 32.14 | 26.33 |
| PP-CF 5.2 | 9.87 | 0.23 | 3.93 | 0.26 | 276.7 | 10.22 | 3.56 | 35.87 | 16.45 |
| PP-CF 6.0 | 9.88 | 0.23 | 3.95 | 0.22 | 272.7 | 14.44 | 5.03 | 33.98 | 15.44 |
| PP-CF 6.2 | 9.85 | 0.21 | 4.00 | 0.22 | 273.2 | 13.94 | 4.86 | 36.67 | 19.81 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wieczorowski, M.; Pereira, A.; Prado, T.; Lopez-Blanco, A.; Grochalski, K.; Grabon, W.; Perez, M.C. Tomographic and Tension Analysis of Polypropylene Reinforced with Carbon Fiber Fabric by Injection Molding. Materials 2023, 16, 6231. https://doi.org/10.3390/ma16186231
Wieczorowski M, Pereira A, Prado T, Lopez-Blanco A, Grochalski K, Grabon W, Perez MC. Tomographic and Tension Analysis of Polypropylene Reinforced with Carbon Fiber Fabric by Injection Molding. Materials. 2023; 16(18):6231. https://doi.org/10.3390/ma16186231
Chicago/Turabian StyleWieczorowski, Michal, Alejandro Pereira, Teresa Prado, Alberto Lopez-Blanco, Karol Grochalski, Wieslaw Grabon, and M. Consuelo Perez. 2023. "Tomographic and Tension Analysis of Polypropylene Reinforced with Carbon Fiber Fabric by Injection Molding" Materials 16, no. 18: 6231. https://doi.org/10.3390/ma16186231
APA StyleWieczorowski, M., Pereira, A., Prado, T., Lopez-Blanco, A., Grochalski, K., Grabon, W., & Perez, M. C. (2023). Tomographic and Tension Analysis of Polypropylene Reinforced with Carbon Fiber Fabric by Injection Molding. Materials, 16(18), 6231. https://doi.org/10.3390/ma16186231