3.1. Build 1–3, ACONITY 3D MINI
The surface of the cubes of the first build was porous and the upper surface of the cubes were caved in. While welding, the air-filled spaces in the powder-bed are filled by the melt. The height of the solidified layer decreases significantly compared to the height of the gas-atomized powders manufactured for PBF-LB/M. After removing loose powder particles from the finished cubes, a very open-pored structure was visible over the entire cross-section of all specimens, and light passed through the cavities within the components. In
Figure 4, the substrate plate with the built-up samples is shown. Particularly for the samples which were produced with a low volumetric energy density, it is noticeable that hardly any powder was melted and built a fusion–metallurgical bond. Shape retention and filling of the specimens decreases with increasing scanning speed and hatch distance. Within the first build, 11 out of 15 specimens were successfully built, albeit with the described porosity. To avoid damage to the coater by protruding tips and edges of the affected cubes, the exposure of four specimens was aborted. This is true for those specimens with the highest hatch distance and highest scanning speed within build 1,
Figure 4. In
Figure 4, the corresponding cubes are marked in red. In addition, the directions for powder application (v
s) and the exposure sequence (y
s) are shown. The build direction (BD) was orthogonal to the substrate plate. The shielding gas flow is also indicated in
Figure 4.
The metallurgical bond between the specimens and substrate plate was comparably low due to their high porosity, allowing for an easy removal from the substrate plate with forceps. Since it was already visually obvious that the specimens were highly porous, no quantitative examination was performed. During the process, individual solidified spatters lying on the powder surface were clearly visible. When the lid of the system was opened after the process finished, dark powder areas were visible to the side of the supply cylinder. This could be observed in scuff marks and spatters, which were deposited on the powder surface and led also to insufficient recoating during the process. Especially in the backwards movement, the coater drags these particles and thus draws them towards the supply cylinder.
For the following builds, the supply factor was increased from 1.5 to 2. The layer thickness D
s was lowered to 50 µm and the laser spot diameter was increased to 140 µm by defocusing. The aim was to achieve a state of equilibrium in which the thickness of the solidified layer corresponds to D
