1. Introduction
Red mud is an aluminum industry byproduct and is generated by digestion of bauxite ore in caustic solution during the Bayer process [
1]. Typically, around 0.9~1.6 tons of red mud are produced per ton of alumina produced. Every year, about 180 million tons of red mud are produced all over the world, and more than 5 billion tons of red mud had accumulated in reservoirs globally by 2021 [
2,
3,
4,
5,
6]. About 100 million tons of red mud have been produced annually in China at present, mainly distributed in Shandong, Shanxi, Henan, and Guangxi provinces, accounting for 88% of the total [
5,
6,
7]. Generally, red mud is stockpiled in open yards, causing serious problems such as soil, water, and air pollution, cultivated land occupation, and the destruction of ecological environments [
8].
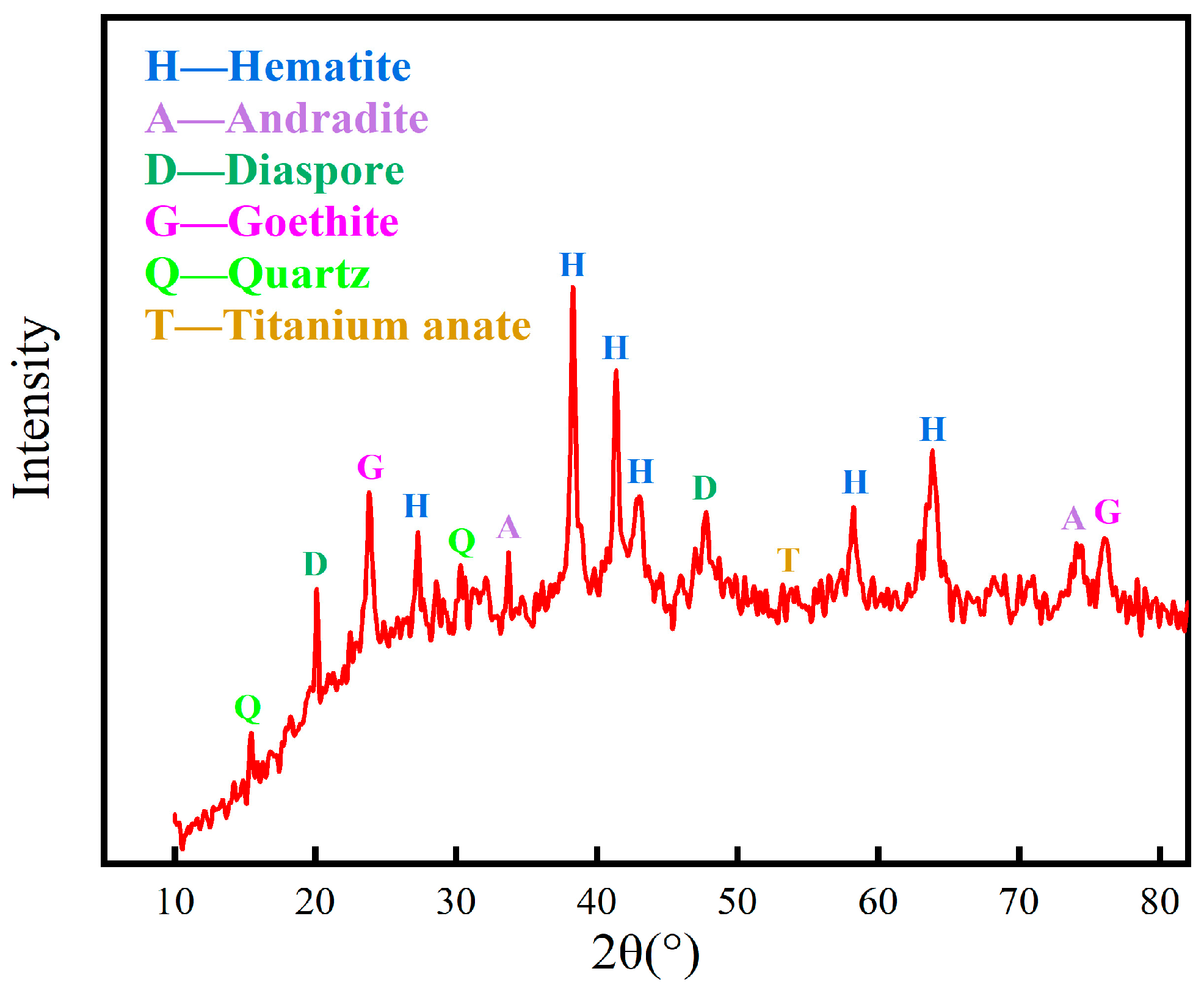
The iron content of red mud of the Bayer process is relatively high, mainly existing in the form of limonite and goethite. Moreover, red mud contains a lot of valuable metal elements, such as titanium, chromium, zirconium, niobium, scandium, and other rare metals and radioactive elements [
9,
10]. Moreover, red mud has the characteristics of fine particles, porosity, strong alkalinity, and radiation. At present, the resource recovery rate of red mud in the world is about 15% on average and only 4.5–6.0% in China. The comprehensive utilization of red mud includes two directions. One is to extract valuable components in red mud, such as the recovery of iron, aluminum, titanium, scandium, and other metal elements. The methods of extracting valuable metal from red mud are conventional physical methods, the pyrometallurgical method, and hydrometallurgical methods. Another method is to use red mud as a comprehensive mineral raw material, such as environmental protection functional materials, wall materials, cement, mine filling, and so on [
11]. To realize the full quantitative comprehensive utilization of red mud, it is necessary to economically extract and enrich valuable elements in red mud [
12]. For example, the iron in the red mud is recovered by the selective smelting technology, and scandium, uranium, and thorium in the red mud are recovered by the resin inhalation dissolution process [
13,
14]. The red mud slag was treated by the chlorination roasting process, and a high content of TiO
2 was obtained; Al
2O
3 and V
2O
5 were also enriched in the slag.