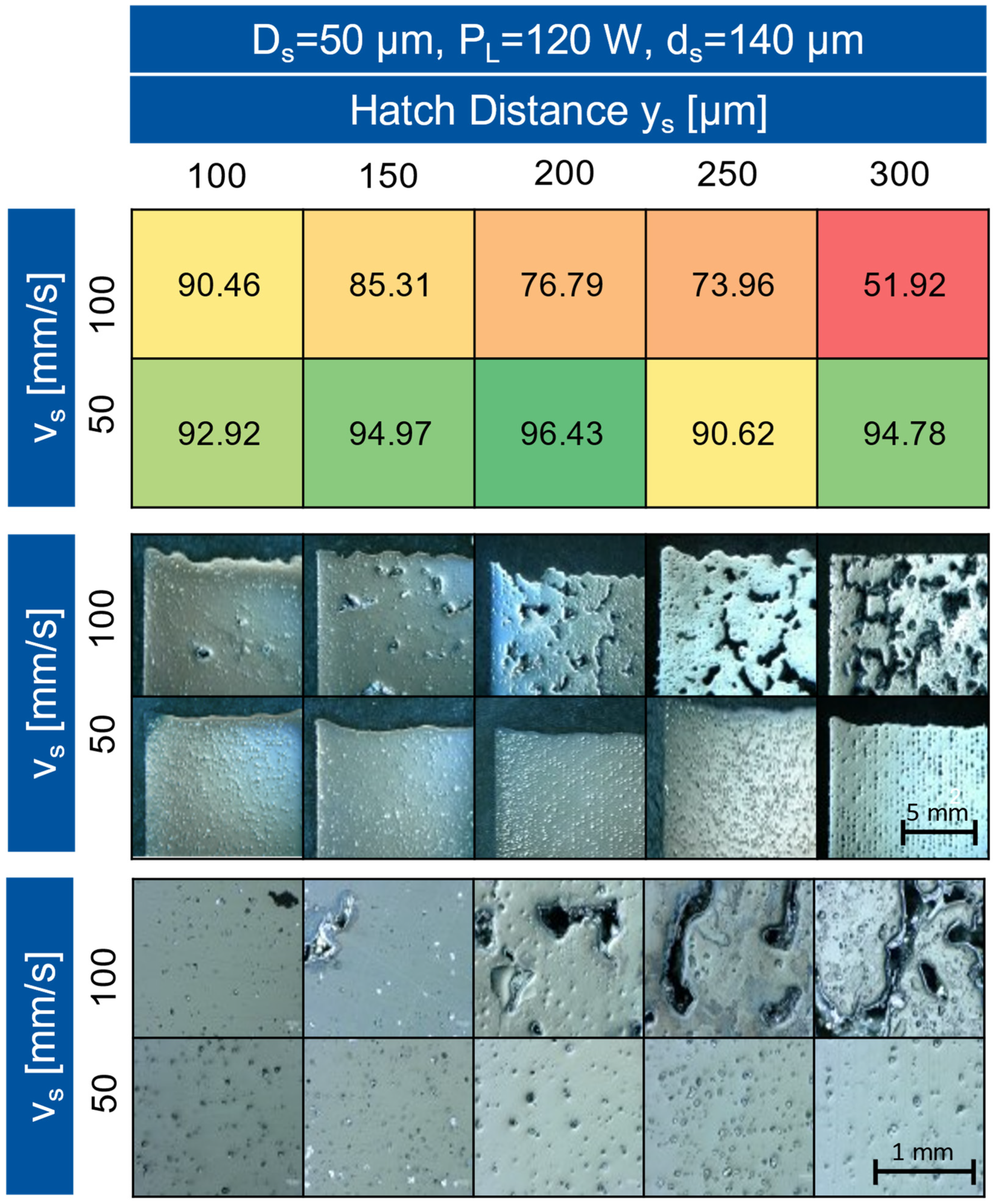
s, the distance by which the substrate plate descends in each cycle run, defined in the process parameters. The excess powder in the coatings counteracts the collapse of the cubes, so that all cubes could be built without complications. In particular, the cubes built at a high scanning speed have a foam structure and contain large pores with diameters up to 300 μm. It is noticeable that slower scanning speeds produced more uniform and dense surfaces. With increasing hatch distance, the surface of the cubes became more uniform, and the dimensional stability of the cubes increased. The specimen contours and the detailed cross-sections of the cubes are shown in the microscope images in
Figure 5.
In direct comparison, it is noticeable that samples with a slower scanning speed contained less but significantly larger inclusions than specimens that were built up at a high scanning speed. The areas that appear dark in the images are cavities in the specimen filled with embedding material. During the grinding of the specimens for the microscope images, powder particles that were not melted in the process were released from the cubes and made the preparation challenging (
Figure 5). Due to the size and the rough contours, which are untypical for pores, the cavities in the cubes that appear black in the images are spaces that were previously filled with powder particles that were not melted during the manufacturing process. The occurrence of large inclusions with angular contours is typical for powders of low sphericity due to the strong tendency to form agglomerates. With increasing volumetric energy density, the effect occurs to a lesser extent as shown in
Figure 5 [
17].
The shape retention of the sample, which was built up with a hatch distance of 200 μm and a scanning speed of 50 mm/s, was the highest in comparison to the remaining samples of the build. At both higher and lower hatch distances, the cubes collapsed more, and the surface became less uniform. In the micrographs, these effects of collapsed cubes are visible as small shiny dots with angular outlines. The powder inclusions form the largest part of the defects occurring in build 2. While the defects were randomly distributed in the sample at low hatch distances, the defects formed a uniform linear structure at high hatch distances. Due to the large hatch distance and the resulting smaller overlap of the tracks, areas are created in which the temperature is lower due to the lower energy density. In these areas, the powder cannot be completely melted [
14,
18].
Based on the trends from builds 1–2, scanning speeds between 50 mm/s and 100 mm/s were investigated in small steps in the following builds. In order to completely melt the powder spill, a higher laser power of 150 W was included in the parameter space as an additional parameter. Inclusions with pointed contours can cause a drop in mechanical strength. When force is applied, stress peaks form at the edges, which can cause cracks to form. Therefore, the parameters were primarily varied with the intention of completely melting all powder particles.
In the microscope images of the samples from build 3, which were built up with 150 W laser power, fewer powder inclusions are visible compared to the samples built up with a laser power of 120 W. The higher laser power ensures more complete melting of the powder particles. However, there were still inclusions of non-melted particles in all samples. The size of the powder inclusions increases with increasing laser power. At a high volume energy density, the structure of the material in the micrographs is more homogeneous between the large inclusions. With a higher energy input, greater melt pool spreading is expected. To prevent overheating of the melt due to too high overlap of the tracks, the hatch distance was increased. The build-up of samples with a low scan speed and small hatch distance takes a long time compared to conventional PBF-LB/M parameters. If the number of tracks per layer becomes smaller, the build-up time also decreases, making the process more economical. The supply factor was changed to 3 in each cycle to further counteract cube collapse.
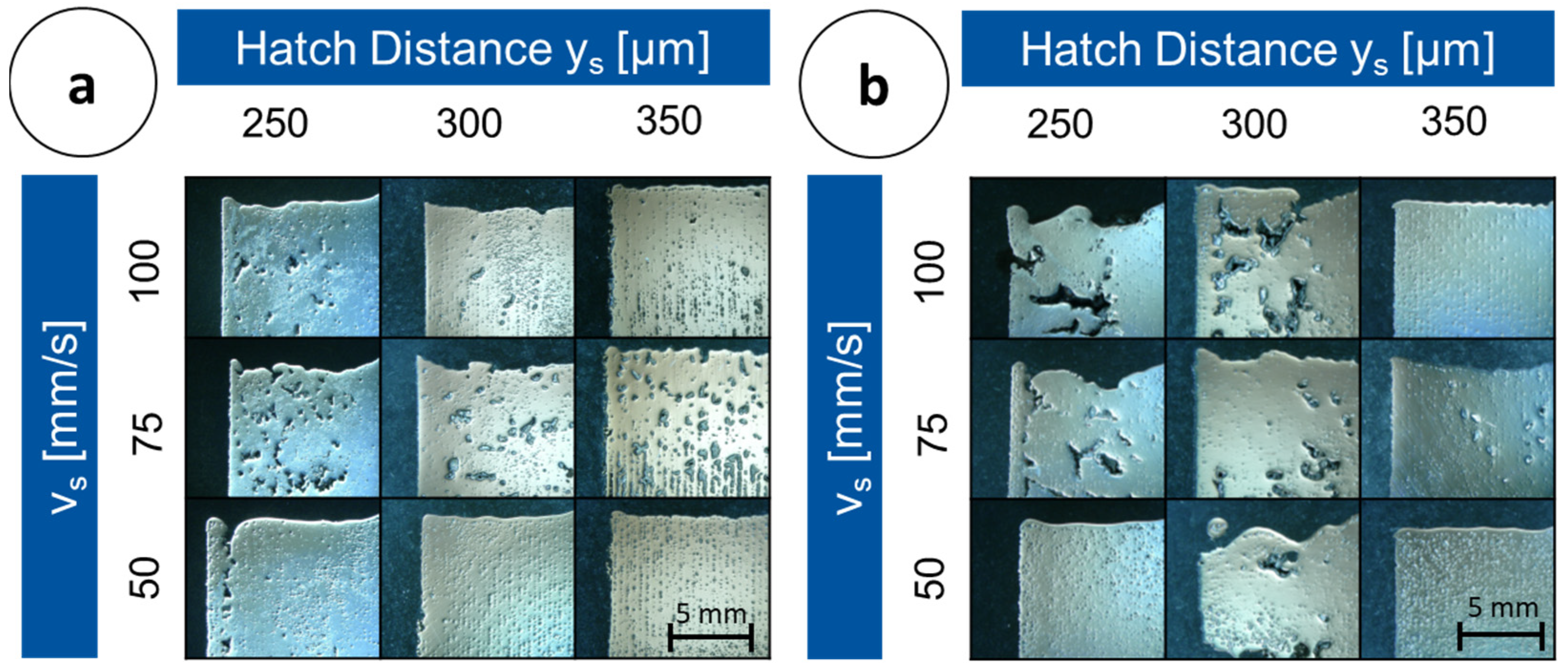
Figure 6 shows the contour of the specimens built up with 120 W and 150 W laser power in comparison. In the images of the specimens built up with a high laser power, clearer differences between the different micrographs can be seen. For the samples built with y
s = 250 mm/s and Pl = 120 W, the number of inclusions and defects decreases slightly with decreasing scan speed and the inclusions become smaller. The sample built with Pl = 150 W, y
s = 250 µm and y
s = 150 mm/s contains numerous large inclusions, whereas the sample built with Pl = 150 W, y
s = 250 μm and v
s = 50 mm/s contains significantly fewer visible defects. Especially the samples which were built up with the parameters Pl = 150 W, v
s = 75–100 mm/s, y
s = 250–300 μm contained large inclusions and showed a non-uniform wavy surface. The non-uniform structure of the samples with a high scanning speed occurs due to the high viscosity of the melt at too low energy input. The surface tension is so high that the melt contracts into individual spherical points, as this is the most energetically favorable state.