In China, the external bauxite has a high iron and low silicon content, and the Bayer red mud produced is predominantly high-iron bauxite red mud, with the iron content close to 40%, and more than 50% of the iron minerals is alumogoethite with weak magnetics. Efficient recovery of iron from red mud not only has great economic value and environmental benefits but also helps to solve the problem of lack of iron ore resources in China. At present, numerous investigations have been carried out on the recovery of iron from high-iron red mud. The methods can be summarized as physical separation, reduction roasting–magnetic separation, and acid leaching, mainly including high-intensity magnetic separation, gravity separation, reduction smelting method, reduction roasting–magnetic separation method, and acid leaching [
15]. The physical separation processes are simple, clean, and environmentally friendly, and their operational costs are low compared to other methods such as the pyrometallurgical process. However, the overall iron recovery is generally low, and the content of impurities is high with these physical separation methods. The acid-leaching method has the advantages of a high leaching rate and simultaneous leaching of multiple metals. However, due to the high alkalinity of RM, acid leaching requires a large amount of acid to neutralize the alkalinity in RM, which leads to the problems of high acid consumption and strong acidity of leaching residue.
Agrawal [
16] compared the carbothermal reduction reactions using a muffle furnace and microwave heating, followed by magnetic separation to recover iron from Indian red mud. They found that microwave heating significantly improves the TFe and recovery rate of iron at a lower time and with less reducing agent. In a microwave furnace, they finally obtained iron concentrate assaying 47 wt% Fe with an iron recovery of 88% at optimal conditions of 1000 °C, 10 min with 11% charcoal. Microwave heating provides faster reduction, a cleaner process, and less energy and reductant consumption. Sadangi [
17] investigated the effects of the amount of coal used, reduction temperature, reduction time, selection of pellet size, and grinding fineness on the iron recovery and grade. The results showed that magnetic concentrate containing 65.93% iron value with a recovery of 61.85% was obtained at optimal conditions of 1150 °C, 60 min with coal amount of 25%. The abovementioned red mud direct reduction technical route has a higher metallization rate and recovery rate, but lower yield. The reaction temperature is above 1000 °C, the equipment investment is large, and the energy consumption is high. The grade of iron concentrate powder is not more than 50%, the recovery rate is only 50~60%, and it can only be preselected. High-quality iron concentrates could be obtained by high-temperature reduction roasting, but the process is costly and consumes high energy. Low-temperature reduction roasting is of low energy consumption, low cost, relatively clean, and environmentally friendly, but the TFe grade of iron concentrate is relatively low.