This effect becomes visible in the form of the wavy surface structure and large inclusions in the samples. The measured density increases again with increasing lane spacing. At the same time, hardly any large inclusions occur. An increased occurrence of defects at too low a hatch distance also occurs in investigations by Meiners [
19]. The effect occurs when the overlap of the laser beam with the already solidified tracks is so large that the mainly solidified material is partially remelted. The melt of the newly molten powder is deposited on the existing track. Due to the surface tension of the melt, the melt pool contracts. This results in a wavy upper surface of the cubes and voids between the welded tracks. When the subsequent layer of powder is applied, particles slide down and fill the void. If agglomerates form in the process, or if a large particle slips into a cavity, it cannot be completely melted and remains as an inclusion. If the hatch distance increases, a uniform structure of vertically superimposed defects is visible in the position of the defects. This effect is due to insufficient track overlap. Since a higher laser power leads to a larger melt pool spread, the effect occurs more often with low laser power samples than with high laser power samples. If the scanning speed is reduced, the effect also occurs to a lesser extent.
The relative density is within the range achieved by comparable studies (see 2.2.5). It lies between 81.66% and 95.71%. In a direct comparison of the parameter combination, an increase in laser power leads to a higher relative density. The highest density achieved in build 3 of 95.71% was reached with PL = 150 W. The density readings correlate with the amount of large defects. Due to their size of up to 300 μm, they significantly determine the measured value. The amount of large defects correlates with the standard deviation of the density measurements. In order to be able to make a statement about the microstructure between the large defects, the density is weighted with the standard deviation of the density measurements. With a higher laser power, higher density samples can be built up more quickly. Overall, a trend towards lower scan speeds and higher hatch distance is visible. In the parameter field with a laser power of 150 W absolute, the highest relative densities are achieved in the parameter field of build 3, both with the parameter combination with the highest volume energy density and with the parameter combination with the lowest volume energy density.