In recent years, magnetization roasting–magnetic separation has been a promising method to process oxidized iron ore such as medium- and low-grade limonite and siderite. The magnetization roasting temperature is usually 600~700 °C, which is much lower than the direct reduction temperature (above 1000 °C), and has the advantages of being a simple process, low energy consumption, a high conversion rate, and environmental friendliness. Magnetic separation tailings have high pozzolanic activity and high quality for building materials [
18]. It has a positive effect on the full quantitative and efficient utilization of secondary resources, such as medium- or low-iron-grade ore resources and sulfuric acid slag, and has been widely concerned. Yuan, S. and Sumedh [
19,
20,
21,
22,
23,
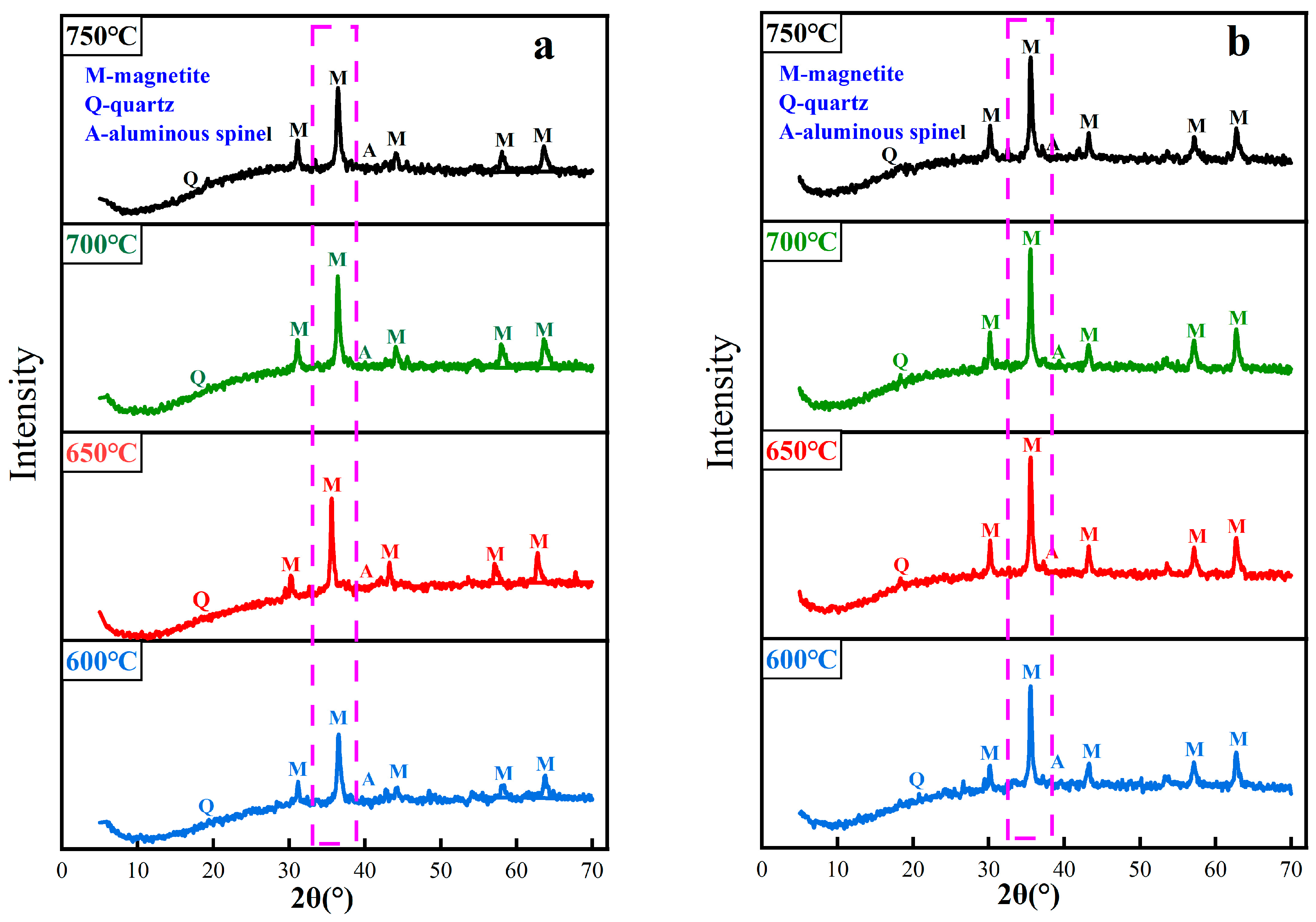
24] carried out the magnetization roasting–magnetic separation treatment of red mud. It was found that most hematite or goethite is converted to magnetite under the action of a reducing agent, and a small amount of newly formed magnetite is reoxidized to strong magnetic maghemite. Samouhos [
25] studied the separation of iron oxide from red mud by hydrogen prereduction and magnetic separation under static conditions. By controlling roasting time, roasting temperature, and hydrogen concentration, the maximum conversion rate of hematite to magnetite reached 87% at 480 °C.