3.2. Build 4, ACONITY MINI
In this entire build, a process procedure was used in which every new powder layer was exposed, then recoated and exposed again without lowering the build platform. Since the laser power of the laser system of the low cost systems may be limited, it was not increased. Compared to the previous build, it is visible that the double exposure/recoating strategy can completely suppress the occurrence of large inclusions and defects. Pore formation was not visible. The only defects that did still occur were powder inclusions. The contour of most of the included particles was round, indicating that they could have been melted at least superficially or that spatters were deposited on the powder bed. The structure of the cubes of the different laser powers is fundamentally different. While at P
L = 120 W, the cubes that were processed with v
s = 50 mm/s had the most visible inclusions in the parameter field, at a higher laser power of P
L = 150 W the cubes that were built up with the highest scanning speeds showed the most inclusions. At a low laser power, a decrease in the amount and size of inclusions was visible with increasing scan speeds. The influence of the hatch distance on the amount and structure of the inclusions appeared to be small. For samples built at v
s = 75 mm/s, the arrangement of inclusions followed the hatch distance. At low scan speeds, there were so many inclusions that no structured arrangement was visible. At a high hatch distance, a non-uniform structure was formed over the height. Near the substrate plate, the cubes are crisscrossed by vertical lines of unfused powder residue. The melt contracts due to the high viscosity and associated high surface tension. Voids are formed between the traces of contracted melt, which are filled with powder during coating, shown in
Figure 7. The powder enriched in the voids gradually detaches from the samples during sample preparation, so that the preparation of the samples and the parallel light orientating on the microscope is challenging (sample on the right,
Figure 7).
At high laser powers, the amount and size of inclusions decreased with decreasing hatch distances. Especially at low scan speeds, the surface of the cubes was wavier than that of the cubes built with low laser power. The position of the defects followed a linear structure for all hatch distances. Over the height, the cubes showed a uniform structure of those defects. The contour of the cubes was significantly less collapsed than in the previous builds (1–3). It is noticeable that for the samples built with P