Magnetization roasting can effectively treat hematite, goethite, and other iron-bearing minerals in red mud and achieve the purpose of iron extraction and impurity reduction, by converting weakly magnetic hematite, limonite, or goethite to strongly magnetic magnetite, and using low magnetic separation to separate iron concentrate. When the overreduction phenomenon occurs, a small amount of iron exists in the form of spinel and ferro olivine, resulting in a high iron content in the tailings. During the roasting process, the activity of red mud changed significantly. Because the structural variation of gangue minerals such as aluminosilicate causes a large number of Si-O bonds and Al-O bonds to break, a large number of active particles are generated, and this shows good gelling performance, so the activity of the magnetized roasting and magnetic separation tailings is good. The dynamic model of magnetization roasting is different from the typical gas–solid unreacted nuclear shrinkage model, which makes the thermal control complicated. Because the red mud has fine granularity, high porosity, and strong diffusion and penetration ability of the reducing agent, it is therefore necessary to study the phase transformation and kinetic law in the magnetization reduction process of red mud, in order to provide theoretical support for the control of the magnetization roasting process of weakly magnetic iron ore with complex composition.
Considerable research has been conducted on the magnetization roasting reduction kinetics of conversion of natural hematite to magnetite, and its theoretical system is relatively well developed [
26,
27,
28]. Gao [
29] has shown that the conversion rate of hematite increases with the increase of magnetization roasting time and temperature, but decreases with the increase of particle size, indicating that particle size has a great influence on the roasting behavior of hematite, because the reduction reaction first occurs at