L = 120 W, y
s = 300 µm–250 µm, the side opposite the inert gas flow had a rougher surface than the side facing it. The effect is illustrated in
Figure 8. The rough side surface is created when spatter from the shielding gas flow is carried to the side facing away from the flow, where it sinks and is deposited on the powder bed. The spatter particles are larger than the powder particles. They are not completely melted and a rough, unclean edge results [
19,
20].
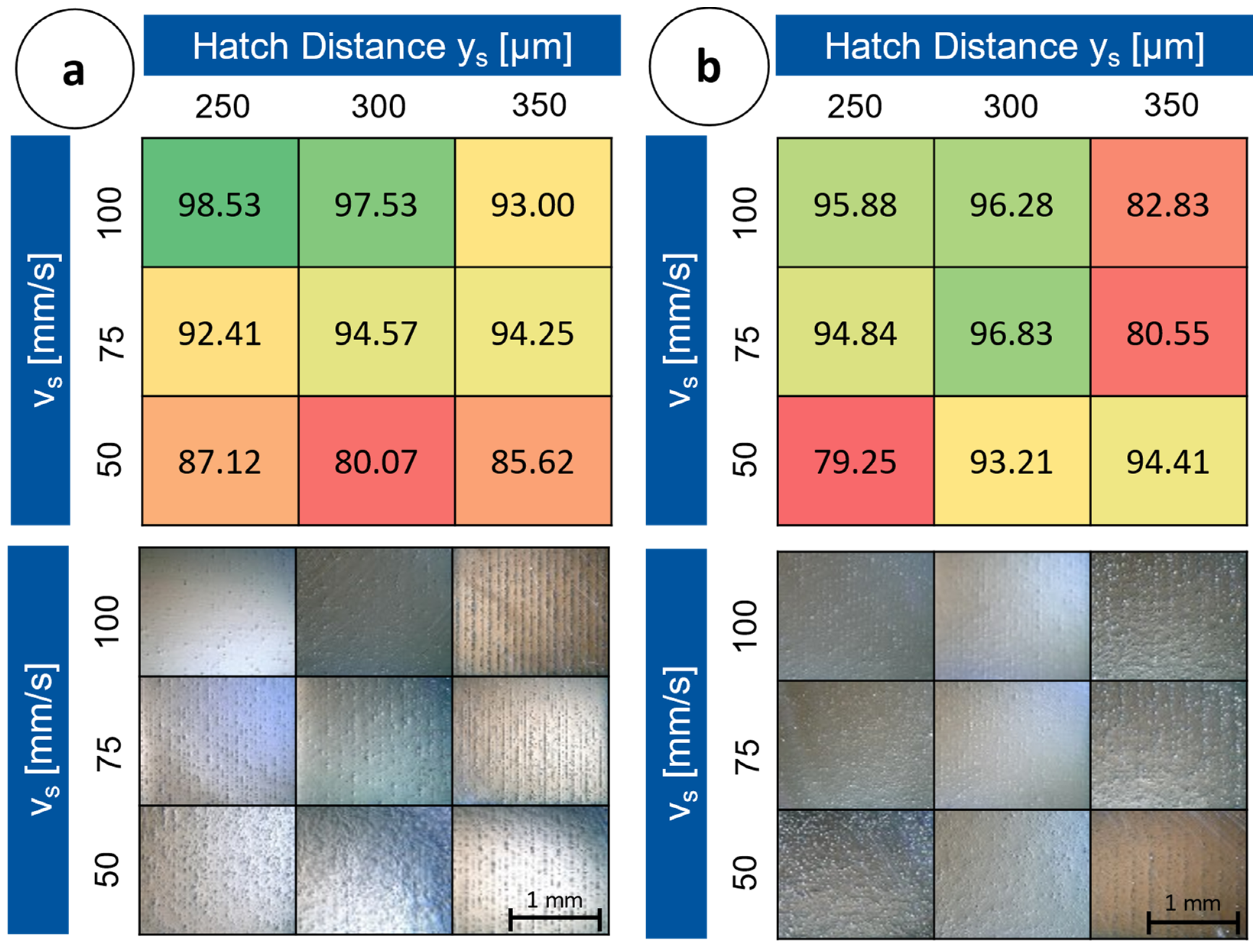
The maximum relative density could be increased to 98.53%. To address the defects especially within the samples built with high scanning speeds, which contained a lot of inclusions compared to the samples with a lower scanning speed, the coating and exposure procedure was doubled per layer. In contrast to the single-exposed specimens (build 1–3), higher density values were achieved with double exposure at a lower laser power. Compared to the density values of the singly exposed samples, only a trend of increasing densities towards higher scan speeds and lower track gaps is visible. The density values correlated with the number of defects visible on the microscope images. In
Figure 9a,b, the density values with micrographs of the corresponding specimens are shown.
The density readings of the samples built up with a laser power of PL = 150 W decreased from the specimens built up with the parameters vs = 75 mm/s and ys = 300 µm. With increasing laser power, the relative density dropped in some cases.
3.3. Build 5, ACONITY MINI, and build 6, LMI ALPHA 140
In order to validate whether an improvement in the shape retention and density of the specimens can be achieved with a wider PSD, specimens were also built from a powder batch in the interval of 0–90 μm. Due to the lower porosity of the powder bulk of fine particles, it was expected to achieve high relative density and high shape retention of the cubes. All parameters were unchanged from those used for build 4.
Compared to build 4, the negative effects of low energy input could be partially suppressed and the samples no longer contained large inclusions of agglomerates of non-melted particles. Within some specimens, the effects still occurred in correlation to energy input. The changed packing density of the used powder bulk ensured less indication of overheating in comparison to build 4. On the micrographs of the samples that were built up with PL = 120 W and in comparison with low scanning speeds, vs = 50 mm/s, effects were visible that indicated overheating of the melt due to excessive laser power.
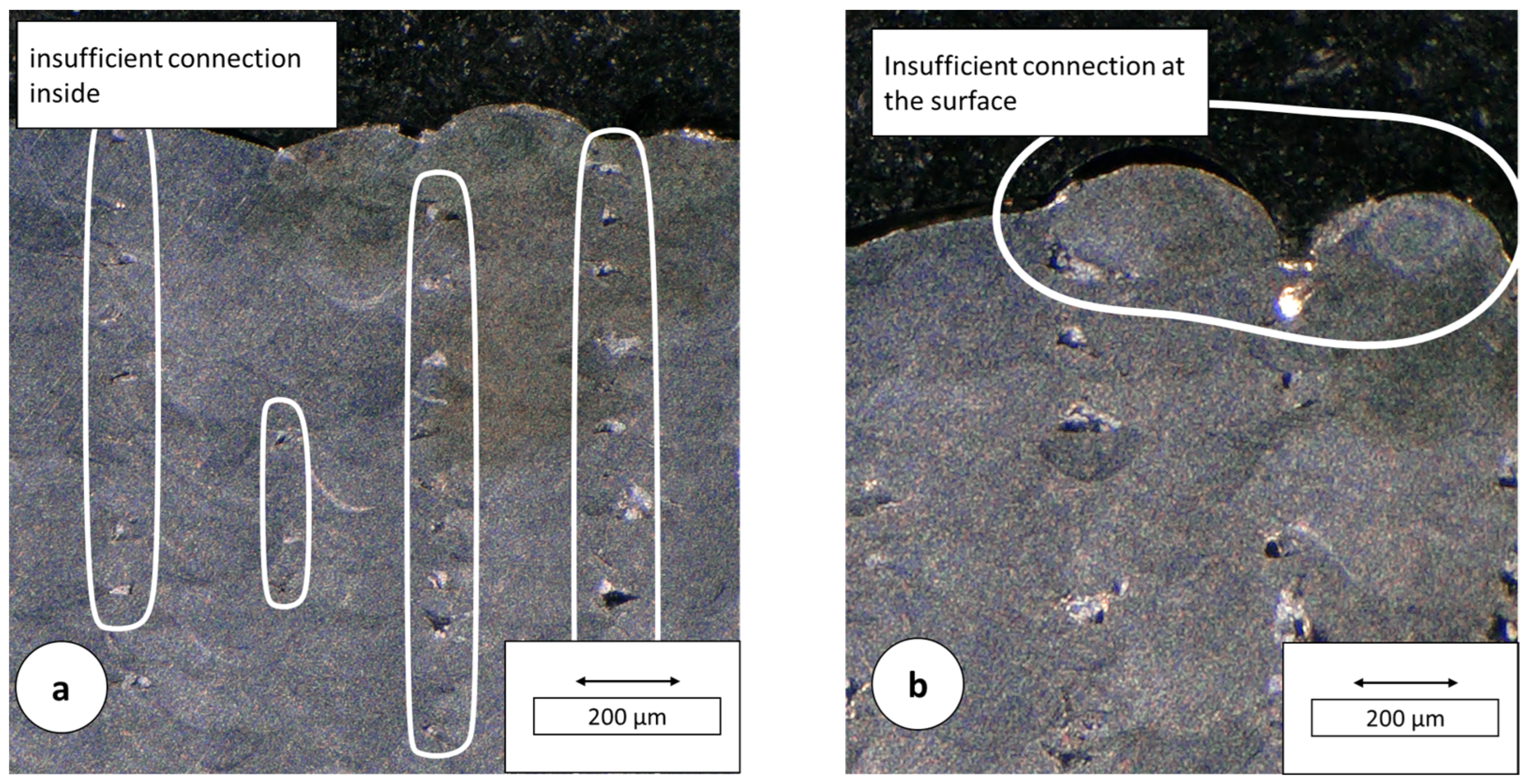
In the etched transverse sections of the specimens from build 5 and 6, complete bonding of the fusion lenses in the vertical direction was observed. In addition, insufficient energy input due to low laser power was observed. The laser powers of 120 W and 150 W, with v
s = 75 mm/s, Δy
s = 300 µm, used were insufficient to ensure a connection between the individual layers (
Figure 10).
In the specimens that were built up with v
s = 75 mm/s and v
s = 100 mm/s, linear defects were visible again, one above the other. The melt pool spread of these specimens was not wide enough to achieve a sufficient overlap of the tracks, which aligns to the literature [
21]. This may indicate an energy input that is too low. The samples, which were built up with a laser power of 150 W, showed a better shape retention and smoother surface than the samples of low laser power, especially for high scanning speeds. In particular, in the range of v
s = 50–75 mm/s and y
s = 250 μm, the samples showed fine surfaces and few inclusions. As the hatch distance increased, the number of inclusions increased also and the surface pronounce more uneven and wavy. The linear arrangement of the inclusion points to insufficient track overlap as the underlying reason. By increasing the volume energy density, the quantity and size of the inclusions increased. Since the size of the inclusions increased with higher volume energy density despite the expected sufficient coalescence of the particles, we attribute this increase to increased spatter formation as a result of an overheated melt.