the edge of the particle and gradually proceeds to the inside of the particle. The difference in the thickness of the new magnetite produced by the different particle size of hematite significantly affects the diffusion of the reduction gas, which is also the main reason for affecting the reduction roasting process.
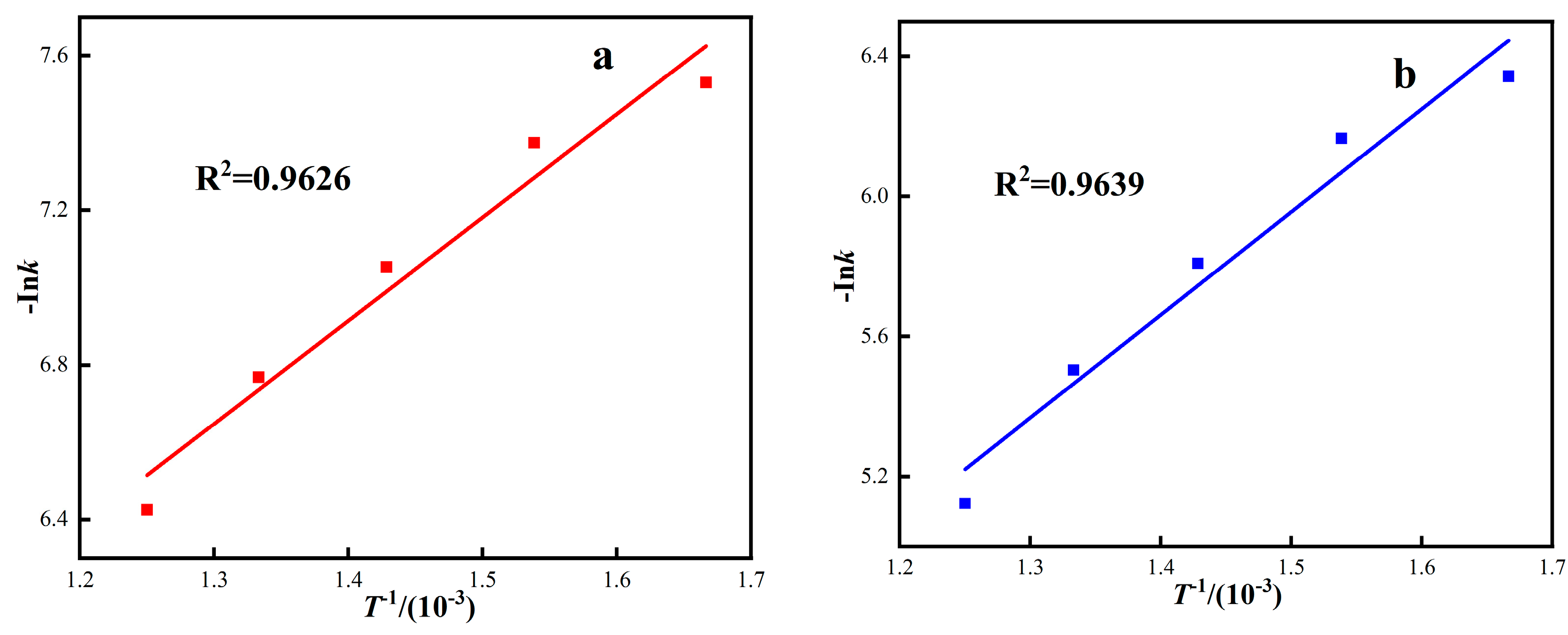
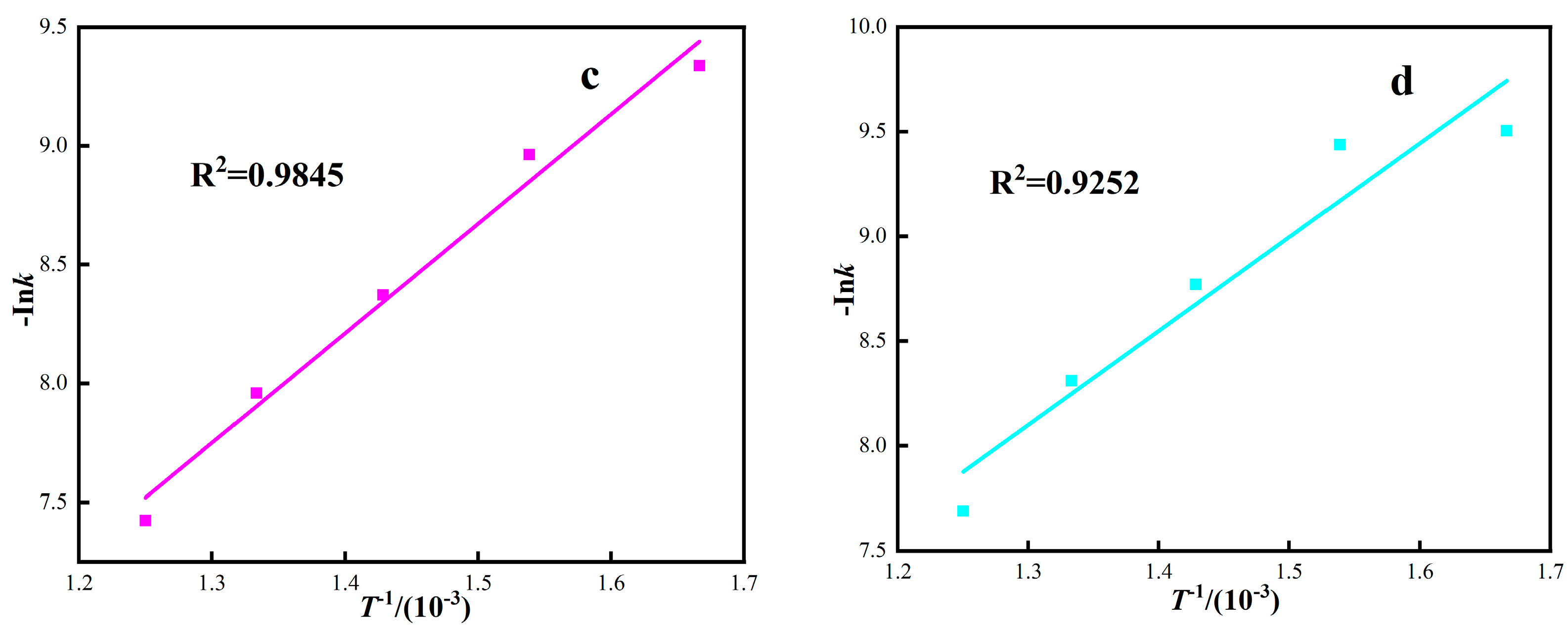
According to the equilibrium relationship of iron oxides under different CO partial pressure and temperature conditions and the characteristics of red mud, it is very important to study the effect of hydrogen instead of carbon magnetization roasting reduction behavior and gas composition on the magnetization reduction kinetics. Ponomar [
30] conducted the dynamic analysis of magnetization reduction of hematite. The result shows that the reduction of hematite to magnetite can be described by a first-order reaction model. The reaction rate decreased with the extension of exposure time. The reaction rate constant increases by more than 20 times with the increase in temperature, and the obtained kinetic model can estimate the energy cost of the conversion of low magnetic iron ore to magnetite relatively quickly. Because Bayer red mud has a high content of hematite and goethite, fine particle size, and large specific surface area, the control of reducing atmosphere and reducing process deserves more attention. Serious overreduction may be caused due to the low temperature and fast conversion rate during magnetization roasting. Therefore, it is important to study the reduction process of hematite or goethite in red mud to magnetite under different reduction conditions. It also reveals the dynamic law of rapid transformation in a weak atmosphere and determines the kinetic model and control link. It provides a theoretical basis for further optimizing the thermal system of magnetization reduction roasting.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}