The hatch distance can be calculated with the melt pool width (W) and the degree of overlap of two adjacent melt lines/tracks. The melt pool width measured from the etched transverse sections is W = 248.7 µm for build 5 and W = 295.5 µm for build 6. From the data of the optimum degree of overlap of O
r = 0.3 (Di et al.) and O
r = 0.54 (Dong et al.), the average value can be calculated to be O
r = 0.42. This results in an optimum hatch distance for build 5 of Δy
s = 144.2 µm [
22,
23]. For the wider melt pools from build 5, the optimum hatch distance is Δy
s = 171.4 µm.
The guide value according to Meiners [
19] leads to a theoretical hatch distance of Δy
s = 0.7 × 140 µm = 98 µm for a focal diameter of d
s = 140 µm.
The
Figure 11a,b shown boxes indicate the arrangement of the individual specimens on the build plates within the MINI and ALPHA. Due to the design of the different machines, the alignment of the coating and the shielding gas flow is rotated by 180° in relation to the positioning of the test specimens.
In
Figure 11a, the results from the measurement of the relative density for build 5 on the MINI are shown. The average value was 98.31%. Powder and gas flow are interchanged within the two partial illustrations, because they are arranged differently in terms of the system’s characteristics.
The first build with the ALPHA,
Figure 11b, with a minimum density of 96.48%, specimen number 7, and a maximum density of 99.84%, specimen number 6, indicated a delta of 3.36%. On the microscopic images, which are shown in
Figure 12, few pores were observed overall. The pores presented are regularly arranged in the vertical direction. Irregularly arranged pores were not visible.
On the micrographs of the samples that were built up with P
L = 120 W and v
s = 50 mm/s, effects were clearly visible that indicated overheating of the melt due to excessive laser power. The side surfaces of the samples are very rough and especially the samples built up with a low hatch distance contained many large inclusions. Both are caused by spattering, which occurred more frequently with low viscosity melts and strong evaporation due to overheating of the melt [
14].
The wavy shape of the top surface occurred when the degree of overlap of the individual tracks was too high. Therefore, the shape of the top surface became more uniform with increasing hatch distance, relative to the low scan speed samples. However, adjusting the scanning speed was not sufficient. The specimens built with P
L = 120 W and v
s = 50 mm/s showed how the structure of the surface and the shape retention became finer with increasing hatch distance. However, the samples with a higher hatch distance contained more enclosed un-melted particles [
19].
The highest relative density in build 6 was measured at PL = 150 W, vs = 100 mm/s and ys = 250 μm with 96.58%. This specimen also had a uniform surface area and did not collapse. The highest density measured in the entire series of experiments for the cubes made of powder with fine grain content was lower than the density of the cubes without fine grain content. For both laser powers tested, the density of the samples built up with low scanning speed and therefore high-volume energy density were the lowest. The measured values correlate with the microscope images described above.
The lowest densities were measured for the samples built with a high laser power and low scanning speed. This indicated, similar to the observations from the previous paragraphs, that the applied energy was too high for these parameter combinations and consequently defects were more likely to occur.
The influence of the laser beam source and the motion system on the manufacturing result in the PBF-LB/M was investigated. The following observations were made on the low-cost machine compared to a conventional machine when using process-foreign sinter powder:
On average, the produced samples had higher relative density and a lower standard deviation of the density values.
The pores present were arranged linearly in the vertical direction.
The delta between the minimum and maximum relative density of the builds was lower.
A trend with respect to higher density at higher scanning speed, which was shown on the conventional machine, is not present on the low-cost machine.
Despite the relatively low scanning speed, samples with a relative density of up to 99.84% could be produced.


 and
and 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}